
Порошковая краска по металлу – Технология порошковой покраски металла
Технология порошковой покраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

Порошковая краска используется в промышленном производстве металлических изделий
- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Особенности порошковой покраски
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
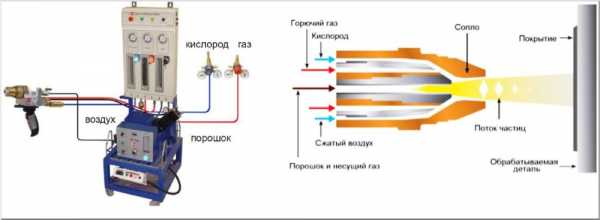
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.
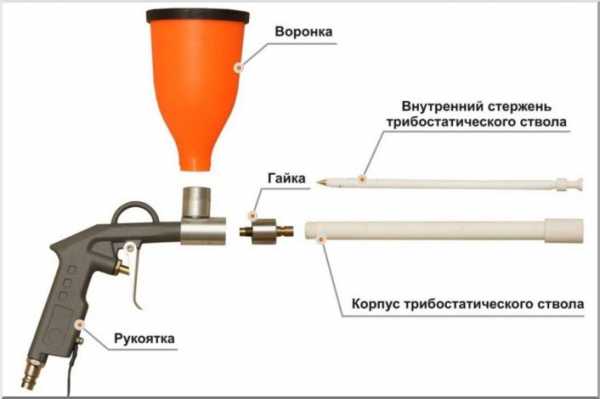
Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
promzn.ru
Технология порошковой окраски металлических изделий
Современные технологии окрашивания металлических изделий порошковыми красками стремительно развиваются. Использование жидких лакокрасочных материалов в производственных условиях постепенно уходит на второй план. Большинство производителей металлоизделий делает выбор в пользу порошковых красок, так как они обеспечивают качественное и долговечное декоративно-защитное покрытие.
Что такое порошковые краски
Этот высокотехнологичный красящий материал обладает уникальными свойствами, которых нет у жидких красок. Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.
Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
-
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
- Не используются растворители, что дает меньшую усадку и практически отсутствие пор на поверхности изделия.
- Более экономное использование материала при окрашивании. Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
- Поверхность, окрашенная порошковой краской, устойчива к ультрафиолету, имеет электроизоляционные и антикоррозийные свойства.
- Порошковая краска дает возможность создать палитру из более 5000 цветов.
- Пониженная степень взрыво- и пожароопасности на производстве.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Способы нанесения порошковой краски
Технология окрашивания при помощи сухого материала позволяет применять несколько вариантов распыления порошка.
-
Нанесение краски направленным потоком воздуха. Изделие нагревается и при помощи краскопульта частицы порошка распределяются по поверхности. Качественное покрытие получается только после наиболее точного определения температуры нагревания металла. Недостатком этого метода является необходимость дополнительной термической обработки после полимеризации.
-
Электростатическое напыление. Этот метод окрашивания наиболее распространен. Прилипание частичек обеспечивается электростатическим напряжением. После полимеризации изделие остывает в естественных условиях. Не прилипший порошок можно повторно использовать, для его сбора предусмотрены специальные камеры. Лучше всего этот метод подходит для изделий простой формы и небольшого размера.
- Применение пламени. Для этого метода окрашивания используются пистолеты с встроенной пропановой горелкой. Частицы порошка расплавляются, проходя через пламя, и попадают на поверхность изделия в полужидком состоянии. Поверхность изделия не подвергается нагреванию. Слой краски получается более тонким и прочным. Этот метод преимущественно используется для окрашивания крупных предметов.
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Технология порошкового окрашивания
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.
Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Нанесение краски
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
Итог
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
superarch.ru
технология и методы (+ видео)
Порошковая покраска – это современная технология, которая позволяет добиться надежного и долговечного покрытия практически на любых поверхностях. Нанесение не представляет особого труда при наличии навыков, но требует задействования специального оборудования. Особенностью этого метода является то, что покраска происходит сухим способом, а защитный слой образуется при последующем нагревании.
Методы работы с порошковой краской
Хотя порошковый метод окрашивания известен уже довольно долго, его техническое развитие началось сравнительно недавно. За это время появилось несколько способов проведения процесса.
- Наиболее популярным и распространенным считается электростатическое распыление. Принцип заключается в том, что частички порошка приобретают электрический заряд, проходя через распылитель. При этом обрабатываемое покрытие остается электрически нейтральным. Именно эта разница создает электрическое поле, за счет которого порошок притягивается к поверхности и прочно удерживается. Это первая стадия покраски. Далее, обработанная деталь помещается в специальную печь, где происходит нагрев при температуре около 200 градусов. Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
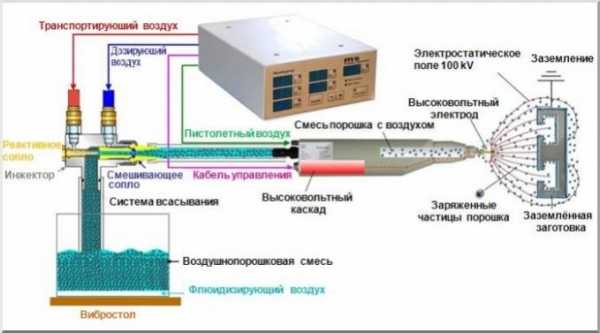 Схема нанесения цветного состава по электростатическому принципу
Схема нанесения цветного состава по электростатическому принципу - Более сложным считается способ, который подразумевает предварительный нагрев. То есть окрашиваемое металлоизделие разогревается до определенной температуры (показатель подбирается индивидуально). При помощи распылителя частички порошковой краски наносятся на основание и плавятся. Дальнейшие действия не всегда подразумевают повторный нагрев и зависят от типа наносимого покрытия.
 Предварительный прогрев хоть и дает хорошие результаты, но считается малорентабельным
Предварительный прогрев хоть и дает хорошие результаты, но считается малорентабельным - Для третьего варианта используется преимущественно термопластичный порошок. В работе применяется специальный распылительный инструмент, который снабжается камерой с горящим пропаном. Предварительно нагретые частицы, ударяясь о поверхность, формируют прочный защитный слой. Хотя такая технология позволяет окрашивать разные материалы, ее распространение сравнительно невелико.
 Нагрев состава непосредственно в распыляющем пистолете требует применения термопластичных полимеров
Нагрев состава непосредственно в распыляющем пистолете требует применения термопластичных полимеров
Востребованность первого метода покраски объясняется тем, что такой вариант имеет большее технологическое развитие. С другими способами все сложнее: второй метод нуждается в тщательном подборе температуры, а третий появился сравнительно недавно.
Необходимое оборудование
Хотя количество необходимых инструментов и приспособлений зависит от масштабов работ, обязательно наличие следующего:
- Окрасочная камера. Позволяет выполнить порошковую покраску качественно, избегая постороннего воздействия. При производстве она дополнительно оснащается рекуператором, который отвечает за сбор оставшегося порошка, что значительно снижает расходы. В последующем частички проходят фильтрацию.
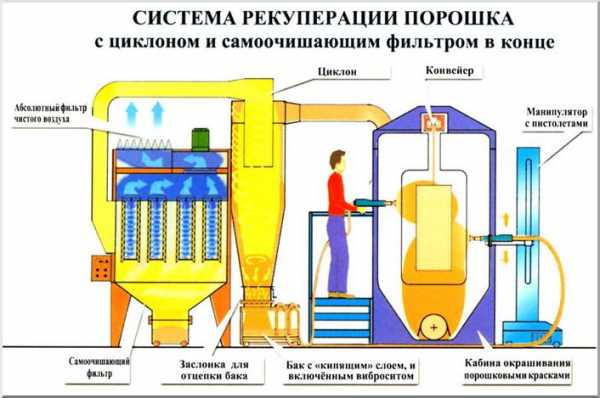 Использование специальной камеры и системы рекуперации позволяет существенно снизить потери
Использование специальной камеры и системы рекуперации позволяет существенно снизить потери - Пульверизатор. Он бывает ручной и специальный промышленный для больших объемов работ. Альтернативой может служить компрессор, который дополнительно снабжается фильтром высокого давления.
 Для работы с порошком используется специфическое профессиональное оборудование
Для работы с порошком используется специфическое профессиональное оборудование - Печь. В ней происходит плавление нанесенных частиц.
Естественно, крупные производства имеют специальные системы подвесов и доставки, что облегчает работы и ускоряет темп.
 Какой бы способ нанесения состава не использовался на финишном этапе деталь обязательно прогревается в печи
Какой бы способ нанесения состава не использовался на финишном этапе деталь обязательно прогревается в печиНа заметку! Нагревание, которое необходимо на последней стадии окрашивания, не позволяет выполнять процесс с материалами, подверженными температурным деформациям. Поэтому наиболее популярной считается обработка металлических деталей и элементов.
Плюсы и минусы
Покраска порошковой краской имеет множество положительных свойств, среди которых особенно выделяются:
- Простота процесса. Если исключить необходимость применения специального оборудования, то мероприятие не представляет особой сложности. Для работы используется готовый порошок, не нуждающийся в смешивании или колеровке. Нанесение происходит быстро.
На данный момент есть возможность подбора любого цвета и оттенка порошкового состава
- Время получения результата. После обработки порошком изделие помещается в печь на период не больше 30 минут, а после непродолжительного охлаждения работа считается завершенной.
- Экологичность. Получаемые покрытия и красящий порошок полностью безопасны для здоровья окружающих. Поверхность не поддерживает горение и не выделяет отравляющие вещества при высокой температуре.
- Надежность и долговечность. Образуемый слой имеет единую структуру, которая обладает хорошей адгезией с основанием. За счет этого обеспечивается износостойкость и длительный срок службы.
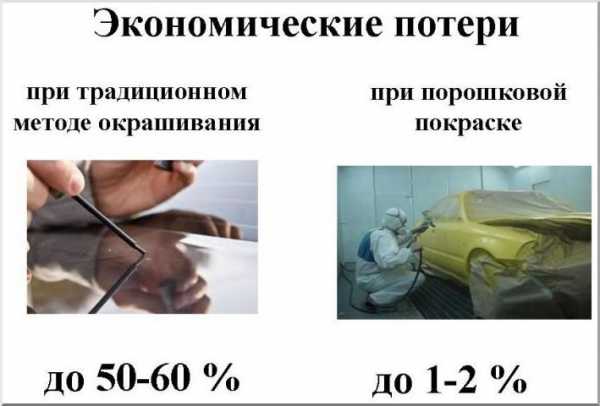 По сравнению с использованием обычных красок, сухое напыление на порядок экономней и качественней
По сравнению с использованием обычных красок, сухое напыление на порядок экономней и качественней
Но при всех достоинствах метод не лишен и недостатков:
На заметку! Использование порошкового способа действительно весьма рационально, но в дизайнерском плане уступает другим вариантам. Хотя в настоящее время существуют специальные смеси с разными визуальными и тактильными эффектами.
 Без высококлассного оборудования добиться качественного результата не реально
Без высококлассного оборудования добиться качественного результата не реальноПорядок выполнения работ
Технология порошковой окраски различных металлических изделий представляет собой совокупность мероприятий. Подробный перечень работ включает немаловажный этап – подготовку предмета, качество проведения которого определяет результат.
Подготовка
Необходимо выполнить следующие действия:
Поверхность тщательно очищается. Для этого проводится ряд процедур:
- Механическое удаление следов ржавчины и окислов с металла. При необходимости снимается и старый декоративный слой. Для этого процесса используются подручные инструменты: шлифовальные машинки, щетки, скребки. Если требуется, задействуются специальные смывки. Наиболее эффективной считается пескоструйная очистка, которая за счет воздействия абразивных частиц под давлением позволяет быстро удалить все лишнее.
 Пескоструйная зачистка на данный момент считается самой качественной
Пескоструйная зачистка на данный момент считается самой качественной - Обезжиривание основания. Для этого используются специальные щелочные или органические составы. Применяемый раствор наносится на ветошь, которой тщательно протирается поверхность. При необходимости деталь полностью погружается в раствор.
- Если есть возможность, то выполняется травление. От предыдущего этот способ отличается тем, что не просто смывает загрязнения, а оказывает воздействие на их структуру, способствуя лучшему удалению.
 Обезжиривание и травление являются обязательными этапами подготовки
Обезжиривание и травление являются обязательными этапами подготовки
Формируется конверсионный подслой. Он необходим для защиты поверхности от попадания различных загрязнителей. Составы для этого выбираются исходя из вида обрабатываемого материала. Так, для деталей из алюминия применяется хромовый ангидрид, а для стали – фосфат железа.
Если требуется, то выполняется пассивирование. Этот процесс направлен на закрепление антикоррозионного покрытия.
Следует знать! Стадии подготовки могут разниться в зависимости от того, какие изделия подвергаются обработке, и сферы их применения. Порой достаточно провести тщательную очистку и обезжиривание.
Нанесение красителя
Порошковую окраску металла проводят следующим образом:
- Окрашиваемые элементы после подготовки и просушки помещаются в камеру. При этом они закрепляются на раме, которая обязательно должна иметь заземление. Если работы выполняются дома, то создаются похожие условия.
 Обработку заготовки необходимо проводить в средствах индивидуальной защиты
Обработку заготовки необходимо проводить в средствах индивидуальной защиты - Чтобы нанести порошок, выбирается подходящий распылитель. Эта процедура выполняется в специальной защитной одежде, респираторе и очках.
- Деталь тщательно обрабатывается. Необходимо наносить частицы равномерно, покрывая все участки и выдерживая одинаковое расстояние до поверхности, чтобы обеспечить более однородное распределение.
 При финишном прогреве температура в печи может доходить до 200ºС
При финишном прогреве температура в печи может доходить до 200ºС - Изделие перемещается в печь. На этом этапе важно добиться равномерного прогрева, это обеспечит создание единой полимерной пленки. Температура выбирается индивидуально.
Порошковая покраска считается завершенной. По прошествии 30 минут металлическое изделие вынимается из печи и остужается, после полного остывания элемент готов к использованию.
Также рекомендуем посмотреть это видео:
otdelkagid.ru
Порошковая краска, ее характеристики, свойства, виды и состав
Содержание статьи
Свойства порошковой краски

Всем известны и привычны жидкие красящие вещества, в этой статье мы поговорим о порошковой краске, которая благодаря своим уникальным и высокотехнологическим свойствам, в ближайшем будущем, наверняка, займет главенствующую роль в ЛКМ, ведь это самый быстрорастущий сегмент рынка лакокрасочной промышленности во всем мире.
Впервые порошковая краска начала применяться на практике еще в 60-е годы прошлого века, постоянно развиваясь и улучшая технологию. Изначально ее концепция строилась на покрытии металлов сухими красками, которые затем расплавлялись, образуя равномерное окрашивание всего предмета. Начиналось использование с термопластических красок, однако уже несколько десятилетий им предпочитают термореактивные краски, обладающие повышенной стойкостью и долговечностью и имеющие более широкое применение.
В порошковой краске отсутствует растворитель, а это дополнительный плюс для потребителей.
Ее применение особенно для большого количества продуктов экономически выгоднее использования жидкой краски. Нанесение порошковой краски проходит с помощью электростатического способа и дальнейшего обжига, и практически не влияет на экологию окружающей среды.
Характеристики порошковой краски

Как известно, порошковая краска – это твердая многокомпонентная композиция, в которой роль дисперсной среды выполняет не растворители и вода, а воздух. Несмотря на то, что, так называемый, «сухой остаток» композиции по своему составу очень близок с составом жидкой краски их свойства имеют существенные различия. И именно воздушная дисперсная среда позволяет данному виду лакокрасочных материалов быть более эффективными, чем традиционные ЛКМ — это проявляется и в экономических, и в технических, и что не маловажно, в экологических характеристиках. Даже хранить и транспортировать такую краску намного легче, так как отпадает необходимость использования специальных герметичных емкостей с жестким фиксирующим положением.
Пленкообразующие свойства порошковой краски достигаются благодаря твёрдым частицам, входящим в её состав, а также специальным пленкообразующим смолам, отвердителям и наполнителям, которые вместе с целевыми добавками и образуют твердую дисперсную композицию. В зависимости от наличия в составе композиции специальных красящих пигментов различают системы:
- пигментированные
Порошковая пигментированная краска выше по плотности, и используется более широко как кроющее покрытие — в зависимости от цветового спектра.
- непигментированные
Их еще называют порошковым лаком – они используются для нанесения на поверхность, которая должна оставаться прозрачной, например, для лакирования пластмассовых и проводящих изделий, а также для лакирования изделий из дерева при изготовлении мебели.
 Так как дисперсная среда порошковой краски воздушная и основной компонент ее – это твердые частицы, то это существенно отличает ее от обычных жидких красок, и поэтому для таких твердых порошковых составов используют принципиально иные качественные показатели, отличные от свойств, характерных для жидких веществ.
Так как дисперсная среда порошковой краски воздушная и основной компонент ее – это твердые частицы, то это существенно отличает ее от обычных жидких красок, и поэтому для таких твердых порошковых составов используют принципиально иные качественные показатели, отличные от свойств, характерных для жидких веществ.
Главное свойство порошковой краски – это дисперсионность. Ее состав должен быть однородным, физически и химически стабильным, с оптимальным размером частиц порядка 50-100мкм., чтобы соблюсти тонкость покрытия, частицы по размеру должны быть не больше 300-330мкм.
Качественные характеристики краски также зависят и от степени сыпучести состава и его гигроскопичности. При нанесении состава на поверхность требуется придерживаться специальной методики, для того чтобы соблюсти все требования, предъявляемые к кроющим составам, и по необходимому комплексу свойств готовых материалов – по образованию эффективного покрытия, и по тонкослойности нанесения. Традиционно используемые методы, такие как обливной, погружаемый, нанесение валиками и кистями, и тому подобные, абсолютно непригодны для нанесения порошковой краски, вместо них используют технологически более современные способы, например метод струйного распыления, аэрозольный, электростатический и посредством использования кипящего слоя.
Виды порошковых красок
На сегодняшний момент производимая порошковая краска различается по следующим признакам:
- химический
- вид пленкообразователя
- назначение покрытия
Состав порошковых красок
 По химическому составу существует такие разновидности, как:
По химическому составу существует такие разновидности, как:
- Краски на термопластичной основе
В термопластичных красках отсутствуют химические превращения при нанесении – частицы материала, взаимодействуя между собой, сплавливаются, и расплав охлаждается. Пленкообразователи обладают термопластичностью и растворимостью, причем состав остается подобным исходному материалу.
- Краски на термореактивной основе
Технология термореактивных красок включает в себя химические превращения, придавая полученным покрытиям неплавкость и нерастворимость и значительно изменяя химическую составляющую. На сегодняшний день доля термореактивных красок почти 80% от всего объема.
Полимеры в порошковой краске
В зависимости от названий полимеров либо олигомеров выделяются краски с различным типом пленкообразователя. Это, например:
- эпоксидные
- полиэфирные
- поливинилхлоридные
- полиэтиленовые
В начале разработали краски с эпоксидом, и на сегодняшний момент их применяют так же активно, несмотря на наличие других видов. Они обладают отличной механической прочностью, хорошей адгезией и устойчивы к растворителю. Минус такого материала – желтизна при перегревании, она не ухудшает защитных характеристик, но портит внешний вид.
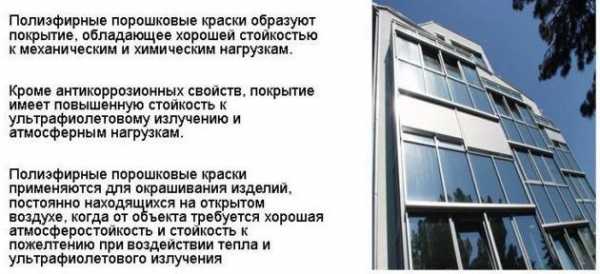
Краски на основе полиэфира не желтеют, используют их для фасадов, машин и других объектов, находящихся на открытом воздухе. Еще одним отличающим признаком является то, что они менее устойчивы к растворителю.
И что касается классификации последнего признака, то сюда входят краски для изготовления следующих покрытий:
- антифрикционные
- электроизоляционные
- атмосферостойкие
- химически-стойкие
Проводится выпуск порошковых красок любого оттенка и блеска. Они могут быть и высокоглянцевые и глубокоматовые. Существуют так же специальные краски, например:
- фасадные
- многоцветные
- противокоррозийные
- «металлик»
- молотковые
- с повышенным содержанием цинка
Применение порошковой краски
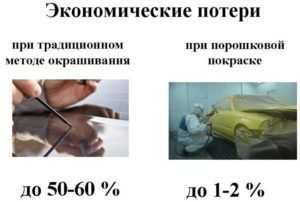
 В отличие от обычной жидкой, использование порошка чрезвычайно экономично – при окрашивании изделий краской на основе растворителей ее уходит в три раза больше, чем при использовании воздушно дисперсионной краски, и благодаря этому порошковая краска получила широкое распространение во многих областях.
В отличие от обычной жидкой, использование порошка чрезвычайно экономично – при окрашивании изделий краской на основе растворителей ее уходит в три раза больше, чем при использовании воздушно дисперсионной краски, и благодаря этому порошковая краска получила широкое распространение во многих областях.
Основным ее преимуществом является то, что она может быть использована при массовом производстве изделий, так как электростатическим методом с легкостью наносится на поверхность большого количества продукции.
Используя специальные покрасочные камеры для нанесения порошковой краски, получают эстетичное и высокопрочное покрытие – таким образом окрашивают и керамические изделия, и деревянные, и изделия из стекла и металла, например, алюминия и стали, и многие другие. Экономичности этого способа нанесения добавляет и то, что излишек краски можно собрать обратно, и использовать для нанесения на следующую партию изделий.
При работе с изделиями из металла, в следствии их электропроводности, эффективен также трибостатический способ нанесения краски, при этом можно получить высококачественное покрытие на сложных узлах и деталях. Также порошковую краску успешно используют для нанесения на изделия из керамики, стекла и полимеров. Полимерное покрытие имеет самый эстетичный вид и обладает лучшим защитным слоем.
Благодаря своей высокотехнологичности и способности образовывать равномерный по всей поверхности слой покрытия, порошковая краска широко применяется во многих отраслях производства, начиная от покрытия электрооборудования, товаров для спорта, сельхозтоваров, и бытовой техники, до антикоррозионной обработки бурильных и арматурных труб и профилей, и использовании в автомобилестроении в качестве грунтовки и для обработки различных поверхностей. А возможность использования пигментов в большом цветовом ассортименте, насчитывающем свыше трехсот оттенков, делает порошковую краску еще более востребованной на рынке лакокрасочной продукции.
Порошковая краска — видео
Таблица. Области применения порошковых красок.
| Тип порошковой краски | Преимущества | Недостатки | Область применения |
|---|---|---|---|
| Эпоксидная | Высокая адгезия, механическая прочность и химическая стойкость к воздействию влаги, щелочей, алифатических и ароматических углеводородов, смазочных масел, топлива, сырой нефти. Интервал рабочих температур от –60 до +120 °С. Диэлектрические свойства покрытий достаточно высоки | Низкая устойчивость к ультрафиолету и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении | Антикоррозионная защита изделий, подвергающихся химическому воздействию, а также используемых внутри помещений: — металлической мебели; — бытового оборудования |
| Эпоксидно- полиэфирная | Относительно низкая цена и хорошее качество получаемых покрытий. Краски получают комбинированием эпоксидного и полиэфирного олигомера. Покрытия имеют красивый внешний вид, хороший глянец и равномерную окраску, устойчивы к воздействию воды, водных растворов солей, разбавленных щелочей и кислот | По сравнению с эпоксидным покрытием — пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Окраска изделий, эксплуатирующихся внутри помещений: — металлической мебели; — осветительного оборудования; — электронагревательных и бытовых приборов; — различной металлической фурнитуры |
| Полиэфирная | Достаточно высокая стойкость к воздействию атмосферных факторов, светостойкость, механическая и электрическая прочность, повышенная стойкость к истиранию. Улучшают внешний вид изделия благодаря высокой глянцевитости. Удовлетворительная адгезия к металлам | Щелочестойкость и диэлектрические показатели несколько ниже по сравнению с эпоксидными и эпоксидно-полиэфирными красками | Для окраски изделий, подвергающихся постоянному воздействию атмосферных факторов: — фасадных панелей — сельскохозяйственной техники, велосипедов — кондиционеров — других металлических изделий и конструкций, находящихся на открытом воздухе |
lkmprom.ru
Технология покраски порошковой краской — Полезные рекомендации
Порошковая покраска – это наиболее оптимальный вариант защиты коррозии металлических изделий различного назначения и размера в соотношении цены, долговечности, прочности и эстетичности. Нанесенный слой такой краски выдерживает многократное механическое воздействие и устойчив к агрессивным средам. Кроме того, он слабо подвержен выгоранию пигмента.

Технология покраски порошковой краской основана на использовании полимерно-эпоксидных смол в сочетании с дополнительными компонентами. Вспомогательные катализаторы помогают микрочастицам образовывать пленку на поверхности металла и полимеризироваться в единый монолитный слой.
В отличие от классических жидких лакокрасочных материалов порошковая краска не содержат растворителей. В качестве дисперсионной среды используется обычный воздух, нагнетаемый компрессором. Именно благодаря этой особенности технологию порошковой покраски металла называют наиболее экологичной и безопасной как для рабочего персонала, выполняющего окрашивание, так и для окружающей среды.
Сферы применения
Процесс полимеризации частиц порошка, нанесенного на поверхность изделия, выполняется в течении 40-60 минут при температуре 150-200°С в специальных печах. Именно по этой причине сфера применения технологии покраски порошковой краской ограничивается исключительно металлопродукцией самого различного назначения и размера. Процесс термической полимеризации не позволяет применять такой метод для окрашивания пластика или древесины.

Порошковой красой покрывают:
- кованые изделия для внутреннего и наружного применения;
- алюминиевые и оцинкованные профили;
- домашнюю и производственную мебель из металла;
- корпусные элементы бытовой техники;
- статичные детали машин и механизмов;
- спортивный инвентарь;
- нейтральное промышленное оборудование.
Технология порошковой покраски металла применяется в ситуациях, когда крайне важна высокая коррозионная стойкость металлоизделия. Сухие полимерно-порошковые краски используют также при необходимости обеспечения механической и химической стойкости антикоррозионного покрытия ввиду наличия сложных эксплуатационных условий.
Плюсы и минусы порошкового окрашивания
Среди основных преимуществ технологии покраски порошковой краской большинство инженеров и промышленников называют те, что представлены ниже.

Это:
- минимизация количества проходов окрашивания, в результате чего увеличивается производительность и снижается себестоимость продукции;
- экологичность производства и улучшение условий труда – даже в печи в процессе термической полимеризации концентрация вредных летучих соединений не превышает нормы;
- отсутствие растворителей, в результате чего покрытие получается без микропор и раковин, а его усадка минимальна;
- экономный расход порошковой краски и отсутствие необходимости дорогостоящего содержания производственных помещений для сушки окрашенных изделий;
- крайне низкая степень пожаро- и взрывоопасности;
- высокая твердость покрытия, благодаря чему снижаются затраты на упаковку и обеспечение надежной защиты металлоизделий во время транспортировки;
- стойкость к широкому спектру агрессивных сред и горюче-смазочных материалов;
- устойчивость пигмента и полимерной основы к разрушительному воздействию ультрафиолета;
- широкая палитра – более 5000 цветов, оттенков и текстур.
У технологии покраски порошковой краской есть и ряд минусов, главный из которых – невозможность окрашивать пластиковые и деревянные изделия ввиду высокой температуры запекания в процессе полимеризации.

Среди других недостатков:
- сложность в нанесении тонкого слоя;
- узкая специализация оборудования для порошковой покраски – в больших печах невыгодно окрашивать малые несерийные изделия и наоборот;
- необходимость использования отдельного контейнера для каждого цвета и оттенка;
- трудность в нанесении покрытия на металлоизделия сложной геометрической конфигурации и составные конструкции;
- серьезные капиталовложения при сооружении окрасочной линии;
- отсутствие возможности колеровки – используется только стандартная палитра.
Еще один недостаток технологии порошковой покраски металла – это невозможность локального устранения дефектов и прорех в нанесенном покрытии. При появлении таких пробелов приходится удалять краску и наносить порошковый состав с последующим запеканием заново.

Разновидности порошковой краски
Используемые в данной технологии антикоррозионной защиты металла сухие полимерные порошки разделяют на две основные группы по типу образования пленки на поверхности изделия:
- термореактивные – полимеризация происходит после ряда химических преобразований;
- термопластичные – образование монолитной пленки происходит при высоких температурах без химических реакций.
В современном промышленном производстве термореактивные порошковые краски более распространены. В их состав входят полиэфирные, эпоксидные или акриловые смолы в виде мелкодисперсного порошка.
Главное преимущество термореактивных порошковых красок в отсутствии последующей после полимеризации термической деформации при нагревании окрашенного изделия. Это крайне важно для металлоизделий, эксплуатируемых в сложных условиях при повышенных температурах.

В состав термопластичных порошковых красок входят такие полимеры, как нейлон, винил или полиэстер. Твердый слой на поверхности изделия образуется в результате остывания массы. Состав покрытия остается таким же, как и до его нанесения и запекания. Это дает возможность повторно плавить порошок.
Способы работы с порошковой краской и требуемое оборудование
Технология порошковой покраски металла предполагает три основных способа нанесения мелкодисперсного порошка на металлическую поверхность окрашиваемого изделия.
- Использование направленного воздушного потока. Металлоизделие нагревается и равномерно покрывается порошковой краской с помощью пульверизатора. При данном способе важно точно определить необходимую температуру, чтобы покрытие равномерно полимеризировалось. Кроме того, потребуется дополнительная термообработка после полимеризации.
- Электростатическое распыление порошковой краски – наиболее распространенный способ. Получив положительный заряд от высоковольтного источника, частицы порошка налипают на поверхности отрицательно заряженного металлоизделия. Это позволяет обеспечить равномерность распределения материала и исключить стекание или осыпание. Не прилипший порошок собирается и используется повторно.
- Пламенное окрашивание. Частицы порошковой краски проходят через пламя пропановой горелки и уже в полужидком расплавленном состоянии попадают на поверхность обрабатываемого металла. При этом само изделие нагреванию не подвергается. Этот способ используется крайне редко и только для окрашивания крупногабаритных предметов.
Технология порошковой покраски металла включает в себя три этапа: подготовка, окрашивание и полимеризация нанесенного покрытия. Каждый из этих процессов требует наличия специального оборудования.

Классическая линия для порошковой покраски состоит из четырех основных элементов:
- камера для нанесения (распыления) порошка;
- электростатический распылитель;
- компрессор для нагнетания сжатого воздуха в пульверизатор;
- печь для полимеризации.
Окрашиваемые металлоизделия, особенно крупные, в процессе покраски должны бережно перемещаться от одного поста к другому, чтобы не повредить нанесенную и не прошедшую полимеризацию порошковую краску. Для этого в линиях предусматриваются транспортировочные устройства для аккуратного перемещения изделий из напылительной камеры в термическую. Чаще всего для этого используются монорельсы с крюками на роликах и т.п.
Подготовительные работы
Не менее важно оборудовать рабочее место для подготовки металлоизделия к нанесению на него порошковой краски. Такой пост должен иметь доступ к монорельсовой подвесной системе, а также оборудован специальным рабочим столом и необходимым инструментом.

Технология порошковой покраски металла включает в себя два основных процесса – нанесение порошка и его полимеризации в печи, подробно о которых описано выше. Но крайне важно перед распылением краски провести тщательную подготовку металлической поверхности, которая включает в себя:
- механическую обработку ручными щетками или электроинструментом для снятия следов коррозии и прочих загрязнений;
- обезжиривание;
- протравливание.
Все эти подготовительные процессы дают возможность качественно подготовить металлическое изделие для равномерного распределения порошковой краски без пробелов и пустот. Благодаря протравливанию и обезжириванию удается добиться максимальной адгезии полимеризированного монолитного слоя с поверхностью металла.
Техника безопасности
Несмотря на свою экологичность, технология покраски порошковой краской имеет ряд потенциальных угроз для рабочего персонала, ввиду чего крайне важно выполнять все правила охраны труда и требования по технике безопасности.

Среди специфических опасностей:
- попадание мелкодисперсного порошка в органы дыхания;
- образование взрывоопасной смеси пыли и воздуха.
Кроме того, технология покраски порошковой краской также включает в себя ряд обычных промышленно-производственных угроз, связанных с использование электрооборудования, компрессорной техники и камер для термической обработки. Четкое соблюдение стандартных правил пожарной и электробезопасности – залог безопасной и высокопроизводительной работы персонала.
Видео. Процесс покраски от и до
www.gvozdem.ru
Покраска металла, технология порошкового окрашивания
Технология покраски металла, как правильно красить металл.
Подробнее о каждом этапе:
- подготовка поверхности
- грунтовка
- нанесение порошковой краски
- полимеризация
- системы рекуперации
- обеспечение и контроль качества порошковой покраски
- преимущества порошковой покраски по сравнению с обычной
Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Покраска металла:
- Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
- Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
- Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции. Принцип ее действия заключается в том, что окрашиваемые детали подаются на специальной подвеске или тележках, которые передвигаются по рельсам. Транспортная система позволяет проводить процесс окраски непрерывно, за счет чего значительно увеличивается производительность работы.
Вначале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов. Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.
kozkon.ru
Плюсы и минусы порошковой покраски, преимущества, экономичность и экологичность
Рассмотрим, какие есть плюсы и особенности порошковой окраски. Это очень важно сделать, чтобы выбрать нужное покрытие. Так можно получить лучший результат. Поэтому используйте порошковую покраску. Благодаря ей можно добиться высококачественного покрытия, которое становится декоративным в умелых руках.
Наносить порошковую краску очень легко. Например, ее можно нанести на металл, из которого выполнен автомобиль. Также краска проста в применении. Металл, который нужно покрыть, может быть любым. Например, даже такой, который проводит электрический ток. Он может выдержать до двухсот градусов по Цельсию, что достигается, возможно, при нагреве в электропечах.
Благодаря порошковой окраске можно добиться того, что покрытие получит защитные свойства. Так как плюсов у этого вида краски много, то использовать ее можно практически для любого покрытия. Выбор безграничен. Поэтому есть возможность выделить все плюсы и некоторые особенности данной краски.
Преимущества порошковой краски
 Остановимся на преимуществах порошковой краски.
Остановимся на преимуществах порошковой краски.
Выделим самые главные:
- Во-первых, благодаря краске на основе порошка можно добиться высокой антикоррозийной стойкости, особенно это касается металлической поверхности.
- Во-вторых, благодаря порошковой краске металл, да и вообще любая поверхность, даже хрупкая, становится прочной по отношению к ударам.
- В-третьих, подобный вид покраски служит возможностью получения декоративного покрытия, она защищает изделия от воздействия окружающей среды. Порошковая краска является идеальным способом для защиты и украшения металлических изделий.
- В-четвертых, при использовании порошковой краски нет нужды в грунтовке поверхности. А это в свою очередь дает возможность потратить меньше времени на покраску материала.
- В-пятых, после обрабатывания поверхности порошковой краской она становится устойчивой к загрязнению бензином, химическими веществами, защищенной от ультрафиолетового облучения.
- В-шестых, покрываемому материалу придаются свойства покрытия, в частности речь идет о химических и физических качествах.
- В-седьмых, снижается число операций, которые являются технологическими, но они, конечно же, очень нужны, чтобы процесс окрашивания прошел гладко.
- В-восьмых, порошковая краска в отличие от обычной – это всегда экологически чистое производство.
- В-девятых, окрашиваемый материал широко применим, что приводит к его высокому уровню использования.
- В-десятых, работа по порошковой окраске стоит намного меньше, чем другими красками, в этом случае она никак не сравнится и по качеству с результатом, который возможно получить от других красок.
- В-одиннадцатых, поверхность становится электроизоляционной, если ее покрасить порошковой краской. Так можно избавиться от распространения электрического поля на данную поверхность, что защищает от поражения электрическим током.
- В-двенадцатых, абразивное стирание порошковой краске не грозит. Так как она обладает отличным свойством устойчивости к воздействию на нее внешних физических факторов.
- В-тринадцатых, материал, который был покрыт порошковой краской, выдерживает самые разные температуры, особенно он приспособлен к серьезным перепадам.
- В-четырнадцатых, защищает отлично кромки и углы от опасности не быть окрашенными обычной краской, которая наносится кисточкой или валиком.
- В-пятнадцатых, если нанести только одним слоем краску в виде порошка, она будет смотреться лучше, чем нанесение двух слоев масляной краски.
 Если в производство включены требования экологических служб, то порошковая краска подойдет как нельзя лучше, так как она является совершенно чистым продуктом техногенного производства. Есть и еще положительные моменты.
Если в производство включены требования экологических служб, то порошковая краска подойдет как нельзя лучше, так как она является совершенно чистым продуктом техногенного производства. Есть и еще положительные моменты.
В частности для того чтобы покрасить поверхность за короткое время, возьмите порошковую краску. Так как только в этом случае можно сократить время обработки материала. Ведь порошковая краска сохнет гораздо быстрее, наносится за короткий промежуток времени. Поэтому достаточно нанести только один слой и все готово, можно пользоваться изделием спустя несколько часов. А результат удивит вас своим качеством.
Говоря о порошковой краске, хочется сказать, что она единственная в своем роде.
Так как в ней отсутствуют полностью летучие вредные вещества, которыми можно надышаться и получить серьезное отравление.
Чего не скажешь о других видах красок, отличающихся сильными вредными качествами, что приводит к ограничению нахождения в помещении, где осуществляется покраска.
В современном мире порошковой краской можно назвать тот вид лакокрасочного покрытия, который способен обеспечить покрытие практически без отходов. Чего не скажешь об обычной масляной или акриловой краске. Безотходная технология, то есть без испарений, которые отправляются в воздух, разрушая озоновый слой атмосферы.
Таблица. Области применения порошковых красок.
| Тип порошковой краски | Преимущества | Недостатки | Область применения |
|---|---|---|---|
| Эпоксидная | Высокая адгезия, механическая прочность и химическая стойкость к воздействию влаги, щелочей, алифатических и ароматических углеводородов, смазочных масел, топлива, сырой нефти. Интервал рабочих температур от –60 до +120 °С. Диэлектрические свойства покрытий достаточно высоки | Низкая устойчивость к ультрафиолету и, соответственно, слабая стойкость вне помещений, невысокая термостойкость, склонность к пожелтению при отверждении | Антикоррозионная защита изделий, подвергающихся химическому воздействию, а также используемых внутри помещений: — металлической мебели; — бытового оборудования |
| Эпоксидно- полиэфирная | Относительно низкая цена и хорошее качество получаемых покрытий. Краски получают комбинированием эпоксидного и полиэфирного олигомера. Покрытия имеют красивый внешний вид, хороший глянец и равномерную окраску, устойчивы к воздействию воды, водных растворов солей, разбавленных щелочей и кислот | По сравнению с эпоксидным покрытием — пониженная стойкость к химреактивам, трудность получения матовых покрытий при низкотемпературном отверждении | Окраска изделий, эксплуатирующихся внутри помещений: — металлической мебели; — осветительного оборудования; — электронагревательных и бытовых приборов; — различной металлической фурнитуры |
| Полиэфирная | Достаточно высокая стойкость к воздействию атмосферных факторов, светостойкость, механическая и электрическая прочность, повышенная стойкость к истиранию. Улучшают внешний вид изделия благодаря высокой глянцевитости. Удовлетворительная адгезия к металлам | Щелочестойкость и диэлектрические показатели несколько ниже по сравнению с эпоксидными и эпоксидно-полиэфирными красками | Для окраски изделий, подвергающихся постоянному воздействию атмосферных факторов: — фасадных панелей — сельскохозяйственной техники, велосипедов — кондиционеров — других металлических изделий и конструкций, находящихся на открытом воздухе |
Плюсы порошковой краски с экономической точки зрения
 Рассмотрим, какие есть положительные моменты в покрытии поверхности порошковой краской в экономической области:
Рассмотрим, какие есть положительные моменты в покрытии поверхности порошковой краской в экономической области:
- Так как отходов практически нет, то экономически выгодно купить именно ее, ведь иначе вы будете переплачивать за неиспользованную подтекшую краску, если речь идет о масляной краске.
- На окрашиваемый материал идет практически вся порошковая краска, как уже было сказано, потерь практически нет.
- Если краски много, то ее можно использовать повторно. Речь идет о том покрытии, которое не осело на поверхности, когда распыляли краску. Это возможно благодаря ее удачному составу.
- При этом весь процесс полностью автоматизирован. Поэтому обучаться тому, как правильно красить не приходится долго. Рабочие обычно готовы к работе спустя несколько минут после инструктажа.
- Потерять при окраске можно всего лишь от одного до четырех процентов краски.
- При этом практически девяносто пять процентов краски, которая остается не у дел, можно собрать и отправить в повторное использование. Это означает, что порошковая краска имеет высокий показатель утилизации.
- Так как нет нужды в растворителе, то это может означать, что вы не будете дышать испаряющимся веществом, ожидая, когда он высохнет, что во многом также сокращает время и средства.
Плюсы порошковой краски со стороны экологической области
Рассмотрим шесть основных пунктов, которые будут складываться в общую картину, связанную с защитой экологической среды:
- Во-первых, нет в составе вредных веществ, которые бы имели органическую природу.
- Во-вторых, сам процесс окраски несет чисто экологический момент.
- В-третьих, опасность возгорания вещества практически сведена к минимуму.
- В-четвертых, химические запахи практически не выделяются, что делает краску пригодной даже в детской комнате.
- В-пятых, то, как порошковая краска производится, ведет к тому, что санитарно-гигиенические условия работы с ней улучшаются.
- В-шестых, летучие вещества не имеют возможности превысить предельно допустимую норму, касающуюся процесса полимеризации.
Преимущества порошковой краски по сравнению с остальными красками
 Рассмотрим, какие существуют плюсы в использовании порошковой краски наряду с краской, которая используется вместе с растворителем:
Рассмотрим, какие существуют плюсы в использовании порошковой краски наряду с краской, которая используется вместе с растворителем:
- Достижение декоративных, а также физико-химических качеств, которые дает полимерное покрытие, чего нельзя добиться при использовании традиционного применения краски.
- Качество покрытия после этого становится намного более высоким, при эксплуатации достигаются лучшие свойства.
- Как мы уже отметили, не требуется грунтовка, что просто необходимо при использовании обычной краской на растворителе.
- Нужно нанести всего один слой покрытия, так как практически все сто процентов порошка уходят на поверхность, образуя яркий и плотный слой. Чего не скажешь о масляных красках, которые требуют нанесения не одного слоя, что требует времени на высыхание каждого слоя.
- Много пор в покрытии. При этом возможно большое количество положительных качеств, в частности увеличивается ударопрочность, а также антикоррозийность.
- Так как порошковая краска в баллончике уже готова к непосредственному использованию, то получается, что не нужна дополнительная подготовка к работе.
- Теряется в процессе работы всего до четырех процентов порошковой краски, тогда как остальные жидкие краски составляют потерю до сорока процентов.
- Для затвердевания краски на основе порошка требуется всего тридцать минут.
- Не нужно иметь и большие помещения под склады, где можно было бы хранить краску. Так как она очень компактна.
- Порошковое покрытие обладает большой прочностью, поэтому эту краску легко транспортировать, упаковывать и хранить.
Минусы краски на основе порошка
Выделим основных пять минусов, которые свойственны для порошковой краски:
- Нужен новый контейнер для каждого цвета. В одном и том же использовать нельзя.
- Также возможен взрыв, поэтому нужно правильно обращаться с баллончиком.
- Тонкий слой краски нанести очень сложно.
- Если температура низкая, то покрасить поверхность будет сложно.
- Если конструкция нестандартная или часть сборной, то применить порошковую краску будет сложно, так как она распыляется на большую площадь поверхности.
lkmprom.ru