
Резцы для расточных головок – их виды, устройство и принцип работы
их виды, устройство и принцип работы
Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются: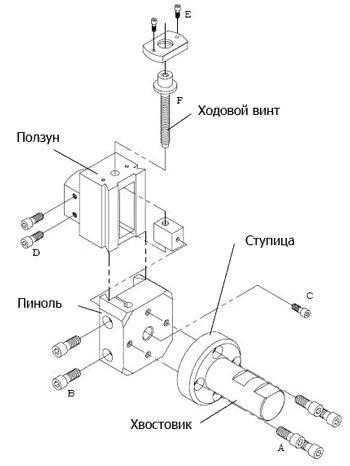
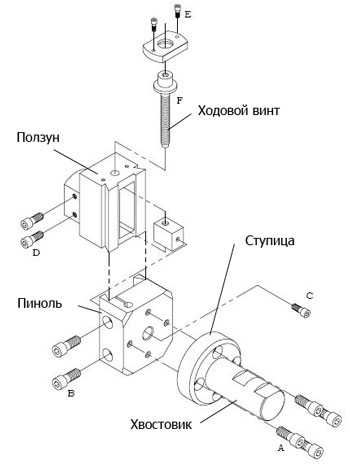
- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.
Принцип работы инструмента
Хвостовик вставляется в конусное отверстие шпиндельного механизма координатно-расточного станка. Для точной работы без вибрации хвостовая часть головки должна в точности повторять контуры шпинделя. После монтажа хвостовая часть фиксируется штатным винтом станка.
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора. Таким образом, расточка выполняется за два этапа.
Виды расточных головок

Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
- Ручные.
- Автоматические.
Рассмотрим их подробнее.
Головки с ручной подачей
Данный тип использовался на самых первых расточных станках с простейшими системами числового программного управления. Они используются для получистовой обработки отверстий в металлических изделиях с диаметром от 10 до 630 мм. В современных условиях их активно используют в качестве инструмента для выполнения работ, к которым не предъявляют высоких требований по классу точности (до 0,04 мм).
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей

Устройства с автоматической подачей отличаются универсальностью использования. Их применяют для последовательного выполнения следующих видов обработки:
- расточки;
- торцевания;
- точения.
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.
В современной металлообрабатывающей промышленности автоматический инструмент играет важную роль, поскольку именно на использование подобного оборудования ориентированы новейшие станки.
Конструкция современных станков, например производства компании SORALUCE, предусматривает установку на одну единицу оборудования сразу нескольких головок. Многошпиндельная модульная система позволяет производить работы различного диаметра и глубины, что увеличивает производительность, исключая затраты времени на замену съемных режущих элементов.
По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
Резцы для расточных головок
Все резцы независимо от типа состоят из держателя, на который крепится режущий элемент. Держатель монтируют на штатное место рабочего оборудования.
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Правила выбора расточной головки
Прежде всего необходимо определиться с назначением инструмента. Для расточных работ чернового типа используют устройства с двумя лезвиями при условии наличия механизма регулировки припуска. Финишную обработку выполняют одним режущим элементом, что позволяет добиться высокой точности работ.
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.
Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить. А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
wikimetall.ru
Подскажите по резцу для расточной головки. (фрезерный станок) — Обработка резанием
Напаяные резцы всегда точат, в продажу они идут максимум грубо ободраные, типа чтоб пластина за край державки не торчала.мама родная …. а я как купил набор думал он уже такой как надо, точить резцы пока вообще не пробовал пока, а тот металл что впаян в резец вообще наверняка только алмазом взять можно.
В добавок для разных материалов обрабатываемых рекомендуются разные углы заточки.
Тс пластина грубо точится на зелёном камне, на чисто на алмазе.
Теоретически да. Но это при условии что станок достаточно жесткий, люфтов нигде нет и тд. А при небольшом диаметре отверстия резец чтоб не затирал боковыми поверхностями об отверстие придётся с одно стороны сильно обточить, что жестоксти не добавляет.это если резец будет просто вертикальный, а если скажем как у пилы с разведенными зубьями (единственное что по неграмотности могу привести в пример) т.е. чтобы творимая щель-прорезь была чуть шире чем сам резец ?
Получится или нет точно сказать не могу, т.к. я вашего станка (даже модели ) его тех.сотсояния, реальных возможностей незнаю.
А в шпинделе какой конус?(максимальный размер зажимаемый моим станком)а
www.chipmaker.ru
Расточные головки и особенности выбора для фрезерного станка: виды, устройство, особенности работы
Расточная головка относится к числу компонентов оснастки специального оборудования, которое применяется для выполнения расточных работ. Суть последних сводится к приданию отверстий необходимых параметров путем осуществления таких операций, как сверление, литье и ковка.Основная задача, которую планируется решить с их помощью – придание отверстиям большего диаметра и повышение точности размеров и малой шероховатости поверхности обрабатываемых деталей. При помощи расточного оборудования можно получать отверстия, канавки и выемки. Довольно распространены ситуации, когда к расточным работам прибегают металлообрабатывающие предприятия.
Особенности расточных работ
Чтобы выполнить расточные работы, требуется использовать специальное оборудование, в качестве которого может выступать расточный, фрезерный и токарный станок. Первый станок представляет собой разновидность металлорежущего оборудования, основное назначение которого сводится к выполнению сверления, зенкерования отверстий, фрезерования поверхностей, нарезания резьбы и иных операций. Во многом результат расточных работ зависит от используемого станка, где важно ориентироваться на форму обрабатываемого изделия.
При выполнении подобной обработки создаваемому отверстию обеспечивается высокая точность размеров. Вместе с тем уровень производительности при растачивании не такой высокий, нежели в случае выполнения такой операции, как сверление. В качестве основных рабочих элементов выступают расточные резцы. Всего можно выделить два вида подобных элементов для растачивания:
- проходные резцы. С их помощью можно обрабатывать отверстия сквозного типа;
- упорные резцы. Они позволяют выполнять обработку глухих отверстий.
Резец для расточки представляет собой рабочий инструмент, при помощи которого можно растачивать обрабатываемое изделие. В его устройстве можно выделить три ключевые части:
- Пластина, которая может быть сменной и неперетачиваемой;
- Тело расточной оправки;
- Хвостовик.
Выполняя подобную операцию, следует всегда помнить, что резец неизменно имеет больший задний угол по сравнению с рабочими инструментами, с помощью которых выполняется внешняя обработка. Такое решение позволяет головке точно списываться в отверстие. Другой особенностью является то, что она уступает по диаметру отверстию.
Расточные работы в большинстве случаев выполняются при помощи специальных ножей, которые позволяют добиться более высокой точности этой операции. В качестве материала для них используется быстрорежущая сталь или же твердые сплавы. Они имеют тот же диаметр, что и выполняемое отверстие. За счет применения ножей можно создавать отверстия в виде идеального цилиндра, для чего приходится осуществлять только один проход.
Процесс растачивания отверстий на станке
К расточке отверстий приступают лишь в тот момент, когда завершают сверление и рассверливание. Целью этих операций является обработка созданного отверстия или придание ему иного положения относительно оси.Для выполнения растачивания на фрезерном станке используют особые резы либо многолезвийные инструменты, манипуляция с которыми заключается в их вращении. Необходимого результата можно также добиться и посредством вращения обрабатываемого изделия.
При первом варианте работы обязательно приходится применять направляющие втулки. Основное их назначение заключается в увеличении прямолинейности и уменьшении увода оси. Что же касается второй схемы обработки, то здесь ось отверстия имеет более прямолинейное положение, но при этом отклонения от оси вращения шпинделя станка отсутствуют.
Расточные работы могут выполняться с применением нескольких видов инструментов:
- Расточный резец. Именно к нему в большинстве случаях прибегают при работе на токарном оборудовании;
- Борштанги. Выполнены в виде скалок, оснащенных резцами. Они являются обязательным рабочим инструментом при работе на вертикальных и горизонтальных расточных станках;
- Расточные головки. Особенностью этого инструмента является высокая цена, а сами они используются для обработки отверстий размером порядка 50-250 мм. К ним прибегают при работе на вертикально-расточном оборудовании;
- трехперые цельные зенкеры. К ним прибегают в целях обработки отверстий, чем диаметр не превышает 32 мм. Обычно они применяются при работе на сверлильных станках;
- четырехперые насадные зенкеры. Основное их назначение заключается в обработке отверстий, размер которых не превышает 80 мм. Они являются обязательным элементом при выполнении расточных работ на сверлильном оборудовании.
Расточная головка — определение
Под этим рабочим инструментом принято понимать приспособление для расточного станка, которое позволяет зафиксировать один или несколько резцов. Местом размещения резцов служит расточная головка. При этом они должны соответствовать диаметру обрабатываемого отверстия. Крепить их можно при помощи микрометрических винтов. Также к ним могут прибегать для создания радиальной подачи.Установка расточной головки производится в конусе шпинделя фрезерного станка при помощи хвостовика. В некоторых случаях ее можно закреплять на оправке. Для фиксации корпуса расточной головки, которая необходима для предотвращения от поворачивания шпонкой, используют гайку, которая заворачивается на оправке. В процессе работы резцедержатель начинает двигаться по направляющим корпуса. Любой оборот шпинделя приводит к вращению винта, который скреплен с конической зубчатой передачей, фиксацию которого обеспечивает звездочка, непосредственно взаимодействующая своим зубом с упором. Это в свою очередь позволяет обеспечивать радиальную подачу.
Виды расточных головок
Предлагаемые на текущий момент расточные головки для фрезерного оборудования могут быть классифицированы на две основные группы:
- инструмент с ручной подачей;
- устройство автоматической радиальной подачей.
Головки с ручной подачей
Особого внимания заслуживает расточная головка для станка с ручной подачей. Их востребованность обусловлена наилучшими характеристиками. Дело в том, что в качестве материала для нее выступает высококачественная сталь, с которой проводят процедуру термического закаливания и последующую шлифовку.Как раз благодаря подобному решению и удается выполнять гладкие и высококачественные резьбовые поверхности изделия. Что же касается устройства расточной головки, то именно ее особенности позволяют выбирать требуемый диаметр для обрабатываемых поверхностей: этот параметр лежит в диапазоне от 10 до 470 мм.
Головки с автоматической радиальной подачей
Ко второму виду расточных головок для фрезерного оборудования чаще всего прибегают для выполнения различных металлообрабатывающих операций. В первую очередь, когда возникает необходимость в растачивании поверхностей, торцевании, точении любых наружных поверхностей и пр. Иными словами, рассматриваемая разновидность расточных головок подходит для выполнения большого количества операций, которые могут возникать во время обработки стальных заготовок. Если говорить про особенности этой головки, то следует отметить наличие автоматической радиальной подачи, которая и позволяет осуществлять ступенчатую обработку металла.
Также важным моментом является и то, что подобные расточные головки для фрезерного оборудования отличаются достаточно широким выбором. По этой причине следует очень тщательно выбирать это изделие, поскольку это в последующем скажется на результате обработки.
Устройство и принцип работы
В конструкции расточной головки можно выделить следующие основные элементы:- конический хвостовик;
- ступица;
- пиноль.
Местом крепления ступицы служит хвостовик, к которой он фиксируется при помощи четырех винтов. Причем два из них параллельно фиксируют и пиноль. Фиксацию резца обеспечивает ползун, который двигается по двум находящимся внутри пиноли цилиндрическим направляющим. Двигаться ползун заставляет ходовой винт.
Если рассматривать принцип работы расточной головки, то в нем можно выделить следующие особенности. Шпиндель фрезерного станка используется для закрепления хвостовой части, причем последняя фиксируется при помощи штатного затяжного винта. Перед обработкой заготовку помещают в тиски или размещают на столе станка.
Если приходится обрабатывать отверстие размером до 40 мм, то для выбора положения резца по отношению к центру отверстия следует выполнять манипуляции только с ползуном. При работе с отверстиями, чей диаметр не превышает 85 мм, работу по растачиванию выполняют в два приема. Первый этап полностью аналогичен вышеописанной операции. Что же касается второго, то для этого необходимо ползун выставить в изначальное положение, слегка открутить зажимные винты и передвинуть пиноль до упора в ступицу.
Для сверки диаметра отверстия используется специальная школа, которая находится на торцевой поверхности втулки. К рассматриваемому расточному приспособлению обязательно прилагается рукоятка для ходового винта и зажимных винтов.
Заключение
Работа по обработке отверстий различного диаметра требует применения различных элементов оснастки фрезерного станка. К их числу следует отнести и расточную головку. От этого элемента во многом зависит качество выполнения растачивания изделий. Поэтому необходимо правильно подобрать его с учетом характеристик обрабатываемых отверстий.
Оцените статью: Поделитесь с друзьями!stanok.guru
| Комплект из 6шт dхв.25мм Dрасточки15-320мм ВК8 для глух. отв. к расточным головкам | 5,567.24 ₽ | ||
| Комплект из 6шт dхв.25мм Dрасточки15-320мм Т15К6 для глух. отв. к расточным головкам | 5,288.88 ₽ | ||
| Комплект из 6шт dхв.25мм Dрасточки15-320мм Т5К10 для глух. отв. к расточным головкам | 5,288.88 ₽ | ||
| Комплект из 9шт dхв.12мм Dрасточки10-125мм ВК8 для глух. отв. к расточным головкам | 1,955.15 ₽ | ||
| Комплект из 9шт dхв.12мм Dрасточки10-125мм Т15К6 для глух. отв. к расточным головкам. | 1,955.15 ₽ | ||
| Комплект из 9шт dхв.12мм Dрасточки10-125мм Т5К10 для глух. отв. к расточным головкам. | 1,955.15 ₽ | ||
| Комплект из 12шт dхв.18мм Dрасточки12-225мм ВК8 для глух. отв. к расточным головкам | 3,381.65 ₽ | ||
| Комплект из 12шт dхв.18мм Dрасточки12-225мм Т15К6 для глух. отв. к расточным головкам | 3,212.32 ₽ | ||
| Комплект из 12шт dхв.18мм Dрасточки12-225мм Т5К10 для глух. отв. к расточным головкам | 3,212.32 ₽ | ||
| Резец Расточной d12х16х 70х110 Т30К4 к расточным головкам с ц/х для глухих отверстий | 379.96 ₽ | ||
| Резец Расточной d12х16х110х150 ВК3М к расточным головкам с ц/х для глухих отверстий | 413.00 ₽ | ||
| Резец Расточной d12х16х110х150 ВК8 к расточным головкам с ц/х для глухих отверстий | 462.56 ₽ | ||
| Резец Расточной d12х16х110х150 Т15К6 к расточным головкам с ц/х для глухих отверстий | 462.56 ₽ | ||
| Резец Расточной d12х18х 90х130 ВК8 к расточным головкам с ц/х для глухих отверстий | 462.56 ₽ | ||
| Резец Расточной d18х16х 80х120 ВК8 к расточным головкам с ц/х для глухих отверстий | 660.80 ₽ | ||
| Резец Расточной d18х16х100х140 Т30К4 к расточным головкам с ц/х для глухих отверстий | Подробнее | ||
| Резец Расточной d18х16х120х160 Т15К6 к расточным головкам с ц/х для глухих отверстий | 792.96 ₽ | ||
| Резец Расточной d18х18х 80х120 ВК8 к расточным головкам с ц/х для глухих отверстий | 693.84 ₽ | ||
| Резец Расточной d18х18х 80х120 Т15К6 к расточным головкам с ц/х для глухих отверстий | 693.84 ₽ | ||
| Резец Расточной d18х20х 30х 85 Т5К10 к расточным головкам с ц/х для глухих отверстий | 817.74 ₽ | ||
| Резец Расточной d18х20х 35х 90 Т5К10 к расточным головкам с ц/х для глухих отверстий | 817.74 ₽ | ||
| Резец Расточной d18х20х 45х 95 ВК8 к расточным головкам с ц/х для глухих отверстий | Подробнее | ||
| Резец Расточной d18х20х 45х100 Т5К10 к расточным головкам с ц/х для глухих отверстий | 817.74 ₽ | ||
| Резец Расточной d18х20х 48х100 ВК8 к расточным головкам с ц/х для глухих отверстий | 809.48 ₽ | ||
| Резец Расточной d18х20х 50х105 Т5К10 к расточным головкам с ц/х для глухих отверстий | 974.68 ₽ | ||
| Резец Расточной d18х20х 55х110 Р6М5 к расточным головкам с ц/х для глухих отверстий | 330.40 ₽ | ||
| Резец Расточной d18х20х 55х110 Т5К10 к расточным головкам с ц/х дл глухих отверстий | 1,090.32 ₽ | ||
| Резец Расточной d18х20х 60х110 Т5К10 к расточным головкам с ц/х для глухих отверстий | 1,144.84 ₽ | ||
| Резец Расточной d18х20х 70х125 Т5К10 к расточным головкам с ц/х для глухих отверстий | 1,106.84 ₽ | ||
| Резец Расточной d18х20х 75х130 Т5К10 к расточным головкам с ц/х для глухих отверстий | 1,106.84 ₽ | ||
| Резец Расточной d18х20х 80х120 Т30К4 к расточным головкам с ц/х для глухих отверстий | Подробнее | ||
| Резец Расточной d18х20х 80х135 Т5К10 к расточным головкам с ц/х для глухих отверстий | 1,255.52 ₽ | ||
| Резец Расточной d18х20х 85х135 ВК8 к расточным головкам с ц/х для глухих отверстий | 1,255.52 ₽ | ||
| Резец Расточной d18х20х 95х145 Т5К10 к расточным головкам с ц/х для глухих отверстий | 1,335.65 ₽ | ||
| Резец Расточной d18х20х 95х150 ВК8 к расточным головкам с ц/х для глухих отверстий | 1,255.52 ₽ | ||
| Резец Расточной d18х20х100х140 ВК3М к расточным головкам с ц/х для глухих отверстий | 693.84 ₽ | ||
| Резец Расточной d18х20х100х140 Т15К6 к расточным головкам с ц/х для глухих отверстий | 792.96 ₽ | ||
| Резец Расточной d18х20х100х140 Т30К4 к расточным головкам с ц/х для глухих отверстий | Подробнее | ||
| Резец Расточной d18х20х110х165 Т15К6 к расточным головкам с ц/х для глухих отверстий | 958.16 ₽ | ||
| Резец Расточной d18х20х110х165 Т5К10 к расточным головкам с ц/х для глухих отверстий | 1,362.90 ₽ | ||
| Резец Расточной d18х20х115х165 ВК8 к расточным головкам с ц/х для глухих отверстий | 1,349.69 ₽ | ||
| Резец Расточной d18х20х120х160 ВК8 к расточным головкам с ц/х для глухих отверстий | 925.12 ₽ | ||
| Резец Расточной d18х22х100х140 Т15К6 к расточным головкам с ц/х для глухих отверстий | 892.08 ₽ | ||
| Резец Расточной d20х22х 50х 90 Т15К6 к расточным головкам с ц/х для глухих отверстий | 776.44 ₽ | ||
| Резец Расточной державочный 8х 8х25 ВК8(YG8) 45°, к расточным оправкам | 404.74 ₽ | ||
| Резец Расточной державочный 8х 8х25 ВК8(YG8) 60°, к расточным оправкам | 404.74 ₽ | ||
| Резец Расточной державочный 8х 8х25 ВК8(YG8) 90°, к расточным оправкам | 404.74 |
eteng.ru
Расточные головки для станка

Расточные работы, основная цель которых заключается в придании уже существующим отверстиям требуемых параметров, могут выполняться с помощью расточного, фрезерного и токарного станков. Подобные работы (например, первичная обработка созданного ранее отверстия или смещение его положения относительно оси) выполняются только после окончательного завершения сверления (или рассверливания).
Растачиваемые работы, выполняемые на фрезерном станке, требуют особых инструментов. Так, ими могут выступать либо многолезвийные (многорезцовые), либо фрезы, которые представляют собой постоянно вращающиеся в процессе работы тела, покрытые одновременно износостойкими и прочными зубцами. Фрезы являются одними из самых главных инструментов, что позволяют производить обработку металлических поверхностей и отличаются большим разнообразием.
Фактически расточная головка представляет собой деталь спецоборудования, основное предназначение которой – удерживание описанных выше зубцов (или резцов, зависит от выбора основного инструмента работы) при осуществлении с их помощью сверления, расточки или других операций (фрезеровки).
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
При этом увеличение зубьев положительно на работе не скажется, так как это влечёт за собой усложнение всей конструкции, плюс, лишает возможности оператора за станком работать на больших скоростях (чревато появлением брака).
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.
Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Виды расточных головок
Классификация существующих ныне расточных головок может производиться по двум критериям: по способу подачи механизма и по глубине обработки полостей.
Так, в настоящее время выделяется два основных типа подачи механизма: ручная и автоматическая. Расточные головки, снабжённые каким-либо из указанных механизмов, предназначены для разных комплексов работ, потому у каждого вида есть свои достоинства и недостатки, и имеет смысл остановиться на каждом из них.
К несомненным плюсам расточных головок с ручной регулировкой (универсальная расточная головка) подающего механизма относят возможность создавать отверстия с очень высокой точностью (0,04 мм на диаметр). Вдобавок к этому можно отметить то, что основным материалом является прошедшая процедуру термической обработки высококачественная сталь, что обеспечивает возможность выполнения гладких резьбовых изделий и исключает возможность брака. Диаметр поверхностей, которые могут быть обработаны подобными головками, варьируется от 10 до 450 (иногда до 470) мм.
 Расточные головки с автоматической радиальной подачей (автоматическая расточная головка) позволяет осуществлять последовательную обработку поверхности заготовки, что значительно расширяет потенциальную область работы над металлом. Именно такой вид головок позволяет не только осуществить растачивание, но и торцевание, точение и так далее. Подобные головки находят своё применение не только на фрезерных станках, но и на агрегатных и станках с ЧПУ (числовым программным управлением), что объясняется их общей компактностью, универсальностью и отсутствием необходимости применения в больших масштабах режущего инструмента.
Расточные головки с автоматической радиальной подачей (автоматическая расточная головка) позволяет осуществлять последовательную обработку поверхности заготовки, что значительно расширяет потенциальную область работы над металлом. Именно такой вид головок позволяет не только осуществить растачивание, но и торцевание, точение и так далее. Подобные головки находят своё применение не только на фрезерных станках, но и на агрегатных и станках с ЧПУ (числовым программным управлением), что объясняется их общей компактностью, универсальностью и отсутствием необходимости применения в больших масштабах режущего инструмента.
По глубине обработки полостей среди расточных головок выделяют:
- Малоглубинные расточные головки, предназначенные для предварительного этапа обработки металлических поверхностей. Обычно такие головки отличаются тем, что обладают очень простой конструкцией, имеют несколько режимов работы, которые отличаются между собой глубиной прорезки и скоростями подачи. Плюс, такие головки имеют сразу несколько резов, которые жёстко закрепляются винтами в оправке;
- Большеглубинные головки, которые применяются для создания очень глубоких полостей и зачастую имеют сложную систему, включающую в себя несколько режущих сменных кассет и внешним (или внутренним) выводом стружки из полости. Подвод также может быть внешним или внутренним.
Выбор расточной головки
Основные различия между продаваемыми сегодня расточными головками заключается в разности диаметров и диапазонов расточки обрабатываемой поверхности. При выборе подобного спец. оборудования необходимо опираться на:
- Диапазон перемещения ползуна;
- Частоту допустимых оборотов
- Скорость подачи (как ручной, так и автоматической).
В настоящее время популярно несколько компаний-производителей, которые предлагают достаточно широкий ассортимент товара. Особой популярностью же пользуются расточные головки компании «Wohlhaupter», поскольку данные модели одновременно и просты в эксплуатации, и позволяют проводить достаточно сложные операции (например, проработку сразу нескольких канавок, различающихся меж собой по параметрам).
Обратить внимание следует и на продукцию компании «Sandvik Coromant», которые предлагают похожие по параметрам инструменты; при этом некоторые модели подойдут даже для новичков в токарном деле (например, «CoroBore 820», который является одним из самых простых для освоения инструментов, способен работать в 4 режимах и может быть настроен на работу как в режиме использования нескольких лезвий одновременно, так и с только одним).
Отлично зарекомендовала себя на рынке и испанская компания «Pinzbohr», которая, в основном, ориентирована на модели среднего и бюджетного класса и предлагает едва ли не самое большое количество различных моделей расточных головок в этих сегментах рынка.
Заключение
Поскольку расточные головки находят в настоящее время своё применение не только на фрезерных станках, но и на расточных разных типов (горизонтальных и координатных), сверлильных, разнообразие их видов на сегодняшний день достигло своего максимума, что частично объясняется необходимостью выполнения многоэтапных задач. Однако при этом конструктивное устройство, рассмотренное в данной статье, осталось тем же, как и принцип работы.
От выбора вида расточной головки напрямую зависит качество работы над имеющейся поверхностью, потому к приобретению данного элемента следует подходить максимально ответственно, дабы в будущем было возможно провести многоступенчатую обработку детали.
www.m-deer.ru
Резцы для борштанг и расточных голов — Инструменты для металлообработки
В нагрузку к расточному станку получил некоторое количество разного инструмента, в числе которого — расточные головки и борштанги.
Всё в неплохом состоянии, но где взять для них резцы — не пойму.
В головках отверстия — 11 с копейками миллиметров, резцы с хвостовиком 12 не влезают.
Для борштанг резцов таких в природе тоже не найдено. См. фото:
А оснастка хорошая, и хочется её как-то использовать.
В связи с этим два вопроса:
1. По расточным головкам.
Подумываю, а не расточить ли гнезда под резцы под какой-нибудь ходовой размер хвостовика?
У меньшей головки запас металла небольшой, вроде кроме как под 12мм хвостовик вариантов нет.
А вот у бОльщей хватит места почти под какой угодно.
Вопрос — под какой хвостовик лучше ориентироваться, как на наиболее ходовой?
2. Резец для данной борштанги в сечении имеет размеры примерно 11,8х7,7 мм.
Может существуют не точно такие же, но похожие резцы, с близкими габаритами и формой?
www.chipmaker.ru