
Резец правый или левый – Резцы для токарного станка по металлу – классификация, виды, назначение
Токарные резцы
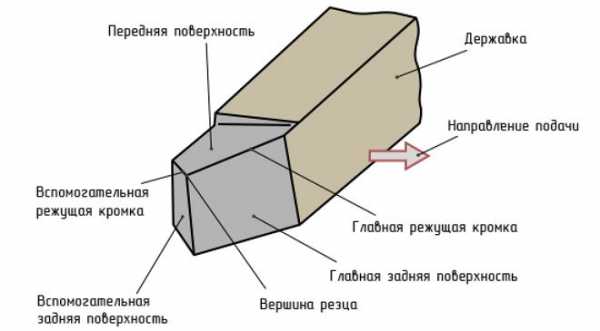
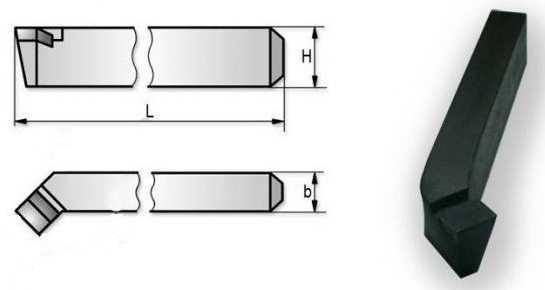
Основные части и элементы резца. Резец состоит из двух основных частей — головки и стержня (рис. 19).
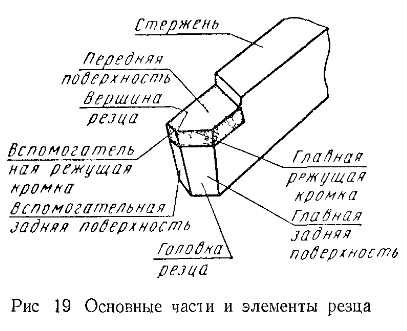
Головка — это режущая часть резца; стержень служит для закрепления резца в резцедержателе. Головка резца состоит из передней поверхности, по которой сходит стружка, задних поверхностей, обращенных к обрабатываемой детали, и режущих кромок. Одна из задних поверхностей называется главной, а другая — вспомогательной.
Режущие кромки получаются от пересечения передней и задних поверхностей. Различают главную и вспомогательную режущие кромки. Основную работу резания выполняет главная режущая кромка.
Вершиной резца называется пересечение главной и вспомогательной режущих кромок. Вершина может быть острой или закругленной.
Углы резца. У резца имеются углы (рис. 20): передний угол, задний угол, главный угол в плане и др.

Передний угол γ служит для создания наиболее благоприятных условий деформации срезаемого слоя и стружкоотделения:
γ = 0 — 5° — при обработке сталей с αB > 80 кГ/мм2;
γ = 15 — 20° — при обработке сталей с αB = 60-75 кГ/мм2;
γ = 25 — 30° — при обработке сталей с αB = 30-40 кГ/мм2;
Задний угол α предназначен для уменьшения трения между задней поверхностью резца и обрабатываемой деталью; обычно у резцов α=6-12°.
Главный угол в плане φ определяет толщину и ширину среза. Наиболее часто у проходных резцов φ=45°.
Типы токарных резцов. Токарные резцы подразделяются по роду выполняемой работы, по направлению подачи, по форме головки, по материалу режущей части и по способу присоединения режущей части резца к его стержню.
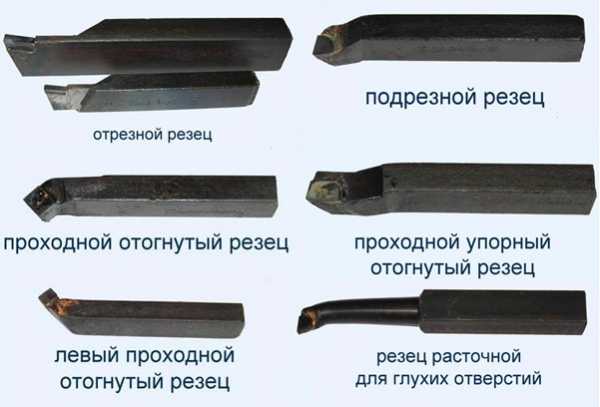
По роду выполняемой работы различают следующие токарные резцы (рис. 21): проходные, подрезные, прорезные, отрезные, расточные, резьбовые и фасонные.
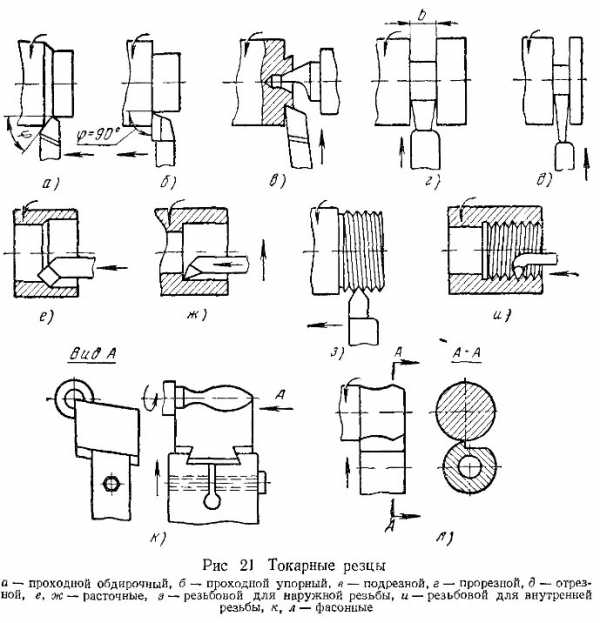
Проходные резцы (рис. 21, а) применяют для наружного точения деталей с продольной подачей. Они разделяются на проходные с углом φ=45; 60 и 75° и проходные-упорные с углом φ=90° (рис. 21, б) для обработки уступов.
Подрезные торцовые резцы (рис. 21, в) применяют для обработки торцовых поверхностей.
Прорезные резцы (рис. 21, г) используют для прорезания прямоугольной канавки определенной ширины b.
Отрезные резцы (рис. 21, д) служат для отрезания обработаной детали.
Расточные резцы применяют для растачивания сквозных (рис. 21, е) и глухих (рис. 21, ж) отверстий.
Резьбовые резцы применяют для нарезания наружной (рис. 21, з) и внутренней (рис. 21, и) резьб.
Фасонные резцы (рис. 21, к, л) используют для обработки различных фасонных поверхностей.
По направлению подачи резцы делятся на правые и левые.
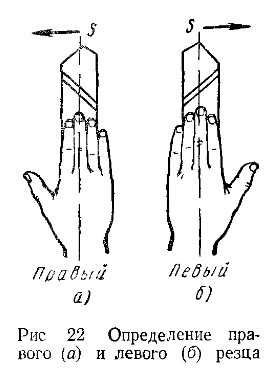
Правыми называют резцы, которыми работают при подаче справа налево, т. е. от задней к передней бабке станка, и у которых соответственно этому главная режущая кромка расположена слева (рис. 22, а).
Левыми называют резцы, которыми работают при подаче слева направо, т. е. от передней к задней бабке станка. Главная режущая кромка левых резцов расположена справа (рис. 22, б).
Чтобы определить является ли резец правым или левым, поступают так: накладывают на него ладонью вниз руку таким образом, чтобы пальцы были направлены к вершине резца (см. рис. 22). Правым будет резец, главная режущая кромка которого окажется со стороны большого пальца при наложении правой руки ( см. рис. 22, а), левым — если главная режущая кромка окажется со стороны большого пальца при наложении левой руки (см. рис. 22, б).

По форме головки резцы делятся на прямые и отогнутые. Прямыми (см. рис. 22) называют резцы, у которых ось резцы в плане прямая, отогнутыми (рис. 23) — резцы, у которых ось резца в плане отогнута вправо или влево.
Отогнутые проходные резцы очень удобны при продольном обтачивании поверхностей, расположенных близко к кулачкам патрона. Кроме того, эти резцы применяют при продольном обтачивании с проследующей обработкой торцовой поверхности детали.
По материалу режущей части резцы разделяются на быстрорежущие, твердосплавные, минералокерамические и алмазные.
Быстрорежущие резцы применяют для черновой и чистовой обработки стали на станках сравнительно небольшой мощности.
Твердосплавные резцы используют для черновой и чистовой обработки чугуна, стали, цветных металлов и неметаллических материалов с большой скоростью резания на современных мощных, быстроходных токарных станках.
Резцы с минералокерамическими пластинками применяют для получистовой и чистовой обработки чугуна и стали при условии безударной нагрузки.
Алмазные резцы предназначены для тонкого точения и растачивания приемущественно цветных металлов и сплавов.
По способу присоединения режущей части резцы к его стержню различают резцы с неразъемным креплением (наварные, напайные) и сборные ( с механическим креплением).
Резцы из быстрорежущей стали делают не цельными, а наварными: у них пластинки из быстрорежущей стали привается к стержню, изготовленному из конструкционной углеродистой стали.
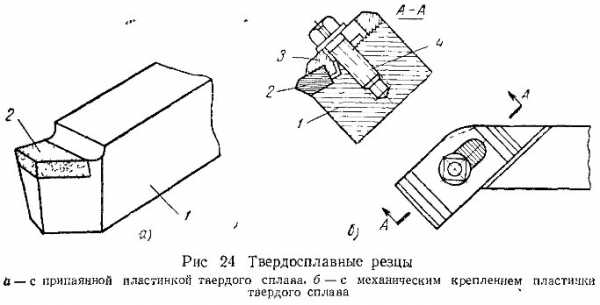
Твердосплавные резцы делают чаще всего напайными.
На рис. 24, а показан такой резец; к стержню 1, изготовленому из конструкционной углеродистой стали, припаяна электролитической красной медью пластинка 2 твердого сплава. Такие резцы просты в изготовлении, но имеют ряд недостатков. Одним из недостатков такого метода крепления твердосплавной пластинки является образование после напайки мелких трещин в пластинке. Эти трещины снижают прочность пластин и приводят их к выкрашиванию во время работы.
Этих недостатков не имеют сборные резцы с механическим креплением твердосплавной пластинки (рис. 24, б). Пластинка из твердого сплава 2 крепится к стержню 1 прижимной планкой 3 и болтом 4.
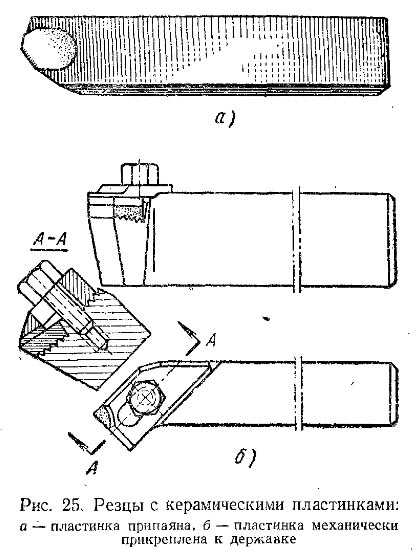
Керамические пластинки, как и твердосплавные, обычно припаивают к стержным резцов (рис. 25, а) или креят механически (рим. 25, б).
Резец токарный — конструкция и назначение, элементы резца, типы, ГОСТ
Резец токарный – это основной рабочий элемент оснастки токарных дерево- и металлообрабатывающих станков применяемый для придания заготовке необходимой формы и размеров. От выбора типа токарного резца, его заточки и состояния во многом зависит возможность тех или иных операций, изготовления деталей требуемой конфигурации.

Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.
В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
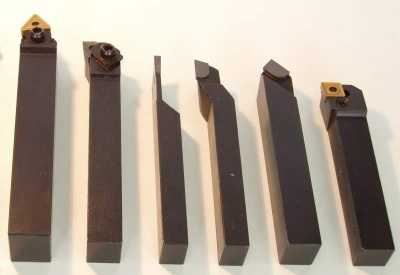
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Действующие стандарты
Производство токарных резцов регулируется различными действующими стандартами. Так, технические условия отрезных резцов определяет ГОСТ 18874-73, проходных – ГОСТ 18871-73. На расточные резцы действует ГОСТ 18872-73, на фасонные – ГОСТ 18875-73 и на резьбовые – ГОСТ 18885-73.
mekkain.ru
Токарные резцы — типы и конструкция.
 Токарный резец — самый распространенный режущий инструмент при обработке металла. Резцом обрабатывают цилиндрические и фасонные поверхности, нарезают резьбу, отрезают готовые детали.
Токарный резец — самый распространенный режущий инструмент при обработке металла. Резцом обрабатывают цилиндрические и фасонные поверхности, нарезают резьбу, отрезают готовые детали.
От правильного выбора резца зависит форма стружки. Токарь должен подобрать рабочий инструмент так, чтобы образующаяся стружка была безопасной и не создавала помех при резании.
Различные типы производства и станочного оборудования требуют определенного вида стружки, что в результате повышает производительность труда.
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
- По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
- По виду рабочей головки: прямые, отогнутые резцы.
- Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
- По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы

Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Выбор токарных резцов
Токарный резец, являясь на первый взгляд сравнительно простым инструментом, требует к себе серьезного подхода. Для качественной обработки металла к нему предъявляется ряд требований:
- Правильный подбор материала и геометрических размеров режущей части инструмента.
- Достаточная виброустойчивость державки.
- Соответствие пластины инструментального материала для конкретного вида обработки: форма и размер, способ крепления. Выбор геометрии и конструкции места для крепления пластины.
- Способ стружколомания.
Все эти факторы определяют качество будущей детали, скорость выполнения операций.
Геометрические размеры резцов должны обеспечивать:
- Максимальное время работы режущей части до величины максимального износа — стойкость инструмента.
- Сохранение всех первоначальных настроек. Это особенно актуально при работе станков-автоматов.
- Качество обрабатываемой поверхности.
- Недопущение чрезмерного уровня вибраций.
Точного соблюдения всех условий и параметров достичь невозможно. Поэтому для обработки конкретных изделий проводится оптимизация всех критериев, в результате чего готовая деталь должна соответствовать заданным размерам и шероховатостям.
Заточка резцов
 Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Заточка резца осуществляется в строгой последовательности. Сначала доводится главная поверхность с переходом на заднюю и вспомогательную плоскость. Затем получают ровную режущую кромку передней поверхности.
Резцы из быстрорежущей стали затачиваются электрокорундовым шлифовальным кругом. Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков — Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Описание токарных проходных резцов, особенности строения, маркировка и классификация
 Резец проходного типа создан для совершения обточки разной поверхности наружного типа на деталях вращениях, куда стоит отнести конические поверхности с большой общей длиной и диаметром, цилиндрические валки и другие детали. В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
Резец проходного типа создан для совершения обточки разной поверхности наружного типа на деталях вращениях, куда стоит отнести конические поверхности с большой общей длиной и диаметром, цилиндрические валки и другие детали. В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
При помощи своей общей формы они способны обрабатывать детали даже в особых сложнодоступных местах. Резцы используются для производства деталей, черновой, а также чистовой обработки отдельных заготовок в процессе машиностроения и станкостроения. Почти в любой профессиональной токарной мастерской проходной резец считается незаменимым компонентом для всего процесса обработки.
Работа таким типом устройства происходит как при продольной, так и при поперечной подаче. Им можно производить обточку поверхности, снимать фаски и подрезать основные торцы, то есть все главные операции, которые помогут пригодиться в такой работе. Их стоит отнести к широкопрофильным инструментам, и обладают они сразу несколькими вариациями по диаметру, габаритам и остальным параметрам. Они способны качественно проявлять себя в работе с жёсткими компонентами. Резец проходного типа отогнутый создаётся по стандартам ГОСТа 18869−73.
Разновидности токарных проходных резцов
Такие инструменты можно разделить сразу как на черновые, так на чистовые разновидности.
Чистовые имеют сравнительно небольшой радиус общего закругления. Это помогает получить более точно обработанную поверхность в приборе. Их принято использовать на конечной стадии изготовления и для создания небольших деталей. Если на производстве хотят получить большую гладкость, а также чистоту, то чаще всего используют лопаточные резцы, которые помогают добиться наилучшего эффекта.
 Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Кроме этого, можно также выделять такие разновидности резцов, как проходной отогнутый левый, а также правый. В этом случае они будут отличаться расположением режущей кромки, как и на остальных деталях таких инструментов.
Резец проходной может быть произведён преимущественно из материалов твёрдых сплавов, но также можно использовать инструменты из стали быстрорежущего типа.
Геометрия резца
Главной рабочей поверхностью в резце станет его головка, которая располагается на самом стержне прибора. Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Главная работа будет проходить при помощи главной режущей кромки. Она создаётся на пересечении главной задней и передней поверхности в инструменте. В самой конструкции устройства есть и вспомогательная режущая кромка, которая образовывается в месте пересечения главной, задней и передней конструкции. Пересечение вспомогательного типа и основной режущей кромки будет создавать особую вершину в резце. В любой модели будет создан собственный угол, который сделает изделие наиболее подходящим для тех или иных целей применения. Например, для процесса обработки детали ступенчатого вида стоит использовать резец с общим углом около 90 градусов.
Советы по выбору
 Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Общий размер изделия должен быть подобран в соответствии с размером самой заготовки. Самым широко используемым вариантом станет средний, который не будет требовать постоянной замены для большого количества работ с различными типами изделий. Рекомендация от специалистов: регулярная замена резцов может привести к большим потерям времени в процессе создания работы и к развитию простоя оборудования, так что нужно заранее определиться с наиболее оптимальным вариантом.
Режимы резания
Проходной резец токарного типа может быть применим в достаточно простом режиме работы. Им можно производить продольные, а также поперечные движения, в зависимости от профиля детали и её обработки.
Стоит с самого начала сделать черновой процесс обработки лишь одним устройством, которое будет предназначено именно для такой цели, а после создать уже более чистый проход по почти готовому типу поверхности. Если в процессе черновой обработки со временем будет сниматься общая толщина до нескольких миллиметров, то при чистовой такой показатель идёт до десятых долей за несколько проходов.
Маркировка резцов
К примеру, стоит разобрать такой резец, как проходной отогнутый Т15К6, на котором можно более подробно рассмотреть пример маркировки. Рабочая поверхность в этом случае выполнена из твердосплавных материалов, которые следует относить к титановольфрамовой группе. Общее содержание кобальта около 6%, а карбида титана (Т15) будет составлять 15%.
Основные производители резцов:
- Чиз (Чинигов, Украина).
- Укрметиз (Украина).
- Китай — Intertool.
- ООО «Мелитополь инструмент».
- Seco Швеция.
Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
 Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.- Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.
- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
- 16*10 (для станков учебного типа).
- 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.
Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).
- 16*10
- 20*12
- 25*16
- 32*20
- 40*25.
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.
Резцы такого формата могут быть созданы с такими размерами держателей, как:
- 16*10
- 25*16
- 32*20.
Отрезные
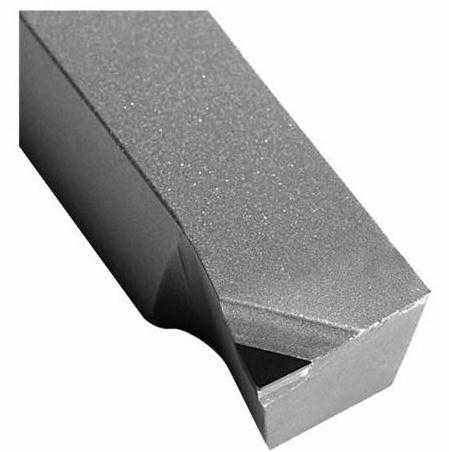
 Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
tokar.guru
Правый резец — Большая Энциклопедия Нефти и Газа, статья, страница 1
Правый резец
Cтраница 1
Правый резец в процессе работы перемещается по направлению к передней бабке, левый — к задней бабке. Стандартный проходной резец представляет собой простейшую конструкцию, полученную в результате массового опыта рабочих-токарей. [1]
Правый резец представляет зеркальное отображение левого. [3]
Правыми резцами называются такие, у которых при наложении на них сверху ладони правой руки ( так, чтобы четыре пальца были направлены к вершине), главная режущая кромка оказывается расположенной на стороне большого пальца. [4]
Правыми резцами называются такие резцы, у которых при наложении на них сверху ладони правой руки так, чтобы пальцы были направлены к вершине, главная режущая кромка оказы — — вается расположенной на стороне большого пальца. Левыми резцами называются такие резцы, у которых при указанном выше способе наложения левой руки главная режущая кромка оказывается расположенной на стороне большого пальца. [5]
Правыми резцами называют такие, у которых при наложении ладони правой руки главная режущая кромка оказывается расположенной на стороне большого пальца. [7]
Правыми резцами называются такие, у которых при наложении на них сверху ладони правой руки так, чтобы пальцы были направлены к вершине, главная режущая кромка оказывается на стороне большого пальца ( фиг. [8]
У правых резцов главная режущая кромка расположена слева. Они перемещаются при обтачивании от задней бабки к передней. У левых резцов расположение главной режущей кромки и направление рабочего движения обратные. [10]
Чем отличается правый резец от левого. [11]
Централизованно изготовляются правые резцы. Левые резцы изготовляются по заказам. [12]
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам. [13]
Централизованно изготовляются только правые резцы. Левые резцы изготовляются по заказам. [14]
Централизованно изготовляются только правые резцы. Левые резцы изготовляются то заказам. [15]
Страницы: 1 2 3
www.ngpedia.ru
4. По конструкции головки: прямые 10 (рис. 5), отогнутые б и т. д. 5. По виду обработки: обдирочные и чистовые. 6. По сечению стержня: прямоугольные, квадратные и круглые. 7. По установке относительно заготовки: радиальные и тангенциальные. 8. По виду обработки: проходные, подрезные, расточные 4, резьбовые 5 и отрезные 9. 9. По способу изготовления: цельные, составные 8 и с механическим креплением 3. 10. По форме режущей кромки: прямолинейные и криволинейные 1, 2, 7 и //. | |||
Рис. 4. Левый и правый резцы | 11. По форме передней поверх- | ||
ности: плоские, плоские с фаской и радиусные. На заготовке различают три поверхности (рис. 6): обрабатываемую, с которой снимается стружка, обработанную, полученную в результате срезания припуска и поверхность резания, образуемую главной режущей кромкой резца. Для определения углов резца используют плоскость резания и основную плоскость. Плоскостью резания называется плоскость, | |||
Рис 5. Токарные резцы | |||
| Prev Next | |||
element.uu.ru
Подрезной резец: виды и основные размеры
Основными инструментами для обработки заготовок на токарных станках являются резцы. С их помощью можно отделить необходимый слой материала от любой цилиндрической детали, чтобы придать ей требуемый размер.
Для чего используется токарный подрезной резец?

Всего существует 8 видов резцов: проходной, расточной, отрезной, прорезной, фасочный, фасонный и подрезной. Каждый из них используется в конкретных операциях. Например, отрезные резцы предназначены для отделения готовых изделий от заготовок, а расточные — для растачивания отверстий или создания внутренних фасок. Но подрезной резец имеет более широкое применение. Едва ли не каждая основная операция на токарном станке выполняется с использованием этого инструмента. С его помощью можно подрезать уступы под прямым или острым углом, создать наружные фаски, проточить торец и любую другую наружную поверхность цилиндрической детали. Таким образом, он является одним из самых важных инструментов, так как непосредственно влияет на первоначальное формирование готового изделия.
Виды подрезных резцов
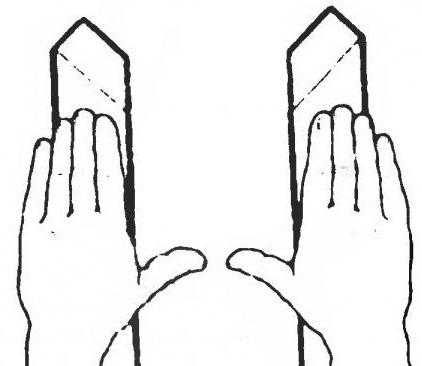
Во-первых, в зависимости от направления подачи, подрезные резцы бывают левые и правые. Определить вид по этому принципу довольно легко, стоит лишь приложить ладонь на инструмент и посмотреть, в какую сторону указывает большой палец. Если направление большого пальца влево – это левый, а вправо – правый резец.
Во-вторых, в зависимости от особенностей конструкции, существуют:
- Резец подрезной отогнутый. Он имеет режущие кромки, наклоненные в одну из сторон от оси державки.
- Резец подрезной прямой. Он имеет режущие кромки, параллельные оси державки.
- Резец подрезной торцевой (или упорный). Этот инструмент так же имеет режущие кромки, что параллельны оси державки, но расположенные под меньшим углом.
В-третьих, существует классификация резцов по способу изготовления. В зависимости от этого, они бывают двух видов:
- Цельные – инструменты, державка и головка которых созданы из одного и того же материала.
- Составные – инструменты, составные части которых изготовлены из разных материалов. Например, державка создана из твердого сплава Т10К5, а режущая пластина, расположенная на головке, из быстрорежущей стали Р9.
Выбор резца для обработки детали

Прежде чем выбрать подрезной резец для обработки, нужно определиться с некоторыми особенностями:
- Во-первых, необходимо учесть материал режущей пластины инструмента. Резец должен быть более жестким, чем сама заготовка.
- Во-вторых, нужно учесть геометрию и конструкцию резца.
Эти два параметры повлияют на дальнейший выбор значений подачи и скорости резания, а также на его стойкость, т. е. продолжительность непрерывной работы до того момента, пока режущие кромки не затупятся.
Элементы резца и их размеры
Подрезной резец состоит из двух элементов:
- Державки (стержня) – основная часть резца, которая дает возможность установить инструмент на станке.
- Головки или же рабочей части, которой, собственно, и выполняется обработка детали. Головка состоит из нескольких поверхностей: передней (по которой отводиться стружка), главной задней (которая поддерживает режущую пластину) и вспомогательной задней (позволяет инструменту передвигаться по обрабатываемой поверхности). Помимо этого, на ней расположены две режущие кромки – главная и вспомогательная, которые отвечают за выполнение основных токарных операций.
В зависимости от габаритов резцедержателя станка и обрабатываемой заготовки, державки и головки инструментов изготовляют различных размеров. Основные размеры инструмента на примере токарного правого подрезного торцового резца приведены в таблице ниже.
Длина, L | Ширина, b | Высота, H | Угол врезки пластин |
100 мм | 10 мм | 16 мм | 15° |
120 мм | 12 мм | 20 мм | |
140 мм | 16 мм | 25 мм | |
170 мм | 20 мм | 32 мм | |
200 мм | 25 мм | 40 мм |
Маркировка
Как правило, многие токари, которые выбирают инструмент для обработки детали, сразу обращают внимание на маркировку и не зря, ведь именно в ней указана марка стали, используемая для создания режущих пластин. Например, резец подрезной упорный Т5К10 имеет твердосплавную пластину, которая относится к титан-вольфрамовой группе сплавов, содержащей карбиды титана и кобальт. Такой инструмент может подойти только для чернового точения заготовок из углеродистых и легированных сталей на низких скоростях и при низкой температуре нагревания.
В иных случаях придется выбирать резцы из быстрорежущей стали. Они дольше работают на высоких скоростях и менее склонны к смягчению при нагреве в более чем 200 °C.
Материалы, использующиеся для создания режущей пластины

Как уже известно, подрезной резец состоит из двух частей: державки и головки. Оба эти элемента важны для инструмента и каждый из них выполняет свою функцию. Например, державка, которая крепится в резцедержателе, должна быть твердой, стойкой к износу и ударам, а режущая пластина обязана не нагреваться при высокой температуре. Именно поэтому в большинстве случаев обе части резца делают из различных материалов. К тому же это позволяет сэкономить на производстве самого инструмента, что значительно влияет на снижение итоговой цены.
Таким образом, режущие пластины выполняются из быстрорежущей стали или твердых сплавов с добавлением кобальта, ведь, как известно, этот материал стойкий к износу и отлично работает при высоких температурах. Популярными материалами для изготовления режущих пластин резцов являются быстрорежущие стали (Р9К5, Р9К5Ф2) и твердые сплавы (Т5К10, Т5К6).
Если необходимо обрабатывать более мягкие сплавы железа, например, чугун, тогда рекомендуется выбирать резец, режущая пластина которого состоит не только из кобальта, но и из вольфрама. К таковым относятся марки ВК6, ВК8, ВК10, ВК3М и ВК6В.
Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
- ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
- ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
- ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
- ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.
fb.ru