
Резка дисковая – Вопрос №1 — Какие диски для резки металла использовать алмазный или твердосплавный? Резка дисковая
Стенорезная машина. Дисковая и канатная резка
 При крупноблочном строительстве жилых и общественных зданий номенклатура выпускаемых бетонных панелей и блоков не всегда удовлетворяет поставленным требованиям. С нестандартным расположением проёмов часто приходится сталкиваться при ремонте и реконструкции здания. В таких случаях наиболее эффективной является стенорезная машина.
При крупноблочном строительстве жилых и общественных зданий номенклатура выпускаемых бетонных панелей и блоков не всегда удовлетворяет поставленным требованиям. С нестандартным расположением проёмов часто приходится сталкиваться при ремонте и реконструкции здания. В таких случаях наиболее эффективной является стенорезная машина.
Виды и классификация машин
Стенорезные машины различают:
- По типу привода, который может быть электрическим и гидравлическим. Последний, в свою очередь, может использовать электродвигатель или бензогенератор. Ввиду большой мощности, для их питания потребуется промышленная электросеть напряжением 380 В.
- По мощности привода. Крупные стенорезные машины отличаются модульной конструкцией, вследствие чего могут управляться дистанционно. Ручные агрегаты конструктивно подобны известным «болгаркам».
- По технологии выполнения проёмов. В качестве рабочего инструмента может использоваться вращающийся диск с алмазными наконечниками, и тогда говорят о дисковой резке. Альтернатива – использование возвратно-поступательно перемещающейся цепи, по периметру которой имеются режущие сегменты. Это – канатная резка.
- По стационарности. В работах по крупным проёмам, а также при резке материала значительной толщины используют навесные исполнения стенорезных машин. В прочих ситуациях достаточно и более манёвренного ручного стенореза.

Поскольку стенорезная машина предназначена для работ не только с бетоном, но также с железобетоном и природным камнем то материалом рабочего инструмента всегда являются технические алмазы: даже высокопрочные быстрорежущие стали в подобных ситуациях неэффективны. Тем более, что алмазная резка способна выполнять не только прямые, но и кольцевые резы, производить сверление отверстий (операция, обязательная для последующего получения проёма) и т. п.
Стенорезные машины выпускаются такими известными торговыми марками, как Husqvarna, Hilti, Cedima или Weka (впрочем, хорошие отзывы приходят и о установках китайского производства, в частности, ОК). Критерием целесообразного применения этих агрегатов считается получение проёмов с размерами от 500 мм: производительность и качество реза, а также эксплуатационные показатели материала, оказывающегося вне зоны действия режущего инструмента, не изменяются. В отличие от перфоратора или ударной дрели, которые своими мощными вибрациями во время применения существенно ослабляют бетон.
Поскольку основное дробление материала машины выполняют за выполняемым проёмом, то уровень производимого ими шума значительно меньше, чем при работах с ручными установками. Для снижения загрязнённости используют водный способ удаления разрушаемого материала, однако, в случае применения оборудования с электроприводом это небезопасно из-за возможного короткого замыкания.

Резка стенорезной дисковой машиной
Для улучшения качества реза, а также более высокой продуктивности использования труда оператора, такие машины выпускаются преимущественно стационарного типа. Они состоят из следующих узлов:
- Приводного электродвигателя.
- Направляющей плиты.
- Поворотного или неподвижного корпуса с опорным П-образным кронштейном.
- Редуктора, снабжённого зубчато-реечной передачей.
- Короткого жёсткого вала, на котором в роликоподшипниках смонтирован алмазный диск.
- Защитного кожуха.
- Системы контроля и управления.

Технология дисковой резки стен такова. Намеченный к удалению кусок стены тщательно размечается, при этом в расчёт принимается толщина пильного диска. На участок стены вдоль будущего проёма по уровню устанавливается направляющая плита, которая при помощи анкеров надёжно прикрепляется к стене. С противоположной стороны высверливается отверстие диаметром до 50 мм, через которое будет подаваться вода, служащая для охлаждения диска и удаления образующейся пыли (при наличии свободного доступа с другой стороны этого не требуется). На выносном пульте управления оператором в зависимости от свойства разрезаемого материала стены задаётся число оборотов и скорость перемещения рабочего инструмента вверх и вперёд по направляющим опорной плиты. С нерабочей стороны диска для стенорезной машины монтируется съёмный кожух.

Установка направляющих дисковой машины может выполняться и вертикально, и горизонтально. Что, с учётом поворотной на 360° консоли, позволяет выполнять сложные резы, причём ровность линии реза определяется исключительно настройкой узла, и не зависит от квалификации оператора. Теоретически таким способом можно формировать и отверстия в потолке, однако из соображений техники безопасности это применяют редко.
Высокая скорость реза, которая не зависит от степени армированности бетона стальными элементами, обуславливает повышенную производительность получения проёмов требуемых размеров, особенно при массовых масштабах применения такого оборудования. При этом не имеют значения конфигурация проёма, и размеры возможного пространства для монтажа дисковой стенорезной машины: в крайнем случае необходимо выровнять лишь небольшой участок поверхности стены, где будет устанавливаться опорная плита с направляющими.
Диски для стенорезных машин выпускаются трёх градаций твёрдости:
- Soft (или CS-H), которые предназначены для работ с бетоном слабой плотности и малой насыщенности материала армирующими элементами;
- Middle (или CМ-H), которые предназначены для работ с бетоном средней плотности и армированности;
- Hard (или CH-H) применяемые для резки элементов из бетона с повышенной плотностью и армированностью стальными стержнями.

Резка стенорезной канатной машиной
Модульность конструкции позволяет применять двигатели дисковых машин для обустройства канатной системы резки. Алмазный режущий канат представляет собой трос длиной до 20…21 м, по периметру которого размещены алмазные зубчатые коронки. Такая машина включает в себя:
- Привод (может быть электрическим или гидравлическим).
- Нижнего и верхнего (при горизонтальном расположении канатной машины – левого и правого) нажимных роликов.
- От трёх до восьми направляющих роликов, скомпонованных в подвижных осях.
- Направляющих (трубчатых проводок, обеспечивающих необходимое натяжение каната). Количество направляющих определяется сложностью проёма и его доступностью; в стеснённом пространстве число проводок может быть вдвое больше.
- Узла очистки алмазных коронок от мелких остатков разрезаемого материала.
- Подвижной станины, на которой смонтирована вся силовая установка.
- Системы контроля и управления.

При реализации канатной резки стен последовательно выполняются следующие действия. В проёме сверлятся два отверстия, в которые будет заводиться канат и направляющие. Последние устанавливаются с учётом конфигурации реза, так чтобы не мешать перемещению каната. При возможности, трубчатые элементы закрепляют на неподвижных поверхностях стены или на полу. Через направляющие ролики канат выводят наружу и пропускают через нажимные ролики, регулируя усилие натяжения (оно зависит от скорости перемещений каната и твёрдости разрезаемого материала). При включении привода устанавливают параметры движения каната и включают привод натяжения роликов. При этом рабочие поверхности алмазных сегментов вступают в контакт с бетоном, и выполняют его резрез.

Горизонтальное перемещение канатной стенорезной машины может производиться по специально проложенным рельсам, либо – для машин небольшой мощности – с использованием неприводных катков. Многие установки канатной резки комплектуются насосами, которыми подаётся и отводится вода. Она служит и для охлаждения коронок, и для связывания образующейся при резке пыли. Поскольку водный поток направляется исключительно вдоль оси натяжения каната, то использовать такие машины для резки проёмов в потолках невозможно.
Канатный способ резки особенно рентабелен при необходимости получения проёмов с общей длиной реза более 500 мм.
proinstrumentinfo.ru
Cовтест АТЕ — Дисковая резка
Полуавтоматическая установка дисковой резки SS10 — самая быстрая установка резки пластин до 150 мм п…
Accretech
Отличительные особенности:
- Малая занимаемая площадь
- Совместима с различными типами материалов
- Стандартный шпиндель до 60 000 об/мин
- Увеличенная производительность…
Установки дисковой резки моделей SS20 и SS30 — новый стандарт полуавтоматических установок дисковой …
Accretech
Быстрая установка резки пластин до 250 мм при самых малых размерах. Обеспечивает высокую производительность при малой занимаемой площади. Дружественный интерфейс — простота и удобство работы с ПО
Отличительные особенности:
Самая маленькая полуавтоматическая установка дисковой резки с двумя рабочими шпинделями. Установка д…
Accretech
Основные особенности:
- Самая малая занимаемая площадь, Снижена на 40%
- Двухшпиндельная конструкция, обеспечивающая высокую производительность
- Высокая точность и качество резки благодаря новому дизайну…
Модель AD3000T является новым поколением автоматических установок дисковой резки.
Accretech
Данная установка сочетает в себе последние достижения в области инженерии, мехатроники и экономии электроэнергии и по праву занимает лидирующее место в автоматическом оборудовании для дисковой резки полупроводниковых пластин.Основные…
sovtest-ate.com
Механическая резка металла — дисковая пила, ленточная пила, агрегат продольной резки
Появление современных и высокоточных технологий, к счастью, не стало причиной для полного исчезновения механических способов резки металла. Вероятно, этому есть вполне логичные объяснения, а значит, механическое оборудование имеет такие особенности, которые позволяют ему успешно конкурировать с инновациями.
Механическая резка материалов — это производственный процесс, при котором листовой либо сортовой металл обрабатывается при помощи специального механического оборудования. То есть, используется либо дисковая пила для резки металла, либо агрегат продольной резки, воздействие которых приводит в результате к эффективному производству изделий и конструкций. Механическая резка металла предполагает активное применение физического труда.
Резка металла дисковой пилой
Дисковые ножи для резки металла используются, как правило, при работе с крупными деталями. При работе с таким оборудованием важно применение достаточного количества физической силы. Визуально, дисковая пила походит на обычную ручную циркулярную пилу. Основной её режущий элемент ― зубчатый диск, изготовленный из инструментальной стали.
Дисковая пила для резки металла наиболее эффективна в работе с самыми разнообразными материалами, включая такие прочные, как сталь, цветные металлы и всевозможные виды сплавов. Чаще всего, с помощью зубчатого диска режут листовую сталь, крупный профиль, трубы с толстыми стенами. Распил материала осуществляется прямолинейно, под определенным углом.
Оборудование характеризуется высокой производительностью, долговечностью, удобством, безопасностью и простотой в эксплуатации. Одной из основных причин того, что дисковые пилы с развитием технологий не теряют популярности, является их доступность. Купить станок с зубчатым диском может практически любой желающий, что с положительной стороны выделяет такую технику от лазерных станков, которые стоят гораздо дороже.

Ленточная пила
Резка ленточной пилой металла ― основной способ обработки листового и сортового металла на производстве. Ленточная пила является главным режущим инструментом в так называемом «ленточнопильном станке», работая по принципу обычной ножовки. При этом полотно такой пилы является замкнутым и характеризуется большой длиной. Визуально, ленточная пила напоминает кольцо, которое по одному краю оснащено специальными зубьями.
В комплектации ленточнопильного станка к ленте также устанавливаются два шкива и электромотор, задачей которого является вращение шкивов. Изготавливается пила ленточного типа, как правило, из углеродистой стали — нередко также используется биметаллический сплав. Резка металла при помощи ленточной пилы предоставляет работникам массу возможностей.
Специалист может эффективно работать практически с любыми металлами, выполняя резку высокой точности вне зависимости от толщины материала. Есть возможность осуществлять резку не только «по прямому», но и по фигурному контуру. В продаже ленточные пилы представлены в весьма широком ассортименте, различия между моделями кроются в конструктивных параметрах. Резка ленточной пилой по праву занимает одну из лидирующих позиций в категории механической обработки металла.

Электрический лобзик
Электролобзик относится к категории ручного электроинструмента, и годится для распиливания самых разных материалов, включая, конечно, и металл (сортового и листового типа). Ручной электрический лобзик оформлен в виде прочного корпуса, установленного на плоскую платформу, оснащенного удобной рукояткой для работы.
Главным внутренним наполнением инструмента является двигатель, а также механизм, на который ложится функция преобразования вращательного движения вала. Помимо ручных моделей электролобзиков, существуют модели стационарные. У таких моделей платформа находится в верхней части, а рукоятка, естественно, отсутствует, так как станок всегда находится в неподвижном состоянии.

Ограниченная толщина листового материала ― вот один из главных недостатков, которым обладает резка металла электролобзиком. Видео применения электрического лобзика на практике, к слову, Вы можете посмотреть на нашем сайте. Однако такое оборудование характеризуется удобством в работе, доступностью, производительностью. Этих качеств покупателям вполне хватает для того, чтобы считать электролобзик одним из лучших инструментов для обработки металла.
Еще один важный плюс такого оборудования ― это отсутствие явления, называющегося «обратный удар». При резке металла с помощью газокислородной технологии это происходит не так уж и редко. Обратный удар несет для пользователя большую опасность. К счастью, используя механические способы резки металла, по поводу состояния своего здоровья можно вовсе не опасаться.
При условии, конечно, если Вы весьма осторожно работаете с пилами, потому как новичок даже с отлично управляемым инструментом может нанести себе вред.

Агрегат продольной резки
Такое оборудование имеет более узкую специализацию и применяется исключительно для продольной резки. Агрегат продольной резки металла позволяет разделять листовой металл на отдельные части, называемые лентами, полосами и штрипсами. Обработка осуществляется по соответствующим требованиям и стандартам. Агрегат работает в автоматическом режиме — оператор, при этом, лишь управляет процессом с помощью применения специального пульта.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Резка дисковыми пилами | Отделение металла на заготовки
Резку дисковыми пилами применяют для разделки на заготовки металла в холодном и реже — в горячем состоянии. Дисковые пилы бывают цельными, со сменными вставными зубьями (рис.3.11,д) незакрепленными сегментами с зубьями (рис. 3.11, б). Они имеют диаметр, равный 300 . . . 2000 мм, и толщину 2 … 15 мм. Диски изготовляют из стали 65Г, сегменты — из быстрорежущей стали Р18. Скорость резания и стойкость дисковых пил зависят от прочности разделываемой стали. При разделке углеродистых сталей скорость резания достигает м/мин, а стойкость пил составляет 2 … 3 смены; скорость резания легированных сталей составляет 6 … 15 м/мин, стойкость — не более 8 ч. Стойкость дисковых пил можно увеличить в 3 … 4 раза нанесением на режущие поверхности зубьев слоя твердого сплава (например, Т15К6) толщиной около 0,1 мм.
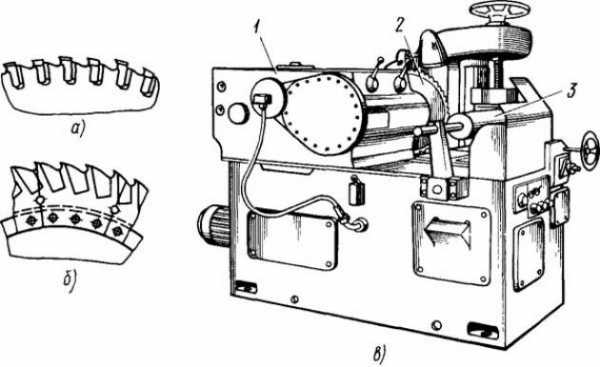
Рис. 3.11. Дисковые пилы (а, б) и отрезной станок (в): 1 — бабка, 2 — пила, 3 — разделываемая заготовка
Отрезной станок с дисковыми пилами
Отрезной станок с дисковой пилой (рис. 3.11, в) работает следующим образом. Разделываемая заготовка (пруток) 3 зажимается в горизонтальном и вертикальном направлениях с помощью гидравлического зажима. При неправильной установке заготовки в губках зажима в гидросистеме срабатывает блокировочное устройство, исключающее подачу бабки 1 с дисковой пилой 2. Дисковая пила закрепляется на шпинделе в бабке и приводится во вращение от электродвигателя через клиноременную передачу и коробку скоростей. Подача бабки в направлении резки осуществляется системой гидропривода с бесступенчатым регулированием.
Станок снабжен автоматическим устройством быстрого подвода и отвода пилы до резки и после нее; переключение скорости подачи бабки на режим резания осуществляется автоматически. Для увеличения стойкости инструмента и повышения производительности станки имеют устройства дня охлаждения пилы во время резки. На этом станке разделывают стальные заготовки диаметром до 500 мм. Прутки небольшого диаметра можно резать пакетами, получая одновременно несколько мерных заготовок.
Похожие материалы
www.metalcutting.ru
Дисковая и канатная алмазная резка: сходства и различия
Идеальным выходом стала технология алмазного нарезания отверстий. В этом случае работа происходит безударным способом при помощи инструмента, покрытого алмазной крошкой. Для того, чтобы сделать глубокие отверстия в твердых материалах, в числе прочих способов используют алмазную дисковую резку и алмазную канатную резку.Алмазная дисковая резка
Применяется в тех случаях, когда необходимо получить глубокий ровный распил в таких твердых материалах, как железобетон, камень, гранит. Дисковая алмазная резко быстро и строго по заданным размерам поможет получить идеально ровные проемы заданной геометрии даже в небольших помещениях.
Применение дисковой алмазной резки:
• Прорезание новых проемов под окна и двери или увеличение уже существующих;• Демонтаж фасадов, лестниц, перекрытий;
• Вырезание технологичных проемов горизонтально, вертикально и под углом;
• Нарезание температурных швов.
При использовании этой технологии нужно помнить, что диски неизбежно оставляют запилы. Чем меньше диаметр диска, тем больше будет запил, который необходимо дополнительно обработать алмазными коронками для полного устранения данного дефекта. Дисковую алмазную резку можно использовать для изготовления отверстий под потолком или вплотную над полом. Она с успехом применяется для исполнения прорезов в бетоне на глубину до 40 см. Использование данного способа для создания прорезов большей глубины экономически нецелесообразно. Для этого больше подойдет алмазная канатная резка.
Алмазная канатная резка
Алмазная канатная резка не только вобрала в себя все преимущества дисковой алмазной резки, но и превзошла ее по многим параметрам. Резка в данном случае осуществляется особыми тросами из высокопрочной стали с вкраплениями алмазной крошки. Эту технологию применяют в тех случаях, когда предстоит работа с большими объектами, изготовленными из прочных материалов и имеющими большую толщину. Не всегда возможно алмазными дисками распилить железобетонную конструкцию толщиной в метр. Вот тут и приходит на помощь алмазная канатная резка.
Канатная резка также позволяет получать отверстия и прорези с идеально гладкими поверхностями, но времени на работу затрачивается гораздо меньше, чем при исполнении аналогичной работы алмазными дисками. И в случае алмазной канатной резки можно работать с довольно массивными объектами, которые не по плечу дискам. Тросы с алмазной крошкой без труда разрежут армированный железобетон при демонтаже конструкций, помогут отрезать фрагмент трубы большого диаметра. Причем область применения канатной резки не ограничивается наземными работами. Этот способ можно применять даже под водой. Именно при помощи канатной резки демонтируются конструкции на дне водоемов.
Универсальность алмазной канатной резки позволяет считать ее на сегодняшний день наиболее эффективной технологией изготовления резов любой геометрии и глубины.
texatomstroy.ru
Дисковый отрезной станок по металлу: классификация изделий
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Из этой статьи можно узнать особенности такого инструмента, как дисковый отрезной станок по металлу: виды конструкций, преимущества и недостатки, технические характеристики. Здесь можно ознакомиться с продукцией самых популярных и востребованных производителей. В статье подробно рассматриваются технические и эксплуатационные особенности станков, предназначенных для резки металла, а также приводится сравнительная характеристика рыночных цен.

Дисковые устройства для резки металла отличаются множеством конфигураций и могут использоваться как в промышленности, так и в небольшой домашней мастерской
Дисковый отрезной станок по металлу: сфера применения
Отрезной станок, предназначенный для работы с металлом, представляет собой электрический инструмент с высоким уровнем производительности. Этот вид оборудования применяется для поперечного распила заготовок металлопроката, а также изделий, изготовленных на основе металлов и различных сплавов.
Дисковые станки используются для формирования заготовок из таких материалов, как:
- уголок;
- металлическая полоса;
- прут;
- двутавр;

Дисковое оборудование считается самым популярным среди устройств для резки металла
- профильная труба, имеющая круглое или квадратное сечение;
- швеллер;
- прочие элементы металлопроката.
Обратите внимание! Дисковое оборудование считается самым востребованным. Для нарезки металла используют также ленточнопильные и ножовочные станки, но они менее популярны.
Дисковое оборудование используется на объектах металлообрабатывающей промышленности, а также на заводах, занимающихся изготовлением металлических конструкций. В качестве режущего элемента применяется дисковая пила.
Станочные конструкции имеют множество преимуществ:
- простое строение;
- качественная резка металла;
- эргономичное управление;
- простота эксплуатации.
С оборудованием может работать оператор, не имеющий специальной квалификации.
remoo.ru
Резка дисковыми ножницами — Энциклопедия по машиностроению XXL
| Фиг. Б. прямолинейная резка дисковыми ножницами. |  |
Процесс резки дисковыми — ножницами осуществляется вращающимися круглыми ножами. Верхние и нижние дисковые ножи вращаются принудительно в разные стороны с одинаковой угловой скоростью. Разрезаемый материал передвигается за счет трения металла о ножи. Дисковые ножницы подразделяются [c.39]
Усилие резки дисковыми ножницами можно определить из рис. 11. На рисунке видно, что разрезаемый материал соприкасается с дисковыми ножами по дугам AB и FE . Ввиду небольшого угла захвата дуги соответствующим хордам АС и F . Полученный треугольник A F представляет собой площадь среза, которую ножи непрерывно срезают при своем вращении действительная площадь среза будет несколько меньше. [c.41]
Точка приложения равнодействующего усилия резки дисковыми ножницами совпадает приближенно с центром тяжести треугольника A F или с центром тяжести эпюры (см. рис. 11). Равнодействующая усилия резки на каждый диск (по аналогии с прокаткой) направлена вертикально и находится на прямой, проходящей через точки G я К- [c.43]Процесс резки дисковыми ножницами заключается в том, что вращающийся с боль- [c.325]
Резка листовой стали может также производиться дисковыми ножницами, которые конструктивно могут состоять из одного диска и стальной полосы, расположенной на кромке стола, или из двух дисков (фиг. 163). При резке дисковыми ножницами деформации деталей незначительны, и имеется возможность резать листы толщиной до 25 мм при скорости от 3 до 12 м мин. [c.321]
Дисковые ножницы (фиг. 10) имеют ножи в форме круглых дисков. Резка на них металла [c.522]
Гиды резки резки гильотинными ножницами дисковыми ножницами ручная автоматическая и полуавтоматическая [c.523]
Станины дисковых ножниц изготовляются большей частью из чугунного литья в виде буквы С. Для уменьшения прогиба станины при резке материала необходима повышенная [c.756]
Дисковые ножницы предназначаются главным образом для продольной резки листового материала для обрезания кромок и для разрезания рулонов листового материала на ряд более узких полос. [c.982]
На заводах, обрабатывающих цветные металлы, дисковые ножницы применяются для круговой спиральной резки медных и латунных листов на заготовку к проволочным волочильным станкам . Круговые дисковые ножницы применяются также и в котельном производстве для вырезки днищ котлов и для фигурной резки листов. [c.982]
Дисковые ножницы Прямолинейная и круговая резка листов толщиной до 10 мм Прямолинейная резка листов толщиной до 25 мм - [c.116]Резка—получение деталей необходимых размеров и очертания Листовая, универсальная и полосовая сталь Угловая сталь Двутавры, швеллеры, трубы Все виды сортового и фасонного проката Пресс-ножницы, гильотинные ножницы, дисковые ножницы. Машины для газопламенной резки. Ручные газопламенные резаки Уголковые ножовки Дисковые пилы, зубчатые и фрикционные Приводные ножовки [c.232]
Продольную и поперечную резку листового материала производят на гильотинных ножницах, пресс-ножницах или дисковых ножницах (рис. 3.1). [c.245]
Резка на дисковых ножницах l,25.0.4s a p fg а [c.827]
Для разрезания как гладкого, так и гофрированного листового металла, арматуры и других материалов применяют вырубные, ножевые, прорезные, дисковые и рычажные ножницы с электрическим, пневматическим или гидравлическим приводом. Наибольшее распространение в строительстве получили вырубные и ножевые ножницы, пригодные для резки металла толщиной до 4 мм, в то время как, например, дисковые ножницы способны разрезать металл толщиной не более 1 мм. [c.356]
I — рулон полосовой стали 2 — летучий агрегат для обрезки и сварки, позволяющий наращивать полосу 3 — парные дисковые ножницы для обрезки кромок под сварку 4 — толкающие валики 5 — штанга для ввода автоматов для сварки внутреннего шва трубы, б — формовочное устройство 7 — автомат для сварки наружного шва 8 — летучее устройство для резки непрерывной трубы на трубы мерной длины 9 — спиральношовная труба [c.234]
Механическую разделительную резку производят на гильотинных ножницах и пресс-ножницах. Для вырезки листовых деталей с непрямолинейными кромками используют дисковые ножницы. Многодисковые ножницы применяют для получения листовой заготовки с параллельными кромками или при роспуске рулонного металла на полосы. Разделительную резку можно выполнять дисковыми или ножовочными механическими пилами, отрезными резцами на станках, абразивными электрокорундовыми или вулканитовыми кругами. В серийном производстве для получения заготовок с высокой точностью применяют вырубку в штампах. [c.375]
Резка на дисковых ножницах 1,25.0,4б=а п Р = 7 tga [c.66]
Обозначения 8 — толщина обрабатываемого металла, мм I, — длина или периметр реза, мм о р — предел прочности при срезе (при штамповке, резке), кгс/мм — предел прочности, кгс/мм ф угол створа ножниц а — угол захвата дисковыми ножницами [c.67]
Дисковые ножницы используют для резки листовой стали толщиной до 1 мм как с прямолинейным срезом, так и по кривой любого радиуса. Нижний режущий диск ножниц закреплен на эксцентриковой оси, которая позволяет изменять положение диска по высоте. Верхний режущий диск вращается на валике, который поворачивают рукояткой при помощи храпового колеса и собачки. [c.175]
Дисковые ножницы применяются для разрезания листовых полос неограниченной длины, а также для резки по криволинейному контуру. Ножницы могут резать листы толщиной до 25 мм. [c.146]
В заготовительных цехах для резки листового материала применяются ручные рычажные ножницы, а из приводных — гильотинные ножницы, дисковые ножницы или, как их иначе называют, роликовые. [c.19]
Вибрационные ножницы применяются главным образом для резки криволинейных контуров (внешних и внутренних) с радиусами закругления не менее 12—15 мм. При малых подачах они могут быть использованы и для прямолинейной резки заготовок. Работа на вибрационных ножницах производится по разметке или по шаблону с ручной (принудительной) подачей материала к ножам ножниц. Толщина разрезаемого материала обычно не превышает 3 мм, точность размеров вырезаемых заготовок (деталей) соответствует примерно 9-му классу. Усилие резки здесь определяется при прямолинейной резке как и для гильотинных ножниц, а при круговой резке как для дисковых ножниц произведением сопротивления срезу Тц на мгновенную площадь среза. [c.38]
РЕЗКА ЛИСТОВОГО МЕТАЛЛА ДИСКОВЫМИ НОЖНИЦАМИ [c.39]
Вторая группа дисковых ножниц с наклонным нижним ножом (рис. 9, б) применяется для резки полос и круглых дисковых и кольцевых заготовок из материалов толщиной s = 2,5—30 мм. Скорость резки от 20 до 5 м/мин. Угол наклона у = 30-40°. Диаметр и толщина ножей для материалов толщиной 2,5—20 мм D = 70 — 380 мм, Б = 17-67 мм угол скоса а = Г30 -2°. Наименьший диаметр вырезаемой заготовки = 170 — 800 мм. [c.40]
Производительность дисковых ножниц при продольной резке листов и лент больше производительности гильотинных ножниц, но они имеют тот недостаток, что отрезаемые ими полосы получают искривление и нуждаются в правке. [c.40]
Дисковые ножницы применяют для резки материала с неограниченной длиной реза и для криволинейной (фигурной) резиь [c.485]
П р и в о д. Дисковые ножницы всех трёх групп парнодисковых ножниц снабжаются индивидуальным приводом. В первых двух группах предусматривается установка одинарного или двойного зубчатого перебора, расположенного в задней части станины (фиг. 78, а) для одной скорости резания. Ножницы этих групп для резки металла толщиной 2,5—4 мм выполняются или без муфты включения, но с электродвигателем, имеющим электротормоз, или с муфтой включения (фиг. 78,6) с внутренними колодками. [c.756]
На фиг. 5. представлена линия резки холоднокатанных листов. Линия состоит из разматывателя, подающих роликов, дисковых ножниц с кромкокрошителями, вторых подающих роликов, правйльной машины, летучих ножниц и укладчика листов. Аналогичные группы механизмов существуют и для правки, и резки проволоки. На фиг. 6 представлена линия непрерывного электролитического лужения листов [2, 41, 67, 99], а на фиг. 7 линия непрерывного отжига [41]. [c.944]
По своей конструкции дисковые ножницы, применяемые в прокатных цехах, подразделяются на 1) двухпарные (трёхпарные) (фиг. 51) 2) многопарные (универсальные) (фиг. 52) 3) для круговой и спиральной резки листов (фиг. 54). [c.982]
| Фиг. 63. Механизм установки ножей дисковых ножниц для резки тонких холоднокатаниых листов (к фиг. 52). | 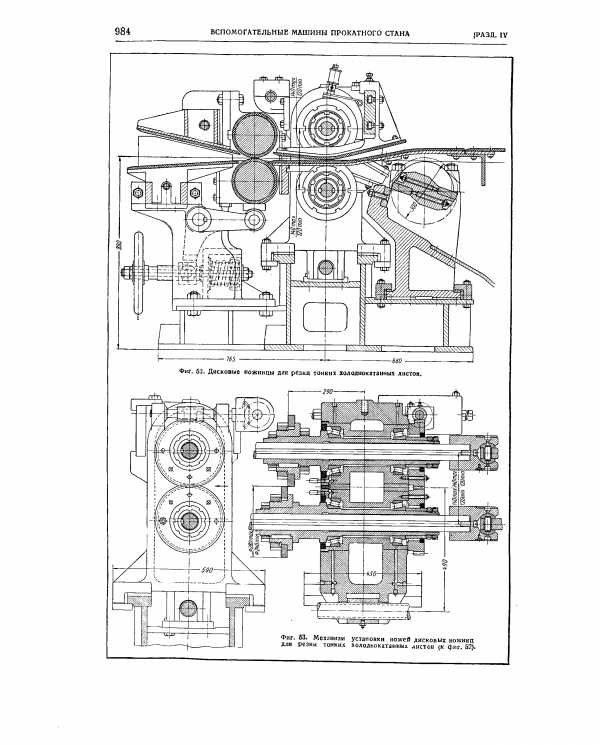 |
Вторая рабочая клеть с горизонтальным расположен нием валков диаметром 1150 мм и длиной бочки 2800 мм обеспечивает черновую прокатку. Прокатка осуществля-ется в реверсивном режиме. Каждый валок приводится во вращение от отдельного электродвигателя мощностыо 2950 кВт. Максимальное обжатие за проход составляет 40—45 мм. Толщина подката после черновой клети опре-деляется толщиной готового листа. Правильная задача металла в валки обеспечивается манипуляторами, уста-новленными с передней и задней сторон черновой клети. После прокатки в нечетное число проходов в черновой клети подкат по рольгангу поступает для окончательной прокатки в чистовую клеть. Четырехвалковая чистовая клеть выполнена универсальной, с передней стороны клети предусмотрены валки диаметром 700 и с длиной бочки 150 мм с вертикальным расположением, которыми формируются боковые кромки листа. Рабочие горизонтальные валки диаметром 800 и с длиной бочки 2800 мм передают усилие на опорные валки диаметром 1400 и с длиной бочки 2800 мм. Привод рабочих валков чистовой клети осуществляется от электродвигателя 7860 кВт. Чистовая универсальная клеть также оборудована манипуляторами с передней и задней сторон. Готовые листы рольгангом транспортируются к пролету отделки. В отводящем рольганге стана и транспортном рольганге холодильника встроены роликовые правильные машины. После правки и охлаждения листы осматриваются. Для кантовки листов на 180 предусмотрен кантователь вилочного типа. В потоке производится резка листов на мерные длины (до 18 м) на ножницах с наклонными ножами, производится обрезка кромок на дисковых ножницах или ножницах с наклонными ножами (при тол- [c.318]
Ножи1ножницы (дисковые ножницы) применяют для холодной резки слитков (болванок), плит, листов стального профиля. В зависимости от качества разрезаемого материала, его прочности и размера, а также от величины зазора ножи ножниц подвергаются значительному кромочному давлению, износу, изгибу и иногда динамическим ударным нагрузкам. При резке тонких, но очень твердых материалов наиболее опасными являются изнашивающие воздействия, а при резке толстых — многоосное напряженное состояние. [c.10]
Резку иа полосы электротехнического картона, прессшпана, различных лакоткаией, фибры толщиной до 2 мм производят на дисковых ножницах с зазором между ножами, близким [c.314]
Для уменьшения искривления и отгибания листа или ленты при его выходе из дисков иногда дается небольшое смещение оси верхнего диска по отношению к нижнему или со стороны отрезаемой кромки устанавливают дисковый нож меньшего диаметра. Точность резки парнодисковыми ножницами может быть доведена до 8-го класса. При замене дисковых ножей профильными роликами, применяя соответствующие приспособления на этих машинах, можно также производить и разные профилировочные работы подсечку, отбортовку, зиговку, закатку бортов и т. д. (см. 71). [c.40]
Производительность, качество поверхности среза и точность резки на многодисковых ножницах значительно выше, чем на парнодисковых и на гильотинных ножницах. Многодисковые ножницы обеспечивают 7-й класс точности. Качество и точность здесь достигаются благодаря двустороннему резу по всей ширине полосы и надежному прижиму материала резиновыми кольцами в процессе резки. Ножи дисковых ножниц изготовляются из стали тех же марок, как и ножи ножниц с параллельными и наклонными ножами. [c.41]
mash-xxl.info