
Школьный токарный станок – Школьный токарный станок по дереву
Токарный станок ТВ 4 – конструкция и технические характеристики + Видео
1 Токарный станок ТВ 4 – общие сведения, технические возможности и характеристики
Описываемый агрегат начали производить на Ростовском комбинате специального учебного оборудования в 1970-х годах.
Он стал достойной заменой станкам ТВ 2 и ТВ 3, на которых до этого советские школьники и учащиеся политехнических училищ получали азы обработки металлических изделий резанием.
ТВ 4 – универсальный агрегат. На нем можно выполнять многие токарные работы, включая и такие распространенные, как:
- сверление отверстий;
- подрезка торцов;
- нарезание резьб метрического типа;
- проточка поверхностей конической и цилиндрической формы;
- отрезка.

Рекомендуем ознакомиться
Паспорт станка указывает и на другие операции, которые допускается производить на ТВ 4.
Основные характеристики школьного агрегата ТВ 4 следующие:
- максимально возможная длина обтачивания – 30 см;
- максимальный диаметр детали для обработки над суппортом (если быть точным – над его нижней частью) – 12,5 см, над станиной – 20 см;
- шаги нарезаемой метрической резьбы – 1,25; 1 и 0,8 мм;
- интервал между центрами – 35 см;
- отверстие в шпинделе (диаметр) – 1,6 см.

Также паспорт токарной установки содержит информацию о мощности электродвигателя, установленного на нее, которая составляет 0,6 кВт, о пределах подач в продольном направлении (0,12; 0,10 и 0,08 мм), о количестве оборотов шестиступенчатого шпинделя (710, 500, 375, 230, 160 и 120) и о том, что на станке можно обрабатывать прутки сечением до 1,5 мм.
Специалисты, изучив паспорт и инструкцию по эксплуатации рассматриваемого нами агрегата, могут смело сказать, что он представляет собой технически очень эффективный станок, на котором несложно выполнять достаточно-таки серьезные обрабатывающие операции. А его модернизация позволяет в разы повысить техвозможности ТВ 4.
2 Конструктивные узлы станка и их характеристики
Школьный агрегат ТВ 4 располагает далее указанными составными частями:
- Задняя тумба. В ней находится панель для управления электрическим оборудованием, необходимым для стабильной эксплуатации станка. Конструктивно П-образная тумба выполнена с нижними и верхними ребрами жесткости, которые придают оборудованию высокий уровень устойчивости.
- Передняя тумба. Служит вместилищем двигателя приводного типа, размещенного сзади тумбы. Включается данный электрический двигатель (а также выключается) реверсивной кнопкой, находящейся на передней стороне тумбы.
- Станина. Монтируется на описанные тумбы, соединяет воедино все составные части агрегата для выполнения токарных работ, располагает призматическими направляющими (по задней происходит передвижение задней бабки, по передней – каретки). Форма станины – коробчатая, предусмотрено наличие окон. В передней части описываемого узла располагается рейка и ходовой винт.
- КП (коробка подач). Инструкция к станку указывает на то, что КП обеспечивается вращением через механизм шестеренной передачи от коробки скоростей. При помощи рукоятки на крышке КП можно выбирать требуемые подачи и резьбы, которыми располагает школьный станок. Рядом находится и другая рукоятка, необходимая для запуска ходового валика либо винта. Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате). Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.
- Передняя и задняя бабка. При помощи соединительных изделий (две пары винтов и гаек) передняя бабка монтируется в горизонтальной плоскости по линии станочных центров. Находится она в станине (слева), выполняет функцию сообщения движения (вращательного) и крепления обрабатываемого изделия. Кстати, в описываемом станке коробка скоростей и передняя бабка – это один и тот же узел, внутри которого имеется несколько валов, блок-шестерня, блочные шестерни и шестерни неподвижного типа. Задняя бабка нужна для фиксации используемых при работе приспособлений, а также вращающегося или упорного центра.
- Шпиндель. Этот элемент находится в передней бабке, посредством патрона с тремя кулачками они вращает изделие, которое подвергается резке. Шпиндель имеет две шейки (задняя вращается в подшипнике радиальной конструкции, передняя – в подшипнике упорно-радиального вида).
- Передаточное устройство. Его характеристики стандартны и неизменны (ТВ 4 поставлялся без сменных шестерен, поэтому его передаточное отношение одно – 1 к 4).
- Электрооборудование. Технический паспорт перечисляет все элементы электрического оснащения станка – асинхронный короткозамкнутый двигатель, подключаемый к трехфазной сети, набор плавких вставок, электрощит, трансформатор локального источника света, кнопочная станция, смонтированная на магнитном пускателе, переключатели для запуска электрооборудования и локального освещения.
3 Простейшая модернизация токарно-винторезной установки
Рассматриваемый школьный станок при желании можно сделать более мощным и эффективным в работе. Но, конечно же, в условиях школьных мастерских его модернизация силами учащихся и их преподавателей преследовала совсем иную цель, которая заключалась в повышении безопасности эксплуатации агрегата.

Суть в том, что на ТВ 4 отсутствуют специальные ограждения, выполняющие защитную функцию (на более поздних школьных агрегатах, например, на станке ТВ-6, они уже устанавливались на заводе). Именно такие дополнительные ограждения обычно и делали школьники своими собственными силами. Они брали 4–6-миллиметровое оргстекло, вырезали из него стойку и смотровое окошко. Соединяли эти элементы при помощи 20–30-сантиметровой рояльной петли, располагая окно таким образом, чтобы его вращение было ограниченным в сторону участка выполнения токарных работ. При такой элементарной компоновке нет необходимости делать упоры для фиксации смотрового окошка.
Полученную защитную конструкцию крепили к каретке, используя стандартные кронштейны. Один вставлялся в поперечные салазки, другой – в отверстие от ограждения (естественно, места крепления нужно было просверлить дополнительно). Подобная защита значительно увеличивает безопасность школьников, работающих на ТВ 4. Причем паспорт на станок позволял производить подобные его улучшения.
tutmet.ru
Токарный школьный станок ТВ 4: техническая характеристики, устройство, схема
Ростовским комбинатом учебного оборудования начал выпускаться токарный школьный станок ТВ 4 еще в начале 1970-х годов. И по сей день он используется для обучения школьников и студентов, а также нередко встречается в личных мастерских и мелких предприятиях. Это универсальное устройство имеет много положительных отзывов пользователей и подходит для хобби. Оно позволяет выполнять такие виды работ, как:
- точение поверхностей цилиндров и конусов – внутренних и внешних;
- обработка торцов;
- нарезка резьбы резцом или метчиком;
- отрезка;
- высверливание отверстий.
Работа агрегата осуществляется путем вращения болванки в патроне или центрах. Основной рабочий вал устройства осуществляет вращение за счет ременной передачи, получаемой от электрического двигателя. При выполнении токарных операций резцы подводятся к обрабатываемой болванке благодаря второстепенному движению подачи.
Токарный станок ТВ 4 и его устройство
Устройство состоит из нескольких элементов, среди которых:
- Задняя опора с размещенным в ней электрическим оборудованием.
- Передняя опора с размещенным в ней электрическим двигателем.
- Устойчивая основа устройства, размещенная на двух опорах, на чьей передней части располагается рейка и подвижный винт.
- Коробка подач задает величину подачи при нарезке резьб, что позволяет получить необходимый шаг. Чтобы коробка стабильно функционировала, необходимо следить за наличием смазки в специальном корыте.
- Узлы агрегата. Передний узел обеспечивает соединение между механизмами вращения и обрабатываемой болванкой. В заднем узле крепится другой конец обрабатываемой болванки.
- Основной рабочий вал (шпиндель) расположен в переднем узле. Вращает обрабатываемую болванку, за счет трехкулачкового патрона, и имеет 6 величин оборотов.
- Электрооборудование, к которому относятся: трансформатор освещения, плавкие предохранители, двигатель и электрический щит.

Органы управления
- установка оборотов вала производится двумя ручками, располагающихся на переднем узле;
- направление подач для нарезки резьб производится рукоятью, расположенной на переднем узле;
- скорости подач и шаги резьб устанавливается при помощи ручки, расположенной на переднем узле;
- ходовой вал переключается рукоятью, находящейся на переднем узле;
- ручное передвижение каретки в осевом направлении производится при помощи маховика, расположенного на фартуке;
- реечное зубчатое колесо включается кнопкой, расположенной на фартуке;
- осевая подача суппорта включается рукоятью, расположенной на фартуке;
- гайка ходового винта запускается рукоятью, расположенной на фартуке;
- ручное передвижение поперечных салазок производится при помощи ручки, расположенной на фартуке;
- резцедержатель закрепляется при помощи ручки, расположенной на фартуке;
- пиноль заднего узла фиксируется ручкой, расположенной на заднем узле;
- продольное перемещение пиноли осуществляется при помощи маховика, расположенного на заднем узле;
- трансформатор освещения расположен на задней тумбе устройства;
- местное освещение включается и выключается при помощи переключателя, расположенного на задней тумбе;
- предохранительная колодка располагается на задней тумбе;
- магнитный пускатель располагается на задней тумбе;
- реверсивный запуск станка производится при помощи кнопки, расположенной на передней тумбе;
- светильник располагается на переднем узле;
- установка заднего узла к направляющим производится при помощи ручки, расположенной на заднем узле;
- выключатель сети располагается на задней тумбе;
- защитный элемент располагается на фартуке.
Основные элементы конструкции
- Коробка подач – при помощи гитары сменных шестерней коробка получает вращательное воздействие, а ее устройство обеспечивает нарезку резьб разных шагов. Рукоятью производится запуск ходового вала или винта. Шестерня, перемещаясь, выходит из зацепления с другой шестерней и зацепляется с муфтой, передающей вращение на вал. Запуск винта и вала в одно время конструкцией исключен.
- Передний узел – иначе называемый коробкой скоростей, узел находится с левой стороны агрегата. Основной вал вращается под воздействием электродвигателя при помощи клиновременной передачи. В переднем узле расположен патрон, фиксирующий обрабатываемую болванку. Вращение передается через неподвижное цилиндрическое зубчатое колесо, находящееся на валу, на вал с блок-шестерней и неподвижным зубчатым колесом. Рукоятками перемещаются подвижные зубчатые колеса, находящиеся на другом валу, которые зацепляются с другими шестернями, передавая вращение шпинделю.
- Гитара – данный элемент передает вращение с основного вала коробки скоростей на коробку подач и состоит из шестерней, находящихся на кронштейне.
- Фартук – производит перпендикулярную подачу суппорта ходовым валом и осевую – ходовым винтом (механическую или ручную). Ручная подача производится маховиком. На валу располагается зубчатое колесо, которое зацепляется с реечной шестерней, расположенной на валике и установленной на станине.
- Суппорт – элемент перемещает резцы при помощи 4 кареток (перемещающейся по направляющим основы; перемещающийся по перпендикулярным направляющим и перемещающий резец в поперечном направлении; поворачивающийся в обе стороны от центрального положения; перемещающаяся в осевом направлении по направляющим каретки, в которой закреплен резцедержатель).
- Задний узел – поддерживает второй конец обрабатываемой болванки. Корпус узла располагается на, перемещающейся по направляющим станины, основе. Внутри находится пиноль, чье передвижение в осевом направлении осуществляется маховиком.
Технические характеристики
Учебный токарно-винторезный станок ТВ 4 по паспорту имеет следующие параметры:
- диаметр обрабатываемой болванки – 20 см;
- диаметр точения над суппортом – 12,5 см;
- диаметр обрабатываемого прута – 1,5 см;
- расстояние между центрами – 35 см;
- длина обтачивания – 30 см;
- число оборотов шпинделя – 120-170 об/мин;
- продольные подачи – 0.08-0,012 мм/об;
- метрический шаг нарезаемой резьбы – 0,8;1;1,25;
- диаметр отверстия – 1,6 см;
- габариты – 110х47х102 см;
- вес – 280 кг.
Видео: обзор токарного станка ТВ 4.
metmastanki.ru
устройство, технические характеристики, описание и отзывы
Практические занятия являются залогом успешного образования специалиста. Нельзя стать настоящим токарем, только лишь изучая теорию по учебникам. Здесь необходимо в первую очередь научиться работать за станком. С этой целью еще в 80-х прошлого века было начато производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебно-станочного оборудования. Данный станок изготавливали для обучения азам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Назначение
Токарный станок ТВ-6 разрабатывался для обучения азам токарного дела. Поэтому никаких заоблачных характеристик от него ждать не нужно. Станок подходит для выполнения наиболее простых операций:
- Подготовка отверстий.
- Обрезка торцов.
- Отрезка части заготовки.
- Выполнение метрической резьбы.
- Расточка деталей, имеющих цилиндрическую (коническую) форму.

Токарный станок ТВ-6 («школьник», как его еще называют) может работать только с цветными металлами и сталью. Такой выбор объясняется тем, что материал во время обработки не должен выделять летучие соединения и пыль, оказывающие пагубное воздействие на окружающих.
Основные характеристики
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина – 47 см, высота – 110 см. Благодаря этому станок прекрасно вписывается даже в небольшие мастерские.
Результатом небольших габаритов являются небольшие размеры деталей, которые могут обрабатываться на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом протачивание возможно на промежутке, длина которого не больше 30 см. Если говорить о высоте, то над станиной могут обрабатываться детали с диаметром до 20 см. Над суппортом это значение составляет всего 8 сантиметров.
Главные характеристики в сравнении с показателями других агрегатов можно увидеть на фотографии ниже.
Устройство токарного станка ТВ-6
Лучше понять возможности аппарата поможет понимание того, из каких узлов и механизмов состоит агрегат. Ведь именно конструкция обеспечивает указанные технические характеристики.
Конструкция представлена следующими основными механизмами:
- Тумба (условно разделена на две части).
- Экран для обеспечения безопасности.
- Коробка передач.
- Бабка (также условно выделяют переднюю и заднюю).
- Электрический двигатель.
Коробка скоростей с 6 ступенями является передним узлом. К ней присоединен вал, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения держателя резцов изменяется за счет специального механизма, установленного в коробке. Регулируется это с помощью рукояти. При ее повороте шестерня передвигается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе участвует блок шестеренок. Если же зубчатое колесо передвигается в правое положение, происходит вращение в обратную сторону. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия при помощи сверла.
Разберем устройство токарно-винторезного станка ТВ-6 более подробно. Для этого рассмотрим основные его механизмы и узлы (их принцип действия и устройство) отдельно.
Тумба
Конструкция токарного станка разделяет тумбу на две части: переднюю и заднюю. Они имеют схожее, но неодинаковое устройство.
Передняя тумба собрана в форме буквы «П». Чтобы конструкция была более прочной, снизу и сверху монтированы ребра жесткости. Сзади тумбы размещен двигатель. Включается (выключается) он нажатием кнопки, которая находится спереди тумбы.
Отличием задней тумбы является то, что ее конструкция вместо двигателя включает электрический щиток.
Гитара и коробка передач
Гитарой называют передаточный механизм зубчатых колес. Она необходима для передачи движения от главного вала непосредственно к коробке. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, которое равно одной четвертой.
Гитара передает вращение на коробку передач. Она, в свою очередь, состоит из следующих деталей:
- Шестеренки (5 шт. с разными характеристиками).
- Блок-шестерня.
- Сливная пробка.
- Ходовой валик.
- Рукоять для настроек (2 шт.).
Параметры резьбы определяются за счет изменения настроек рукояти, которая размещается на лицевой стороне коробки передач. При ее вращении (а она имеет 3 положения) блок шестерня, двигающаяся по шлицам, зацепляет другую шестерню. На панели коробки находится еще одна рукоять, которая запускает ходовой валик и винт.
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.

Суппорт
Установка резцов в токарном станке по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4 салазок (кареток) резцы двигаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первой каретки.
- В осевом направлении по направляющим третьей салазки.
Каретки установлены последовательно, то есть друг на друге. Деталь закрепляется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм отжимается, и его положение закрепляется штифтом.

Бабка
Второй конец детали при обработке на токарном станке ТВ-6 фиксируется с помощью задней бабки. Она имеет основание и корпус, за счет которых крепится к направляющим станины. По ним бабка и осуществляет движение. Внутри за счет маховика двигается в продольном направлении пиноль. Во внутреннее отверстие пиноли, по форме напоминающее конус, вставляются сверла, патроны и другой инструмент.
Отзывы
Токарный станок ТВ-6 — прекрасный представитель времен Советского Союза. Изготовленный в восьмидесятых прошлого века, он встречается до сих пор. И отказываться от него многие пользователи не собираются. Это надежный, долговечный станок, качественно выполняющий свои функции.

Решаясь на покупку данной модели токарного станка, опытные пользователи советуют ответить для себя на два главных вопроса:
- Какая точность нужна.
- Какие виды работ планируется выполнять на станке.
Конечно же, современные импортные аналоги обходят станок ТВ-6 по точности. Но если нужно снять более толстый слой металла, то равных «школьнику» не найти.
Что касается второго вопроса, то не все работы станок способен выполнить. К примеру, как отмечают некоторые из пользователей, на станке не удалось заточить трубу для резцов. Для расширения функциональных возможностей понадобится набор сменных шестеренок, которые необходимы для нарезания резьбы с помощью резца. Они позволят изменить при необходимости размер шага.
Из недостатков можно назвать то, что станок работает от электрической сети с напряжением 380 В. Если дома нет силовой линии, то аппарат нужно переделывать под 220 В. Еще один минус данного токарного станка – во время работы он очень громко шумит. Но с другой стороны, если установить его на своем частном дворе, то никаких проблем с этим не будет.
Как видно, отечественный токарный станок для работы с металлом ТВ-6, который производился с целью обучения токарному мастерству, нашел свое применение и в быту. Им пользуются многие любители изготовить своими руками полезные самоделки. Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
fb.ru
ТВ-6 Станок токарно-винторезный учебный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4 — Токарно-винторезный учебный станок Ø 200, РМЦ 350 мм
- ТВ-6 — Токарно-винторезный учебный станок Ø 200, РМЦ 350 мм
- ТВ-6М — Токарно-винторезный учебный станок Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — Токарно-винторезный учебный станок Ø 220, РМЦ 330 мм
- ТВ-7М — Токарно-винторезный учебный станок Ø 220 мм, РМЦ 275 мм
- ТВ-9 — Токарно-винторезный учебный станок Ø 220 мм, РМЦ 525 мм
- ТВ-11 — Токарно-винторезный учебный станок с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш3 — Фрезерный станок небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — Фрезерный станок небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 — Сверлильный станок Ø 16
- СНВШ-1 — Сверлильный станок Ø 12
ТВ-6 (ТВ6) станок токарно-винторезный учебный. Назначение, область применения
Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Школьный токарно-винторезный станок ТВ-6 является заменил модель ТВ-4. (Смотрите статью Школьные токарные станки).
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 — Ø100 мм.
Привод станка осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Габаритные размеры рабочего пространства станка ТВ-6

Габаритные размеры рабочего пространства станка ТВ-6
Общий вид токарно-винторезного станка ТВ-6

Фото токарно-винторезного станка ТВ-6

Фото токарно-винторезного станка ТВ-6
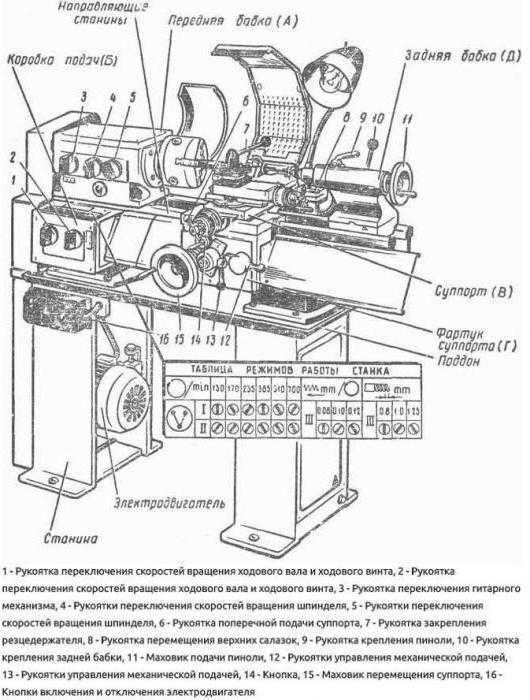
Расположение составных частей токарно-винторезного станка ТВ6
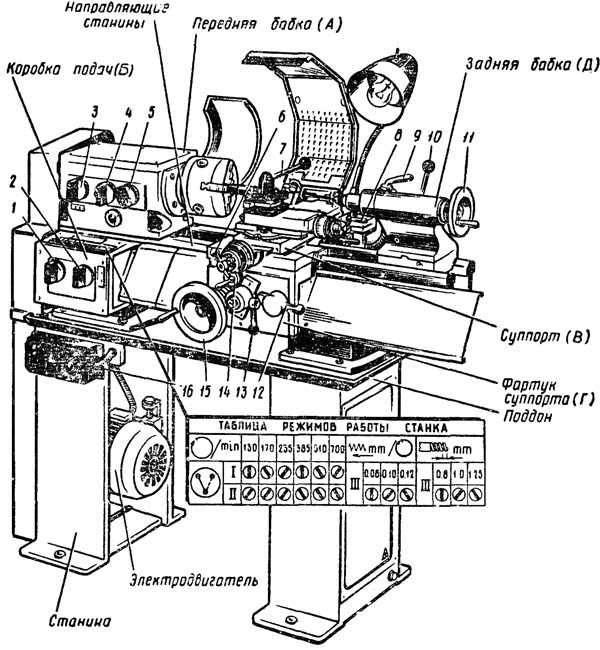
Расположение составных частей токарно-винторезного станка ТВ6
Спецификация составных частей токарно-винторезного станка ТВ6
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения гитарного механизма
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка закрепления резцедержателя
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли
- Рукоятка крепления задней бабки
- Маховик подачи пиноли
- Рукоятки управления механической подачей
- Рукоятки управления механической подачей
- Кнопка
- Маховик перемещения суппорта
- Кнопки включения и отключения электродвигателя
Расположение органов управления токарно-винторезным станком ТВ-6
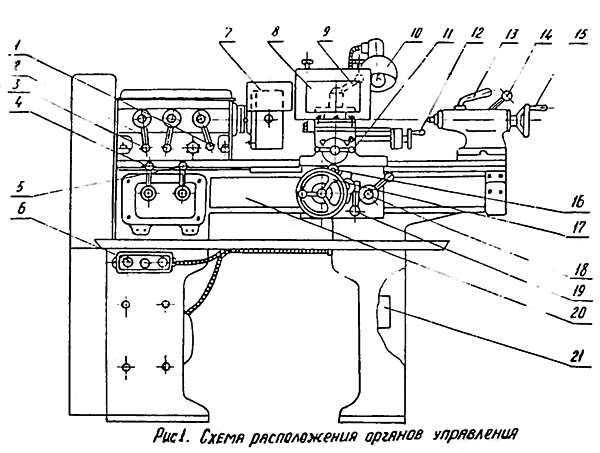
Расположение органов управления токарно-винторезным станком ТВ-6
Спецификация органов управления токарно-винторезного станка ТВ-6
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Реверсивная кнопка включения и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка крепления резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671.041-84
Схема кинематическая токарно-винторезного станка ТВ-6
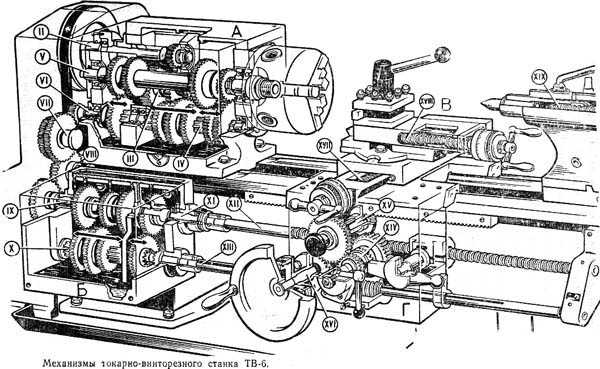
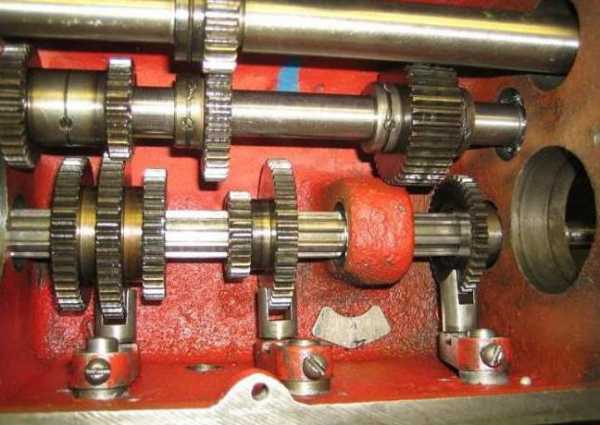
Механизмы токарно-винторезного станка ТВ-6
Механизмы токарно-винторезного станка ТВ-6. Смотреть в увеличенном масштабе
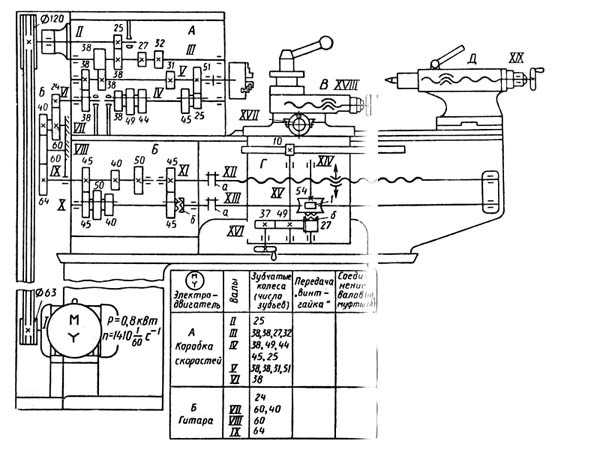
Кинематическая схема токарно-винторезного станка ТВ-6
Схема кинематическая токарно-винторезного станка ТВ-6. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка ТВ-6
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
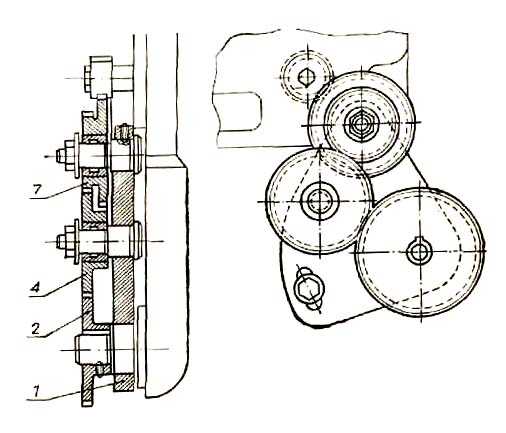
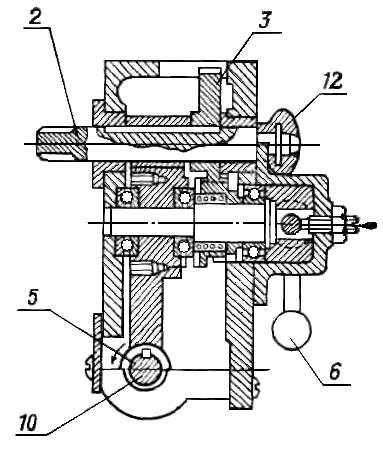
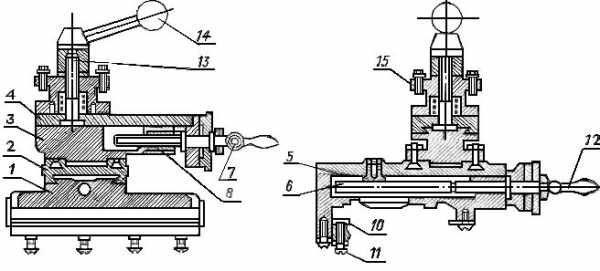
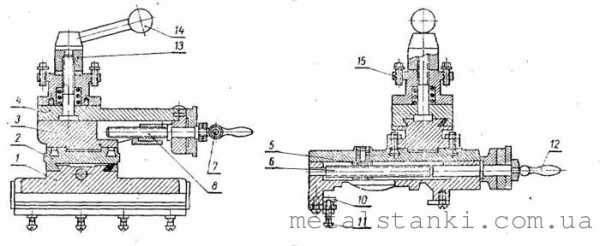
Передняя бабка токарно-винторезного станка ТВ-6

Чертеж передней бабки (коробки скоростей) токарно-винторезного станка ТВ-6

Фото передней бабки токарно-винторезного станка ТВ-6
Передаточный механизм (гитара) токарного станка ТВ-6
Передаточный механизм (гитара) токарного станка ТВ-6
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна, на котором смонтированы шестерни. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-6 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
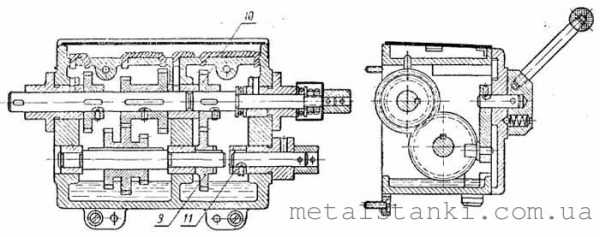
Коробка подач токарного станка ТВ-6
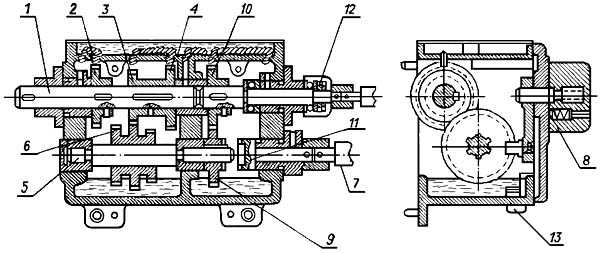
Коробка подач токарного станка ТВ-6
- вал
- шестерня
- шестерня
- шестерня
- вал
- блок-шестерня
- ходовой валик
- рукоятка
- шестерня
- шестерня
- муфта
- круглая гайка
- сливная пробка
Коробка подач получает движение от коробки скоростей через шестерни передаточного механизма (гитару).
Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25, а при установке сменных шестерен гитары — 1,5; 2,0 и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм. на один оборот шпинделя.
Необходимые резьбы в подаче устанавливаются путем поворота рукоятки, расположенной на передней крышке коробки подач. Включение ходового валика осуществляется поворотом рукоятки 5 (рис.1). В положении, указанном на рис.5 осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового валика производится поворотом рукоятки
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла. Масло на шестерни и трущиеся поверхности подается фитилями.
В работе ходовой винт не должен иметь осевого перемещения.
Для выборки люфта нужно подтянуть две круглые гайки.
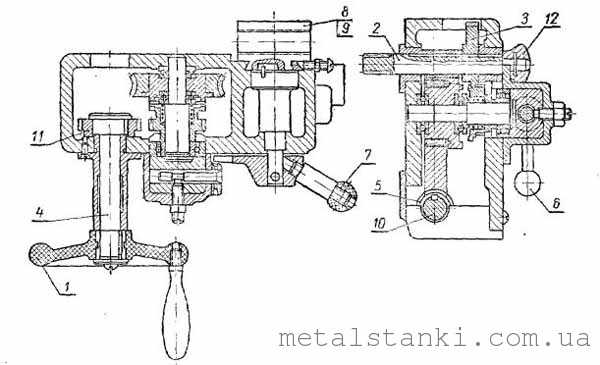
Фартук токарно-винторезного станка ТВ-6
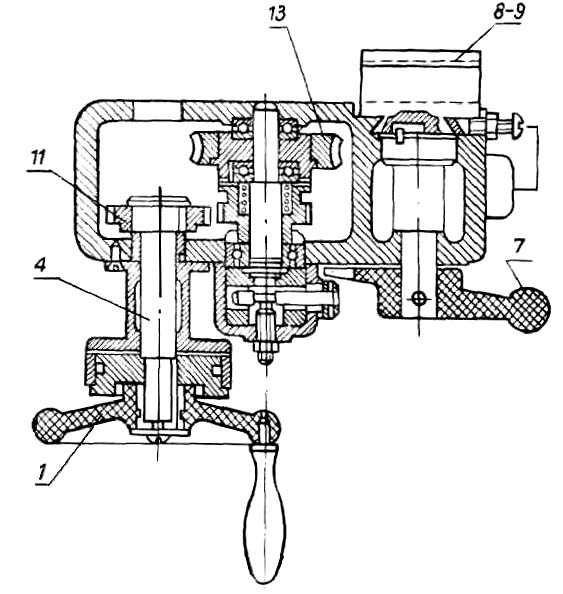
Фартук токарно-винторезного станка ТВ-6
- маховичок
- реечная шестерня
- шестерня
- вал
- червячная шестерня
- рукоятка
- рукоятка
- маточная гайка
- маточная гайка
- ходовой валик
- шестерня
- реечная шестерня
- червячная шестерня
С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передастся па реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового винта осуществляется поворотом вниз рукоятки 7, соединяющей разъемную маточную гайку 8—9 с ходовым винтом.
Реечную шестерню 2 при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки 12 на себя.
При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка 1 реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки 12 от себя.
В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку.
Суппорт токарно-винторезного станка ТВ-6
Суппорт токарно-винторезного станка ТВ-6
- каретка 1 — Каретка продольного перемещения суппорта по направляющим станины; продольные салазки; нижние салазки
- каретка 2 — Поперечная каретка; поперечные салазки
- каретка 4 — Резцовые салазки; верхние салазки; поворотные салазки
- гайка для перемещения поперечной каретки
- винт для перемещения поперечной каретки
- рукоятка для перемещения резцовых салазок
- винт для перемещения резцовых салазок
- прижимные планки
- прижимные винты
- рукоятка
- болт
- рукоятка
- винты
Суппорт предназначен для закрепления и перемещения резца, он имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ новоротной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта.
Резцедержатель закрепляется на салазке 4 болтом 13 и рукояткой 14. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки.
Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт.
В резцедержателе можно закреплять одновременно до четырех резцов. Резцы крепятся болтами 15.
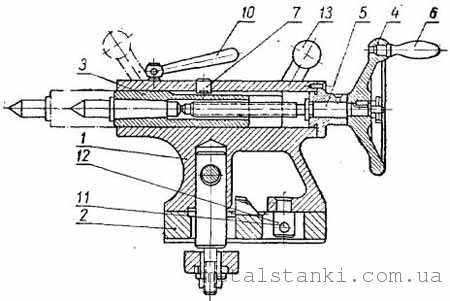
Задняя бабка токарно-винторезного станка ТВ-6
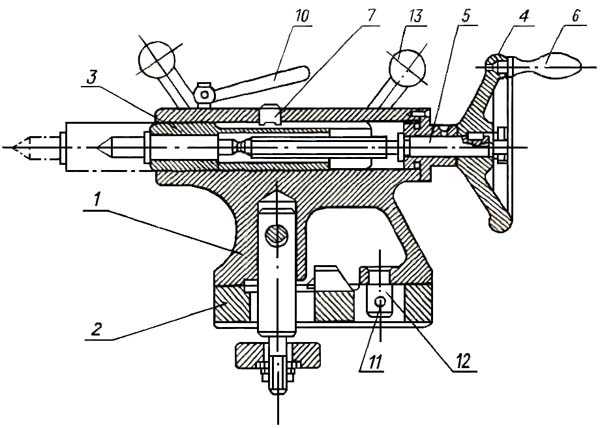
Задняя бабка токарно-винторезного станка ТВ-6
Составные части задней бабки токарно-винторезного станка ТВ-6
- литой корпус бабки
- основание бабки
- пиноль
- маховичок движения пиноли
- винт выдвижения пиноли
- рукоятка маховичка
- винт-шпонка фиксирующая пиноль от проворачивания
- рукоятка зажима пиноли
- винты для регулирования поперечного смещения бабки на станине
- гайка
- рукоятка зажима бабки на станине
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус бабки 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Для удобства вращения на маховике закреплена рукоятка 6.
Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 7. Рукоятка 8 служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны совпадать.
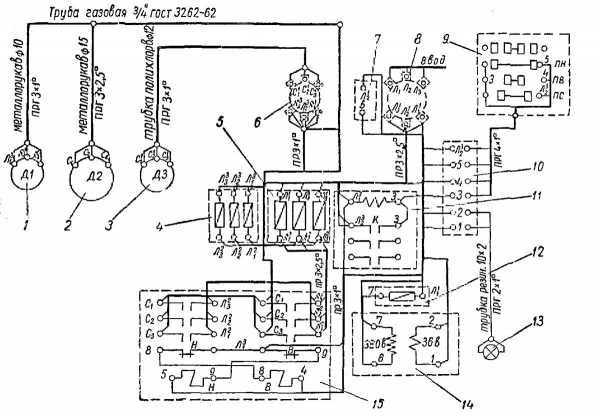
Схема электрическая токарно-винторезного станка ТВ-6

Электрическая схема токарно-винторезного станка ТВ-6
Видео токарно-винторезного станка ТВ6
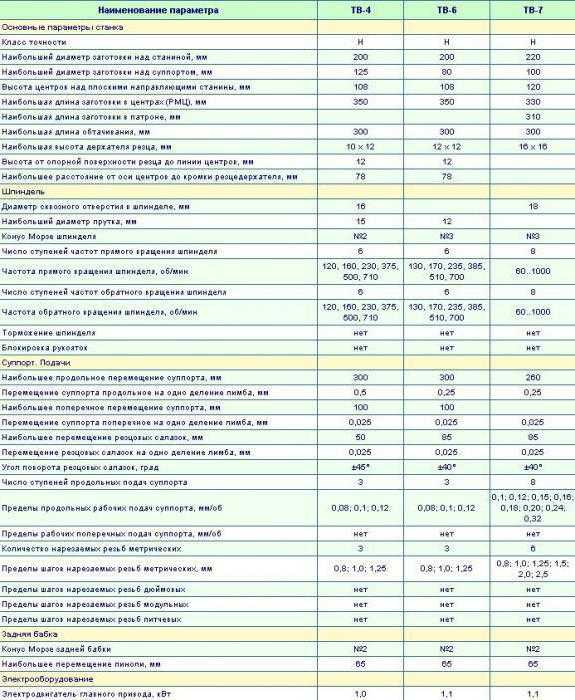
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарный школьный станок по металлу ТВ 4: устройство,характеристика,схемы
Передняя бабка токарного станка
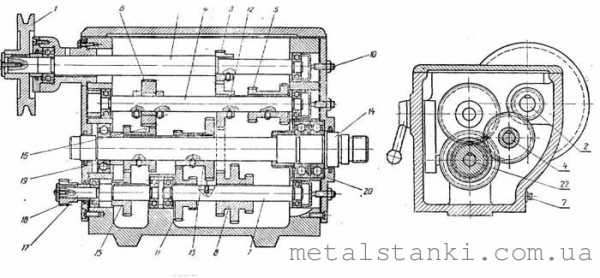
Передняя бабка токарного станка расположена с левой стороны станины. Ее еще называют коробкой скоростей.
Вращение шпинделя коробки скоростей осуществляется с помощью электродвигателя. Через клиноременную передачу и систему зубчатых зацеплений. В передней бабки крепится патрон, на котором закрепляется обрабатываемая деталь.
Внутри коробки скоростей вращательное движение передается через вал 2 и цилиндрическую шестерню 3, расположенная на валу неподвижно, на вал 4, на котором сидят блок-шестерня 5 и неподвижная шестерня 12.
На валу 7 расположены подвижные блок-шестерни 8 и 11, которые перемещаются при помощи рукояток 1 и 2.
Блочная шестерня 8 находится в зацеплении с блоком 5 или зубчатым колесом 12, тем самым передавать крутящий момент на вал 7 и блочной шестерни 13, находящаяся на шпинделе.
Шпиндель токарного станка передает крутящий момент заготовке, которая крепиться в трехкулачковом патроне или планшайбе с поводком.
Коробка подач токарного станка
Коробка подач токарного станка получает вращательное движение от коробки скоростей с помощью гитары сменных зубчатых колес.
Механизм коробки подач позволяет нарезать метрическую резьбу с различным шагом.
Включение ходового винта или вала осуществляется с помощью рукоятки 5. При перемещении шестерни 9, она выйдет из зацепления с зубчатым колесом 10 и войдет в зацепление с муфтой 11, которая передает крутящий момент на ходовой валик. В конструкции исключается возможность одновременного включение ходового вал и винта.
Гитара токарного станка ТВ 4

Гитара токарного станка предназначена для передачи крутящего момента с шпинделя коробки скоростей на коробку подач. Гитара сменных зубчатых колес состоит из кронштейна 1, на котором расположены шестерни 2, 4, 7.
Передаточное отношение гитары токарного станка ТВ 4 составляет ¼.
Суппорт токарного станка ТВ 4
Суппорт токарного станка ТВ 4 предназначен для перемещения режущего инструмента. На суппорте расположены 4 каретки:
- 1-я каретка перемещается по направляющим станины;
- 2-я перемещается по поперечным направляющим каретки 1, поперечно перемещая режущий инструмент;
- 3-я поворачивается на 45 градусов от среднего положения в обе стороны;
- 4-я каретка, несущая резцедержатель и перемещается в продольном направлении по направляющим каретки 3.
Фартук токарного станка ТВ 4
Фартук токарного станка ТВ 4 осуществляет как механическую, так и ручную продольную подачу (S) суппорта при помощи ходового вала и продольную — ходовым винтом.
Вращением маховика 1 осуществляется ручная подача ходового вала, насаженного на вал 4, на котором расположена шестерня 11.Шестерня 11 входит в зацепление с зубчатым колесом 3, сидящий на валике с реечной шестерней 2.Шестерня 2 входит в зацепление с рейкой, которая жестко прикрепленная к станине.
Подача осуществляется ходовым винтом, путем поворота вниз ручки 7, соединяющей маточную гайку 8 и 9 с винтом.
Задняя бабка токарного станка
Задняя бабка токарного станка предназначена для поддержания с помощью центра второго конца заготовки.
Корпус задней баки расположен на основании 2, который перемещается по направляющим станины.
В корпусе расположен пиноль, перемещающийся в продольном направлении. Перемещение пиноли задней бабки осуществляется маховиком 4, вращающий винт 5. Чтобы пиноль при перемещении не проворачивался, она имеет шпоночное соединение, состоящие с винт-шпонки 7.
При помощи рукоятки 10 осуществляется зажим пиноли в корпусе задней бабки
Техническая характеристика токарно-винторезного станка по металлу ТВ 4
| Основные параметры | ТВ 4 |
|---|---|
| Наибольший диаметр изделия, мм | 200 |
Наибольший диаметр точения над нижней частью суппорта,мм | 125 |
Наибольший диаметр обрабатываемого прутка, мм | 15 |
| Расстояние между центрами,мм | 350 |
| Наибольшая длина обтачивания,мм | 300 |
| Пределы чисел оборотов шпинделя в минуту | 120-710 |
| Пределы продольных подач,мм/об | 0,08-0,012 |
| Нарезаемые резьбы: | |
| Метрическая шагом,мм | 0,8;1;1,25 |
| Диаметр отверстия в шпинделе,мм | 16 |
| Габариты станка | 1100х470х1020 |
| Вес станка,кг | 280 |
Нужна автотехника МАЗ? Автокраны, тягачи, строительная и комунальная техника заказывайте у официального дилера на http://www.ukreuromaz.com/.
www.metalstanki.com.ua
Токарные станки | tutmet.ru
Читать Токарные станки Характеристики 1К62 – особенности станка в цифрахТокарно-винторезный станок 1К62 в СССР являлся самым распространенным металлообрабатывающим агрегатом….
Читать Токарные станки 1М63 – солидный инструмент для токаря и мастера резьбыТокарно-винторезный станок 1М63 всего через пару лет отметит свое пятидесятилетие….
Читать Токарные станки Школьный токарный станок – почему он популярен не только на уроках труда?Школьный, хорошо известный многим мальчишкам токарный станок по металлу нашел…
Читать Токарные станки Токарный мини-станок – незаменимое оборудование для миниатюрной обработкиТокарный мини-станок – отличная альтернатива мощному промышленному оборудованию, когда требуется…
Читать Токарные станки ДИП-500 – токарно-винторезный станок для единичных работТокарно-винторезный станок ДИП-500 начал выпускаться в 1950-х годах на станкостроительном…
Читать Токарные станки Токарный станок JET BD-7 – настольный агрегат для бытового использованияТокарный станок JET BD-7 по своему эксплуатационному потенциалу, техническим и…
Читать Токарные станки Приспособления для токарного станка – как сделать агрегат более функциональным?Разные приспособления для токарных станков, известные в настоящее время, позволяют…
Читать Токарные станки ИЖ-250 – легендарный токарный станок ИжмашаСтанок ИЖ-250 выпускался Ижмашем в разных модификациях для малых и…
Читать Токарные станки Корвет 403 – функциональный токарный станок для любителей и профессионаловСтанок Корвет 403 дает возможность при помощи резцов производить обработку…
Читать Токарные станки TRENS SE 320 и другие станки известного европейского производителяСтанки TRENS SBL 300, SN 500, SE 320 и SBL…
tutmet.ru
Школьные токарные станки
Среди всего разнообразия учебных дисциплин отдельным блоком стоит трудовое воспитание. Именно трудовое воспитание прививает юношам желание выполнять тяжелую мужскую работу. Из множества навыков, получаемых на дисциплине трудового воспитания, стоит выделить раздел знакомства и работы на школьных токарных станках. Работа на станках формирует четкое понятие относительно сложности и важности такого вида труда, а также способствует более осмысленному выбору дальнейшей профессии.
Школьный токарный станок по металлу является уменьшенной копией обычного промышленного оборудования, однако, значительно меньшей мощности. Габариты и диаметр, возможных к обработке заготовок, также пропорционально уменьшены.
Устройство школьного токарного станка рассмотрим на примере установки ТВ-4. Его основные узлы аналогичны промышленным станкам. Станина играет роль основания для жесткой установки неподвижных узлов. Перемещение подвижных узлов происходит по специальным стальным направляющим. В передней бабке установлен шпиндель с патроном и обрабатываемой заготовкой.
Задняя бабка является опорой длинных заготовок или местом крепления неподвижного режущего инструмента. Суппорт также является узлом крепления режущего инструмента, однако, в отличие от задней бабки, имеет две степени свободы. Перемещение суппорта может осуществляться автоматически посредством ходового вала.
Скорость перемещения суппорта регулируется коробкой подач. Суппорт школьного токарного станка по металлу состоит из каретки, поперечных и верхних салазок и винта ручной поперечной подачи. Также на суппорте установлен резцедержатель с режущим инструментом. На суппорте находится лимб, поверхность которого размечена на определенные части. При повороте винта на определенное значение лимба можно регулировать толщину снимаемого материала.
Для точения применяют токарные стандартные токарные резцы из быстрорежущей стали или твердосплавных материалов.
Работы на школьном токарном станке необходимо производить только после прохождения инструктажа по технике безопасности. Преподаватель обязан постоянно проверять работоспособность парка станков во избежание их выхода из строя. Выход из строя такого оборудования может привести к травмированию учеников. Обязательно используйте все необходимые защитные устройства и экипировку.
omashinostroenie.com