
Станки слесарные – , —
2.4. Слесарный инструмент, приспособления и станки. Слесарное дело: Практическое пособие для слесаря
2.4. Слесарный инструмент, приспособления и станки
К слесарным инструментам относятся: зубило, крейц-мейсель, ка-навочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный для труб, крюковый для труб, цепной трубный, разного рода щипцы, плоскогубцы, круглозубцы, дрели ручные и верстачные, сверла, развертки, метчики слесарные, плашки, слесарные ручные тиски, отвертки, струбцины, захваты, плита для гибки труб, труборез, ручные ножницы для жести, оправка с клинком для разрезания материала, воротки и оправки для плашек, шаберы и инструменты для наведения декоративного рисунка, плита для притирки и притиры, паяльники, паяльная лампа, пневматический молоток, съемник для подшипников, плита для разметки, разметочный инструмент и винтовые хомуты.
К основным станкам, вспомогательному оборудованию и приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный горн с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и отходов, а также материалы для чистки.
Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски.
Слесарные верстаки могут быть разной конструкции, одно– и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками.
Одноместный слесарный верстак имеет обычно следующие размеры: длина 1200 мм, ширина 800 мм, высота 800–900 мм.
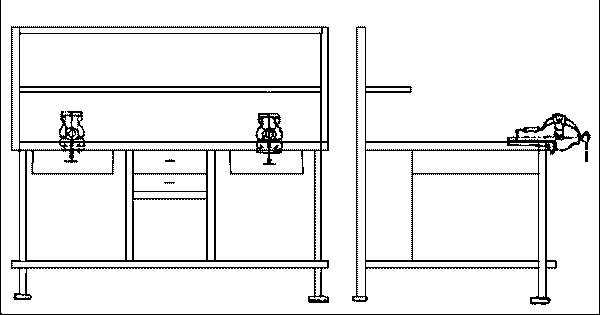
Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола составляет 3000–3200 мм. Расстояние между осями тисков на двух– или многоместных верстаках составляет 1250–1500 мм.
Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должен быть установлен вблизи окон таким образом, чтобы естественное освещение (через окна) падало прямо или под углом с левой стороны от рабочего места.
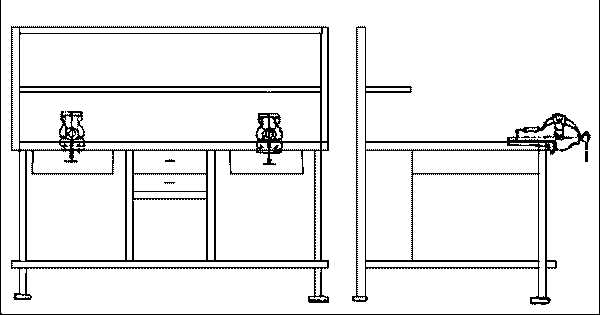
Рис. 4. Верстак слесарный двухместный
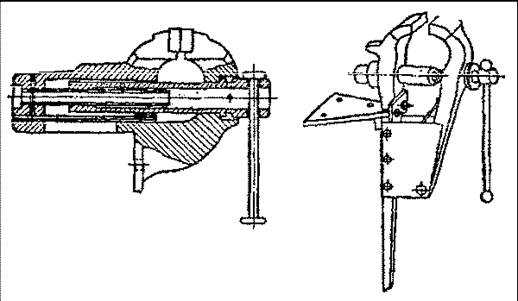
Слесарные тиски по конструктивному исполнению разделяют на параллельные с подвижной задней или передней щекой и стуловые (рис 5).
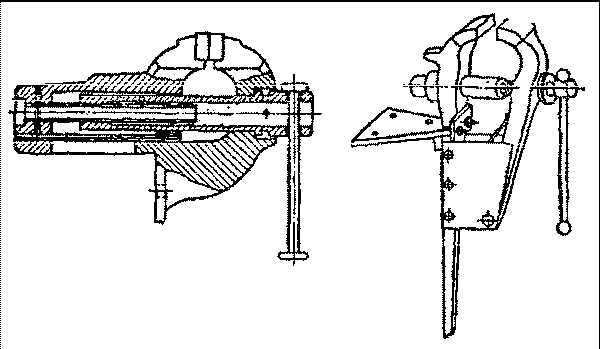
Рис. 5. Слесарные тиски:
а – параллельные; б – стуловые
К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек.
Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают.Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла.
Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки.
Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков.
Слесарные параллельные стационарные тиски имеют ширину щек в пределах 60–140 мм, расстояние, на которое расходятся щеки – от 45 до 180 мм, вес – от 3 до 40 кг.
Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков.
Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах.
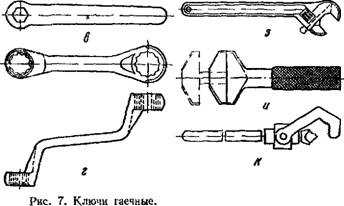
Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.
Рис. 6. Винтовые слесарные зажимы
Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
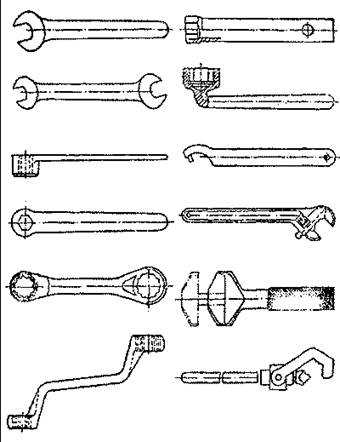
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж).
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7, к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
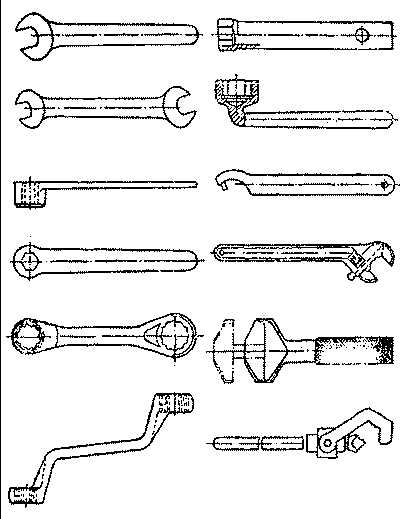
Рис. 7. Ключи гаечные
Щипцы служат для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также удерживать детали при обработке и сборке, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают следующие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
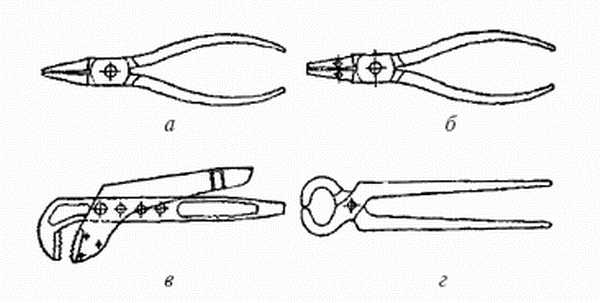
Рис. 8. Слесарные щипцы
Съемник – это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющей плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой.
Слесарная ручная щековая таль относится к слесарному вспомогательному оборудованию и используется для подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сбороч-ных работах. Грузоподъемность талей – до 1,5 т.
На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей.
Вспомогательные инструменты и материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
Поделитесь на страничкеhobby.wikireading.ru
СЛЕСАРНЫЙ ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЯ И СТАНКИ
СЛЕСАРНОЕ ДЕЛО
И приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный гори с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и для отходов, а также материалы для чистки.
26. Назвать вспомогательные слесарные инструменты и вспомогательные материалы.
Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеоа стальные — цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски.
27. Назвать виды слесарных верстаков.
Различают слесарные верстаки одно — и двухместные, постоянные и передвижные.
Слесарные верстаки могут бить разной конструкции, при этом они могут быть выполнены из древесины или металла, либо комбинированные — из древесины и металла. Плита слесарного верстака всегда изготовлена из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента, являющегося личным инструментом слесаря. В зависимости от конструкции стола с правой (или левой) стороны ящика находится шкафчик с полочками.
Слесарный одноместный верстак имеет такие размеры: длина I — 1200 мм, ширина s — 800 мм, высота h — 800— 900 мм.
Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола I составляет 3000—3200 мм. Расстояние а между осями тисков на двух- или многоместных верстаках составляет 1250—1500 мм.
28. В каком месте слесарного участка должен находиться слесарный верстак? 25
Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должей быть установлен вблизи окон таким образом, чтобы естественное освещение
Рис. 4. Верстак слесарный двухместный,
(через окна) падало прямо или под углом с левой стороны от рабочего места.
29, Назвать виды тисков.
Рис. 5. Тиски: а — параллельные; б — стуловые |
По конструктивным особенностям различают параллельные слесарные тиски с подвижной задней или передней щекой (рис. 5, а) и стуловые тиски (рис. 5, б). К группе слесарных параллельных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек. В параллельных слесарных тисках щеки расходятся параллельно и охва — тываюг предмет всей поверхностью, щеки стуловых тисков расходятся под углом и предмет закреплен только нижней поверхностью щек.
30. Из каких материалов изготовляют стуловые тиски?
Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже — в слесарном. Слесарные параллельные тиски изютовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают.
31. Для каких видов работ используют параллельные тиски?
Параллельные тиски используют в основном для слесарных работ. Служат они для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов.
Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла.
32. Из каких деталей состоят параллельные тиски?
Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта.
Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека имеет втулку с нарезанной внтри резьбой.
Вннт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверст ие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек.
На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
33. Из каких деталей состоят стуловые тиски? 37
Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для закрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки.
34. Что определяет величину тисков?
Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков.
35. Назвать размеры и вес слесарных параллельных стационарных тисков.
Слесарные параллельные стационарные тиски имеют ширину щек в пределах 60—140 мм, расстояние, на которое расходятся щеки — от 45 до 180 мм, вес — от 3 до 40 кг.
36 Для какой цели служат боковые накладки на губках щек тисков?
Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предмегов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков.
37. Что такое винтовой зажим и для чего он служит?
Винтовой зажим (струбцина) — это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения.
Характерным для всех зажимов является то, что зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6).
В зависимости от характера операций (обработки, сборки) они выполняют роль или основного зажима, или допол — 28 нительного при обработке детали в тисках. Используются при мелких слесарных работах.
38. Рассказать о назначении и видах гаечных ключей.
Ключи служат для завертывания и отвертывания гаек и болтов, а также для того, чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.
Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универ*
|
Сальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж). 29
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7, к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
39. Назвать виды слесарных щипцов и их назначение.
Щипцы служзт для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также
Г
Рис, 8. Слесарные щипцы:
А ^-обычные плоские; б круглозубцы; в — регулируемые изогнутые!
Е-*- клещи.
Удерживать при обработке и сборке детали, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают такие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис 8, 6) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
40. Дтя какой цели служит съемник и из каких частей он состоит?
Съемник — это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющих плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой.
41. Для чего служит ручная слесарная щековая таль?
Слесарная ручная щековая таль отнссится к слесарному вспомогательному оборудованию и используется для
подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сборочных работах. Грузоподъемность до 1,5 т.
42. Для чего служит поперечно-строгальный станок?
На слесарном участке на строгальном станке выполняется черновая обработка плоских поверхностей изделия с целью сокращения до минимума ручной обработки этих поверхностей напильником.
43. Описать поперечно-строгальный станок.
Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы, сообщающие движение. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конпе ползуна находится поворотная головка суппорта с державкой дня прогальною резиа. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей.
44. Для какой цели служат вспомогательные инструменты и материалы в слесарном деле?
Вспомогательные материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхности предметов или инструментов, для их консервации, смажн, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
262. Что такое пайка? Пайка — это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления …
4. Что такое шероховатость поверхности? Поверхности всех деталей после механической обработки не являются идеально гладкими, так как режущие кромки инструмента оставляют на поверхности следы в виде определенных неровностей и гребешков …
1. Что ты знаешь о слесарном деле? Слесарное дело — это ремесло — умение обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и другого …
msd.com.ua
Металлообработка — оборудование для слесарного цеха
Научно — технический прогресс не стоит на месте, улучшается вид изготавливаемых деталей, но за счет этого происходит усложнение машин. Если вы задались целью организовать цех, который бы производил обработку деталей, то вам просто необходимо учесть три основные фазы: заготовительную, обрабатывающую и сборную. Самая основная фаза – это обрабатывающая, поэтому мы попытаемся проанализировать оборудование необходимое для точной и чистой обработки деталей.

Токарные станки
Механическая обработка составляет примерно 60 % от общей обработки. Основная разновидность механической обработки – это токарные работы, к ним относят резку, подрезание, растачивание и обтачивание. С помощью токарной обработки с металла срезают все лишние слоя, для того чтобы придать ему желанную форму и размер. Чтобы организовать токарный участок цеха, необходимо проанализировать основные виды токарных станков. Револьверные станки имеют специальную головку, в которую монтируются различные режущие насадки, это могут быть, сверла, зенкеры, развертки, резцы. Такой станок предназначен для серийной обработки пруткового металла.
Токарно – винторезные станки предназначены для нарезания резьбы на деталях, с помощью увеличения или уменьшения скорости достигается повышение точности резьбы. Лобовые и карусельные металлообрабатывающие станки применяются для изготовления маховиков, шкивов и зубчатых колес, но стоит отметить то, что такие станки используются очень редко, особенно в большом производстве, это происходит из – за того, что они имеют низкую точность обработки. Наиболее выгодно, использование токарного автомата или полуавтомата, поскольку весь цикл обработки детали ведется автоматически и без участия рабочего. Использование таких станков позволяет избавиться от микронеровностей и неточностей.
Фрезерные станки
Фрезерные станки предназначены для обработки внешних и внутренних поверхностей деталей, с их помощью можно производить вырезание канав и пазов различных размеров и диаметров. Фрезер закрепляется в шпиндель и посредством создания вращательных движений обрабатывает заготовку. Фрезерные станки, так же как и токарные бывают нескольких видов.
Универсально – фрезерный станок применяется для обработки поверхностей легких и небольших деталей, стол такого станка перемещается под разными углами, непосредственно к оси. Горизонтально – фрезерный станок отличается от предыдущего тем, что в нем нет поворотного устройства, он может перемещаться только горизонтально оси шпинделя. Широкоуниверсальный фрезерный станок оснащен еще одной шпиндельной головкой, благодаря чему можно производить обработку не только фрезером, но и параллельно выполнять расточку и сверление. Вертикальный консольно-фрезерный станок имеет вертикальный шпиндель, что значительно расширяет его технологические возможности.
Продольно-фрезерный станок, применяется для обработки крупногабаритных деталей, на такой станок можно установить сразу четыре шпинделя. Если вам необходимо строгое соблюдение размеров детали, то вам нужен координатно-расточный станок, он применяется для обработки сложных элементов детали. На этих станках можно сверлить, зенкеровать и обтачивать деталь.
Шлифовальные станки
Для того, чтобы сгладить и выравнить поверхность применяются шлифовальные станки.
Бесцентрово-шлифовальные станки применяются во время обработки заготовок, которые не имеют центральных отверстий, а так же для обработки длинных заготовок небольшого диаметра. Круглошлифовальные станки применяются во время шлифовки наружных прерывистых и гладких поверхностей. Плоскошлифовальные станки используют способ поперечной шлифовки, как правило, круговой и продольной подачи. Станок работает за счет вращения шлифовального круга. Специализированные шлифовальные станки применяют для создания заготовок заданной формы. Резка ленточнопильным станком, является одним из высокоточных способов создания уголков, труб, металлических кругов и квадратов.
Режущий инструмент ( пила) может резать металл, как по одноколонному, так и по двухколонному принципу. Если вам нужно распилить очень прочный металл, то для этих целей используется биметаллическая пила. До недавнего времени процесс слесарных работ полностью зависел от ручного труда, но на смену ему пришла автоматизация. Под слесарными работами понимают резку металла, опиливание, лужение, паяние, рубку металла зубилом, нарезание резьбы, шабрение. Под каждый вид деятельности станок подбирается из соображения индивидуальных особенностей производства.
Слесарные работы завершают весь процесс обработки деталей и являются промежуточным звеном между сборкой. Какие станки установить в цеху по обработке металлических деталей, решать вам, но теперь вы сможете это сделать более грамотно и подогнать необходимый набор под свое производство. Если вы всерьез решили купить станок, то необязательно рассматривать только новые модели, ведь старые стоят дешевле и до сих пор пользуются не малым спросом.
promplace.ru
Слесарный инструмент, станки и оборудование- статьи компании ПромСнабКомплект
2011-11-07

К слесарным инструментам относят: ключи гаечные – двусторонние с открытым зевом (КГД), кольцевые двусторонние коленчатые (КГН), односторонние укороченные с открытым зевом (КГО), односторонние с открытым зевом ударные (КГОУ), кольцевой двусторонний с изогнутой головкой (КГКИ), кольцевой двусторонний прямой (КГКП), кольцевой односторонний (КГНО), кольцевой ударный (КГКУ), для круглых шлицевых гаек (КГЖ), шарнирный для круглых шлицевых гаек (КГШ), а также молотки слесарные, кернеры, выколотки, плоскогубцы, круглогубцы, пассатижи, различные отвертки, сверла по металлу, развертки, метчики, плашки, воротки и оправки для плашек, ножницы по металлу, притирочные плиты и притиры, паяльники, паяльная лампа, напильники, надфили, дрели ручные и верстачные, труборезы, разметочный инструмент, струбцины, захваты, плита для гибки труб и т.д.
Помимо слесарного инструмента в слесарной мастерской должны быть установлены станки и вспомогательное оборудование, применяемое при проведении слесарных работ: фрезерные, токарные, шлифовальные, строгальные и сверлильные станки, винтовой пресс, ручная таль, тиски слесарные настольные, кузнечный горн с наковальней и комплектом кузнечного инструмента, инструмент и оборудование для пайки, тара для готовых изделий, деталей и отходов, материалы для чистки инструмента и оборудования. К вспомогательным слесарным инструментам и приспособлениям можно отнести: материалы для чистки инструмента и оборудования, ручные щетки, металлические щетки, необходимые для чистки напильников, маркеры буквенные и стальные, мел, колодки деревянные, деревянный молоток, накладки на щеки тисков, резиновый молоток, наждачное полотно, инструмент для разметки, рашпиль для древесины, кисти, ложка для растапливания олова, тигель для растапливания легких цветных сплавов, лента изоляционная и масляная, краски, сурик.
Наша компания предлагает различные виды слесарного инструмента. Свяжитесь с нами для выполнения оптового заказа.
kampck.ru
Практическое пособие для слесаря читать онлайн бесплатно, автор на Fictionbook
1. ОБЩИЕ СВЕДЕНИЯ О СЛЕСАРНЫХ РАБОТАХ
1.1. Слесарное дело
Слесарное дело – это ремесло, состоящее в умении обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и др.). Целью слесарного дела является ручное изготовление различных деталей, выполнение ремонтных и монтажных работ.
Слесарь – это работник, выполняющий обработку металлов в холодном состоянии, сборку, монтаж, демонтаж и ремонт всевозможного рода оборудования, машин, механизмов и устройств при помощи ручного слесарного инструмента, простейших вспомогательных средств и оборудования (электрический и пневматический инструмент, простейшие станки для резки, сверления, сварки, гибки, запрессовки и т. д.).
Процесс обработки или сборки (применительно к слесарным работам) состоит из отдельных операций, строго определенных разработанным технологическим процессом и выполняемых в заданной последовательности.
Под операцией понимается законченная часть технологического процесса, выполняемая на одном рабочем месте. Отдельные операции отличаются характером и объемом выполняемых работ, используемым инструментом, приспособлением и оборудованием.
При выполнении слесарных работ операции подразделяются на следующие виды: подготовительные (связанные с подготовкой к работе), основные технологические (связанные с обработкой, сборкой или ремонтом), вспомогательные (демонтажные и монтажные).
К подготовительным операциям относятся: ознакомление с технической и технологической документацией, подбор соответствующего материала, подготовка рабочего места и инструментов, необходимых для выполнения операции.
Основными операциями являются: отрезка заготовки, резание, от-пиливание, сверление, развертывание, нарезание резьбы, шабрение, шлифование, притирка и полирование.
К вспомогательным операциям относятся: разметка, кернение, измерение, закрепление обрабатываемой детали в приспособлении или слесарных тисках, правка, гибка материала, клепка, туширование, пайка, склеивание, лужение, сварка, пластическая и тепловая обработки.
К операциям при демонтаже относятся все операции, связанные с разборкой (с помощью ручного или механизированного инструмента) машины на комплекты, сборочные единицы и детали.
В монтажные операции входят сборка деталей, сборочных единиц, комплектов, агрегатов и сборка из них машин или механизмов. Кроме сборочных работ монтажные операции включают контроль соответствия основных монтажных размеров технической документации и требованиям технического контроля, в отдельных случаях – изготовление и подгонку деталей. К монтажным операциям относится также регулировка собранных сборочных единиц, комплектов и агрегатов, а также всей машины в целом.
1.2. Профессиональная специализация
Специалистом в определенной профессии называют работника, который выполняет узкий диапазон работ. Узкая специализация дает работнику возможность глубже и точнее знать и выполнять порученные операции.
В профессии слесаря существует профессиональная специализация, связанная с обслуживанием и ремонтом специализированных машин, оборудования и различного рода инструмента, например: обслуживание и ремонт железнодорожной техники, металлургического оборудования, автомобильных, тракторных и сельскохозяйственных машин, систем городского водоснабжения и канализации и т. д.
Основное различие между мастерской и специализированным слесарным участком состоит в том, что в слесарной мастерской нет специализации. В ней выполняются все операции, относящиеся к слесарной профессии. Слесарная мастерская в сфере местной промышленности, обслуживания и ремонта имеет ограниченное количество работников, выполняющих все возможные виды работ.
Специализированные слесарные участки в заводских цехах имеют большое число работников различных специальностей, которые выполняют только слесарные работы в соответствии с производственным и технологическим процессом цеха.
Профессиональная бригада – это группа работников одной или нескольких профессий и разных специальностей, которая специализируется на выполнении работ, близких по характеру. Например, слесарные работы при ремонте автотранспорта, слесарные работы при водопроводно-канализационных работах и др. В настоящее время в таких бригадах получает развитие совмещение профессий, позволяющее работникам выполнять более широкий круг работ.
В ремонтных и специализированных мастерских могут работать работники следующих профессий: слесари, кузнецы, жестянщики, механики по ремонту автомобилей, бытовой техники, электромеханики, сварщики, котельщики, чеканщики, механики точных машин, литейщики и др.
На промышленных предприятиях могут работать слесари различных специальностей: слесарь-инструментальщик, слесарь-лекальщик, слесарь-разметчик, слесарь-сборщик, слесарь-регулировщик, слесарь по ремонту оборудования, слесарь по ремонту электрооборудования, санитарной техники, промышленных тепловых сетей и др.
1.3. Рабочее место слесаря
На рабочем месте слесарь выполняет операции, связанные с его профессией. Рабочее место оснащается оборудованием, необходимым для проведения слесарных работ.
Рабочее место слесаря может находиться как на закрытой, так и на открытой площадке в соответствии с планировкой производственного помещения и технологией производственного процесса.
Площадь рабочего места слесаря зависит от характера и объема выполняемой работы. На промышленных предприятиях рабочее место слесаря может занимать 4–8 м2, в мастерских – не менее 2 м2.
Рабочее место слесаря в закрытом помещении, как правило, постоянное. Рабочее место вне помещения может перемещаться в зависимости от производственной обстановки и климатических условий.
На рабочем месте слесаря должен быть установлен верстак, оборудованный соответствующими приспособлениями, в первую очередь слесарными тисками. Большинство операций слесарь выполняет за слесарным верстаком с использованием тисков.
Рабочее место слесаря-сборщика или слесаря по ремонту оборудования может размещаться на сборочном участке.
Помимо основного рабочего места (за верстаком) у слесаря могут быть вспомогательные рабочие места, например, у разметочной, притирочной или контрольной плит, у кузнечного горна или наковальни, у сварочного аппарата, сверлильного станка, механической пилы, ручного пресса, плиты для правки и т. д.
Вспомогательное рабочее место становится основным, если работа имеет специальный характер, например, рабочее место у сверлильного станка, который обслуживает слесарь-сверловщик, рабочее место у притирочной плиты, за которой работает слесарь-притирщик, рабочее место у сварочного аппарата, на котором работает слесарь-сварщик и т. д.
1.4. Слесарная мастерская
Слесарная мастерская – это помещение, специально предназначенное для слесарных работ и укомплектованное необходимым оборудованием, приспособлениями, инструментом и техническим инвентарем.
Слесарная мастерская должна быть оборудована верстаками (по количеству работников), инструментами, плитой для правки, плитой для притирки, механической плитой, рычажными ножницами, сверлильным станком, ручным сверлильным инструментом, заточным станком, электрическим переносным шлифовальным станком, винтовым прессом, домкратами, кузнечным горном с наковальней.
В больших мастерских могут быть установлены токарный, строгальный, иногда фрезерный и шлифовальный станки, а также электрический сварочный аппарат, оборудование для газовой сварки, печь для термической обработки, ванна для охлаждения деталей, подвергнутых термической обработке, вспомогательное оборудование.
Ацетиленовый генератор размещают в отдельном помещении, поскольку его неправильная эксплуатация может привести к взрыву с серьезными последствиями.
Штат слесарной мастерской обычно состоит из мастера, слесарей и учеников. Характер работы – выполнение услуг и ремонтных работ, реже – производство продукции определенного профиля.
1.5. Слесарный участок цеха
Слесарный участок на промышленном предприятии – это самостоятельное производственное подразделение цеха, которое занимает значительную площадь и оснащено верстаками, инструментом, основным и вспомогательным оборудованием.
Штат участка состоит из нескольких десятков или даже нескольких сот человек. В зависимости от величины предприятия могут быть организованы независимые сборочные и слесарные цеха, в состав которых могут входить производственные подразделения (инструментальная кладовая, кладовая материалов и комплектующих деталей, контрольное отделение и ряд других производственных и вспомогательных подразделений).
Изготовленные на других участках отдельные детали машин и приспособлений поступают на слесарно-монтажный участок. Из этих деталей работники участка собирают сборочные единицы, комплекты или агрегаты, из которых монтируются машины. Продукция слесарно-монтажного участка цеха может быть представлена в виде деталей. Однако другие услуги по обслуживанию цеха или завода участок, как правило, не выполняет.
Слесарный участок цеха должен быть оборудован верстаками, укомплектованными тисками, ручными и механическими сверлильными станками, станками для заточки инструмента, механическими пилами, рычажными ножницами, плитами для правки и притирки, разметочной плитой, переносными электрическими шлифовальными станками, станками и инструментом для пайки, средствами механизации подъемных и транспортных работ, стеллажами и тарой для деталей, емкостями для отходов, инструментальной кладовой.
В зависимости от производственной необходимости и вида выпускаемой предприятием продукции слесарный участок может быть оборудован пневматическими зубилами и молотками, прессами для штамповки и правки, оборудованием для нанесения покрытий, домкратами, компрессорами, станками, кранами, оборудованием для газовой и электрической сварки.
1.6. Охрана труда, безопасность и гигиена труда
Работа безопасна, если она выполняется в условиях, не угрожающих жизни и здоровью работников.
На промышленных предприятиях всю ответственность за охрану труда и технику безопасности несут руководители предприятия, цеха, участка (директор, начальник цеха, мастер). На каждом предприятии должен быть организован отдел охраны труда, контролирующий соблюдение условий безопасной работы и внедряющий мероприятия по улучшению этих условий.
Работники обязаны выполнять требования инструкций по охране труда.
Прежде чем приступить к работе, работник должен пройти инструктаж по охране труда.
Гигиена труда – это раздел профилактической медицины, изучающий влияние на организм человека трудового процесса и факторов производственной среды с целью научного обоснования нормативов и средств профилактики профессиональных заболеваний и других неблагоприятных последствий воздействия условий труда на работников.
Работник, приступающий к работе, должен быть здоров, опрятно одет. Волосы необходимо заправить под головной убор (берет, косынку).
Слесарные помещения должны иметь достаточное освещение в соответствии с действующими нормами. Различают естественное (дневной свет) и искусственное (электрическое) освещение. Электрическое освещение может быть общим и местным.
Пол в слесарном помещении должен быть выложен из торцевой шашки, деревянного бруса или асфальтовых масс. Следует избегать загрязнения пола маслом или смазкой, так как это может послужить причиной несчастного случая.
Во избежание несчастных случаев на предприятии и на рабочем месте необходимо соблюдать требования техники безопасности.
Все подвижные и вращающиеся части машин, оборудования и инструмента должны иметь защитные экраны. Машины и оборудование должны быть правильно заземлены. Источники электроэнергии должны соответствовать действующим техническим требованиям. В местах установки предохранителей необходимо использовать специальные средства защиты.
Обслуживание и ремонт оборудования и приспособлений должны производиться в соответствии с инструкцией по эксплуатации и ремонту. Инструмент должен быть исправным.
На видных местах должны быть вывешены информационные (например, «Вода для питья», «Раздевалка», «Туалеты» и др.), предупреждающие (например, «Внимание – поезд», «Стой! Высокое напряжение» и др.) и запрещающие (например, «Не курить!», «Шлифование без очков запрещено» и др.) указатели.
Стальные и пеньковые канаты различного подъемно-транспортного оборудования и принадлежностей, ремни безопасности должны систематически подвергаться контролю на прочность.
Пожарные и подъездные пути, проходы для пешеходов (как на территории предприятия, так и внутри помещений) должны быть безопасны для движения.
Не следует пользоваться поврежденными лестницами. Открытые каналы и лазы должны быть хорошо обозначены и ограждены.
На предприятии и на рабочем месте мысли работника должны быть сосредоточены на порученной ему работе, которую нужно выполнить быстро и качественно. На работе недопустимы нарушения трудовой и производственной дисциплины, употребление алкоголя.
По окончании работы следует привести в порядок рабочее место, сложить инструменты и приспособления в инструментальный ящик, вымыть руки и лицо теплой водой с мылом или принять душ.
Спецодежду следует убирать в специально предназначенный для этой цели шкаф.
Каждый участок или мастерская должны быть оснащены аптечкой (пунктом оказания первой помощи). В аптечке должны быть стерильные бинты, вата, дезинфицирующие средства, пластырь, бандажи, жгуты, стерильные пакеты, треугольные платки, шины и носилки, валериановые капли, болеутоляющие средства, таблетки от кашля, нашатырный спирт, йод, чистый спирт, питьевая сода.
На предприятии или в мастерской из числа специально обученных работников формируют команды (звенья) спасателей или санитарных инструкторов.
Спасатель или санитарный инструктор оказывает пострадавшему первую помощь при несчастных случаях, вызывает неотложную помощь, транспортирует пострадавшего домой, в поликлинику или больницу и не покидает пострадавшего до того времени, пока ему не будет обеспечена необходимая медицинская помощь.
У работников предприятий и слесарных мастерских, работающих с металлом, чаще всего возможны следующие производственные травмы: порезы или повреждения поверхности тканей острым инструментом, поражения глаз осколками металла или стружкой, ожоги, поражения электрическим током.
Ожог – это повреждение тканей тела, которые непосредственно соприкасались с горячим предметом, паром, горячей жидкостью, электрическим током, кислотой.
Различают три степени ожогов: первая степень – покраснение кожи, вторая – появление пузырей, третья – омертвление и обугливание тканей.
При небольших ожогах (первой степени) оказывается первая помощь с применением очищающих средств. Нельзя делать компресс с маслом или какой-либо мазью, так как это может привести к дальнейшему раздражению или к заражению, что потребует длительного лечения. Обожженное место следует забинтовать стерильным бинтом. Пострадавшего с ожогами первой, второй и третьей степени нужно немедленно направить в больницу.
При поражении электрическим током пострадавшего прежде всего освобождают от источника поражения (для этого необходимо разорвать соединение, выключить напряжение или оттащить пострадавшего от места поражения, надев при этом диэлектрическую обувь и рукавицы) и укладывают на сухую поверхность (доски, двери, одеяло, одежда), расстегивают сдавливающую горло, грудь и живот одежду.
Стиснутые зубы необходимо разжать, вытянуть язык (лучше всего платком) и вложить в рот деревянный предмет, не позволяющий рту самопроизвольно закрыться. После этого начинают делать искусственное дыхание (15–18 движений плеч или вдохов в минуту). Искусственное дыхание следует прервать только по рекомендации врача или в том случае, если пострадавший начал дышать самостоятельно.
Наиболее результативным методом искусственного дыхания является метод «изо рта в рот» и «изо рта в нос».
При возникновении пожара следует прекратить работу, отключить электроустановки, оборудование, вентиляцию, вызвать пожарную охрану, сообщить руководству организации и приступить к тушению пожара имеющимися средствами пожаротушения.
Меры безопасности при выполнении отдельных видов работ кратко рассмотрены в соответствующих разделах.
2. ОСНОВЫ ТЕХНОЛОГИИ СЛЕСАРНЫХ РАБОТ
2.1. технологический процесс
Технологический процесс – это часть производственного процесса, непосредственно связанная с изменением формы, размеров или физических свойств материалов или полуфабрикатов до получения изделия требуемой конфигурации и качества. Технологический процесс определяется также как часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
Технологический процесс состоит из операций.
Операция – это часть технологического процесса, выполняемая слесарем на одном рабочем месте с использованием или без использования механизированного или ручного инструмента, механизмов, приспособлений при обработке одной детали.
Примеры операций: выполнение канавки для смазки на подшипнике скольжения, нарезание винтовой поверхности на стержне, нарезание резьбы в отверстии и др.
Элементами технологической операции являются установ, технологический переход, вспомогательный переход, рабочий ход, вспомогательный ход, позиция.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемой детали или собираемой сборочной единицы. Например, сверление в детали одного или нескольких отверстий разного диаметра при неизменном закреплении детали, нарезание резьбы на стержне.
Технологический переход – законченная часть операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых при обработке или соединяемых при сборке. Например, сверление детали сверлом одного диаметра или соединение втулки с валом.
Вспомогательный переход – часть операции без изменения геометрии обрабатываемой поверхности или положения собираемых деталей, необходимая для выполнения технологического перехода (установка заготовки, смена инструментов и т. д.).
Рабочий ход – законченная часть операции, связанная с однократным перемещением инструмента относительно обрабатываемой детали, необходимая для осуществления изменения геометрии детали.
Вспомогательный ход не связан с изменением геометрии детали, но необходим для осуществления рабочего хода.
Позиция – это фиксированное положение, занимаемое закрепленной обрабатываемой деталью или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Карта технологического процесса является технологическим документом, содержащим описание процесса изготовления, сборки или ремонта изделия (включая контроль и перемещения) по всем операциям одного вида работ, выполняемых в одном цехе, в технологической последовательности с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах. В ней определяются также место работы, вид и размеры материала, основные поверхности обработки детали и ее установка, рабочий инструмент и приспособления, а также продолжительность каждой операции.
Технологический процесс разрабатывается на основе чертежа, который для массового и крупносерийного производства должен быть выполнен очень детально. При единичном производстве часто дается только маршрутный технологический процесс с перечислением операций, необходимых для обработки или сборки.
Время, необходимое для изготовления изделия при единичном и мелкосерийном производстве, устанавливается приблизительно на основе хронометража или принятых норм, а при крупносерийном и массовом производстве – на основе расчетно-технических норм.
Базированием называется придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – это поверхность, сочетание поверхностей, ось или точка, принадлежащие заготовке либо изделию и используемые для базирования.
По назначению базы подразделяются на конструкторские, основные, вспомогательные, технологические и измерительные.
Конструкторская база используется для определения положения детали или сборочной единицы в изделии.
Основная база – это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии. Например, основными базами вала, собираемого с подшипниками, являются его опорные шейки и упорный буртик или фланец.
Вспомогательная база – это конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия. Например, при соединении вала с фланцевой втулкой вспомогательной базой может быть посадочный диаметр вала, его буртик и шпонка.
Технологическая база – это поверхность, сочетание поверхностей или ось, используемые для определения положения заготовки либо изделия в процессе изготовления или ремонта. Например, плоскость основания детали и два базовых отверстия.
Измерительная база используется для определения относительного положения заготовки или изделия и средств измерения.
1. Вопросы охраны труда при выполнении слесарных работ подробно рассмотрены в следующих изданиях: Правила безопасности при работе с инструментом и приспособлениями. – М.: Изд-во НЦ ЭНАС, 2006. Методические рекомендации по разработке инструкций по охране труда при выполнении работ с ручным инструментом и приспособлениями (сборник типовых инструкций). – М.: Изд-во НЦ ЭНАС, 2004. Сборник типовых инструкций по охране труда при выполнении слесарных и сборочных работ. – М.: Изд-во НЦ ЭНАС, 2004.2. См. также: Межотраслевая инструкция по оказанию первой помощи при несчастных случаях на производстве. – М.: Изд-во НЦ ЭНАС, 2006.3. См. также: Пособие по пожарной безопасности. – М.: Изд-во НЦ ЭНАС, 2006.fictionbook.ru
|
ТОП 10: |
К слесарным инструментам относятся: зубило, крейц-мейсель, ка-навочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный для труб, крюковый для труб, цепной трубный, разного рода щипцы, плоскогубцы, круглозубцы, дрели ручные и верстачные, сверла, развертки, метчики слесарные, плашки, слесарные ручные тиски, отвертки, струбцины, захваты, плита для гибки труб, труборез, ручные ножницы для жести, оправка с клинком для разрезания материала, воротки и оправки для плашек, шаберы и инструменты для наведения декоративного рисунка, плита для притирки и притиры, паяльники, паяльная лампа, пневматический молоток, съемник для подшипников, плита для разметки, разметочный инструмент и винтовые хомуты. К основным станкам, вспомогательному оборудованию и приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный горн с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и отходов, а также материалы для чистки. Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски. Слесарные верстаки могут быть разной конструкции, одно– и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками. Одноместный слесарный верстак имеет обычно следующие размеры: длина 1200 мм, ширина 800 мм, высота 800–900 мм. Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола составляет 3000–3200 мм. Расстояние между осями тисков на двух– или многоместных верстаках составляет 1250–1500 мм.
Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должен быть установлен вблизи окон таким образом, чтобы естественное освещение (через окна) падало прямо или под углом с левой стороны от рабочего места.
Рис. 4. Верстак слесарный двухместный
Слесарные тиски по конструктивному исполнению разделяют на параллельные с подвижной задней или передней щекой и стуловые (рис 5).
Рис. 5. Слесарные тиски: а – параллельные; б – стуловые К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек. Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают. Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла. Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки. Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков. Слесарные параллельные стационарные тиски имеют ширину щек в пределах 60–140 мм, расстояние, на которое расходятся щеки – от 45 до 180 мм, вес – от 3 до 40 кг. Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков. Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах. Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.
Рис. 6. Винтовые слесарные зажимы
Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа. Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж). Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7, к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
Рис. 7. Ключи гаечные
|
infopedia.su
Слесарный инструмент, приспособления и станки
К слесарным инструментам относятся: зубило, крейц-мейсель, канавочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный для труб, крюковый для труб, цепной трубный, разного рода щипцы, плоскогубцы, круглозубцы, дрели ручные и верстачные, сверла, развертки, метчики слесарные, плашки, слесарные ручные тиски, отвертки, струбцины, захваты, плита для гибки труб, труборез, ручные ножницы для жести, оправка с клинком для разрезания материала, воротки и оправки для плашек, шаберы и инструменты для наведения декоративного рисунка, плита для притирки и притиры, паяльники, паяльная лампа, пневматический молоток, съемник для подшипников, плита для разметки, разметочный инструмент и винтовые хомуты.
К основным станкам, вспомогательному оборудованию и приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный горн с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и отходов, а также материалы для чистки.
Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски.
Слесарные верстаки могут быть разной конструкции, одно– и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками.
Одноместный слесарный верстак имеет обычно следующие размеры: длина 1200 мм, ширина 800 мм, высота 800–900 мм.
Верстаки многоместные устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола составляет 3000–3200 мм. Расстояние между осями тисков на двух– или многоместных верстаках составляет 1250–1500 мм. (рис.2.4)
Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должен быть установлен вблизи окон таким образом, чтобы естественное освещение (через окна) падало прямо или под углом с левой стороны от рабочего места.
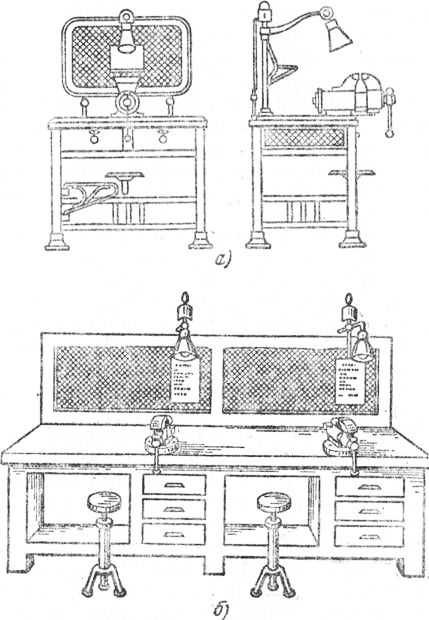
Рис. 2.4. Рабочее место слесаря:
Похожие статьи:
poznayka.org