
Сварка труб пвх своими руками видео: Сварка полипропиленовых труб своими руками для начинающих: видео уроки, нюансы технологии
Сварка ПНД труб своими руками разными методами
Содержание
- Варианты установки
- Монтаж враструб
- Сварка экструдером
- Обзор цен
Монтаж канализационной системы выполняется с использованием специальных трубопроводов, которые могут быть выполнены из пластика, керамики или металла. Как и у многих пластмассовых отводов, сварка ПНД труб может выполняться при помощи термических инструментов или муфт для прессованного холодного крепления.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.

Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
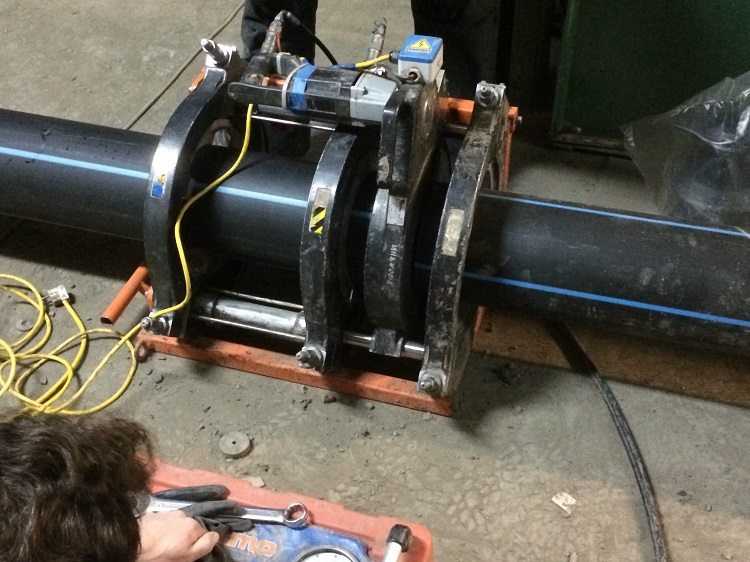
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото — фитингиМуфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки. Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов.
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.

Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
- Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
- После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты. После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления; Фото — стыковка
- Далее, нужно отводы установить в муфту.
 Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;Фото — соединение
- Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
- Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Сварка экструдером
Ручным феном или паяльником немного сложнее работать, т. к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
к. нужно дополнительно контролировать не только время прогрева, но и собственные движения. При неправильном осуществлении сварки можно нарушить целостность труб ПНД или испортить шов.
Пошаговая инструкция сварки при помощи инвертора:
- Нужно обрезать коммуникацию до определенного размера, обязательно зачистить торец;
- Температура для сварки ПНД – 260 градусов, на этот уровень устанавливается паяльник, одновременно устанавливаются и прогреваются сварочные насадки;
- Перед началом работы обязательно измеряется и отмечается нужная глубина установки, она должна составлять не менее 2 мм;
Фото — установка фитинга
- Самым сложным в этом процессе является момент, когда нужно зацентрировать фитинг и трубу в насадке. Профессиональный станок содержит в своей комплектации специальный центрирующий механизм, если его нет, то просто постарайтесь все сделать очень точно;
- После соединения задвигаются до отметки (не до стыка) и выдерживаются определенное время;
- По окончании работы аппарат выключается, а место сварки труб фиксируется для охлаждения.

Очень важно не передержать крепление, если слишком затянуть сварку, то ПНД станет очень тонким или произойдёт наплыв полиэтилена на внутренний диаметр. Чтобы контролировать этот момент используется специальная таблица:
| Наружный диаметр, мм | Сварной шов, мм | Нагрев, сек | Соединение, сек | Охлаждение, сек |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Видео:Электромуфтовая сварка труб ПНД
Обзор цен
Купить аппарат для сварки труб ПНД можно в любом городе, если цена не подходит, то сейчас многими компаниями предоставляется аренда оборудования. Рассмотрим стоимость модели V-Weld R063:
| Город | Цена, у. е. |
| Воронеж | 28 |
| Екатеринбург | 28 |
| Казань | 30 |
| Краснодар | 28 |
| Москва | 33 |
| Новосибирск | 30 |
| СПб | 33 |
Читайте также:
Муфты для соединения полиэтиленовых, пластиковых и стальных труб
Нормы ручной и автоматической сварки трубопроводов
Фитинги для труб ПНД — компрессионные, латунные: способы соединений
Соединение труб при помощи пайки
В этой статье:
- 1 Соединение труб при помощи пайки
- 2 Какой пластиковый сварочный аппарат купить?
- 3 Как сваривать пластик?
- 4 Что такое сварщик пластмасс, как он работает?
Очень часто в ремонте и проводке труб требуется их склейка. Это делает специальный инструмент для пайки труб. Дома вы можете отремонтировать бампер, лампу, топливный бак и другие автомобильные детали и даже бытовую технику и электронику, такую как газонокосилки, садовые стулья, транспортировочные ящики и все остальное из термопласта. В промышленности это в основном:
Это делает специальный инструмент для пайки труб. Дома вы можете отремонтировать бампер, лампу, топливный бак и другие автомобильные детали и даже бытовую технику и электронику, такую как газонокосилки, садовые стулья, транспортировочные ящики и все остальное из термопласта. В промышленности это в основном:
- трубы из ПВХ, например, канализационные, напорные и дренажные трубы;
- ремонт и изготовление ванн в гальванических установках, мусорных контейнеров и пищевых ящиков.
Несмотря на большое количество моделей, выбор очень простой. Если это будет оборудование для хобби / домашних работ, достаточно даже самых дешевых моделей, например, AT-858D + или AT-852D +, но если у вас большой бюджет, сразу берите модель AT-951 — ничего лучше на рынке по этой цене нет, и это оборудование также подходит для автомобильных мастерских.
В случае промышленной сварки вам понадобится более эффективное оборудование, такое как BOSITE-S. Для строго промышленной сварки, такой как сварка труб из ПВХ, промышленных контейнеров, таких как поддоны, мусорные баки и ремонт гальванических ванн, вы можете выбрать вторую модель. Для стационарной работы лучше всего подойдет BOSITE-PID, если вы хотите быть более мобильным, то покупайте BOSITE-D, конечно, помня, что в местах, где стена превышает 5-7 мм, мы используем экструдер BOSITE-5001. Исключение составляет модель AT4000, которую можно использовать для сварки и наплавки при работе с небольшими нагрузками.
Для строго промышленной сварки, такой как сварка труб из ПВХ, промышленных контейнеров, таких как поддоны, мусорные баки и ремонт гальванических ванн, вы можете выбрать вторую модель. Для стационарной работы лучше всего подойдет BOSITE-PID, если вы хотите быть более мобильным, то покупайте BOSITE-D, конечно, помня, что в местах, где стена превышает 5-7 мм, мы используем экструдер BOSITE-5001. Исключение составляет модель AT4000, которую можно использовать для сварки и наплавки при работе с небольшими нагрузками.
Не забывайте покупать необходимые аксессуары, такие как связующие для пластика, сварочные насадки и не забывайте о полезном пластиковом степлере.
Как сваривать пластик?Сварка не сложная и даже очень простая. Достаточно нагреть поверхность, чтобы она немного расплавилась и связующее «залило» заранее подготовленную поверхность.
Подготовка поверхности к сварке:
- Подготовка элементов к сварке включает такие операции и процедуры, как резка труб, очистка элементов.

- При использовании муфт с одинаковым наружным диаметром необходимо заранее снять фаску.
- При снятии фаски необходимо учитывать всю толщину стенки.
- Перед сваркой убедитесь, что на каких-либо деталях нет грязи, жира или оксидной пленки.
Это машина, которая нагревает пластик горячим воздухом, пластифицируя его, благодаря чему под действием давления связующего электрода соединяются две отдельные детали, то есть элемент, который мы ремонтируем. В случае сварочного аппарата мы говорим о сварке материала, поэтому здесь нет 3-х элементов, а 2 поверхности свариваются путем нагрева и прессования.
Предыдущая статьяСоединение труб при помощи пайки
Следующая статьяСтоит ли делать фасадное остекление?
ЭТО ПОПУЛЯРНО
ЭТО ПРИГОДИТСЯ КАЖДОМУ
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения размягченных поверхностей термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, так как они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сварить пластик: основные этапы Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
1. Начните с очистки и подготовки рабочего местаОбустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг в любой форме сварочных работ — это защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Зажмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать стыки на месте: Перед включением резака убедитесь, что вы сформировали желаемый стык. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Разогрейте сварочный пистолет не менее 2-3 минут: Различные пластики плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0020 ° C или 527 ° F, а для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к серьезным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для обеспечения однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сваривать пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
- Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотными акустическими колебаниями. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
- Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке.
 Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд. - Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
- Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
- Вибрационная сварка : Эта процедура основана на трении для получения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло.
 Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Преимущества сварки пластмасс
- Подготовка рабочей поверхности проста.
- Сварка пластмасс не требует расходных материалов.
- Сварные пластмассы легкие.
- Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
- Сильно зависит от совместимости материалов.
- Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
- Стоимость сварки выше по сравнению с другими доступными на рынке методами.

Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Ваши рабочие инструменты всегда будут определять вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
- Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают важность прочной, структурной и молекулярной сварки, .
- Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
- Поддержка: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики. Время оборота аппарата ультразвуковой сварки составляет 1-2 секунды.
Можно ли сваривать разнородные пластмассы?
Сварка пластмасс во многом зависит от типов используемых пластмасс и процессов сварки. Связь, образованная при попытке смешать два разных пластика, будет очень слабой.
Связь, образованная при попытке смешать два разных пластика, будет очень слабой.
Насколько прочны сварные швы?
Известно, что термопласты являются прочными сварными швами. Проект сварки и конечное использование определяют прочность сварных швов.
Заключение
В общем, обучение сварке пластика невероятно новаторское и стало идеальным методом для изобретения безграничных предметов. Эти предметы являются неотъемлемой частью нашей повседневной жизни. Пластмассовая промышленность также наняла большую рабочую силу, обеспечивая доход и средства к существованию для миллионов людей.
- Как сваривать пластик: основные этапы Преимущества сварки пластмасс
- Недостатки сварки пластмасс
- Советы, которые следует учитывать при покупке машины для сварки пластмасс
- Часто задаваемые вопросы
- Заключение
Пять советов по сварке растворителем большого диаметра
На процесс сварки растворителем влияет множество факторов, но тремя наиболее важными из них являются материал трубы, размер трубы и условия работы. Для труб большого диаметра процесс требует большего планирования, подготовки и трудозатрат.
Для труб большого диаметра процесс требует большего планирования, подготовки и трудозатрат.
Примечание. Компания Oatey считает трубы большого диаметра, если их диаметр составляет 150 мм (шесть дюймов) или больше.
Давайте рассмотрим пять советов, которые следует учитывать при сварке растворителем водопроводных систем большого диаметра из ПВХ, АБС или ХПВХ.
1. При подготовке трубы используйте соответствующие инструменты и методы.
Надлежащая подготовка трубы перед сваркой растворителем снижает вероятность выхода из строя трубного соединения. Подготовка большой трубы сводится к тому, как вы ее разрезаете, снимаете заусенцы, снимаете фаски и очищаете ее.
Резка: Мы рекомендуем использовать обертку для труб, чтобы точно следовать линии при резке. Это создаст «прямоугольный» конец трубы, что обеспечит максимальную площадь поверхности для сплавления, прочности соединения и самого прочного соединения.
Удаление заусенцев : После резки трубы вокруг внутренней кромки может образоваться шероховатая область заусенцев. Использование инструмента для удаления заусенцев удалит заусенцы и отполирует края трубы до гладкости. Если вы пропустите этот шаг, кусочки пластика могут вырваться и перемещаться по системе, что приведет к ее блокировке.
Использование инструмента для удаления заусенцев удалит заусенцы и отполирует края трубы до гладкости. Если вы пропустите этот шаг, кусочки пластика могут вырваться и перемещаться по системе, что приведет к ее блокировке.
Снятие фаски: Следующим шагом будет снятие фаски с внешних концов трубы. Снятие фаски — это удаление острого внешнего края трубы минимум на 3/32 дюйма, что соответствует углу от 10 до 15 градусов. Снятие фаски снаружи важно для упрощения сборки и обеспечения герметичности соединений.
Можно использовать переносной или стационарный станок для снятия фасок, ручную шлифовальную машину или фрезу. Мы рекомендуем оценить все потенциальные угрозы безопасности на месте, прежде чем выбрать лучший метод снятия фаски с трубы для вашей работы.
Очистка: Последним шагом будет удаление грязи или жира, которые могли попасть на край трубы. Это важно перед нанесением грунтовки и цемента, чтобы ничего не мешало нанесению. Вы можете использовать Oatey Clear Cleaner на всех трубах и фитингах из АБС, ПВХ и ХПВХ.
2. Используйте правильный грунт и цемент для работы.
Для систем трубопроводов большого диаметра из ПВХ и ХПВХ следует использовать грунтовки. Oatey Industrial Grade Primer удаляет загрязнения, а также смягчает поверхность трубы, обеспечивая быструю и надежную сварку растворителем.
При выборе клея на растворителе основывайте свой выбор на трех факторах, упомянутых выше: материал трубы, размер и условия работы.
- Если вы работаете с трубой из ХПВХ, используйте клей из ХПВХ.
- Для трубных фитингов из ПВХ используйте ПВХ-клей.
- Для трубных фитингов из АБС используйте цемент АБС.
Если вы используете неправильный цемент, вы не сможете создать нужный сварной шов.
Чем больше труба, тем более вязкий цемент вам потребуется. Мы рекомендуем использовать цемент средней плотности, если диаметр вашей трубы не превышает шести дюймов; и тяжелый цемент, если ваша труба больше восьми дюймов.
Oatey предлагает цемент для тяжелых условий эксплуатации (ПВХ), который покрывает напорные трубы диаметром до 12 дюймов и безнапорные трубы диаметром 18 дюймов; и сверхпрочный цемент (CPVC), который покрывает до 12 дюймов под давлением и 14 дюймов без давления. Oatey также предлагает сверхпрочный цемент (только для ПВХ), который покрывает до 24 дюймов давления и 30 дюймов без давления.
Oatey также предлагает сверхпрочный цемент (только для ПВХ), который покрывает до 24 дюймов давления и 30 дюймов без давления.
Вам также необходимо учитывать время отверждения после сборки. Вы можете ознакомиться с нашими полными инструкциями по сварке растворителем с использованием типов цемента Oatey. Вы также можете найти нашу рекомендуемую таблицу времени отверждения ниже, в зависимости от диаметра трубы и температуры во время сборки.
Свяжитесь со службой технической поддержки Oatey, чтобы узнать время отверждения для труб диаметром более восьми дюймов. Контактная информация: 800-321-9532
3. Используйте подходящий инструмент для нанесения цемента.
Перед открытием любых контейнеров с цементом обязательно хорошенько их встряхните. Твердые частицы могут отделяться в некоторых более толстых типах цемента, если контейнер стоит слишком долго.
Когда у вас получится однородная смесь для работы, вы можете начать наносить ее на трубу с помощью тампона или валика.
Для равномерного нанесения цемента вам понадобится инструмент, соответствующий размеру трубы. Согласно стандарту ASTM размер тампона/валика должен составлять половину диаметра трубы.
- При работе с трубами диаметром до шести дюймов мы рекомендуем использовать тампон. Итак, для шестидюймовой трубы вам следует использовать трехдюймовый тампон.
- Для всего, что больше шести дюймов, используйте валик. Oatey предлагает ролики и тампоны размером до 12 дюймов, чтобы вы могли быть уверены, что у вас есть правильное приложение.
4. Для облегчения подключения используйте несколько человек или специальный инструмент.
Поскольку вы будете работать с более тяжелыми трубами, не забудьте получить дополнительную помощь, когда придет время выровнять и создать соединение. Если труба не подсоединена должным образом, это может привести к поломке, утечке или неправильному измерению.
Для получения точного и надежного сварного шва с использованием растворителя необходимо использовать несколько человек и механический соединительный инструмент. Вы захотите расположить себя, трубу и фитинги, чтобы обеспечить правильное выравнивание стыка во время установки. Использование механического съемника для труб безопасно и аккуратно соединит трубы большого диаметра вместе и полностью сядет на место для надежного соединения. Готовый шов нельзя трогать в течение рекомендуемого времени схватывания.
Вы захотите расположить себя, трубу и фитинги, чтобы обеспечить правильное выравнивание стыка во время установки. Использование механического съемника для труб безопасно и аккуратно соединит трубы большого диаметра вместе и полностью сядет на место для надежного соединения. Готовый шов нельзя трогать в течение рекомендуемого времени схватывания.
Компания Oatey не рекомендует использовать тяжелое оборудование, такое как экскаватор, который может серьезно повредить трубы и фитинги.
5. Изготовьте столько, сколько сможете.
Привлечение нескольких человек к подготовке и работе с трубой поможет сократить время, чтобы вы могли выполнить соединение как можно быстрее. Мы рекомендуем заранее собрать любые соединения, чтобы облегчить вашу работу.
Возьмем, к примеру, подземные работы: здесь вы можете заранее собрать трубу из траншеи, а затем опустить ее в траншею, чтобы уменьшить количество соединений, которые вам нужно будет выполнить в меньшем пространстве.