
Сварка ворот – преимущества металлических ворот, особенности сварки
преимущества металлических ворот, особенности сварки
Каким бы красивым ни был ваш дом и приусадебный участок, далеко не последняя вещь, о которой следует подумать, это хорошие, крепкие, надежные ворота. А если при всех своих необходимых качествах они еще и красивые, то возникает мысль, что вы вряд ли в ближайшее время сможете себе это позволить. Ведь такие величавые и грациозные кованые изделия не каждому будут по карману. Но есть замечательная альтернатива — вы можете сделать и ворота, и калитку из металла самостоятельно. Главное, подробно разобраться, как сварить ворота, чтобы сделать все правильно. И тогда это обойдется гораздо дешевле, а они будут выглядеть не хуже, чем кованые.
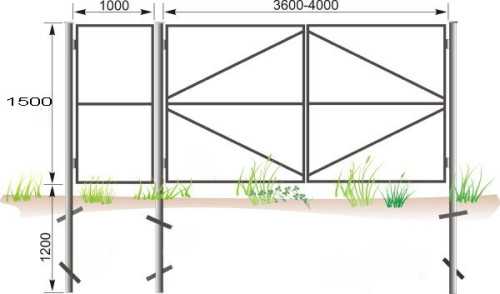
Схема сваренных металлических ворот с размерами.
Подготовка к работе
Сегодня любой уважающий себя хозяин может при желании овладеть нужным ему инструментом. Сварочный аппарат тоже не исключение. Он найдется практически в каждой маленькой мастерской в частных домах.
Для того чтобы сварить самому ворота, вам понадобится некоторая подготовка. В первую очередь, стоит подумать о чертеже. Можете просто набрасывать на бумаге свои идеи, рисовать то, как будет выглядеть ваше творение, додумывать орнамент или, может, это будет сплошная конструкция? Конечно же, решать вам. Но главное — не забудьте прописать точные цифры всех размеров. Вы можете даже поискать уже готовые чертежи и подгонять их, используя масштабирование. Основной момент здесь — это четкий план. Он поможет вам в дальнейшей работе.
При работе со сварочным аппаратом необходимо обязательно надевать защитную маску.
Теперь нужно подготовить инструмент, который может понадобиться:
- Сварочный аппарат. Прекрасно, если вы обладаете личным, если нет — тоже не трагедия, можно одолжить у соседей или знакомых.
- Позаботьтесь о сварочной маске и, главное, об электродах. Они будут нужны в разных диаметрах, ведь металл, который вы станете варить, будет иметь разную толщину (кстати, обратите внимание, рассчитан ли ваш сварочный аппарат на то, чтобы работать с такими типами электродов).
- Инструменты для различных измерений. Стоит приобрести специальный строительный угольник, он поможет вам точно измерять углы, еще понадобится взять рулетку, уровень, можно подготовить обычный мел (если вдруг вам понадобится сделать на металле какую-то отметку).
- Болгарка, специальный молоток для отбивания шлака, струбцины, металлическая щетка и профиль.
- Запаситесь песком, цементом и щебнем. Чтобы готовое изделие прочно встало на свое место, его лучше сразу забетонировать.
Схема определения размеров проема ворот для сварки.
Подготовьте правильно само место для сварочной работы. Вы должны помнить, что металл будет расширяться и сжиматься, когда вы станете его варить. Это значит, что со всей конструкцией будут происходить определенные изменения. То есть если не закрепить ворота и калитку при сварке, варить их на неровной поверхности, то в результате выйдет не слишком красивое изделие. Не говоря уже о том, что возможна глубокая деформация периметра, различные перекосы и пр.
Чтобы этого избежать, лучше достать сварочный стол. Конечно, если нет возможности, то не стоит специально приобретать его. Импровизированный сварочный стол можно легко соорудить и самому. Для этого стоит просто использовать лист ЦСП или ДСП. Он устанавливается прямо на земле и выравнивается подкладками (их проверяем с помощью того же строительного уровня).
Подумайте о материале, из которого вы будете варить ворота. Забор и калитка должны быть изготовлены из одного материала.
Особенности сварки
Не пренебрегайте элементарными правилами безопасности при сварочных работах. Помните про специальную одежду, все должно быть абсолютно сухим и изготовленным только из натуральной ткани. Это касается и брюк, и фартука, и рукавиц, и куртки. В списке необходимых вещей уже упоминалась специальная маска для защиты при сварке (в ней должны быть установлены светофильтры, и их тоже надо правильно подобрать). Наденьте закрытую обувь, у которой резиновая подошва. Выберите для сварочных работ такое место, где будет либо хорошая вентиляция, либо свежий воздух. Обязательно соблюдайте необходимую технику пожарной безопасности.
Несколько слов о самой сварке:
Схема сварки кованных ворот.
- Помните, что при сварке может брызгать горячий металл или нагреваться электрод. Это может привести к ожогам открытых участков тела. Когда же происходит излучение электрической дуги, то могут быть даже ожоги глаз, а вредными газами, которые выделяются при работе со сварочным аппаратом, очень легко отравиться.
- Грамотно выбирайте режим тока — от этого зависит качество сварки. Ориентируйтесь на диаметр электрода, который используете, а также на тип покрытия и толщину вашего металла.
- Величина тока и скорость перемещения электрода должна быть такой, чтобы не появлялись прожоги, подрезы кромок и прочие дефекты.
- Если электрод покраснел, скорее всего, идет перегрев, то есть сварочный ток слишком большой.
- Все кромки деталей, которые вы варите, должны быть чистыми от ржавчины и грязи, разделывайте их также шлифовальной машинкой в случае необходимости.
- Чтобы ваш шов получился красивым и прочным, стоит хорошо натренировать руку.
Делаем ворота своими руками
Ворота бывают нескольких типов по своей конструкции. Среди них откатные, подъемные поворотные, подъемные секционные и распашные. Конечно, изготовить самому конструкции подъемных ворот вряд ли получится. Ведь для этого нужно знать, как работает сам механизм, не считая других нужных в этой области знаний и умений. А вот распашные ворота — это самый старый тип, но, несмотря на это, очень надежный. К тому же именно их можно изготовить своими руками.
Процесс сварки ворот.
Для начала нужно изготовить специальную крепежную раму. Она имеет внутренний и внешний каркас. На вашем чертеже проверьте размеры проема ворот. Ведь точность замеров, которые вы сделали, повлияет не только на вид, но и на качество. Углы должны быть прямые при замере всех диагоналей. Только в таком случае начинайте варить. Можно вварить по углам вертикальные усилители — это поможет добиться того, чтобы рама стала максимально жесткой.
Далее, занимаемся каркасом. Для этого потребуются трубы. Они будут служить основой вашим воротам. Вам понадобится приварить к паре створок листы. Изготовьте их с помощью профиля, размерами 60х20 мм. Затем направляющие нужно вставить в раму и разровнять по вертикали (можно использовать уровень либо сделать это руками). А чтобы створки могли двигаться свободно, не забудьте оставить между ними зазор. Проверьте все углы. Обейте все шлаки и тщательно подойдите к проверке сварочных швов. Если все в порядке, можете варить обрешетку будущего изделия.
Пример сваренной стандартной металлической калитки.
Когда обрешетка закончена, приступаем непосредственно к свариванию ворот. Нужно сначала выкроить створки из листа металла, соблюдая все замеры. Помните о том, что левое полотно дверей должно быть на 2 см уже правого, потому что на левую створку будет накладываться правая. Потом крепим листы с помощью сварочного аппарата.
Теперь можно заняться петлями. Благодаря им ворота должны хорошо и надежно функционировать. При сварке стоит помнить, что петли верхней части должны привариваться к внешней створке, а нижнюю их часть надо закрепить на воротную раму. Можно еще приварить металлическую полоску (толщиной в 10 мм) к воротным створкам и к верху петель. Это еще усилит крепление.
Изнутри можно укрепить конструкцию, используя специальные арматурные вкладки. После того как установите пару петель, вмонтируйте засов (для него вам понадобятся вертикальные штыри). А чтобы его окончательно зафиксировать, нужно сделать в полу и в потолке небольшие отверстия (их диаметр должен составлять 2,5-3 см).
Когда работа над изделием будет завершена, нужно хорошо и тщательно загрунтовать каждую его часть, а еще — покрасить. Таким образом, вы сможете защитить свои ворота от будущей ржавчины.
Процесс приварки петель к воротам.
Теперь можно приступить и к монтажу конструкции. Здесь вы поймете, как важно было качество каждой выбранной и сделанной детали — это отразится на том, легко ли будут двигаться ваши створки, и на некоторых других моментах. Вмонтируйте раму, закрепите ее к откосам (для этого используйте штыри длиной в 20 см). Их концы нужно будет обрезать и обварить, а потом зашлифовать. На раму будут крепиться створки дверей. Потом устанавливается замок или запорный механизм.
По ходу работы лучше, чтобы у вас был какой-то помощник, особенно если вы только в теории знаете, как сварить ворота.
Да и просто в банальных вопросах, например, подержать лист, чтобы не провисал, или протереть/смазать солидолом, зачистить шкуркой петли или выставлять рулеткой диагонали, ну и для другой важной и нужной работы в процессе сваривания ворот.
Впоследствии конструкцию можно будет задекорировать. Тут возможности безграничны, все зависит только от вашей фантазии и способностей.
Преимущества металлических ворот
Входная конструкция может проектироваться из разных материалов, ведь кроме металла есть еще и дерево. Какая же выгода именно от металлических изделий?
Во-первых, выбрав материал в виде металла, вы существенно сэкономите на расходах, ведь дерево гораздо дороже (1 м той же профильной трубы намного дешевле, чем метр бруса или обрезной доски).
Во-вторых, изделия из дерева прочны, качественны и долговечны, но существенно проигрывают в этих вопросах конструкциям из металла.
В-третьих, в завершение работ вы можете как угодно декорировать вашу калитку и ворота. К примеру, можно сделать сварные узоры, обшивку деревом, использовать обычный листовой материал — всего и не перечислишь.
Приняв решение самому сварить ворота в своем доме, постарайтесь тщательно подойти ко всем этапам работы. Если вы будете в точности исполнять рекомендации и соблюдать все необходимые правила, то сможете все правильно сделать собственноручно, а изделие получится красивым, надежным и безопасным.
moyasvarka.ru
Как сварить ворота
Для человека, умеющего и любящего работы с металлом, изготовление ограждения и въездных ворот не составит особого труда. Сложнее дело обстоит, если варить и собирать металлические каркасные конструкции приходится один, от силы два раза в году. В этом случае при изготовлении самодельных ворот из профлиста и стального каркаса неизбежно встанет вопрос, как правильно сварить ворота,чтобы раму ворот не «повело», и при этом прочность соединения получилась достаточно высокой.

Сварные ворота, схема изготовления
На сегодня вариант изготовления ворот своими руками из профилированной трубы и облицовки из профнастила можно уверенно назвать наиболее оптимальным по затратам и полученному качеству, но при одном условии:правильно подобрать материал и режимы, позволяющие сварить с максимальной прочностью шва.
Понятно, что для изготовления воротной конструкции мало знать, как сварить ворота, потребуется выполнить несколько не менее важных этапов:
- Максимально точно по размеру раскроить трубу заготовки;
- Изготовить сварочный стапель или стол увеличенных размеров, чтобы подготовленный к сборке набор резаного профиля можно было бы сварить не «на коленке», а в нормальных условиях;
- Подобрать качественный сварочный аппарат, позволяющий сварить тонкий металл с максимальным контролем качества шва.
Как самому сварить каркас ворот
Все варианты ворот на каркасной основе варятся по одной схеме. Первоначально по размерам, указанным в чертеже, необходимо вырезать отдельные куски профиля для каждой стороны каркаса. Лучше всего резать заготовку тонким отрезным кругом с помощью угловой машинки. Чтобы правильно отрезать профиль, первоначально откладываем с помощью слесарной линейки необходимый размер и отмечаем линию реза тонкой риской закаленным острием разметчика. Далее с помощью слесарного уголка обводим линию реза вокруг тела трубы. В этом случае можно резать профиль по контуру, заглубляя тонкий диск на 2- 3 толщины стенки трубы.

Чтобы сварить все элементы рамы так, чтобы они располагались в одной плоскости, потребуется сделать стапель или подставку под каркас будущих ворот. Лучше всего для этих целей подойдет жесткая ровная поверхность железобетонной плиты или, сбитая из досок и крытая листовым металлом, деревянная столешница верстака.

Как изготовить ворота своими руками
Проще всего получить высокое качество шва, если использовать углекислотный сварочный полуавтомат. Но подобное оборудование стоит достаточно дорого, и имеется в наличии только в ремонтных автомастерских, поэтому в домашних условиях ворота можно сварить только обычным инвертором или сварочным трансформатором.
Чтобы качественно сварить каркас ворот, потребуется приготовить следующее оборудование и материалы:
- Инвертор или трансформатор с набором кабелей и сварочным ключом и зажимом «земли», пару десятков сварочных электродов номером три и четыре;
- Сварочная маска, перчатки, щетка с металлической щетиной, двухсотграммовый молоток, четыре винтовые струбцины и рулетка;
- Емкость с водой и ветошь.
Совет! Если варить корпус ворот приходится сварочным трансформатором, кроме перечисленного оборудования, потребуются наборы балластных сопротивлений, используемых для сглаживания токовых характеристик вторичной цепи.
Размечаем и собираем каркас ворот
Сварить каркас распашных ворот проще всего не в виде отдельных створок, а как одну цельную раму. Далее, после выравнивания и определения точек крепления навесов на каркасе и на столбах, можно вварить две вертикальные стойки и разрезать прямоугольник на две створки.

Как бы это странно ни звучало, но правильно разметить и зафиксировать элементы рамы ворот перед сваркой бывает сложнее, чем сварить сам каркас. Для начала выбираем способ стыковки трубчатого профиля в угловых соединениях. Наиболее прочным получается косой шов, когда концы свариваемых отрезков подрезают под углом в 45о.

На начальном этапе подрезанные по размеру отрезки профиля выкладывают на сварочном столе по сторонам будущего каркаса ворот. Далее по угольнику выравнивают все четыре прямых угла будущей рамы ворот и фиксируют струбцинами к столешнице сварочного стола. Пред тем как сварить зафиксированную на столе заготовку ворот, необходимо измерить и сравнить длину диагоналей прямоугольника. Разница не должна превысить 2 мм.
Калитку для ворот проще всего сварить на кондукторе или на плите ОСБ, вырезанной по размеру калиточных дверей.
Сварка с гарантией качества
Перед началом работ специалисты советуют потренироваться и сварить несколько десятков сантиметров шва на обрезках профиля. Неважно, насколько ровным и красивым будет шов, главное — выполнить соединение без прожогов или непроваров. В первом случае потребуется наваривать усиление шва, во втором прочность ворот будет недостаточной, и каркас ворот развалится под собственным весом.

Сварить каркас ворот необходимо в два захода. Первоначально вырезанные и зафиксированные на столе отрезки трубы соединяют в углах сварочными точками, по две- три на каждый стык профилей. Через некоторое время, после остывания металла, на каркас устанавливают внутренние поперечины и распорки, и сваривают аналогичным образом.

Если варить правильно, то сваренный точками каркас будет достаточно прочным, чтобы переносить его и даже установить в проем ворот для разметки мест под приварку петель. Если замечаний к раме каркаса нет, можно заменить точечную сварку полноценными линейными швами. Лучше всего сварить стыки на том же столе, где выполнялась предварительная сборка.
Чтобы избежать перегрева и коробления, через каждые пару сантиметров сварочного шва необходимо делать перерыв. Кроме того, металл каркаса в непосредственной близости к месту сварки можно покрыть мокрой тряпкой, это ускорит остывание.
Перед тем как варить следующие швы, на месте соединения нужно аккуратно сбить шлак и зачистить щеткой, чтобы увидеть возможные дефекты. Исправлять проблемы нужно только после полного остывания металла.
Особенности сварочных работ с тонкостенным каркасом
Удобнее всего сварить трубчатую раму с помощью импульсного инвертора. Необходимое качество можно получить, только если правильно подобрать ток сварки. На инверторе подбор режима выполняется обычным поворотом регулятора на передней панели прибора. Для тонкого металла ворот обычно используют прямую полярность и сварочный ток до 40А, точное значение можно получить, только испытав на практике несколько режимов. Инверторные сварочные аппараты работают на постоянном напряжении, поэтому перед началом работ необходимо проверять полярность подключения. В противном случае можно запросто прожечь металл первым касанием электрода.

Значительно сложнее выполняется сварка ворот с помощью сварочного трансформатора. Основная проблема заключается в подборе характеристики необходимой жесткости. Чтобы получить наиболее мягкое и плавное нарастание тока, в момент зажигания дуги во вторичную цепь трансформатора последовательно подключаются наборы балластных сопротивлений большой мощности. Меняя количество резисторов в обойме, можно получить практически идеальное нарастание сварочного тока.
В этом случае тонкие двухмиллиметровые стенки каркаса будут сваривать без деформации и прогорания сварочной ванны.
Заключение
Если у вас нет опыта проведения сварочных работ, не пытайтесь варить швы на вертикальной поверхности, сваривать разнородный металл или работать сваркой в дождь или сырыми электродами. Подобные факторы следует сразу исключить из перечня условий работы.
bouw.ru
Сварка ворот из профильных труб для гаража и участка на даче: раздвижные и откатные варианты
Собственники земельных участков стремятся оградить свои владения от доступа посторонних лиц, выстраивая высокие заборы. Для того чтобы обеспечить въезд на территорию участка, в заборах делают ворота.
Нужны они и для гаражей, мастерских и других сооружений. Особой прочностью отличаются ворота с металлическим каркасом. И неважно, распашные они или откатные, в настоящее время все больше застройщиков склоняются к использованию именно этого варианта.
При видимой сложности конструкции, сварить ворота своими руками не составит труда, если есть навыки работы со сваркой.

Особенности конструкции
Каркас ворот, сваренный из металла, как правило, имеет немалый вес, поэтому и крепить створки распашных ворот нужно тоже сваркой к прочным, жестким, устойчивым опорам.
Распашные
Это требование легко выполнить, изготавливая гаражные ворота. Они крепятся к существующим стенам, изготовленным из камня, бетона или другого материала, который обладает высокой прочностью и устойчивостью.
Ведь изготавливать металлические ворота в деревянный гараж или сарай не имеет смысла. Единственное усложнение заключается в том, что проем в этом случае требуется обварить стальным уголком, чтобы приварить к нему петли или навесы.
 Если же ворота устанавливаются в проеме забора, надо позаботиться о том, чтобы столбы, являющиеся опорами, выдержали их вес.
Если же ворота устанавливаются в проеме забора, надо позаботиться о том, чтобы столбы, являющиеся опорами, выдержали их вес.
Если ворота распашные с шириной створок до 1,5 метров, с заполнением из легкого материала, например, из профнастила, то в качестве опоры под каждую створку может быть использован круглый или квадратный стальной столб из трубы диаметром от 100 миллиметров.
Столб достаточно забетонировать в грунт с таким расчетом, чтобы нижний конец был обязательно глубже уровня промерзания, иначе зимой вспучивающийся грунт может выталкивать и наклонять столбы. Створки ворот при этом будут смещаться от проектного положения.
Откатные
Откатные ворота, сваренные из металла, потребуют уже устройства достаточно серьезного фундамента. Являясь в закрытом положении консолью, они будут оказывать большую нагрузку на опору, причем эта нагрузка может быть направлена как вниз, так и вверх, то есть на вырывание из грунта.

Желательно, чтобы фундамент створки был воедино связан с фундаментом опор. Это позволит не допустить смещения их относительно друг друга при каких-либо подвижках грунта, что возможно от проезжающих по расположенной рядом дороге тяжелых транспортных средств.
Раздвижные ворота, как правило, подвешиваются на роликах к балке, соединяющей верх опор. Соединение производится сваркой и особых требований к устойчивости опор не предъявляется.
Изготовление каркаса
В гараже или на даче проще всего сварить ворота из профиля. Конструкцию легко собрать на месте из привезенного материала, который сейчас вполне доступен.
А учитывая обычные размеры ворот, заранее разрезав профильные трубы на отрезки, доставить их на участок можно даже на багажнике легкового автомобиля.
Практически во всех предприятиях, осуществляющих торговлю строительными материалами, осуществляется услуга резки. Главное, прихватить с собой в магазин чертежи, чтобы не допустить ошибок.
В первую очередь необходимо сварить каркас самих ворот. Проводить сварку ворот из профильной трубы надо на ровной горизонтальной площадке. Готовый каркас навешивают на опоры. Подготовка к сварке происходит так:
- заготовки для рамы раскладывают в положении, близком к проектному, подложив под углы деревянные подкладки;
- после этого, при помощи уровня, регулируя высоту подкладок, добиваются того, чтобы все детали створок лежали в одной горизонтальной плоскости;
- проверку проводят по сторонам створок и по диагоналям. Иначе ворота могут оказаться изогнутыми в форме винта;
- далее прихватывают сваркой все детали между собой и только потом обваривают все стыки;
- недопустимо целиком обваривать каждый стык отдельно, иначе при остывании шва каркас может «повести».
Для сварки рамы каркаса лучше использовать профилированную трубу сечением не менее 40х40 миллиметров. Для жесткости рамы, чтобы она сохраняла прямоугольную форму до того, как на нее будет смонтировано заполнение, необходимо предусмотреть диагональные связи. Для их изготовления можно применить трубу размером 25х25 миллиметров.
Створка откатных ворот должна быть сварена гораздо шире проема, так как часть ее будет задействована для устройства механизма отката. Как правило, на это уходит треть ширины створки.
Движение осуществляется вдоль ограждения или забора, поэтому в зоне работы откатных ворот не должно быть никаких помех и препятствий. После того, как каркасы створок ворот изготовлены, можно приступать к монтажу.
Крепление петель и направляющего рельса
Если ворота монтируются на стальные опоры или на обвязку проема, выполненную из уголка, особых трудностей возникнуть не должно. Для этого необходимо лишь тщательно разметить места крепления петель или навесов и максимально аккуратно их приварить.
Навесы могут быть в форме обычных дверных петель, то есть состоять из шарнира и двух, так называемых карт, а могут состоять только из шарниров. Последние имеют название «гаражные петли».
Имея в распоряжении токарный станок, можно даже изготовить их самостоятельно. Для облегчения хода такого шарнира внутрь его можно вставить стальной шарик диаметром около 5 миллиметров от старого разобранного подшипника.
Приваривание гаражных петель к столбам может представлять некоторую сложность, так как их трудно зафиксировать. В этом случае можно присоединить к шарнирам при помощи сварки куски стальной полосы и, воспользовавшись струбцинами, закрепить петли на опоре.
После этого можно применить сварку для монтажа петель. Соединение получиться надежным и петли будут приварены точно в том положении, в котором были закреплены струбцинами. Лишний металл можно срезать шлифмашиной или той же сваркой.
Для монтажа откатных ворот потребуется сварить целую систему из направляющего рельса и нескольких роликов. Рельс должен крепиться к закладным деталям, заранее предусмотренным в фундаменте.
Крепление осуществляется сваркой или болтами. Если спроектировать такую систему самостоятельно будет сложно, можно приобрести в магазине уже готовый механизм откатных ворот, а все остальные элементы изготовить своими руками.
Автоматизация
 После сварки все виды ворот – и распашные, и откатные, и раздвижные, можно автоматизировать, установив соответствующий механизм для открывания.
После сварки все виды ворот – и распашные, и откатные, и раздвижные, можно автоматизировать, установив соответствующий механизм для открывания.
Если такое решение будет принято, необходимо предусмотреть в местах крепления механизма специальные кронштейны, так как, из-за присутствующего в конструкции двигателя, вес может быть достаточно большим.
Кронштейны могут либо продаваться в комплекте с приводами, либо их можно изготовить из металлопрокатных изделий при помощи все той же сварки. Для питания привода должны быть проложены кабели.
Заглубление их в грунте делают не менее 70 сантиметров. В зоне ворот это требование особенно актуально, так как проезжающие транспортные средства могут повредить кабель.
Установка калитки, зачистка и покраска
При устройстве ограждения не стоит забывать и об устройстве необходимого количества калиток, чтобы избежать необходимости каждый раз открывать ворота для пешего прохода.
Изготовление калиток при помощи сварки производится аналогично изготовлению створок ворот, с той лишь разницей, что они имеют гораздо меньшие размеры.
После монтажа каркасов створок и калиток все сварочные швы необходимо зачистить и зашлифовать. Сами каркасы необходимо полностью загрунтовать и покрасить защитными составами для наружных работ.
Петли и ролики необходимо смазать для увеличения продолжительности их рабочего состояния.
Заполнение каркаса
Окончательной фазой в процессе изготовления ворот, после сварки и установки, будет заполнение каркасов. Для этого можно применять металлический профилированный лист, доски, обработанные соответствующим образом, виниловый или металлический сайдинг.
Профнастил крепится саморезами или ботами прямо к каркасу. Для этого придется просверлить в листе и в каркасе отверстия.
Доски, предварительно оструганные и обработанные огнебиозащитными составами, крепятся саморезами к рейкам, которые предварительно должны быть закреплены на каркасе болтами. Элементы сайдинга могут крепиться при помощи специальных кляммеров, продающихся в комплекте.
Очень часто заполнение ворот производиться с применением ажурных кованых изделий. Такие ворота выглядят очень эффектно, но имеют большой вес, поэтому и требования ко всем элементам ворот будут выше.
В любом случае, творчески продуманный дизайн ограждения и ворот, тщательно красивый вид.
svaring.com
Как сварить ворота из профильной трубы своими руками
Прежде чем начинать делать ворота из профильной трубы своими руками надо провести замеры, начертить эскиз, подготовить расходные материалы и рабочий инструмент. Подготовительные работы занимают большую часть времени, чем изготовление самих ворот.
Сразу надо заметить, что ворота из профиля сделать намного проще и быстрее, чем из любых других материалов. Если не хватает сноровки или умения для выполнения некоторых работ, всегда можно пригласить соседей, родственников или друзей.

Эскиз
Перед тем как делать ворота из профтрубы своими руками нужно создать эскиз. По нему предстоит покупать расходные материалы (можно сразу прикинуть затраты), делать заготовки и сваривать ворота. Сначала делаются замеры проема, куда предстоит устанавливать створку. Этот процесс особенно важен, так как нельзя допускать ошибок, поэтому желательно несколько раз перепроверить все размеры. По эскизу станет ясно, сколько стоит сварить ворота.
После этого чертиться прямоугольник, который будет обозначать проем. В него вписывается прямоугольник поменьше, обозначающий каркас из трубы. Это поможет вычислить точные размеры ширины и длины ворот. Зазоры будут не везде одинаковые и делаются исходя из условий, в которых будут работать ворота. Если ворота двустворчатые, то каждая створка рассчитывается отдельно.
Со стороны петель зазор оставляется около 0.5 см, так как с этой стороны ворота жестко закреплены. С противоположной стороны там, где будет находиться замок, требует оставить больший зазор, около 1.0 см, так как ворота со временем несколько провиснут, и будут подклинивать.
В нижне части зазор делается не менее 2.0 см, если ворота находятся в защищенном месте, где не предвидеться мусора, снега и других помех. Во всех остальных случаях зазор должен составлять от 5.0 см до 15 см (это можно решать самому).
Если в верхней части проема нет перемычки, то верх ворот можно делать на свое усмотрение. Чаще всего делают вровень с верхним уровнем забора.
В каркас обязательно добавляют ребра жесткости (перемычки) и усиливающие планки в районе петель. Ребра жесткости устанавливаются либо параллельно земле или по диагонали, что не дает створке изогнуться в форме «пропеллера».
Расчет количества профнастила требуется делать с учетом нахлеста. Это величина зависит от размера волны и высоты листа. По высоте нахлест нужно делать не менее 5.0 см.
Заготовка материалов
После то как все замеры произведены, перепроверены и составлен эскиз, можно закупать материал. Для каркаса ворот лучшим материалом является профильная труба, так как она обеспечивает наибольшую жесткость конструкции. Неважно с прямоугольным или квадратным сечением она будет, чем больше створка, тем больший профиль нужно использовать. Рекомендуют делать ворота из профтрубы с сечением 50×50 или 60×30 для въездных ворот, а калитку из профиля 40×20. Обшивку ворот практичнее всего делать из профнастила своими руками (оцинкованного, цветного), в случае необходимости его легко покрасить.
Список необходимых расходных материалов:
- профильная труба;
- грунтовка и краска для каркаса;
- профнастил;
- саморезы и заклепки для крепления профнастила;
- петли;
- замки.
Также нужно подготовить свой рабочий инструмент. Вам понадобятся:
После того как весь нужный инструмент и материал собран, можно приступать к изготовлению ворот.
Сварка ворот
Перед тем как сварить ворота нужно профиль разрезать на части необходимого размера, чтобы не было ошибок. Детали к распашным двустворчатым воротам режутся попарно, так можно получить практически одинаковые створки. Стыки на углах делают либо прямые (свариваются внахлест) либо зарезаются под углом в 45 градусов (свариваются встык). Первый вариант намного легче и с ним справиться даже новичок. Делать стыки под углом 45 градусов намного дольше и сложнее, поэтому и делают их в основном опытные мастера.
После того как все детали нарезаны можно приступать к сварочным работам. Есть определенная последовательность, как правильно сварить ворота из профильной трубы, чтобы не допустить перекосов. Каркас из профильных труб выкладывают на плоскость и проверяют (регулируют) уровнем с помощью подставок. Затем аккуратно стыкуются под углом 90 градусов при помощи строительного уголка. Так как уголок не позволяет выставить детали точно, рулеткой нужно проверить диагонали (их размер должен совпадать плюс-минус 5 мм). Что бы более ясно представлять себе этот процесс рекомендуется посмотреть видео.
После проверки всех размеров делаются прихватки на стыках, и перед тем как варить, проверят диагонали, так как сварка тянет металл и размер может измениться. Прихватки хоть и держат детали, но с небольшим усилием можно подправить размер. После окончательной подгонки размеров полностью проваривают швы. Когда сваренный каркас готов, к нему приваривают ребра жесткости и перемычки. Тут особой точности не требуется и можно делать как угодно.
Монтаж ворот
Один из самых ответственных моментов – это приваривание петель (завес). Если вы не планируете снимать ворота, тогда они привариваются навстречу друг другу. Если же ворота должны быть съемными, то они должны смотреть в одну сторону. В таком случае снять их смогут не только владельцы, но и воры.
Количество петель для ворот зависит от размеров самих петель, веса и размера ворот. Идеальным вариантом является 2 завеса на створку, их легче выставлять и приваривать. Если ворота тяжелые и требуется больше 2 петель, то привариваются они по очереди, а не крайние затем средние. Это поможет избежать перекосов рамки, ворота буду открываться легко, петли не так сильно будут изнашиваться, а сварочные швы или металл в районе завес не будет трескаться. Для усиления створки в районе завес дополнительно наваривают пластины и уже к ним приваривают петли. Если удержать ворота своими руками не получается, то их можно закрепить струбцинами или временными прихватками, которые потом срезаются.
Привариваются петли по месту, для этого требуется состыковать каркас с опорой. Обязательно нужно выставить зазор между ними (до 5 мм), и проверить вертикальность створки при помощи уровня. Если ворота будут стоять криво, то они самостоятельно начнут закрываться или открываться, смотря в какую сторону получился наклон. После всех настроек можно приваривать петли. Каждый завес вариться к стойке и сразу к рамке.
Обшивка ворот
После того как все створки смонтированы и их работоспособность проверена, их нужно покрасить. Это защитит металл от коррозии и придаст красивый внешний вид. Обычно профильная труба хранится где попало и на ней присутствуют следы ржавчины. Чтобы нейтрализовать коррозию можно воспользоваться преобразователем ржавчины или грунтовкой, которую наносят на ржавчину. После того как грунтовка высохнет, каркас можно красить.
Обшивка ворот профнастилом не только быстро делается, но и обойдется намного дешевле, чем любой другой способ. Изготавливая ворота из профнастила своими руками, можно выбрать любой понравившийся цвет листов. Начинать обшивку нужно со стороны замка, так она будет выглядеть намного красивее. Если длины листа не хватает по высоте, то целые листы нужно крепить сверху, а резанные располагать внизу. Листы к раме крепятся при помощи саморезов со сверлом, а между собой соединяются при помощи заклепок.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Как сварить ворота из профиля самостоятельно?
Если вы являетесь обладателем дачи или дома с прилегающим к нему участком и у вас есть автомобиль, то без ворот вам не обойтись. Сегодняшнее разнообразие материалов позволяет владельцам недвижимости возводить въезд во двор самых разнообразных типов. Чаще всего встречаются ворота из профнастила, которые очень легко сделать даже тем, кто обладает знаниями в слесарном ремесле лишь на любительском уровне. Профилированные листы и профильные трубы делают конструкцию гораздо легче, чем, к примеру, ворота из круглых труб, обшитые листовым прокатом. При этом и калитка, и ворота из профиля выглядят достаточно презентабельно. Наличие сварочного аппарата, терпения и некоторого времени позволит самостоятельно изготовить конструкцию, которая прослужит долгие годы.

Схема ворот из профиля.
Материалы для изготовления
Чтобы сварить ворота из профнастила, не нужно приглашать сварщика. Герметичности швов, как для газовых трубопроводов, вам не понадобится. Главное, чтобы вы могли обращаться со сварочным аппаратом и умели делать не только прихватки, но и накладывать на стыки труб сварные швы.
Для начала следует рассказать, какие материалы для изготовления ворот и калитки понадобятся. Купите:
Инструменты для монтажа ворот из профиля.
- профнастил;
- профильные трубы 60х60 мм для столбов;
- профильные трубы 40х20 мм для каркасов створок ворот и калитки;
- шариковые петли сечением 20 мм;
- уголок 40х40 мм для перемычки;
- 2-миллиметровую листовую сталь для заглушек торцов труб;
- саморезы или заклепки для крепления обшивки к рамам;
- петли и 20-миллиметровые трубы для запоров;
- круглые прутья или арматуру для фиксаторов.
Выбор профнастила, труб и электродов
Хотя главные рекомендации здесь будут посвящены вопросу, как сварить ворота и калитку из профтрубы, нужно посвятить несколько строк выбору профилированного листа для их изготовления. Закажите профнастил с размерами по длине, равными высоте будущих калитки и створок. На цене покупки это не скажется, а вам не придется резать заготовки и нарушать их антикоррозийное покрытие. Лучше всего для обшивки каркаса использовать профнастил марок НС-21 и С-20. Крашеный лист стоит несколько дороже, но он более защищен от коррозии. Оцинкованный профнастил стоит чуть дешевле, но он менее стоек к внешнему воздействию. Полезная ширина листов отличается от полной ширины, поэтому при расчете их количества учитывайте, что листы будут укладываться внахлест. На калитку уйдет только 1 панель. Чтобы не нарушать защиту кромок, ширину входа можно сделать в соответствии с габаритами листа. Его полная ширина составляет 1150 мм (С-20) или 1051 мм (НС-21).
Схема каркаса ворот для крепления профнастила.
Скорее всего, вы будете покупать трубы на той же металлобазе. Толщина их стенок не должна быть тоньше 2 мм. Такие параметры обеспечат достаточную жесткость конструкции.
Кроме того, более тонкие стенки профильных труб легче прожечь при сварке. Купите 10 м профтрубы 60х60. Эти стойки будут опорой для створок ворот и калитки с высотой 1,8-2 м. Длина трубы 40х20 будет зависеть от высоты и ширины створок и калитки. Для ворот с проемом в 3 м нужно 17 м профиля, а для калитки 1-метровой ширины — 7 м.
Исходя из толщины профиля, следует выбрать и электроды.
Оптимальное сечение стержня для сваривания каркаса из 2-миллиметровых труб — 2 мм.
Можно посоветовать приобрести электроды марки АНО-21. Если электроды долго хранились, их нужно прокалить в духовке при температуре 350°С. Время процедуры — около 1 часа. Если вы обладаете опытом в сварочных работах, можете использовать более толстые электроды, но их толщина не должна превышать 3 мм. При работе с ними важно не допустить перегрева металла.
Кроме того, усиленное плавление кромок профиля происходит из-за щелей на стыках между краями соседних заготовок. Чтобы свариваемые трубы плотно прилегали друг к другу, особое внимание уделяйте точности разметки. От нее напрямую зависит качество сварного шва. При разметке мест разрезов трубы линии наносите на все ее грани, чтобы отрезной диск шлифмашинки вести точно по ним. Более тонкие круги (1,8 мм) обеспечивают более точную резку. Однако круги потолще (2,2 мм) менее гибки, поэтому они прочнее и меньше отклоняются от «заданного курса».
Сварка рам створок
Схема монтажа столбов из профиля для ворот.
Сваривать каркасы створок и калитки лучше на ровной горизонтальной поверхности. Хорошо, если у вас есть сварочный стол. Отрезать торцы труб внешнего контура каркасов можно под углом 45°. Тогда более длинные участки профтруб должны соответствовать длине и ширине каждой рамы. Чтобы собрать из рамы правильный прямоугольник, нужно сложить 4 трубы на стол, проверить прямые углы угольником и промерить диагонали. Они должны быть равны. Слегка прихватите каркас сваркой и еще раз проверьте правильность углов.
Легким постукиванием молотка исправьте отклонения и наложите на стыки сварные швы. Сварка 2-миллиметровыми электродами ведется током 50-60 А. Ведите электрод к себе с отклонением от вертикали в 10-15°. Шов накладывается легкими челночными движениями стержня поперек стыка. Электрод держите в нескольких миллиметрах от металла. После проварки швов освободите их от окалины и обработайте шлифмашинкой.
Для жесткости конструкции к рамам в их средней части привариваются перекладины. Длина каждой должна быть меньше ширины створки и калитки на 40 мм. К слову, если вы не хотите собирать каркас с диагональными стыками, то все трубы режутся под прямым углом. Длина стоек должна равняться высоте ворот, а все перекладины должны быть меньше ширины створок на 40 мм. Верхние и нижние торцы профиля отглушаются привариванием стальных оголовков.
Установка столбов и навесов
Схема крепления профнастила.
Пока можете отложить рамы и заняться установкой опорных столбов. Длина каждого из них равна 3,3 м. Они вкапываются в землю на глубину 1,5 м. В любом случае их заглубление в грунт не должно составлять менее 1/3 их длины. Так обеспечивается их устойчивая вертикаль. К нижним торцам опор привариваются листы 20х20 см. Верхние торцы заглушаются оголовками. Ямы под столбы роются с учетом ширины створок и калитки. Очищенные от ржавчины и покрытые битумом в нижней части столбы устанавливаются в котлованы по отвесу или уровню и заливаются бетоном. Между столбами прокапывается траншея, в которую вкладывается уголок и приваривается к столбам. Он будет препятствовать смещению опор в грунте в дальнейшем. Траншею с уголком можно забетонировать.
Самый ответственный этап монтажа ворот — приваривание петель. Но перед этим необходимо установить рамы створок и калитки в соответствующие проемы. Каркас ворот лучше собрать в единую плоскость, прихватив створки между собой сваркой. После этого ворота фиксируются между столбов деревянными клиньями. Их можно установить в нужном положении и слегка приварить с помощью стальных полос к столбам. Если ворота установлены точно по уровню, то петли с каждой стороны будут вращаться вдоль единой воображаемой оси.
Для облегчения крепления навесов еще на сварочном столе к ним можно приварить стальные пластины. Прохождение швов проводится в несколько слоев. Часть навеса с шариком предназначена для крепления к столбам, а цилиндр со штырем приваривается к стойке створки. Петли с пластинами варятся по всему их периметру. После сварки швы обрабатываются шлифмашинкой с установленным зачистным кругом. Калитка устанавливается таким же образом, как и поворотные рамы.
Установка запоров и обшивка
Теперь к створкам привариваются петли с отверстиями для замка. Можно соединить рамы 20-миллиметровыми стальными трубами, которые варятся вдоль 1-й, 2-х или 3-х перекладин. Длина каждой трубки может составлять 20 см. В центре ворот на 2-х стойках вертикально привариваются трубы для штырей-фиксаторов. Их нижние торцы с помощью сварки скрепятся к уголку-перемычке. В калитке и столбе перед ней можно оборудовать петли для замка или устроить фиксаторы, сделанные по подобию воротных. Кроме того, в стойке калитки можно вырезать отверстие для установки врезного или накладного замка. Желательно, чтобы его корпус входил в пазы стойки без зазоров. После установки запорного механизма на столбе отмечается место для засова. Он приваривается к профильной трубе или, если засов будет в теле столба, вырезается в нем после открытия калитки. После монтажа трубок все временные перемычки срезаются. Трубы разрезаются вдоль разъема створок и нижней кромки каркаса ворот. Все наплывы сварки, заусенцы и т.п. снимаются зачистным кругом. В трубки вставляются стальные штыри.
Вся конструкция очищается от ржавчины, обрабатывается антикоррозийным составом, грунтовкой и окрашивается. Профнастил крепится к рамам саморезами или заклепками. Первый лист на створке устанавливается по уровню. Он фиксируется 2-мя саморезами. После этого крепеж врезается в каждую вогнутую волну на всех перекладинах. Следующий лист устанавливается по крайней волне первого. Если петли расположены на стороне обшивки, в полотне профнастила вырезаются соответствующие их размерам пазы.
moyasvarka.ru
Как сделать сварные ворота: выбор конструкции и инструкция!
Ворота сварные могут отличаться по конструкции, внешнему виду. В первую очередь нужно определить, в каком стиле, из каких материалов будет изготавливаться изделие. При этом играет роль степень сложности работ. При наличии опыта сварка ворот не займет много сил и времени. Если же ранее не доводилось выполнять подобную работу, нужно подобрать наиболее простую конструкцию.
Выбор конструкции
Чтобы соединить металлические элементы, используется два способа: сварка и стандартный крепеж (саморез или болт, шайба, гайка). Первый из вариантов позволяет получить эстетичную конструкцию, так как сварной шов почти незаметен. В результате ворота будут иметь привлекательный вид. Если применяются саморезы или болты, их шляпки навсегда останутся на виду. Можно покрыть их лакокрасочными материалами, однако, неровности все равно будут заметны.

По степени сложности сварка воротных створок уступает установке стандартного крепежа. Чтобы выполнять эту работу, необходимо обладать опытом. На начальном этапе обучения сварной шов не всегда удается сделать ровным и надежным. С этой точки зрения саморезы предпочтительнее, так как применять их могут все, даже при отсутствии опыта в строительных работах.
Ворота имеют разную конструкцию:
- распашные;
- откатные.
Если приходится постоянно пользоваться машиной, лучше выбрать второй вариант. Однако автоматические откатные ворота намного сложнее сделать, чем распашные. Важный нюанс заключается в необходимости правильно установить автоматику и подключить ее к подвижной створке. Можно сделать откатные ворота, которые будут открываться механическим способом (вручную). Все же чаще выбирают распашную конструкцию. Она изготавливается сравнительно просто.
Если решается вопрос, как сварить ворота, нужно выбрать еще и способ их крепления к столбам, что также определяется на этапе составления чертежа. При этом нужно выбрать материал для столбов. Необходимо решить, будет ли калитка отдельно стоящей или встроенной в ворота. На этом же этапе определяют способ соединения воротных створок: встраиваемый, навесной замок, нижнее крепление посредством штыря, который заводится в землю. Все эти нюансы должны быть учтены.
Чтобы определиться с конструкцией ворот, принимается во внимание экстерьер ограждаемого объекта, ландшафтный дизайн участка и целевое назначение постройки, вокруг которой возводится забор. Например, для ограждения дачи нередко используют сварную сетку в качестве основного материала. Частный дом или коммерческое/административное здание ограждают забором с элементами ковки. Они крепятся методом сварки. Популярны комбинированные ворота.
Выбор и установка опорных столбов
Сварная конструкция характеризуется большой массой. Дополнительно на нее будет воздействовать ветровая нагрузка, значит, нужно выбрать надежные столбы. Подойдет вариант профильной трубы сечением 100х100 мм. Используются и круглые трубы диаметром от 80 до 100 мм. При этом толщина стенок должна быть не меньше 3 мм, а лучше использовать более надежные опоры с толщиной металла, равной 5 мм.

Столбы для крепления створок ворот устанавливаются в почву глубже, чем опоры, которые будут удерживать секции забора.
Трубы должны войти в грунт ниже уровня промерзания. Тогда конструкция не будет деформироваться при пучении. В среднем трубы заглубляют на уровень 1,5 м ниже поверхности почвы. Учитывая значительную глубину, ямы под опоры готовят с помощью ручного бура.
Трубы устанавливают в соответствии с разметкой. Располагают их на расстоянии, равном ширине створок ворот (в среднем 5 м). Фундамент — обязательный этап работ при возведении ограждения. Выбирают ленточное или столбчатое основание. Понадобится материал: цемент, песок, щебень.
Замешивают раствор, на дне ям обустраивают песчаную подушку. Для повышения надежности конструкции к нижним участкам труб приваривают разнонаправленные поперечины. Металлические столбы перед заглублением в почву обрабатывают битумом, что позволит защитить их от коррозии. После заливки раствор нужно оставить на 2–4 недели, чтобы он полностью высох.
Изготовление рамы
Для работы нужно подготовить оборудование, инструмент:
- сварочный аппарат и электроды разных диаметров для работы с металлом различной толщины;
- сварочная маска, перчатки;
- строительный угольник, уровень, рулетка;
- болгарка для резки труб;
- струбцина, металлическая щетка, молоток для отбивания шлака.
Если решается вопрос, как правильно сварить ворота, нужно помнить, что створки должны быть полностью одинаковые: и по габаритам, и по наполнению. Перекосы и разный вес изделий приведет к тому, что нагрузка будет распространяться неравномерно. Постепенно такие ворота деформируются. В какой-то момент створки перестанут открываться/закрываться из-за существенного перекоса.

В первую очередь изготавливают раму будущих створок. Для этого используется металлическая профильная труба крупного сечения, например, 60х30 мм. Края срезают под углом 45°, что позволит получить прямоугольную конструкцию. Трубы соединяют сварочным швом. Работа ведется на ровной горизонтальной поверхности. Установив трубы в нужном положении, их фиксируют, чтобы в процессе сварки не произошло перекоса.
На этом этапе необходимо определить, насколько ровно лежат элементы конструкции.
Сначала трубы слегка прихватывают сваркой, затем проверяют углы и прямые линии каркаса. В случае необходимости слабые сварочные швы можно убрать и выставить элементы в нужном положении. Важно исключить перекос. Добившись правильного положения труб, переходят к сварке. На этот раз крепление делают более надежным.
Если воротная рама будет заполняться коваными элементами или металлическими прутьями, внутренний каркас, придающий конструкции прочности, не нужен. В тех случаях, когда рама закрывается более слабым по свойствам материалом, внутри необходимо приварить трубы меньшего сечения (40х40 мм или 40х25 мм). Их края тоже срезают под углом 45° и устанавливают по диагонали в каждой четверти ворот. В закрытом положении створок их этих труб должен получиться ромб. По центру часто приваривают горизонтальную трубу. Это способствует упрочнению конструкции, если ширина створки превышает 1 м.
Полотно ворот, замок, петли
Обшивка металлического сварного каркаса выполняется разными методами. Все зависит от выбранного материала. Если планируется двусторонняя обшивка, при этом часто используют листы металла. Поликарбонатом, профнастилом обычно обшивают каркас только по одной стороне. Нужно помнить, что профилированный лист, особенно окрашенный, не любит сварки. Чтобы продлить жизнь таким воротам, профнастил рекомендуется крепить саморезами к сваренному металлическому каркасу. Это же касается и поликарбоната.

Перед креплением полотна сварные швы каркаса необходимо зачистить. Благодаря этому элементы конструкции будут плотнее прилегать друг к другу. Если створки закрываются встык, размеры полотна каждой из них должны быть одинаковыми. В том случае, когда одна половина ворот перекрывает вторую, полотно делают разной ширины. Причем разбег в размерах не должен превышать 2–3 см.
Петли на конструкцию крепят особым способом.
Нижняя часть приваривается к опорным столбам. Верхняя часть петель закрепляется на боковой части створки. Сначала необходимо выполнить разметку по каркасу. Это позволит определить местоположение петель.
Если нужно сварить ворота своими руками, нужно помнить, что перед финишной отделкой врезают замок. Это проще сделать при условии, что створки обшиты с двух сторон. Тогда замок будет хорошо защищен от внешних факторов. Если ворота планируется закрывать с помощью навесного механизма, еще на этапе сварки каркаса приваривают ушки. Они должны располагаться по центру на ближайших сторонах створок. Для нижнего крепления к каркасу (в углах) приваривают отрезки тонкой металлической трубы, куда в дальнейшем будет входить штырь.
Тонкости процесса сварки
Чтобы сделать прямоугольную конструкцию, используется стапель. Выставляют углы рамы, проверяют каркас посредством строительного уровня. На первоначальном этапе выполняется точечная слабая сварка. Проверив углы, приваривают остальные участки конструкции. Если все углы прямые, раму не повело, можно делать более качественные швы.
Чтобы придать раме дополнительной жесткости, в углах приваривают металлические элементы соответствующей формы. Дело в том, что треугольная деталь отличается большей устойчивостью к деформациям, поэтому прямоугольные участки упрочняют уголками. Тонкий металл (воротное полотно) приваривают двусторонним швом, он прочнее. При этом он должен быть прерывистым, иначе можно испортить металл.
Сварной шов выполняется по стороне, противоположной направлению прикладываемой к изделию нагрузки. Если не соблюдать это правило, прочность конструкции снизится. Чтобы не пережечь металл, контролируют уровень сварного тока и диаметр электрода. Это взаимозависимые величины. О перегреве может свидетельствовать покраснение электрода.
Выбор способа сварки
Если решается вопрос, как правильно варить металл, нужно изучить теоретическую часть и немного попрактиковаться. Более тонкая работа предполагает необходимость использования функционального оборудования. Метод сварки по технологии TIG, MIG-MAG реализуется по более сложной технологии, чем ручная дуговая сварка (MMA). По этой причине в быту, особенно при отсутствии опыта, рекомендуется применять инверторный сварочный аппарат. С его помощью выполняется ручная дуговая сварка.
Инверторный аппарат работает с металлами разных типов и толщины.
Если планируется покупка оборудования, нужно принять во внимание параметры материала, который будет свариваться. Учитывая, что средняя толщина стенок металла для ворот составляет 3–5 см, подойдет электрод диаметром от 2,5 до 4 мм. Чем выше значение данного параметра, тем больше сварочный ток. Прямая зависимость между диаметром электрода и силой тока:
- 3 мм: 70–120 А;
- 4 мм: 130–150 А;
- 5 мм: 180–210 А.
При выборе сварочного аппарата учитывают создаваемый им уровень нагрузки на сеть. Например, устройство, которое выдает предельное значение сварочного тока 110 А, потребляет до 4 кВт. Предохранители в быту обычно рассчитаны на 3,5 кВт, значит, будет перегрузка, если работать с таким аппаратом. Нужно подготовить выделенный источник питания с соответствующими характеристиками или выбрать более слабый сварочный аппарат, но в этом случае не стоит рассчитывать на высокое качество швов.
ovorotah.com
Сварка каркаса ворот из профильной трубы инвертором: этапы
Любой загородный участок начинается с ворот. Они придают ему эстетичный и представительный вид. Помимо этого, ворота выполняют функцию защиты территории от несанкционированного вторжения других лиц. Удачным материалом для ворот считается профильный лист. Материал отличается доступностью в цене, практичностью.

Ворота из профильной трубы
Профлист хорошо поддается обработке. Поэтому сварка ворот из профильной трубы может дополняться их декоративной отделкой.
Она подразумевает различные виды работ, начиная с ковки, и заканчивая установкой накладных элементов. Сварочные работы с применением профильных труб имеют ряд особенностей, требования к материалам, оборудованию и соблюдению технологии.
Общая информация
Профильные трубные материалы обладают рядом достоинств и недостатков. Достоинства заключаются в:
- эстетичности каркаса;
- низкой стоимости материалов для сваривания;
- простоте обработки изделий;
- прочности конструкции;
- простоте ввинчивания саморезов в подобные конструкции;
- незначительном весе конструкций.
В качестве минусов профильной трубы выделяют:
- высокий риск деформации каркаса из-за применения резьбовых креплений;
- низкая стойкость материала к коррозии;
- неудобная внешняя обработка изделий красками и грунтовкой.
Отдельное внимание уделяется выбору материалов, с помощью которых происходит сварка профильной трубы.
Используемые материалы
Профильный трубопрокат выпускается в нескольких видах: бесшовном, холоднокатаном, горячекатаном. Бесшовные профтрубы считаются самыми прочными изделиями. Их рекомендуют использовать в качестве опор. На них приходится вся нагрузка конструкции.
Проводится сварка ворот из профильной трубы полуавтоматом.

Сварка ворот из профтрубы полуавтоматом
Для проведения работ рекомендуется использовать материалы и оборудование:
- сварочный агрегат (оптимальный вариант — используемый для электродуговой сварки) с электродами;
- профнастил;
- профтрубы с сечением 40 на 20 мм, применяемые для изготовления каркаса ворот;
- листовая сталь толщиной до 2 мм, идущая на изготовление заглушек торцов;
- петли шарикового типа, имеющие сечение 20 мм;
- профтрубы с внутренним сечением 60 на 60 мм, предназначенные для создания столбов конструкции;
- уголок размером 40 на 40 мм для перемычки;
- трубы 20 мм и петли для создания запоров;
- саморезы или заклепки;
- фиксирующая арматура.
Необходимо внимательно подходить к выбору трубного материала. Лучшим вариантом считается труба из углеродистой стали. Использование оцинкованных изделий замедлит процесс их коррозии. Оптимальная толщина стенок используемого трубопроката составляет 2 мм. Толстые трубы сильно увеличат массу всей конструкции, что несет ряд неудобств.
Особое значение имеет выбор конфигурации сечения трубных изделий. На практике используется трубопрокат прямоугольной и квадратной форм. Овальный прокат применяется значительно реже при сваривании ворот. С целью снижения затрат рекомендуется использовать сварные профильные изделия холоднокатаного типа.
«Обратите внимание!
Проводится сварка ворот из профильной трубы поэтапно и с соблюдением технологии процесса.»
Подготовительные работы
Любая схема сварки ворот из профильной трубы подразумевает проведение подготовительных работ, с которых начинается процесс. На данном этапе выбирается вид будущих ворот. Они могут быть решетчатыми, с обшивкой, ажурными или коваными. После выбора типа требуется провести замеры. Оптимальным вариантом считаются следующие размеры:
- высота ворот от 1,7 м;
- проем 3 м и больше;
- ширина калитки диапазоном 0,76-1 м.
После проведения замеров требуется установка опор. Для этого вырываются ямы диаметром 50 см и глубиной около 1 м. Дно ямы выравнивают, утрамбовывают песком со щебнем. Столбы устанавливают в яму строго в вертикальном положении, обсыпая щебнем, после чего заливают бетоном.
«Важно!
На опоры нельзя навешивать основную металлоконструкцию из профтрубы пока бетон окончательно не застынет.»
На это уходит 4 дня в зависимости от погоды и качества смеси. После установки опор необходимо переходить к сварочным работам.
Технологические моменты сваривания ворот и их створок
Перед свариванием требуется подготовить все узлы сварки профильной трубы. Для этого необходимо отрезать торцы трубных изделий под углом 45. Сбор конструкции вместе с каркасом начинается без применения сварочного аппарата. Для этого ее раскладывают на сварочном столе, угольником замеряют углы и измеряют совпадение диагоналей по величине. Специальными прихватками фиксируют все детали конструкции, чтобы при проведении сварочных работ они не смещались.
Сварка каркаса из профильной трубы проводится агрегатом при силе тока 55 А. Угол, под которым проводится электрод, составляет порядка 13. Минимальное значение для этого составляет 10, а максимальное — 15. Отдельное значение имеет расстояние, на котором должен находиться электрод от обрабатываемого металла. Оптимальное расстояние составляет 6 мм. При соблюдении условия удастся сформировать прочную дугу.

Сварка ворот из профильной трубы
После формирования швов требуется устранить образовавшуюся окалину. Используется специальный молоток. Чтобы швы получились более гладкими, их обрабатывают машинкой для шлифования металлических поверхностей.

Шлифовка шва на воротах
Для придания воротам дополнительной жесткости в их центральной части привариваются перекладины. Трубный материал режется под углом 90, если предполагается каркас с прямыми стыками. Высота стоек должна быть равна высоте ворот, а устанавливаемые перекладины делаются на 3-4 см уже створок.
Ряд мастеров задается вопросом о том, как соединить профильные трубы без сварки при изготовлении ворот. Это возможно благодаря применению резьбовых креплений. Сборка указанным способ подразумевает использование дрели со сверлами, гаек, болтов, гаечных ключей. Процесс включает этапы:
- угловые косынки соединяют с каркасом через заранее проделанные отверстия;
- используют накладки для резьбового крепления в месте соединения профилей или применяют торцевое крепление в качестве альтернативы;
- закрепляют петли гайками с болтами.
Резьбовой способ крепления ворот считается не менее прочным по сравнению с использованием сварки, но последней отдается большее предпочтение ввиду ее привлекательности.
В конце работ проводится обезжиривание деталей ворот, их обработка грунтовкой и окрашивание для придания эстетичного и привлекательного внешнего вида.
Особенности сварочных работ с воротами из профтрубы
Проведение сварки ворот из профильных труб имеет свои особенности:
- при торцевом соединении вероятно появление высокого напряжения на углах;
- при нагреве квадратных и прямоугольных трубных изделий из профиля происходит изменение их внутренней структуры, в результате чего возникает сильная деформация;
- из-за распространенности использования при изготовлении ворот профтруб квадратной и прямоугольной форм рекомендуется следить за тем, чтобы в их внутренний просвет не попадал раскалившийся металл и не застывал там;
- профтрубы считаются универсальным вариантом, поскольку разнообразный выбор по размеру, форме и конфигурации позволяет использовать их для создания каркаса, стоек и опор ворот;
- изделия, сделанные по требованиям ГОСТа, выпускаются стандартных размеров с гладкой поверхностью и ровными кромками, что важно при проведении сварных работ;
- профильный материал отличается равномерностью своей толщины, что необходимо при формировании ровного и прочного шва при сваривании.
В заключение
Профильный трубный материал считается наиболее подходящим вариантом для сваривания любых ворот. Универсальность и большой выбор изделий позволяет использовать профтрубы для изготовления не только каркаса ворот, но и опор для них. Сварочные работы при этом отличаются простотой процесса. Рекомендуется посмотреть видео, как сварка ворот из профильной трубы производится опытными сварщиками.
svarkaipayka.ru