
Токарные резцы с механическим креплением пластин – Резцы токарные сборные с механическим креплением твердосплавной пластины для металлообрабатывающих станков (контурные, проходные, расточные, проходные упорные, отрезные, канавочные).
Токарные резцы со сменными пластинами с механическим креплением
Покупка сменных пластин обходится намного дешевле, чем самих инструментов. Механические резцы со сменными пластинами позволяют заметно увеличить производительность. Благодаря таким свойствам они стали незаменимыми в производстве. Номенклатура серийного производства постоянно растет и в это же время нужно ускорять переходные процессы на станках, чтобы подготовить их к новым заданиям.
Когда только появился резец с механическим креплением сменной пластины, то многие специалисты перешли на них, так как в работе они намного более практичные. В качестве материала может использоваться быстрорежущая сталь, как резец с пластиной ВК8, так и твердосплавные материалы, причем большинство элементов становится взаимозаменяемыми. Изделия относятся к ГОСТам: 19086-80, 19042-80, 25490-90.
Преимущества и недостатки резцов
Отрезной резец со сменными пластинами имеет следующий ряд преимуществ:
- Быстрая смена рабочей режущей детали;
- Хорошая совместимость с инструментами и агрегатами;
- Высокая надежность даже при интенсивной работе;
- Переналадка режущих инструментов;
- Относительно низкая стоимость сменных деталей.
В качестве недостатков можно отметить только то, что данные изделия могут сломаться, если совершить неправильное крепление пластины, а сами изделия являются менее долговечными, хотя в экономическом плане и выходят намного выгоднее.
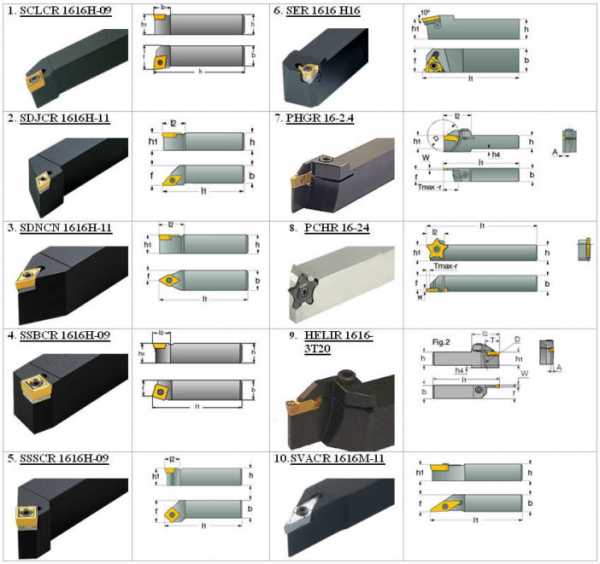
Виды токарных резцов со сменными пластинами
Резцы с пластинами из твердого сплава, а также те, которые изготавливаются из быстрорежущей стали, имеют несколько разновидностей, которые зависят от того, для какой именно работы они будут предназначаться. Здесь выделяются такие разновидности как:
- Механический резьбовой резец – с помощью данного инструмента можно нарезать внутренние и наружные резьбы на цилиндрических заготовках.
- Расточные резцы с механическим креплением – с их помощью происходит расточка сквозных и глухих отверстий в заготовках. В зависимости от того, с каким именно отверстием придется работать, выделяют упорные, которые протачивают глухие отверстия, включая обработку дна, а также проходные – для сквозной обработки. Проходными можно также делать обработку цилиндрических поверхностей.
- Фасонные – это один из самых сложных видов, которые выходит за рамки принятых стандартов, так как имеет индивидуальный профиль. Некоторые из них изготавливают по индивидуальному заказу, так что они имеют массу возможностей в обработке.
- Резец отрезной с механическим креплением – используется для отрезания лишних частей, как крупных, так и мелких с заготовок. В основном, и используют для прутковых заготовок.
- Прорезные – применяются для проточки кольцевых канавок по всей поверхности заготовки.
- Галтельные – используются для обточки переходной поверхности, которая находится по всему радиусу между ступенями валов.

фото:виды токарных резцов со сменными пластинами
Основные размеры
| Размеры резца, мм | Длина, мм | |
|---|---|---|
| Короткие | Длинные | |
| 8-8 | 40 | 60 |
| 10-10 | 50 | 70 |
| 12-12 | 60 | 80 |
| 16-16 | 70 | 100 |
| 20-20 | 80 | 125 |
| 25-25 | 100 | 150 |
| 32-32 | 125 | 170 |
| 40-40 | 150 | 200 |
| 50-50 | — | 250 |
Выбор токарного резца с механическим креплением пластин
Существуют резцы с пластинами из твердого сплава и из быстрорежущей стали. Данные виды материала появляются практически во всех видах инструментов. Какой из них именно брать, зависит от того, с какими материалами будет вестись работа. Быстрорежущая сталь хорошо подходит для мягких металлов. Она относительно дешевая, но при работе с тугоплавкими и калеными заготовками проявляет себя очень плохо. Резцы токарные с пластинами из твердого сплава более дорогие, но они работают со всеми видами металла и могут хорошо переносить как повышение температуры во время активной работы, так и удары.
В остальном же выбор зависит от типа работ, для которых берется инструмент. От этого зависят особенности его заточки и другие факторы, которые оказываются очень важными для технологически правильного выполнения действий.
«Совет профессионалов! Для автоматических станков стоит подбирать те инструменты, которые предназначены именно для них.»
Режимы резания токарного резца
Каждый резец токарный с механическим креплением пластин имеет свои особенности в режиме работы. В отрезном типе применяются длительные поперечные движения, так как в основном, инструменты здесь содержат твердосплавные пластины. Расточные во время работы передвигаются на десятые доли миллиметра, как продольными, так и поперечными движения и скорость проточки составляет около 0,1 мм за оборот. Режим прохода резьбового вида зависит от типа нарезаемой резьбы и в основном это вращательно-поступательные движения.
Обозначения
Резцы токарные с механическим креплением пластин обозначаются согласно тому, какой состав материала у этой пластины. Одним из самых распространенных является состав титановольфрамовой твердосплавной группы Т5К10 – где имеется 5% карбида титана, а кобальта – 10%.
Нужна армейская амуниция? Интернет-магазин макетов оружия Exo-Voyn предлагает на ваш выбор огромный ассортимент товаров. Обращайтесь!
www.metalstanki.com.ua
2.4 Конструктивные особенности резцов с механическим креплением твердосплавных пластин
Режущая способность резцов зависит, прежде всего, от материала режущей части. Однако эффективное использование режущих свойств современных инструментальных материалов возможно лишь при правильном выборе конструкции инструмента и качественном его изготовлении.
В настоящее время резцы, оснащенные пластинами твердого сплава, по существу вытеснили резцы из быстрорежущей стали и нашли широкое применение в машиностроении. По конструкции резец является простым инструментом. Он представляет собой пластину твердого сплава, закрепленную на призматическом корпусе – державке. Форма пластины твердого сплава может быть различной. В промышленности находят применение резцы с призматическими (рисунок 15,
а б в
Рисунок 15 – Форма твердосплавных пластин
Корпуса резцов изготовляются из стали 45 или стали 40Х. Закрепление пластины на корпусе осуществляется одним из двух способов: пайкойилимеханическим креплением.
Пайка производится с помощью припоев из латуни или красной меди. Стали и твердые сплавы имеют разные значения коэффициента температурного расширения. При охлаждении после пайки поверхностные слои металла корпуса резца сжимаются быстрее, нежели слои твердого сплава, обладающего меньшим коэффициентом температурного расширения. В результате в паяном слое возникают касательные напряжения. При изнашивании режущего лезвия резца его работоспособность восстанавливают повторными переточками, во время которых размеры пластины уменьшаются. Поэтому прочность пластины с каждой переточкой падает, и касательные напряжения могут вызвать ее растрескивание или даже разрушение. При нагреве пластины и корпуса в процессе резания эти напряжения уменьшаются, однако после завершения резания и охлаждения резца они снова восстанавливают свое значение. Резцы с припаянными пластинами твердого сплава в основном применяют для обработки заготовок с большими подачами, когда на лезвиях резца действую большие силы резания.
Для работы на средних и облегченных режимах резания широко применяют токарные резцы с механическим креплениемпластин к корпусу. Механические крепления надежно удерживают пластину в специальном гнезде, не вызывая опасных для хрупкого твердого сплава внутренних напряжений. Для различных условий обработки разработано большое количество вариантов крепления, основные из которых представлены на рисунках 16-20.
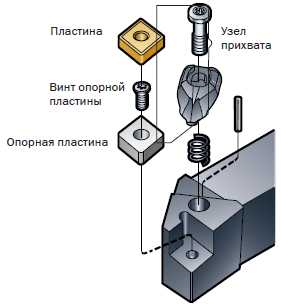

Рисунок 16 – Прижим сверху и поджим за отверстие
Прижим сверху и поджим за отверстиепредназначен для закрепления односторонних пластин без задних углов. Жесткость и надежность крепления – основные преимущества данного способа. Эта схема крепления обеспечивает одновременное приложение сил, направленных внутрь гнезда и сил, прижимающих пластину. При этом гарантируется надежность крепления и повторяемость размеров при замене пластин.
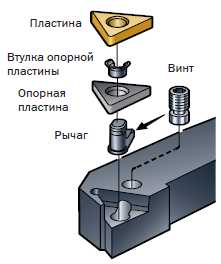
Рисунок 17 – Прижим рычагом за отверстие
Прижим рычагом за отверстие используется для закрепления односторонних и двухсторонних пластин без задних углов.

Рисунок 18 – Прижим клин-прихватом сверху
Прижим клин-прихватом сверху обеспечивает надежное закрепление пластины. Применяется для закрепления трехгранных пластин.
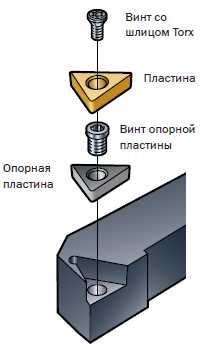
Рисунок 19 – Закрепление пластин винтом
Закрепление пластин винтомприменяется преимущественно в малогабаритных инструментах. Данная схема крепления превосходит по жесткости, надежности, компактности и наличию пространства для свободного схода стружки старые системы с креплением пластин прижимом сверху.
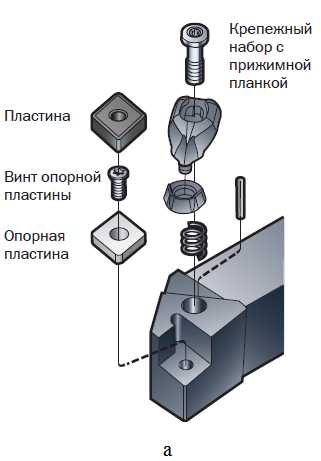
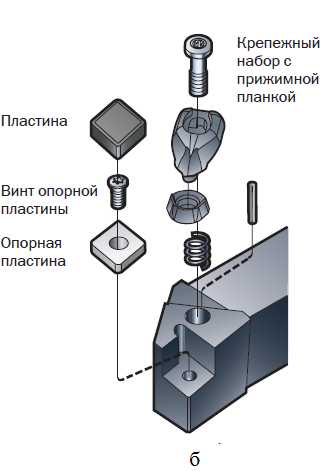
Рисунок 20 – Система крепления повышенной жесткости:
а – для пластин с отверстием; б – для пластин без отверстия
Крепление повышенной жесткости используют для крепления пластин из особо хрупких материалов, таких как металлокерамика и кубический нитрид бора. Пластины могут иметь различную конструкцию. По форме неперетачиваемая пластина представляют собой многогранник, число граней которого равно числуzрежущих лезвий.
Пластина, предназначенная для одностороннего использования, имеет лезвия только с одной стороны. Другая ее сторона служит опорой. Пластина, предназначенная для двухстороннего использования, имеет лезвия с обеих сторон, и их число равно 2z. Активная длина каждого лезвия многогранной пластины равна ширине срезаемого слоя.
В большинстве современных конструкций металлорежущих инструментов с механическим креплением твердосплавных пластин режущая пластина опирается на корпус или державку инструмента через промежуточную опорную пластину.
Опорная пластинаимеет двойное назначение. Во-первых, она предохраняет корпус или державку инструмента от повреждения в случае поломки режущей пластины. Это особенно важно для сложных дорогих корпусов многолезвийных инструментов, например фрез. Во-вторых, опорная пластина, изготовляемая из высокотвердых теплостойких материалов, служит надежной жесткой опорой режущей пластины. В противном случае, если установить режущую пластину непосредственно в гнездо корпуса, под действием силы резания сравнительно мягкая опорная поверхность гнезда будет постепенно сжиматься и в пластине появятся изгибающие напряжения, вызывающие ее поломку или выкрашивание.
Внешние признаки износа механически закрепленных и припаянных пластин аналогичны. После износа одного из лезвий многогранная пластина открепляется от корпуса резца и поворачивается так, чтобы в рабочем положении оказалось ее следующее лезвие. Затем пластина снова закрепляется. Таким образом, вместо переточки многогранную пластину можно повторно использовать z раз, а пластину двухстороннего использования – 2z раз.
studfiles.net
|
master2000.ru
Резцы токарные с механическим креплением сменных пластин, закрепляемых качающимся штифтом. Типы и основные размеры
Группа Г23 СТАНДАРТ
МЕЖГОСУДАРСТВЕННЫЙ
РЕЗЦЫ ТОКАРНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ СМЕННЫХ ПЛАСТИН. ЗАКРЕПЛЯЕМЫХ КАЧАЮЩИМСЯ ШТИФТОМ
Типы и основные размеры
Turning tools with mechanical clamped changeable polyhedral plates fixed by swing pin.
Types and basic dimensions
M КС 25.100.10
Постановлением Государственного комитета СССР по стандартам от 18 ноября 1981 г. № 4988 дата введения установлена
с 01.01.84
1. Настоящий стандарт распространяется на токарные резцы с механическим креплением сменных многогранных пластин, закрепляемых качающимся штифтом, предназначенные для работы на станках с числовым программным управлением и универсальных станках.
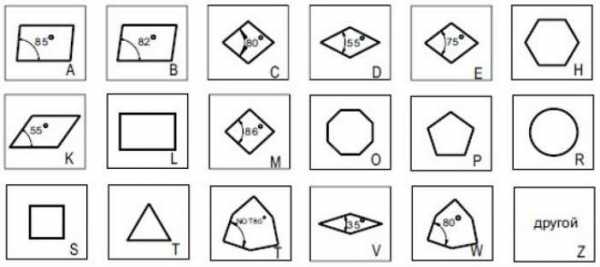
2. Резцы должны быть изготовлены следующих типов:
1 — с трехгранными пластинами отогнутые с углом <р = 45°, правые и левые;
2 — то же. с углом <р ■ 60°;
3 — то же. с углом <р — 90°;
4 — с квадратными пластинами прямые с углом <р = 45°;
5 — с квадатными пластинами отогнутые с углом (р ■ 45°, правые и левые;
6 — то же. с углом <р = 60’;
7 — с квадратными пластинами прямые с углом <р = 75°, правые и левые;
8 — с ромбическими пластинами с углом 80° с тупым углом при вершине, прямые, с углом Ф ■ 75°, правые и левые;
9 — с ромбическими пластинами с углом 80′ отогнутые с углом <р ■ 95°, правые и левые;
10 — с ромбическими пластинами с углом 55° прямые с утлом <р ■ 63°, правые и левые;
11 — с ромбическими пластинами с углом 5512 отогнутые с углом <р ■ 93°, правые и левые;
12 — с круглыми пластинами прямые;
13 — с круглыми пластиначш отогнутые, правые и левые.
3. Основные размеры резцов должны соответствовать указанным на черт. 1 — 13 и в табл. 1 — 13.
Тип I
2 3 1
I — державка; 2 — режущая пластина по ГОСТ 19046-80; 3 — опорная пластина по ГОСТ 19073-80
Черт. I
Правые резиы | Левые резцы | Размер СС’КНПЯ резца h Ь | А, | / | / | нс более | Поз. 2 Режущая пластина по ГОСТ 19046 -80 Kai. 1 | Поз. 3 Опорная пластина по ГОСТ 19073-80 Кат. 1 | ||
Обозна чение | Приме няемость | Обозна чение | Приме няемость | |||||||
Обозначение | ||||||||||
2102-1151 | 2102-1152 | 25-25 | 25 | 17 | 150 | 36 | 01114-220404 01114-220408 01114-220412 01114-220416 | 701-2204 | ||
2102-1153 | 2102-1154 | 32-25 | 32 | 170 | ||||||
58
ГОСТ 24996-81 С. 3
/ — державка; 2 — режущая пластина по ГОСТ 19046—SO; 3 — опорная пластина по ГОСТ 19073-80
Черт. 2
Правые резцы | Левые резиы | Размер сечения резца h Ь | / | / | не более | Поз. 2 Режущая пластина по ГОСТ 19046— 80 Kai. 1 | Поз. 3 Опорная пластина по ГОСТ 19073-80 Кат. 1 | |||
Обозна чение | Приме няемость | Обозна чение | Приме няемость | |||||||
Обо та | теине | |||||||||
2102-1155 | 2102-1156 | 16 16 | 16 | 13 | 100 | 32 | 01114-160304 01114-160308 01114-160312 | 701-1603 | ||
2102-1157 | 2102-1158 | 20 16 | 20 | 125 | ||||||
2102-1161 | 2102-1162 | 20 20 | 17 | 01 N4-160404 01114-160408 01114-160412 | 701-1604 | |||||
2102-1163 | 2102-1164 | 25 20 | 25 | 150 | ||||||
2102-1165 | 2102-1166 | 25-25 | 22 | 36 | 01114-220404 01114-220408 01114-220412 01114-220416 | 701-2204 | ||||
2102-1167 | 2102-1168 | 32 25 | 32 | 170 | ||||||
С. 4 ГОСТ 24996-81Т и п 3
2 3 1
I — державка; 2 — режущая пластина по ГОСТ 19046 — 80; 3 — опорная пластина по ГОСТ 19073-80
Черт. 3
Правые реши | Левые резиы | Размер сечения резиа А Ь | А, | / | / | не более | Поз. 2 Режущая пластина по ГОСТ 19046-80 Кат. 1 | Поз. 3 Опорная пластина по ГОСТ 19073-80 Кат. 1 | ||
Обозна чение | Приме няемость | Обозна чение | Приме няемость | |||||||
Обозн | аченис | |||||||||
2102-1171 | 2102-1172 | 16 16 | 16 | 20 | 100 | 32 | 01114-160304 01114-160308 01114-160312 | 701-1603 | ||
2102-1173 | 2102-1174 | 20 16 | 20 | 125 | ||||||
2102-1175 | 2102-1176 | 20 20 | 25 | |||||||
2102-1177 | 2102-1178 | 25 20 | 25 | 150 | 01114-160404 01114-160408 01114-160412 | 701-1604 | ||||
2102-1181 | 2102-1182 | 25 25 | 32 | |||||||
2102-1183 | 2102-1184 | 36 | 01114-220404 01114-220408 01114-220412 01114-220416 | 701-2204 | ||||||
ГОСТ 24996-81 С. 5
м м Продолжение табл. 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5-1-1465
Т и п 4
/ — державка; 2 — режущая пластина по ГОСТ 19052-80; 3 — опорная пластина по ГОСТ 19076 -80
Черт. 4
мм
Таблица 4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62
ГОСТ 24996-81 С. 7
Левый резей,
I — державка: 2 — режущая пластина по ГОСТ 19052-80; 3 — опорная пластина по ГОСТ 19076-80 Черт. 5
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5-Г 63 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
I — державка; 2 — режущая пластина по ГОСТ 19052-80; 3 — опорная пластина по ГОСТ 19076-80
Черт. 6
Правые реши | Левые реши | Размер сечения ре зла kb | л, | / | / | не более | Поз. 2 Режущая пластина по ГОСТ 19052-80 Кат. 1 | Поз. 3 Опорная пластина по ГОСТ 19076-80 Кат. 1 | ||
Обозна чение | Приме няемость | Обозна чение | Приме няемость | |||||||
Обозначение | ||||||||||
2102-1245 | 2102-1246 | 16 16 | 16 | 17 | 100 | 32 | 03114-090304 03114-090308 | 721-0903 | ||
2102-1247 | 2102-1248 | 20 16 | 20 | 125 | ||||||
2102-1251 | 2102-1252 | 20 20 | 22 | |||||||
2102-1253 | 2102-1254 | 36 | 03114-120404 03114-120408 03114-120412 | 721-1203 | ||||||
2102-1255 | 2102-1256 | 25 20 | 15 | 150 | 721-1204 | |||||
2102-1257 | 2102-1258 | 25 25 | 27 | |||||||
2102-1261 | 2102-1262 | 32 25 | 32 | 170 | 03114-150412 03114-150416 | 721-1504 | ||||
2102-1263 | 2102-1264 | 3232 | 35 | |||||||
2102-1265 | 2102-1266 | 40 32 | 40 | 200 | 45 | 03114-190612 03114-190616 03114-190624 | 721-1904 | |||
2102-1267 | 2102-1268 | 40 40 | 43 | |||||||
2102-1271 | 2102-1272 | 50 | 03114-250716 03114-250724 | 721-2506 | ||||||
2102-1273 | 2102-1274 | 50 40 | 50 | 250 | ||||||
64
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5-2-1465 65 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2 3 1
т 1
/ — державка; 2 — режущая пластина по ГОСТ 19059-80; 3 — опорная пластина по ГОСТ 19078-80
Черт. 8
Правые ре «щи | Левые резиы | Размер сечения резца h Ь | / | / | нс более | Поз. 2 Режущая пластина по ГОСТ 19059-80 Кал. 1 | Поз. 3 Опорная пластина по ГОСТ 19078-80 Кал. 1 | |||
Обо «качение | Приме няемость | Обозна чение | Приме няемость | |||||||
Обозначение | ||||||||||
2102-1305 | 2102-1306 | 25-25 | 25 | 22 | 105 | 36 | 05114-120404 05114-120408 05114-120412 | 731-1204 | ||
2102-1307 | 2102-1308 | 32-25 | 32 | 170 | ||||||
2102-1311 | 2102-1312 | 32-32 | 27 | |||||||
2102-1313 | 2102-1314 | 40 32 | 40 | 200 | 05114-160412 05114-160416 | 731-1604 | ||||
2102-1315 | 2102-1316 | 40 40 | 35 | 45 | 05114-190608 05114-190612 05114-190616 05114-190624 | 731-1904 | ||||
2102-1317 | 2102-1318 | 50 40 | 50 | 250 | ||||||
66
1
Издание официальное Перепечатка воспрещена
2
Переиздание.
standartgost.ru
ГОСТ 26613-2016 Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
Текст ГОСТ 26613-2016 Резцы токарные с механическим креплением сменных многогранных пластин. Технические условия
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ГОСТ
26613-
2016
РЕЗЦЫ ТОКАРНЫЕ С МЕХАНИЧЕСКИМ
КРЕПЛЕНИЕМ
СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН
Технические условия
Издание официальное
Москва
Стандартииформ
2017
ГОСТ 26613—2016
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0—2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2015 «Межгосударственная система стандартизации. Стандарты межгосударственные. правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия. обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИИНСТРУМЕНТ»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. N9 93-П)
За принятие проголосовали:
|
Кратки наименование страны па МК (ИСО Э1вв) 004-9? |
Код страны no МК (ИСО 316в) 004- 97 |
Сокращенное наименование национального органа по стандартизации |
|
Белврусь |
BY |
Госстандарт Республики Беларусь |
|
Грузия |
GE |
Грузстандврт |
|
Киргизия |
KG |
Кыргызствндврт |
|
Россия |
RU |
Росстандарт |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Узбекистан |
uz |
Узствндврт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 марта 2017 г. № 133-ст межгосударственный стандарт ГОСТ 26613—2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 ВЗАМЕН ГОСТ 26613—85
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также е информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
© Стандартинформ. 2017
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен. тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
ГОСТ 26613—2016
Содержание
1 Область применения……………………………………………1
2 Нормативные ссылки…………………………………………..1
3 Технические требования…………………………………………3
4 Комплектность……………………………………………….5
5 Правила приемки……………………………………………..5
6 Методы контроля и испытаний………………………………………5
7 Требования безопасности………………………………………..9
6 Транспортирование и хранение……………………………………..9
in
ГОСТ 26613—2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН
Технические условия
Lethe tools with mechanically clamped changeable indexable inserts.Specifications
Дата введения — 2018—01—01
1 Область применения
Настоящий стандарт распространяется на токарные проходные, подрезные, копировальные и рас* точные резцы с механическим креплением сменных многогранных пластин из твердого сплава, в том числесиэносостойким покрытием, и керамики, предназначенные для обработки деталей из стали и чугуна на станках токарной группы.
2 Нормативные ссылки
8 настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051—81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 9.301—86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.306—85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 1050—2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1412—85 Чугунспластимчатымграфитомдляотливок.Марки
ГОСТ 2789—73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3882—74 (ИСО 513—75) Сплавы твердые спеченные. Марки
ГОСТ 4543—71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5378—88 Угломеры с нониусом. Технические условия
ГОСТ ISO 5609—2015 Резцы расточные с механическим креплением сменных многогранных пластин. Обозначение
ГОСТ 9013—59 (ИСО 6508—86) Металлы. Метод измерения твердости по Роквеллу ГОСТ 9378—93 (ИСО 2632*1—85. ИСО 2632-2—85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 10905—86 Плиты поверочные и разметочные. Технические условия ГОСТ 14959—79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия
ГОСТ 18088—83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19043—80 Пластины режущие сменные многогранные твердосплавные трехгранной формы. Конструкция и размеры
Издание официальное
1
ГОСТ 26613—2016
ГОСТ 19044—80 Пластины режущие сменные многогранные твердосплавные трехгранной формы с отверстием. Конструкция и размеры
ГОСТ 19045—80 Пластины режущие сменные многогранные твердосплавные трехгранной формы с задним углом 11°. Конструкция и размеры
ГОСТ 19046—80 Пластины режущие сменные многогранные твердосплавные трехгранной формы сотверстием и стружколомающими канавками на одной стороне. Конструкция и размеры
ГОСТ 19047—80 Пластины режущие сменные многогранные твердосплавные шестигранной формы с углом 80е- и отверстием. Конструкция и размеры
ГОСТ 19048—80 Пластины режущие сменные многогранные твердосплавные шестигранной формы с углом 80*. с отверстием и стружколомающими канавками. Конструкция и размеры
ГОСТ 19049—80 Пластины режущие сменные многогранные твердосплавные квадратной формы. Конструкция и размеры
ГОСТ 19050—80 Пластины режущие сменные многогранные твердосплавные квадратной формы с задним углом 11*. Конструкция и размеры
ГОСТ 19051 —80 Пластины режущие сменные многогранные твердосллавные квадратной формы сотверстием. Конструкция и размеры
ГОСТ 19052—80 Пластины режущие сменные многогранные твердосллавные квадратной формы сотверстием и стружколомающими канавками на одной стороне. Конструкция и размеры
ГОСТ 19056—80 Пластины режущие сменные многогранные твердосллавные ромбической формы с углом 80*. Конструкция и размеры
ГОСТ 19057—80 Пластины режущие сменные многогранные твердосплавные ромбической формы суглом 80* и отверстием. Конструкция и размеры
ГОСТ 19059—80 Пластины режущие сменные многогранные твердосплавные ромбической формы суглом 80*.сотеерстием и стружколомающими канавками на одной стороне. Конструкцияи размеры ГОСТ 19062—80 Пластины режущие сменные многогранные твердосллавные параллелограм-мной формы с углом 55* и стружколомающими канавками на одной стороне. Конструкция и размеры ГОСТ 19064—80 Пластины режущие сменные многогранные твердосллавные пятигранной формы сотверстием. Конструкция и размеры
ГОСТ 19065—80 Пластины режущие сменные многогранные твердосллавные пятигранной формы сотверстием и сгружколомакнцими канавками на одной стороне. Конструкция и размеры
ГОСТ 19067—80 Пластины режущие сменные многогранные твердосплавные шестигранной формы сотверстием. Конструкция и размеры
ГОСТ 19068—80 Пластины режущие сменные многогранные твердосплавные шестигранной формы сотверстием и стружколомающими канавками на одной стороне. Конструкция и размеры
ГОСТ 19069—80 Пластины режущие сменные многогранные твердосплавные круглой формы. Конструкция и размеры
ГОСТ 19070—80 Пластины режущие сменные многогранные твердосллавные круглой формы с отверстием. Конструкция и размеры
ГОСТ 19071—80 Пластины режущие сменные многогранные твердосллавные круглой формы с отверстием и стружколомающими канавками на одной стороне. Конструкция и размеры
ГОСТ 19072—80 Пластины режущие сменные многогранные твердосллавные круглой формы с задним углом, отверстием и стружколомающими канавками на одной стороне. Конструкция и размеры ГОСТ 23726—79 Инструмент металлорежущий и дереворежущий. Приемка ГОСТ 24247—80 Пластины режущие сменные многогранные твердосплавные трехгранной формы сотверстием и стружколомающими канавками на двух сторонах. Конструкция и размеры
ГОСТ 24248—80 Пластины режущие сменные многогранные твердосллавные квадратной формы сотверстием и стружколомающими канавками на двух сторонах. Конструкция и размеры
ГОСТ 24249—80 Пластины режущие сменные многогранные твердосплавные ромбической формы суглом 80*,сотверстием и стружколомающими канавками на двух сторонах. Конструкция и размеры ГОСТ 24250—80 Пластины режущие сменные многогранные твердосллавные трехгранной формы с задним углом и стружколомающими канавками. Конструкция и размеры
ГОСТ 24252—80 Пластины режущие сменные многогранные твердосллавные квадратной формы с задним углом и стружколомающими канавками. Конструкция и размеры
ГОСТ 24255—80 Пластины режущие сменные многогранные твердосплавные ромбической формы суглом 55* и отверстием. Конструкция и размеры
ГОСТ 24256—80 Пластины режущие сменные многогранные твердосплавные ромбической формы с углом 55*.с отверстием и стружколомающими канавками на одной стороне. Конструкция и размеры
2
ГОСТ 26613—2016
ГОСТ 24257—60 Пластины режущие сменные многогранные твердосплавные ромбической фор* мысуглом55*.сотверстиемистружколомающимиканавкаминадвухсторонах. Конструкция и размеры ГОСТ 25003—81 Пластины режущиесменныемногогранные керамические. Технические условия ГОСТ 25706—83 Лупы. Типы, основные параметры. Общие технические требования ГОСТ26476—85 Резцы токарные и резцы-вставки с механическим креплением сменных много* гранных пластин. Обозначения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользований — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опублихоеан по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным)стакдартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется е части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Характеристики
3.1.1 Вкачестве режущей части резцовследуетприменятьсменные многогранные пластины классов допусков U, М. G из марок твердого сплава групп применения Р01…Р50, МЗО, К01…К30 по ГОСТ 3882 и керамики по ГОСТ 25003.
Допускается применение пластин, в том числе с износостойким покрытием, подругой технической документации, утвержденной в установленном порядке, обеспечивающих стойкость резцов в соответствии с настоящим стандартом.
3.1.2 Форма и размеры пластин должны соответствовать:
— твердосплавных —ГОСТ19043—ГОСТ 19052. ГОСТ 19056, ГОСТ 19057. ГОСТ 19059. ГОСТ 19062, ГОСТ 19064. ГОСТ 19065. ГОСТ 19067-ГОСТ 19072. ГОСТ 24247—ГОСТ 24250. ГОСТ 24252. ГОСТ 24255-ГОСТ 24257;
• керамических—ГОСТ 25003 и технической документации, утвержденной в установленном порядке.
3.1.3 Державки резцов следует изготовлять из стали марок: 50ХФА — поГОСТ 14959; 40ХФАили 40Х —по ГОСТ 4543.
Детали крепления пластин резцов следует изготовлять из стали марок 40Х. 40ХФА. 40ХН2МА. 40ХНМА — по ГОСТ 4543.
Допускается изготовление деталей резцов из стали других марок, физико-механические свойства
которых не ниже указанных.
3.1.4 Твердость деталей резцов должна быть не менее:
46.. . 51 HRC — державок из стали марок50ХФАи40ХФА;
37.. . 47 HRC — державок из стали марки 40Х:
35.. .47.RC — деталей крепления пластин.
3.1.5 Предельные отклонения размеров резцов должны быть не более: к 16 — длины резца:
♦2* — главного угла в плане для резцов с углом ф. равным 90*;
±1* — главного утла в плане для других резцов:
h 13 — высоты и ширины державки прямоугольного сечения:
g 7 — диаметра цилиндрической части хвостовика державки круглого сечения:
♦1* — расположения поверхностей гнезда под режущую пластину, определяющих главные передний и задний углы и угол наклона режущей кромки.
Неуказанные предельные отклонения:
Н14. h 14, ±—— для линейных размеров. ±
АТ16
2
для угловых размеров.
Примечание — Для расточных резцов с лыскаыи для крепления в резцедержателе допускается изготовление цилиндрической части хвостовика с полем допуска по h 12.
3.1.6 Предельные отклонения размеров резцов при контроле по эталонной пластине должны быть. мм. не более:
j,14 — рабочей высоты в сборе для резцов с прямоугольным сечением державки;
з
ГОСТ 26613—2016
♦0,25 — расстояния от вершины резца до боковой поверхности державки прямоугольного сечения для прямого проходного резца с пластиной квадратной формы с главным углом в плане я>, равным 45°;
+0.5 — расстояния от вершины резца до боковой поверхности державки прямоугольного сечения для других резцов;
-0,25 — расстояния от вершины резца до оси цилиндрической части хвостовика державки кругло* го сечения с полем допуска g 7;
-0.5 — расстояния от вершины резца до оси цилиндрической части хвостовика державки круглого сечения с полем допуска h 12.
3.1.7 Параметры шероховатости поверхностей деталей резцов по ГОСТ 2789 должны быть, мкм, не более:
Ra 0.8 — цилиндрической части хвостовика державки круглого сечения с полем допуска g 7;
Ra 1.25 — нижней опорной поверхности державки прямоугольного и круглого сечения:
Ra 2.5 — боковой опорной поверхности державки прямоугольногосечения. цилиндрической части хвостовика державки круглого сечения с полем допуска h22. нижней и боковой опорных поверхностей гнезда под пластину;
Ra 10 — поверхности заднего торца державки:
Ra 5 — остальных поверхностей.
3.1.8 Поверхности деталей резцов не должны иметь вмятин, следов коррозии и других дефектов, влияющих на качество и внешний вид.
3.1.9 Поверхности крепежных элементов и державок резцов должны иметь химическое покрытие Хим.Окс.прм. по ГОСТ 9.306 и ГОСТ 9.301.
3.1.10 Допуск перпендикулярности боковой опорной поверхности державки относительно нижней опорной поверхности +1*.
3.1.11 Допуск плоскостности опорной поверхности державки — 0,05 мм в сторону вогнутости.
3.1.12 Зазор между опорной поверхностью режущей пластины иопорными поверхностями контак* тирующих с ней деталей не должны превышать допусков плоскостности на пластины. Для пластин классов допусков U. М. G зазор должен быть не более 0.03 мм.
Зазор между нижней опорной поверхностью гнезда державки и опорной пластиной под вершиной резца не допускается.
3.1.13 Под вершиной резца нижняяопорная поверхностьгнезда державки при проверкепоэталон-ной пластине не должна выступать за габариты опорной пластины, а опорная пластина — за габариты режущей. Опорная пластина должна выступать за габариты опорной поверхности гнезда державки не более чем на размер фаски.
Режущая пластина в области вершины должна выступать за габариты опорной пластины не более:
0,6 мм — для режущих пластин с диаметром вписанной окружности до 12. мм включительно;
1,0 мм — для режущих пластин с диаметром вписанной окружности свыше 12,7 мм.
3.1.14 Средний Ти установленный Ту периоды стойкости резцов при условиях испытаний, приведенных в разделе 6. должны быть не менее указанных в таблице 1.
Таблица 1
|
Группа инструментальных материалов режущих пластин |
Т. мин |
Г , мин Y |
|
Вольфрамовые твердые сплавы без карбида тантала н ниобия (марки сплава групп TK и ВК) |
1S |
в |
|
Вольфрамовые твердые сплавы с карбидами тантала и ниобия (марки сплава групп МС и TTK) |
15 |
10 |
|
БезвольФоамовые тееодые сплавы (мвоки сплава rovnn TH. KHT. ТВ) |
15 |
в |
|
Керамика |
20 |
10 |
Критерием затупления резцов является допустимый износ по задней поверхности режущей части, значения которого не должны превышать указанных в таблице 3.
3.2 Маркировка
3.2.1 На внутренней боковой стороне проходных, подрезных, копировальных резцов должны быть нанесены:
• товарный знак предприятия-изготовителя;
• обозначение резца по ГОСТ 26476
ГОСТ 26613—2016
На хвостовике расточных резцов должны быть нанесены:
• товарный знак предприятия-изготовителя;
— обозначение резца по ГОСТ ISO 5609.
3.2.2 Транспортная маркировка и маркировка потребительской тары — по ГОСТ 18068.
3.3 Упаковка — поГОСТ 18088.
4 Комплектность
8 комплект резца должны входить:
• резец в собранном виде — 1 ил.;
• запасные пластины — 20.30 или 50 шт.:
• детали крепления — один комплект.
Допускаются другие варианты комплектации резцов, в том числе режущими пластинами различных классов допуска, по согласоеаниюс заказчиком.
5 Правила приемки
5.1 Приемка — по ГОСТ 23726.
5.2 Испытания на средний период стойкости проводят один раз в три года, на установленный период — один раз в год.
5.3 Испытания резцов на работоспособность, средний и установленный периоды стойкости проводят на трех резцах одного типоразмера одной вершиной режущей пластины для каждой группы инструментального материала, указанной в таблице 1.
6 Методы контроля и испытаний
6.1 Контроль внешнего вида резцов осуществляется визуально.
Наличие зазоров и их размер проверяют визуально и щупами.
6.2 Твердость державок и деталей резцов контролируют по ГОСТ 9013.
6.3 При контроле параметров резцов применяют методы и средства измерения, погрешность которых должна быть не более:
значений. укаэанныхвГОСТ8.051, — при измерении линейных размеров:
35 % допуска на проверяемый угол — » » угловых »:
25 % допуска на проверяемый параметр — при контроле формы и расположения поверхностей. Допускается применение специальных средств контроля, погрешность измерения которых обеспечивает необходимую точность.
6.4 Контрольразмерое резцов проводят по зталонным пластинам форма и размеры которых соответствуют ГОСТ 19043—ГОСТ 19045. ГОСТ 19047. ГОСТ 19049—ГОСТ 19051. ГОСТ 19056. ГОСТ 19057. ГОСТ 19062. ГОСТ 19064. ГОСТ 19067. ГОСТ 19069. ГОСТ 19070. ГОСТ 19072. ГОСТ 24255 или другой нормативной документации, утвержденной в установленном порядке.
Предельные отклонения размеров эталонных пластин должны быть. мм. не более:
±0.002 — диаметра вписанной окружности;
±0.01 — толщины пластины:
±0.02 — радиуса при вершине;
±0.002 — размера т:
±5′ — угла при вершине.
Размеры радиуса при вершине должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах
|
Диаметр вписанной окружности |
Радиус при вершине |
|
5.560: 6.350 |
0.4 |
|
9.525; 12.700 |
0.8 |
|
1S.87S: 19.050 |
1.2 |
|
25.4 |
2.4 |
S
ГОСТ 26613—2016
6.5 Шероховатость поверхностей резцов проверяют сравнением с образцами шероховатости по ГОСТ 9376 или с образцами—эталонами резцов, имеющими параметры шероховатости не более ука* эанных в 3.1.7. с помощью лупы ЛГИ—4х по ГОСТ 25706.
6.6 Контроль перпендикулярности осуществляют при помощи угломера по ГОСТ 5378 и поверочной плиты по ГОСТ 10905.
6.7 Контроль допуска плоскостности опорной поверхности державки осуществляют при помощи лекальной линейки и набора щупов, изготовленных в соответствии с документацией, утвержденной в установленном порядке.
6.8 Испытания резцов на работоспособность, средний и установленный периоды стойкости еле* дует проводить на токарных станках, соответствующих установленным для них нормам точности и жесткости.
6.9 Испытания резцов следует проводить без охлаждения на следующих обрабатываемых материалах в зависимости от групп применения твердого сплава:
• группа применения Р — лостали марок45 или 50 поГОСТ 1050твердостью 150—241 Н8:
• группы применения М и К —по чугуну марок СЧ 25 или СЧ 30 по ГОСТ 1412 твердостью 180—255 Н8.
6.10 Вершины резцов устанавливают по линии центров станка с предельными отклонениями не более:
ij, 14 — для точения наружных поверхностей;
41.0 мм — для точения внутренних поверхностей.
6.11 Вылет режущей части резцов из резцедержателя должен быть не более:
1.2—1.3 высоты державки резца — для точения наружных поверхностей;
2.5 диаметра державки круглого сечения — для точения внутренних поверхностей.
6.12 Поверхности заготовки для испытаний должны быть предварительно обработаны до параметра шероховатости не более Ra 12.5мкм. радиальное биение заготовки — 0.1 мм. На заготовке в местах входа и выхода резца должна быть фаска величиной больше глубины резания.
6.13 Испытания резцов на работоспособность и стойкость следует проводить на режимах, указанных в таблице 3. с учетом поправочных коэффициентов, указанных в таблицах 4.5 и 6.
Таблице 3
|
Группа применение |
Марка сплава |
Износ по задней поверхности, мм |
Глубина резания. мм |
Спорость резания V. м/мии. 110 % | ||
|
Подача S, мм?о6.110 % | ||||||
|
для пластин форм | ||||||
|
W. С. К. о.т |
S |
P.H. R | ||||
|
Р01 |
Т30К4 |
0.6 |
1.0 |
220 |
250 |
260 |
|
0.2 |
0.23 |
0.25 | ||||
|
Р10 |
Т15К6 МС111 |
0.8 |
2.0 |
180 |
200 |
220 |
|
0,28 |
0.3 |
0.4 | ||||
|
Р20 |
Т14К8. МС121 МС137 |
0.8 |
2.0 |
145 |
155 |
165 |
|
0.32 |
0.35 |
0.45 | ||||
|
Р30 |
Т5К10.ТТ10К8Б. МС131.МС221 |
0.8 |
2.S |
110 |
120 |
125 |
|
0.4 |
0.4S |
0.5S | ||||
|
Р40—Р50 |
TSK12. ТТ7К12. МС146 |
0.8 |
3.0 |
80 |
90 |
90 |
|
0.47 |
0.5 |
0.5S | ||||
|
К01 |
ВК2.ВКЗ. ВКЭМ. МС301 |
0.8 |
1.0 |
130 |
150 |
150 |
|
0.2 |
0.2 |
0.25 | ||||
6
ГОСТ 26613—2016
Окончание таблицы 3
|
Группе применения |
Марка сплава |
Износ по задней поверхности, мм |
Г лубина резание, мм |
Скорость резания V. м/мин. 110 % | ||
|
Подача S. ыы^об,» 10 К» | ||||||
|
для пластин форы | ||||||
|
W.C. К. D. Т |
S |
Р. Н. R | ||||
|
К05 |
ВКвОМ. МС306 |
0.8 |
1.5 |
120 |
130 |
130 |
|
0.2 |
0.2 |
0.25 | ||||
|
К10 |
ВК6М.ТТ8К6. МС312 |
0.8 |
2.0 |
110 |
120 |
120 |
|
0.3 |
0.3 |
0.4 | ||||
|
К20 |
ВКб. ВК4. МС316. МС321 |
0.8 |
2.0 |
100 |
100 |
110 |
|
0.3 |
0.3 |
0.4 | ||||
|
К 30 |
ВК8 |
0.8 |
2.5 |
75 |
60 |
80 |
|
0.35 |
0.35 |
0.45 | ||||
|
МЗО |
ВК10М. ВКЮОМ |
0.8 |
3.0 |
90 |
100 |
110 |
|
0.3 |
0.3 |
0.4 | ||||
|
Р01—Р10 |
ТН20 |
0.8 |
1.0 |
210 |
220 |
240 |
|
0.2 |
0.25 |
0.3 | ||||
|
Р10—Р20 |
КНТ16 |
0.6 |
2.0 |
190 |
210 |
230 |
|
0.2 |
0.25 |
0.3 | ||||
|
РЗО |
Т84 |
0.8 |
2.0 |
100 |
115 |
125 |
|
0.28 |
0.3 |
0.4 | ||||
|
Р01 |
В0К71.В013 |
0.4 |
1.0 |
350 |
400 |
420 |
|
0.2 |
0.25 |
0.3 | ||||
|
К01 |
60К71.В013 |
0.4 |
1.0 |
300 |
350 |
370 |
|
0.2 |
0.25 |
0.3 | ||||
Примечаний
1 Скорость резания при испытании сплава МС316 следует увеличивать на 10 %.
2 Режимы резания при испытаниях резцов с пластинами из керамики при точении стали марок 45 и 50 выбираются для группы применения Р01. при точении чугуна марок СЧ 25 или СЧ30 — для группы применения К01.
Таблица 4 — Поправочные коэффициенты на скорость резания К„ и подачу К4 в зависимости от радиуса при вершине режущей пластины г
|
Обрабатываемый материал |
Поправочный коэффициент при л мм | |||||
|
0.4 |
О.в |
1.2 |
1.6 |
2.4 | ||
|
Сталь |
Kv |
0.8 |
1.0 |
1.1 | ||
|
К. |
0.5 |
0.9 |
1.0 |
1.1 |
1.2 | |
|
Чугун |
«V |
0.8 |
1.0 | |||
|
к. |
0.75 | |||||
7
ГОСТ 26613—2016
Таблице 5 — Поправочные коэффициенты не скорость резания Ку е зависимости от твердости НВ обрабатываемого материале
|
Обрабаты- оаемый материал |
Поправочный коэффициент Ку при твердости НВ | ||||||||||
|
150- 160 |
те»— 170 |
171 — 180 |
181- 185 |
188- 195 |
196- 205 |
гОв- 215 |
216- 225 |
228— 235 |
236- 245 |
246- 2SS | |
|
Сталь |
1.25 |
1.22 |
1.16 |
1.12 |
1.04 |
1.00 |
0.96 |
0.93 |
0.90 |
0.86 |
0.60 |
|
Чугун |
— |
— |
— |
1.00 |
0.90 |
0.84 |
0.80 |
0.74 |
0.70 |
0.66 |
— |
Таблице б — Поправочные коэффициенты не подачу К, в зависимости от главного угле в плане о
|
Обрабатываемый материал |
Гпааный утоп а плане о |
Поправочный коэффициент дпя пластин форм | |
|
W.C.K. О.Т |
S | ||
|
Сталь |
45е |
1.30 |
1.25 |
|
60*; 63* |
1.15 |
1.00 | |
|
75* |
1.00 | ||
|
90*; 95* |
1.00 |
— | |
|
Чугун |
45*; 63* |
1,20 |
1.20 |
|
75* |
— |
1.00 | |
|
90*; 95* |
1.00 |
— | |
6.14 Испытания расточных резцов на работоспособность и стойкость следует проводить на режимах. указанных в таблице 3. с учетом поправочных коэффициентов: К, — 0.8 — на скорость, К, = 0.7 — на подачу.
6.15 Испытания на работоспособность и стойкость резцов, оснащенных пластинами с износостойким покрытием, следует проводить на режимах, указанных в таблице 3, с учетом поправочного коэффициента на скорость К*:
1,25 — для однослойных покрытий;
1,3 — для многослойных покрытий.
Критерием затупления является допустимый износ по задней поверхности режущей части, равный 0.5мм.
6.16 Испытания на работоспособность следует проводить в течение трех минут. После испытаний крепление пластин не должно быть нарушено, на пластинах не должно быть выкрашиваний и резцы должны быть пригодны для дальнейшей работы^
6.17 Приемочные значения среднего 7 и установленного 7у периодов стойкости должны быть не менее указанных в таблице 7.
Таблица 7
|
Группа инструментальных материалов режущих пластин |
Приемочные значения периода стойкости, мин | |
|
среднего |
установленного | |
|
Вольфрамовые твердые сллваы без карбида тантала и ниобия (марки сплава групп ТК и ВК) |
17 |
9 |
|
Вольфрамовые твердые сплавы с карбидами тантала и ниобия (марки сплава групп МС и ТТК) |
17 |
11 |
|
Безвольфрамовые твердые сплавы (марки сплава групп ТН.КНТ.Т8) |
17 |
7 |
|
Керамика |
23 |
11 |
8
ГОСТ 26613—2016
7 Требования безопасности
7.1 Крепление сменных многогранных пластин на резцах должно обеспечивать прочность их соединения с державкой в период эксплуатации резцов до достижения износа, указанного в 6.13 и 6.15.
7.2 Испытания резцов на безопасность следует проводить сучетом дополнительного коэффициента на скорость резания Kv— 1.2 к приведенным в разделе 6.
7.3 После испытания резцов на средний период стойкости нарушение прочности механического крепления пластин не допускается.
7.4 Испытания на безопасность следует проводить на резцах одного типоразмера в количестве не менее Зшт.
7.5 Время испытаний на безопасность — 30% среднего периода стойкости, но не более 10 мин.
8 Транспортирование и хранение
Транспортирование и хранение — по ГОСТ 18088.
9
ГОСТ 26613—2016
УДК 621.9.025:006.354 МКС25.100.10 Г23 ОКП392100
Ключевые слова: резиы токарные, проходные, подрезные, копировальные, расточные, пластины смен* ные многогранные из твердого сплава и керамики, технические условия
Ю
Редактор Е.С. Сулакова Технический редактор В.Н. Прусакова Корректор С.В. Фирсова Компьютерная верстка А.Н. Золотаревой
Сдано в набор 16.032017. Подписано а печать 20.04 2017. Формат 60>84^ Гарнитура Ариап. Уел. леч л. 1,86. Уч.-иад. л. 1.66. Тираж 40 мз. Зак. 531.
Подютоапено на основе электронной версии, предоставленной разработчиком стандарта
Издано и отпечатано во ФГУП «СТАНДАРТИНФОРМ». 12399S Москва. Гранатный пер.. 4. Kiloggostinfb ru
allgosts.ru
Твердосплавные пластины для токарных резцов
Режущий инструмент, применяемый в процессе металлообработки, изнашивается (независимо от марки «железа») довольно быстро, а стоит достаточно дорого. Если совместно с токарным резцом использовать твердосплавную пластину, то можно одновременно решить несколько задач, а в целом существенно повысить производительность на единице оборудования.
Эта статья поможет разобраться с разновидностями твердосплавных пластин для токарных резцов и некоторыми особенностями работы с ними.

Сменные пластины твердосплавные не используются в металлообработке с помощью монолитных резцов, у которых державка и режущая часть представляют собой единое целое.
Общая информация
Для изготовления всех моделей насадок к резцам используются только сплавы, характеризующиеся улучшенной формулой – AL 20 (40) и AP 25 (40). Геометрия любого образца продумана до мельчайших деталей. Это позволяет проводить соответствующие технологические операции с максимальной точностью и в короткие сроки, при значительном уменьшении процента брака.
Существующие стандарты
Твердосплавные пластины бывают нескольких типов. Подробное описание каждого из них можно найти в соответствующих ГОСТ.
- 19042 от 1980 года. Этот стандарт определяет систему обозначений, категорирование и требования к форме пластин твердосплавных (заменяет ГОСТ под этим же номером от 1973 года).
- 19086 от 1980 года. В данном документе обозначены все характеристики стружколомов, а также сменных насадок опорного и режущего типа.
- 25395 от 1990 года. ГОСТ распространяется на тип твердосплавных пластин, которые скрепляются с державками резцов проходных, расточных и револьверных способом напайки (01, 61, 02 и 62).
Что дает применение твердосплавных пластин для резцов
- Универсальность использования одного токарного резца. Меняя твердосплавные пластины, можно производить обработку металлов и сплавов, характеризующихся разным составом, структурой и твердостью. Если иметь под рукой необходимый набор насадок, то проблем с металлообработкой, связанных с поиском и переустановкой нужного инструмента, не возникнет. Особенно актуально для автоматизированных производств, с большим сортаментом продукции.
- Экономию. Пластина стоит гораздо дешевле резца. В случае поломки режущей части не придется заменять весь инструмент. Кроме того, эксплуатационный срок его корпуса увеличивается более чем в 20 раз по сравнению с аналогом напаянным.
- На смену (поворот) пластины затрачивается меньше времени, чем на переустановку резца. А это – одна из составляющих повышения производительности.
- Насадки позволяют менять режим резания в большом диапазоне, что создает удобство в работе, повышает ее скорость и качество.
- Большой сортамент насадок. Подобрать нужную пластину для каждой технологической операции гораздо проще, чем сам инструмент. Для мелких производств (тем более бытовых токарных станков) выгоднее иметь определенный набор насадок, чем приобретать большое количество резцов различных видов.
Что можно делать твердосплавными пластинами
- Поверхностная обработка заготовок.
- Нарезание резьбы.
- Внутренняя расточка.
- Развертка.
- Выборка пазов, канавок и тому подобное.
- Раскрой материалов. Например, листового стекла, гетинакса, цветных металлов.
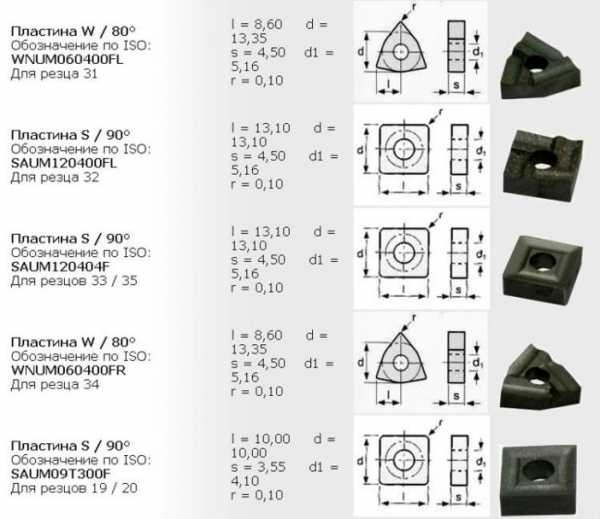
Маркировка твердосплавных пластин для резцов
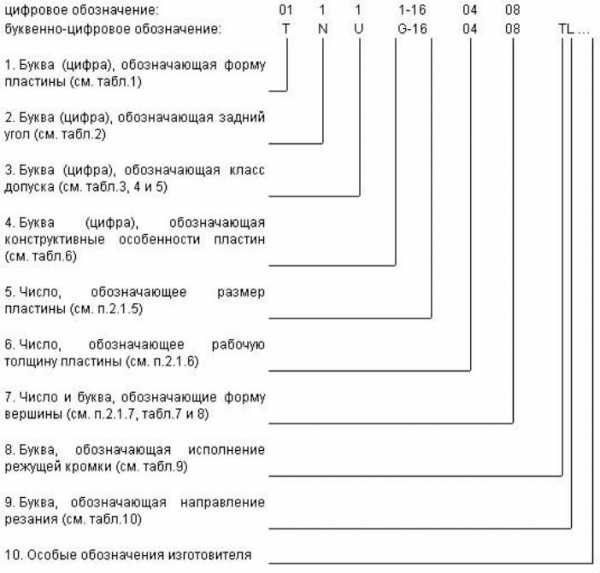
Обозначения буквенно-цифровые. Они отражают все основные характеристики изделия – конструктивные особенности, форму, класс допуска и так далее. Приведенная схема маркировки (по ГОСТ № 19042) это хорошо поясняет.
Особенности использования твердосплавных пластин
Размеры – в мм.
- Первичная заточка режущей кромки производится на предприятии-изготовителе. Так как она постепенно изнашивается, то изделие попросту переворачивается, то есть рабочей становится другая ее грань, ранее не задействованная. Следовательно, систематической заточкой кромки, что характерно для токарных резцов с напайкой, заниматься не нужно.
- Для черновой обработки заготовок используются пластины более толстые (до 6), с длинными гранями (до 25). Технологические операции, называемые чистовыми (например, шлифовка) выполняются изделиями мелкими. Их минимальные размеры: длина – 7, толщина – 3.

Производители качественных твердосплавных пластин
Если судить по отзывам любителей и профессионалов на тематических са
ismith.ru
2.6 Пример расчета проходного резца с механическим креплением твердосплавных пластин
Задание:Рассчитать и сконструировать токарный проходной правый резец с механическим креплением многогранной пластины из твердого сплава для обтачивания вала по наружной поверхности из стали 45, предел прочности σв= 750 МПа. Главный угол в плане φ = 45°.Диаметр заготовки D = 30 мм, припуск на сторону h = 3 мм, вылет резца l = 40 мм.Конструкцию резца выбрать по ГОСТ 26611-85, технические требования по ГОСТ 26613-85. Обработку производят на токарно-винторезном станке 16К20.
1 Условия обработки
Материал режущей части – Т15К6 (ГОСТ 3882-74).
Материал корпуса – Сталь 40Х (ГОСТ 4543-71).
Выбираем четырехгранную пластину по ГОСТ 19049-80 [3, табл. 4.13, с. 128], (рисунок 23). Основные размеры: l= 9,525 мм;d= 9,525 мм;S = 3,18 мм;r= 0,8 мм [3, табл. 4.15, с. 138].
Рисунок 23 – Пластина четырехгранной формы
(Гост 19049-80)
Основные параметры резца: hb= 16´16 мм;l1= 100 мм;h1= 16 мм;h2= 24 мм;l= 9 мм;l2= 25 мм;f= 20 мм.
2 Геометрические параметры резца (см. таблицу Б.6)
Главный передний угол γ = 10°;
главный задний угол α = 10°;
главный угол в плане φ = 45°;
вспомогательный угол в плане φ1= 45°;
радиус вершины лезвия r= 0,5 мм.
3 Глубина резания
t= 3 мм (черновое точение).
4 Подача
S= 1,3 мм/об [1, табл. 13, с. 366].
5 Скорость резания
где T = 60 мин;
= 280;x= 0,15;y= 0,45;m= 0,5 [1, табл. 17, с. 367].
где [1, табл. 1, 2, с. 359];
=1 [1, табл. 5, с. 361];
=1 [1, табл. 6, с. 361].
,
6 Частота вращения заготовки
6.1 Определение действительной частоты вращения
nд= 1000 об/мин (приложение Б).
6.2 Фактическая скорость резания
7 Сила резания
где = 300;x= 1;y= 0,75;n=0,15 [1, табл. 22, с. 372].
где [1, табл. 9, 10, с. 362];
= 1;
= 1;
= 1;
= 0,87 [1, табл. 23, с. 374].
,
.
8 Мощность резания
Мощность станка модели 16К20 по паспорту 10 кВт (см. приложение Б). Следовательно, выбранные режимы резания удовлетворяют паспортным данным станка.
9 Выбор формы сечения державки и определение ее размеров
Определим ширину b поперечного сечения державки:
где l = 40 мм;σu.д = 400 МПа.
10 Расчет прочности и жесткости державки резца
Максимальная нагрузка, допускаемая прочностью резца:
Максимальная нагрузка, допускаемая жесткостью резца:
где f = 0,1 мм; Е = 2·105 МПа;
Резец обладает достаточными прочностью и жесткостью в случае, когда Pz≤ Pz доп; Pz≤ Pz жест.
6827 > 4820,7 < 5119,97 Н – условие выполняется.
Конструкция проходного правого резца с механическим креплением твердосплавных пластин представлена на рисунке 24.
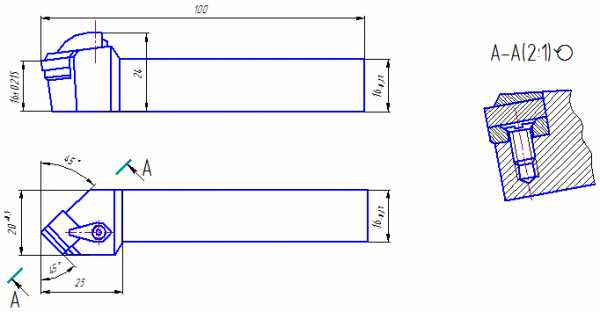
Рисунок 24 – Резец токарный проходной с механическим
Крепление четырехгранных пластин (гост 26611-85)
4.6 Расчет основных видов фрез
4.6.1 Расчет торцевой фрезы
Задание:Рассчитать торцовую насадную фрезу с механическим креплением пятигранных твёрдосплавных пластин, для обработки заготовки с шириной фрезерованияB = 150 мм и припуском на обработкуh = 2 мм.
Конструкцию фрезы рекомендуется выбрать по ГОСТ 26595-85 (рисунок 65).Обрабатываемый материал – Сталь 50, предел прочности σв= 750 МПа. Параметр шероховатости обработанной поверхности:Ra= 3,2 мкм (фрезерование чистовое). Станок вертикально-фрезерный модели 6Т13.
Определим основные параметры фрезы:
Материал корпуса – Сталь 45Х (ГОСТ 4543-71).
Материал пластин – Т15К6 (ГОСТ 3882-74).
Выбираем пятигранную пластину с отверстием по ГОСТ 19064-80 (рисунок 66).
Основные размеры: l= 11,5 мм;d= 15,875 мм;S= 4,76 мм;r= 1,6 мм;m = 17,375 мм;d1 = 6,35 мм [3, табл. 4.16, с. 142].
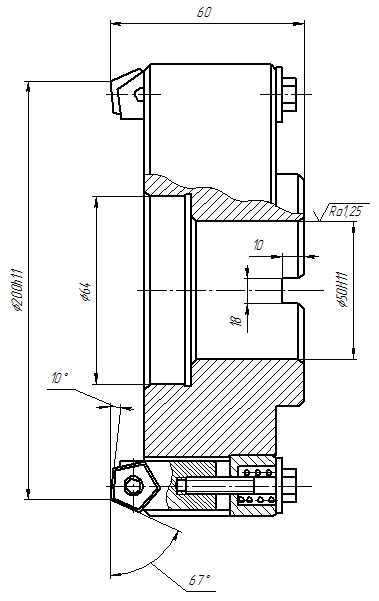
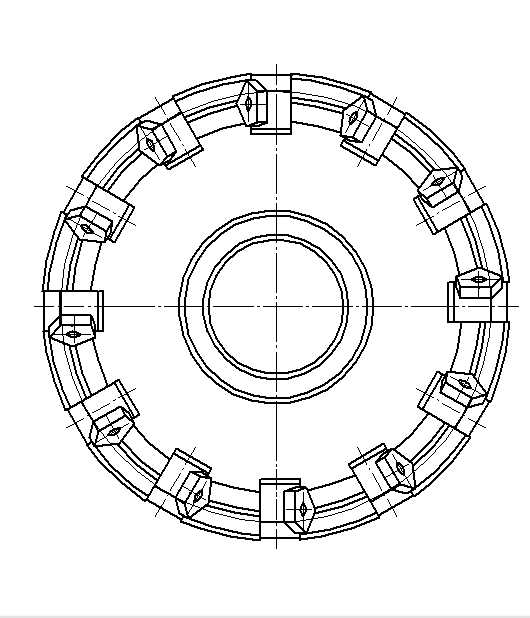
Рисунок 65 – Фреза торцевая с механическим креплением
studfiles.net