
Токарные станки по металлу школьные ссср – Станки из СССР, которые работают и по сей день / Назад в СССР / Back in USSR
Школьный токарный станок по металлу: особенности, принцип работы, модели
Для обучения навыкам работы станочником в школах и училищах выпускались упрощенные модели оборудования. Напольные токарные станки в мастерских управлялись в ручном режиме и не годились для массового производства изделий. На них вытачивались единичные детали простой конфигурации. В настоящее время компактные модели оборудования востребованы в домашних и ремонтных мастерских. На них можно изготовить запчасти для ремонта и деревянные элементы мебели.
 Токарный станок по металлу для школы
Токарный станок по металлу для школыПервые модели школьных токарных станков собирались в детских трудовых колониях, пока не был построен специальный завод. Начиная с 1956 года, изготовление учебных станков наладили на МАГСО – Ростовском заводе, построенном под выпуск малогабаритного металлорежущего оборудования. На нем модели малогабаритного оборудования постоянно совершенствовались и улучшались.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.

Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Станок токарный был рассчитан только на обучение. На него можно установить небольшие заготовки до 10 кг и прокат до 16 мм.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.
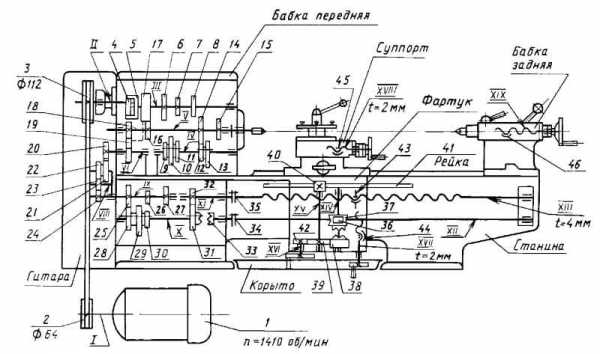
Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.
Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Принцип работы
Производились школьные токарные cтанки по металлу в СССР для обучения подростков токарному делу на простом и безопасном оборудовании. Они работали по принципу большого универсального токарного станка, но все функции и устройство были упрощены. Движение шпинделя и суппорта происходило от одного двигателя, расположенного непосредственно под коробкой скоростей. Ведущий вал со шкивом на конце выходил непосредственно в гитару. Отсутствие коробки передач делало схему работы простой, управление прямое.
Основные узлы и детали учебного токарного станка по металлу:
- станина;
- передняя бабка;
- шпиндель;
- электродвигатель;
- суппорт с салазками;
- задняя бабка;
- вал;
- винт;
- корыто для стружки;
- лампа;
- защитные приспособления.
Деталь зажимается в шпинделе. Длинная заготовка типа вала засверливается в торце и поджимается центром, установленным в задней бабке. Короткая точится закрепленная только на передней бабке. При включении электропривода происходит вращение шпинделя. Прямое или обратное направление выбирается переключением вращения двигателя.
От коробки скоростей вращается вал или винт. Они обеспечивают продольное перемещение суппорта с салазками, на которых установлен резец. Для поперечного точения на большинстве моделей надо вращать ручку салазок, автоматического перемещения нет.
Изменение скорости вращения детали осуществляется перекидыванием ремня с одного шкива на другой и перемещением шестеренок поворотом ручек на панели передней бабки.

Устройство станка ТВ-4
Для сверления и внутренней расточки в оси станка инструмент устанавливается на задней бабке.
Модели школьных станков
Первый токарный станок по металлу Школьник, массово поступивший в мастерские, был ТВ-2, затем ТВШ-2. Изготавливались обе модели в настольном варианте. Отдельные партии ТВШ-2 имели стойки для напольной установки.
За ними последовали в течение нескольких лет усовершенствованные напольные модели: ТВ-3, ТВ-4 и ТВ-6. Все они мало отличались друг от друга, в основном формой корпусов узлов, имели по 3 скорости перемещения суппорта и 6 скоростей вращения шпинделя, могли нарезать по 3 резьбы. Модель ТВ-4 применялась и для работы по дереву, до выпуска специальных деревообрабатывающих токарных станков серии СТД.

- Токарный станок ТВ-6

- Токарный станок по металлу для школы ТВ2

- Токарный станок ТВ-11
В школах особенно популярным стал ТВ-6. Он выпускался одновременно с МАГСО на Дубненском заводе Октябрь и поступал в мастерские большими партиями. Он отличался размером шпинделя, вместо 100 мм, как у предыдущих моделей, имел 125 мм. Электродвигатель мощностью 1,1 кВт заменил двигатели в 0,6 кВт.
Последующие модели токарных учебных станков: ТВ-7, ТВ-9 и ТВ-11 выпускались в настольном варианте и были модернизированы. Они имели 6 скоростей перемещения суппорта, нарезали 6 резьб. Между собой станки отличались внешним оформлением и межцентровым расстоянием.
| Модель станка | РМЦ, межцентровое расстояние, мм |
| ТВ-7 | 275 |
| ТВ-9 | 525 |
| ТВ-11 | 750 |
Высокую точность при обработке деталей обеспечивали жесткая станина и установленные на шпинделе радиально-упорные регулируемые подшипники.
Комплектация токарных станков Школьник различными приспособлениями делает оборудование универсальным.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Школьный токарный станок – разбираемся в устройстве и функциях + Видео
Школьный, хорошо известный многим мальчишкам токарный станок по металлу нашел свое применение даже за пределами учебных заведений. В чем заключается секрет его популярности?
1 Модели и их отличия
Такой токарный станок – настоящая находка для многих мастеров. Если вы стараетесь делать в своем доме все самостоятельно, то стоит серьезно задуматься о покупке такого оборудования. С его помощью вы легко обработаете элементы различной формы, даже конической и цилиндрической, без проблем нарежете резьбу и, если надо, произведете накатку, шлифовку и затачивание инструментов. При этом обрабатывается любой материал: дерево, металл и пластик.
Стоит отметить огромный выбор дополнительных приспособлений, которые позволят расширить возможности устройства. Например, проводить нарезку зубьев, фрезерование. Не представит проблемы обработка колесных пар, муфт и иных сложных элементов. Учебный станок несколько ограничен в своих возможностях, однако это не снижает его популярность. Во-первых, с его помощью легко можно выполнить набор стандартных операций. Во-вторых, такой токарный станок более компактный, что позволяет установить его как в учебном помещении, так и в небольшом гараже.

Учебный станок для токарных работ
Рекомендуем ознакомиться
Одной из наиболее распространенных моделей токарных станков, столь любимых учителями труда, по праву можно назвать «учебный ТВ-4». Свое название он получил исключительно из-за активного использования в стенах советских школ. При этом оборудование вполне работоспособно и может посоревноваться со многими иными моделями настольных токарных станков. К достоинствам ТВ-4 следует отнести небольшие размеры и превосходные функциональные возможности.
Легкое полуавтоматическое оборудование характеризуется нормальным классом точности. Благодаря этим плюсам его до сих пор активно используют в домашних целях даже современные умельцы.
Также неплохо себя зарекомендовал школьный станок по металлу PROMA. Модель Profi производит отделку небольших деталей. К достоинствам этой серии следует отнести невысокую стоимость, низкий уровень шума и простоту эксплуатации. Работает оборудование от обычной сети 220 В. Литая станина и жесткие направляющие позволяют добиться высокого класса точности. А опция бесступенчатого изменения скорости вращения рабочего инструмента совместно с устройством цифрового вывода позволит подобрать наиболее подходящий режим работы.
2 Технические характеристики такого станка по металлу
Токарный станок ТВ-4 имеет длину обтачивания 300 мм. 6 скоростей позволяет самостоятельно установить интенсивность обработки изделия. В зависимости от выбранного режима шпиндель вращается со скоростью от 120 до 710 оборотов в минуту. Диаметр изделий, устанавливаемых над станиной и над нижней частью суппорта, не должен превышать 200 и 125 мм соответственно. А обрабатываемые прутки не должны быть толще 15 мм. Пределы продольных подач составляют 0,08–0,12 мм/об, а шаг нарезаемой резьбы – 0,8 мм, 1 и 1,25 мм. Оборудование оснащено электродвигателем мощностью 0,6 кВт, а диаметр отверстия в шпинделе составляет 16 мм.

Токарное оборудование ТВ-4
Устройство Profi-350 имеет несколько лучшие показатели. Например, частота вращения шпинделя колеблется в пределах от 100 до 3000 об/мин. Диаметр обрабатываемых заготовок, устанавливаемых над станиной, не должен превышать 180 мм, а длина деталей в центрах – 350 мм. Диапазон дюймовой резьбы составляет 12–52 TPI, а метрической – 0,4–2,0 мм. Продольные подачи находятся в пределах от 0,1 до 0,2 мм/об. В шпинделе имеется отверстие диаметром 20 мм. Оборудование укомплектовано электродвигателем мощностью 350 кВт. Этот токарный станок довольно компактен, в упаковке его габариты – 90х40х40 см, а вес всего 54 кг.
3 Как устроен токарный школьный агрегат?
Практически все модели этого оборудования имеют одинаковую конструкцию и принцип работы. Главные элементы настольных станков: станина, стержневой инструмент, передняя шпиндельная и задняя бабка, суппорт. Рассмотрим значение каждой детали. В качестве основы выступает станина. Именно на эту часть фиксируются все остальные элементы, которые включает в себя «Школьник». Шпинделем называется вал, получающий вращательный момент от электродвигателя. Это действие происходит посредством ременной передачи и подшипников.
На конец вала наносится резьба, куда навинчивается трезубец, патрон либо планшайба. Все эти приспособления служат для фиксации разных типов деталей. Так, в торцах длинных заготовок просверливают по центру небольшое отверстие, глубиной не более 9 мм и диаметром около 4 мм. Затем с помощью ножовки делают неглубокий пропил через центр. После чего закрепляют элемент в трезубце. Если деталь имеет небольшой диаметр и длину, не превышающую 15 см, то ее фиксируют с помощью патрона. Для этого один край сострагивают на конус и вбивают его в приспособление. Чтобы обеспечить надежную фиксацию, следует в боковое отверстие вкрутить шуруп. А вот короткие элементы большого диаметра устанавливают в планшайбы. Надежность такого крепления обеспечивается с помощью винтового соединения.
На шпиндельную бабку возлагается довольно ответственная функция – обеспечивать вращение обрабатываемой детали, плюс ее надежная фиксация. Задняя бабка необходима, чтобы крепить правый край детали. Ее подводят к обрабатываемому элементу по направляющим основы и фиксируют посредством болтового соединения. В завершение с помощью маховика к концу заготовки придвигают специальную деталь – центр, и зажимами проводят окончательную фиксацию.

Шпиндельная бабка школьного станка
В пиноли задней бабки учебных токарных станков по металлу размещается стержневой инструмент. Он служит для обработки отверстий. А вот суппорт отвечает за функционирование режущей части и ее надежную фиксацию. В качестве опоры под рабочий инструмент выступает подручник. Он крепится простым поворотом рукоятки и перемещается вдоль и поперек станины.
Очень важная роль в устройстве этого типа оборудования отведена коробке подач. Этот узел посредством шестерни передаточного механизма получает движение от коробки скоростей. Установив рукоятку в нужном положении, можно получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм либо продольную подачу с шагом 0,08; 0,1; 0,12 мм. Также с ее помощью активируется ходовой валик или винт. Причем конструкцией предусмотрено, что в движение может приходить только один из элементов. А наполнив маслом специальную емкость, расположенную в верхней части коробки подач, вы обеспечите смазывание деталей. Соответственно, они прослужат дольше. Поступление смазывающей жидкости происходит через фитили.
Стоит сказать пару слов и об электрооборудовании. Этот узел состоит из магнитного пускателя, трехфазного короткозамкнутого асинхронного электродвигателя, трансформатора, плавких вставок и электрощита. На последнем размещаются переключатели освещения, а также общего включения устройства.
4 Как он работает и основы правильной эксплуатации
Работать на таком оборудовании довольно просто, не зря именно его выбирают для учебных заведений. В пиноли задней бабки находятся отверстия, куда и устанавливаются рабочие инструменты. Эта часть устройства подвижна и перемещается по направляющим. Ее положение подгоняют в соответствии с размерами обрабатываемой детали. Каретка суппорта также движется по направляющим во время работы и перемещает рабочий инструмент.
Движение каретки суппорта
Резцедержатели бывают разных видов. Их тип подбирается в зависимости от нагрузок и материала обрабатываемого изделия. Например, одиночные резцедержатели прекрасно справятся с работами среднего уровня сложности. Но сегодня все большей популярностью пользуются современные резцовые головки, на которых зафиксировано несколько режущих элементов одновременно, но школьный вариант станка работает с классическим набором.
Прежде чем начинать работы, следует внимательно ознакомиться с техникой безопасности
Работать следует только в специальной одежде, при этом следите, чтобы ее края не свисали. А волосы желательно спрятать под головным убором. Если предполагается образование стружки, то понадобятся еще и защитные очки. Перед запуском «Школьника» проверяют, надежно ли зафиксированы все узлы. Обязательно надо взглянуть на заземляющий провод и протестировать на холостом ходу исправность клавиш «Пуск» и «Стоп». Если обнаруживается какая-нибудь неполадка, приступать к работе нельзя, пока она не будет устранена.
Во время обработки деталей важно следить, чтобы рабочий инструмент и заготовка были надежно зафиксированы. Все действия – замена обрабатываемой детали, режущих инструментов, регулировка их положения, чистка и т. д. – должны производиться только на выключенном оборудовании. Также важно следить за чистотой, убирать стружку специальными приспособлениями, проверять наличие масла в резервуаре над коробкой подач. Нельзя оставлять работающий токарный станок без присмотра. Если планируется небольшой перерыв, следует обесточить оборудование. Настройку и регулировку электроаппаратуры токарных станков «Школьник» должны производить только квалифицированные специалисты.
tutmet.ru
Школьные станки ТВ и их аналоги
Школьные станки ТВ
Вообще, «школьные» станки имеют свои названия. Обычно это какие-то из серии ТВ (ТВ-3, ТВ-4, ТВ-6, ТВ-7, ТВ-9, ТВ-11) — станки средних размеров.

На фото токарно-винторезный учебный станок ТВ-9у

Правда, самый маленький станок из этой серии: ТВ-16 (на фото), имеет размеры вполне настольные, в школах мне он не попадался, хотя говорят, было и такое.
На сравнительном рисунке показаны вверху: ТВ-16, внизу: MN-80.
Чешский TOS MN-80
 Со станком ТВ-16 сопоставим по возможностям, габаритам и массе станок TOS MN-80, Чехословацкого производства, который так же встречается достаточно часто. Чешский TOS немного ниже в высоту, чем ТВ-16, и имеет более гармоничные размеры отдельных частей.
Со станком ТВ-16 сопоставим по возможностям, габаритам и массе станок TOS MN-80, Чехословацкого производства, который так же встречается достаточно часто. Чешский TOS немного ниже в высоту, чем ТВ-16, и имеет более гармоничные размеры отдельных частей.

На фото чешский TOS MN-80
Оба этих станка — хороший выбор и для гаража, и, возможно, даже для домашней мастерской. По размерам станки также сопоставимы и с Универсалом-3 и более длинным Универсалом-В, но и ТВ-16, и MN-80 — будут классом повыше, это уже настоящие промышленные станочки, хоть и небольшого размера.
Если же их сравнить между собой, то MN-80 для более тонкой и точной работы, особенно хорош при использовании цанг вместо патрона. Шпиндель этого станка имеет подшипники скольжения, дающие более высокую точность, но требующие более деликатного обращения, и поэтому патрон на него ставится не более 80 мм диаметром. А у станка ТВ-16 шпиндель на подшипниках качения, которые нормально работают с более тяжёлым 100 мм патроном.
Надо сказать, что станок TOS MN-80 — это очень достойный представитель среди небольших станочков. Если он вам случайно встретится в более-менее хорошем состоянии, обязательно задумайтесь над возможностью его покупки. При желании станок можно поставить в квартире на лоджии, либо на даче или в гараже.
Токарно-винторезный MN-80 — известен и любим в разных странах, и является по-настоящему высококлассным оборудованием.

Чехи также выпускали маленький токарный TOS MN-65 – см. фото, в размере часовых станков, но про него мне мало что известно.
МК-3002
Ещё один очень интересный станок, классом повыше Универсалов, по размерам близкий к учебным станкам ТВ и всё-таки ещё применимый для домашнего использования, это универсальный станочек «МК-3002» известного производителя — завода «Красный пролетарий».

На фото МК-3002 показан в токарном положении.

А для фрезеровки шпиндельная бабка станка МК-3002 поднимается вертикально на поворотной стойке. В токарном положении поворотная стойка уложена горизонтально между направляющими станины. Станок хороший, но встречается редко, и найти его трудно.
Источник: Е. Васильев «Маленькие станки»
stanok-kpo.ru
Токарные станки СССР: классификация, конструкция и обзор моделей
С 18-ого века вместо ручного труда начали использовать специальные машины. Сначала конструкции были паровыми, потом перешли на использование электрической энергии, исключения не было и для токарных станков СССР. Они стали одним из важнейших изобретений, облегчающих современную жизнь.
Область применения токарных станков
Цель создание оборудования – обработка разных деталей, на металлической и деревянной основе. Для этого выполняются различные операции:
- Резание.
- Точение.
Токарные резцы могут похвастаться самым широким функционалом при наличии необходимых инструментов и оборудования:
- Сверление.
- Подрезка, обработка торцов.
- Нарезание резьбы.
- Обработка внутренней поверхности.
- Вытачивание канавок, конусов и других подобных форм.
- Растачивание, обтачивание поверхностей в виде конусов, цилиндров, гладкого фасонного типа.

Машины могут использоваться как на крупносерийном, так и на мелкосерийном производстве. Каждый владелец сам выбирает вариант, который ему подходит. Выбор моделей был широким с самого начала.
История токарного станка в Советском Союзе
Различные машины для поднятия экономики страны и производства использовались Советским Союзом в разное время:
- Пятилетки.
- Великая Отечественная Война.
- После завершения конфликтов.
Создание оружия и транспорта – сферы, актуальность станков для которых сохранялась тогда. Высокого качества придерживались при производстве изначально, чтобы техника не изнашивалась быстро, служила максимально долго.
Типы и виды советских токарных станков
Классификацией, разработанной, пока действовал Советский Союз, пользуются до настоящего времени. Следующие виды металлорежущего оборудования основные:
- Специальные.
- Автоматические, обычные машины специализированного назначения.
- С несколькими резцами, для выполнения полировки.
- Лобовые, винторезные.
- Карусельной разновидности.
- Отрезной группы.
- Револьверные.
- Полуавтомат, автомат с несколькими шпинделями.
- Автомат и полуавтомат с одним шпинделем по металлу.
То, с какой точностью выполняется работа, позволяет отнести станки к одному из таких классов:
- П – повышенная.
- А – особо высокая.
- Н – нормальная.
- В – высокая.
- С – особая.
Информация относительно следующих характеристик заносится в маркировку агрегата:
- Установки имеют определённые размеры, содержащиеся в третьей и четвёртой цифре. Здесь имеют в виду высоту, на которой расположены центры.
- Вторая говорит, какой класс представляет тот или иной агрегат.
- Первой единицей говорят, что оборудование токарное.

Конструкция токарного станка и фото его отдельных частей
В конструкции этого вида оборудования всегда присутствуют следующие компоненты:
- Электрическая часть. Речь о приводных электрических двигателях. Мощность различается от модели к модели. В группу входят и элементы, отвечающие за управление теми или иными частями станка. Главное – чтобы эти детали отвечали требованиям по безопасности.
- Коробка подач. При наличии такого конструктивного элемента станочный суппорт принимает энергию движения. Ходовые винты и валики выступают источниками этой энергии.
- Суппорт. Крепит режущие элементы конструкции. Обеспечивает подачу приспособлений, поперечную и продольную. Конструкция обязательно дополняется так называемой нижней кареткой, или несколькими. Держатели для токарных инструментов закрепляются на других каретках, вверху.
- Шпиндельная бабка, вмещающая сам шпиндель. Во внутренней части находится коробка скоростей. Станки по дереву тоже не лишены этой части.
- Фартук. Способствует тому, что движение валика преобразуется в перемещение суппорта. Ходовой винт тоже может участвовать в этом процессе.
- Станина. Относится к несущим элементам у токарных агрегатов. На нём монтируют другие элементы станка.

Опорой для остальных элементов служат две специальные тумбы в комплекте. Для оборудования у них несущая функция. Благодаря этой части оператор способен выбрать максимальную высоту заготовки, которая удобнее всего. Тумбы известны массивной конструкцией.
Краткое описание самых распространённых моделей советских токарных станков
Функции в широком наборе прилагались к станкам с самого первого выпуска. Достаточно рассмотреть наиболее популярные марки, чтобы в этом убедиться.
Токарный школьный станок ТВ-4
Создан для обучения основам токарного дела, студентов и школьников разного возраста. Открывает доступ к рабочим операциям в большом количестве, среди которых:
- Резьба с многозаходными показателями.
- Резьбы разных форм, шагов: снаружи и внутри, дюймовая, трапецеидальная, упорная.
- Расточные работы для поверхностей в форме конусов, цилиндров.
- Проведение зенкерования.
- Расточка отверстий.
- Рассверливание.

Заготовки вращаются внутри центров и патронов – это главное движение, характерное для заготовок. От коробок передач энергию получает шпиндель. Сама подача – второстепенный фактор, как и её движение. Благодаря этому даже старый режущий инструмент и деталь подводятся друг к другу.
Способен обрабатывать детали с диаметром от 125 до 200 мм.
0,6 кВт – установка снабжается электродвигателями с такой средней мощностью.
Токарный станок по металлу Школьник ТВ-7
Оборудование с учебным назначением. Создан для обучения, выполнения следующих операций:
- Зенкование.
- Развёртывание.
- Обработка с помощью сверла.
- Нарезание метрической резьбы.
- Обработка торцов с разными параметрами.
- Точение, расточка деталей.
Ремень переходит к другой шкивной паре, если скорость снижена. Главный регулятор – рукоятке на правой тумбе у устройства. Итог – поддержка до четырёх скоростей.

Две пары шестерёнок располагаются внутри коробки скоростей. Рукоятка позволяет вручную настроить агрегат. Переключение муфты увеличивает количество доступных скоростей движения до 8 единиц. Переднюю бабку не дополняют рукоятками, упрощающими регулировку нужных оборотных чисел у шпинделя.
Компоненты электросхемы находятся в правой тумбе. Суппорт с задней бабкой ставят на направляющих станины. Дополнительно присутствуют защитные элементы, чтобы операторы не могли повредиться от стружки.
Размеры заготовки находятся в пределах от 100 до 300 мм.
Школьный токарный станок по металлу ТВ6
Применяя этот вид оборудования, операторы получают доступ к следующим операциям:
- Частично заготовка отрезается.
- Конические, цилиндрические поверхности растачиваются, протачиваются.
- Резьба с метрикой.
- Торцевая корректировка.
- Сверление отверстий.

Станок отличается исходными характеристиками, не допускающими обработку стали с закалённой поверхностью. Приспособление отличается следующими параметрами:
- 350-миллиметровое расстояние между центрами.
- Шпиндель при вращении сохраняет 130-170 оборотов в минуту.
- 108 мм – на такой высоте находятся части по центру.
- 300 миллиметров – длина обтачиваемой поверхности.
- 12 миллиметров – максимум диаметра для обрабатываемой заготовки.
300-киллограммовый вес отличает станок, даже если комплектация минимальна.
Настольный токарный станок по металлу ТВ-16
Оборудование, обрабатывающее металлические детали, отличается небольшими габаритами. Для выполнения элементарных операций, входящих в токарные работы:
- Проделка отверстий.
- Резьба с разными характеристиками.
- Средняя сложность операций.
- Проведение растачивания, точения.

160 мм – максимум ограничений для размера заготовок в обработке, если они над станиной. 90 миллиметрам тот же размер равен для расположения над суппортом. 250 мм – максимальное ограничение по длине в центральной части. Сквозное шпиндельное отверстие имеет увеличенную ширину, если сравнить с моделью ТВ-4 – она составит 18 мм.
Станина литая, выполнена из чугуна. Дополняется тремя продольными пазами, выполняющими функцию направляющих. Стандартные показатели мощности находятся в пределах 0,4-0,5 квт. 1400 оборотов в минуту – показатель для скорости вращения, которая определяет, насколько фрезерный станок будет эффективен.
Если грамотно подобрать распорные втулки – то можно избежать появления различных зазоров. Натяжение ремней у клинноременной передачи должно быть правильным, иначе результата добиться не получится.
Правила техники безопасности при работе на токарном станке
Положения правил безопасности сводится к следующему:
- Соответствие исходным техническим заданиям обязательно при выполнении работ. Для этого предварительно получают чертёж у мастера. Либо другой вид описания технологического процесса, связанного с обработкой.
- Перед тем, как начать работу, обязательно провести технический осмотр. Это нужно, чтобы вовремя обнаруживать, устранять отдельные технические неисправности. При необходимости вызывают техника.
- Специальную одежду застёгивают на все пуговицы.
К работе нельзя приступать, если производится какая-либо наладка оборудования, другие виды обслуживания. Запрещается использовать станки, центры у которых сильно износились. То же самое касается любых инструментов, зажимных материалов – от них стоит отказаться при малейшем признаке неисправности.
Если поломка связана с электрической частью – мастерам запрещают устранять её самостоятельно.
Заключение
Токарные станки были и остаются важной частью современного производственного процесса. Без них невозможно добиться точности, когда обрабатывают детали различной конфигурации. Главное – чтобы оператор заранее ознакомился с конструктивными особенностями станка, получил все разрешающие документы. И даже после этого время от времени надо проводить проверки для оборудования. Иначе не получится провести работу в короткие сроки с максимальным результатом. Из-за этого пострадает всё готовое изделие.
Загрузка…xn—-ntbhhmr6g.xn--p1ai
Школьные токарники. Характеристики, фотографии, инструкции — Станки серии ТВ-х
Станок ТВШ-2, один из первых школьных токарников. Как и его наследники, умеет резать три резьбы и имеет три подачи. Сверху — ранний, посмотрите на литую крышку передней бабки и обратите внимание на суппорт. Снизу — более поздний вариант, крышка штампованная, суппорт уже похож на суппорт ТВ-3 и прочих:
ТВ-3 (ТВШ-3), модернезированный ТВШ-2. Обратите внимание, такие рукоятки унаследует впоследствии ТВ-4. На картинке — ТВ-3:
ТВ-4, почти такой же, как его брат близнец (не однояйцовый) ТВ-6. Карболитовые ручки от ТВ-6 перейдут следующим моделям. Сверху — ТВ-4, снизу — ТВ-6:
ТВ-7 лишился двух рукояток на передней бабке — скорости переключаются переброской ремней. Начиная с этого станка, школьники получили еще три подачи и научились резать целых шесть резьб:
Братия ТВ-7М, ТВ-9, ТВ-11. Отличаются только длиной станины, и соответственно, РМЦ. Выпускаются без тумб, в настольном варианте. На картинке — ТВ-9:
Спасибо всем, у кого я скопировал фотки :hi:
www.chipmaker.ru
2. Сверлильные станки. Расточные станки
2.1. Вертикальные и настольные сверлильные станки2.4. Координатно-расточные станки2.5. Радиально-сверлильные станки2.6. Горизонтально-расточные станки2.7. Отделочно-расточные станки и специальные3. Шлифовальные станки
3.1. Круглошлифовальные станки3.2. Внутришлифовальные станки3.4. Круглошлифовальные станки специализированные3.6. Заточные и точильно-шлифовальные станки3.7. Плоскошлифовальные станки3.8. Хонинговальные станки4. Электроэрозионные станки
5. Зубообрабатывающие станки
5.1. Cтанки зубодолбежные для цилиндрических колес5.2. Cтанки зуборезные и зубострогальные для конических колес5.3. Cтанки зубофрезерные для цилиндрических колес5.6. Cтанки резьбофрезерные5.7. Cтанки зубо- и резьбошлифовальные, отделочные6. Фрезерные станки
6.1. Вертикальные консольно-фрезерные станки6.4. Копировальные и гравировальные фрезерные станки6.5. Вертикальные бесконсольные фрезерные станки (с крестовым столом)6.6. Продольные фрезерные станки6.7. Широкоуниверсальные инструментальные фрезерные станки6.8. Горизонтальные и универсальные консольно-фрезерные станкиМногоцелевые станки с ЧПУ7. Долбежные, строгальные, протяжные. Станки прочие. Группы 7, 8, 9
7.1. Продольные строгальные станки одностоечные и двухстоечные7.3. Поперечные строгальные станки7.4. Долбежные станки7.5. Протяжные станки горизонтальные и вертикальные8. Отрезные станкиУзлы, оснастка и приспособления к металлорежущим станкам
Универсальные делительные головкиАвтоматические головки для токарных станков с ЧПУПолезные ссылки по теме Каталог справочник металлорежущих станков Паспорта и схемы к металлорежущим станкам и оборудованию Прайс-лист информационных изданий | ПродукцияНовости |
stanki-katalog.ru