
Трубчатый профиль – Профильная труба- размеры, таблица, цена
Профильная труба ГОСТ: стандарты и требования. Профиль трубчатый
Профиль оцинкованный для теплиц – правильный выбор и работа с ним. Профиль трубчатый
ГОСТ 30245-2003 — трубы стальные квадратные, сортамент
ГОСТ 30245-2003 регламентирует основные требования к изготовлению замкнутых сварных профилей для строительных сооружений. Сортамент стальных квадратных труб включает основные размеры:
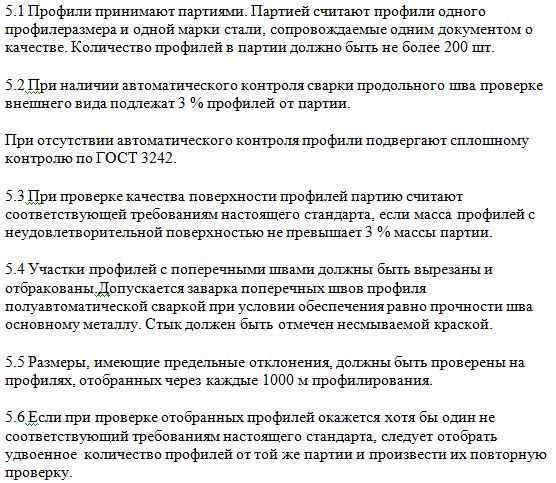
- Для квадратного профиля: от 40х40х2 до 300х300х14 мм.
- Для прямоугольного профиля: от 50х25х2 до 400х200х14 мм.
На этапе разработки труб используются круглые профили с продольными швами, подвергающиеся обжиму с помощью валков для получения квадратного или прямоугольного профиля. Работы проводятся на специальных станах. За основу берется сталь:
- Листовой металл рулонный.
- Углеродистая сталь универсального применения.
- Низколегированная толстостенная сталь (от 3мм и более), согласно ТУ 14105509.
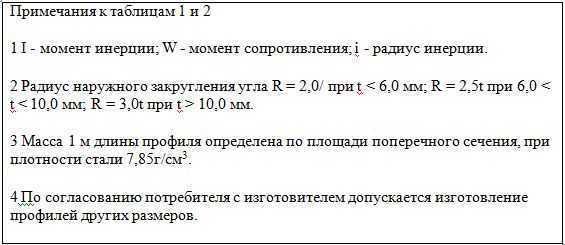
Устранение грата с продольных швов производится с наружной стороны конструкции, допускаются следующие отклонения:
- 0,5 мм – при сечении профильных стенок до 0,4 см.
- 1 мм — при сечении металла от 0,4 см.
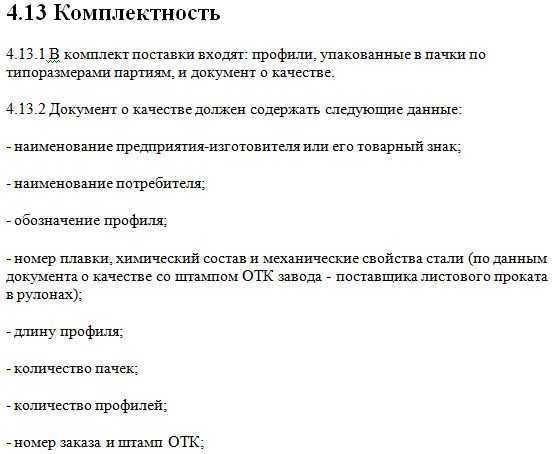
Качество готовых изделий регламентируется основными положениями сортамента:
3 Сортамент
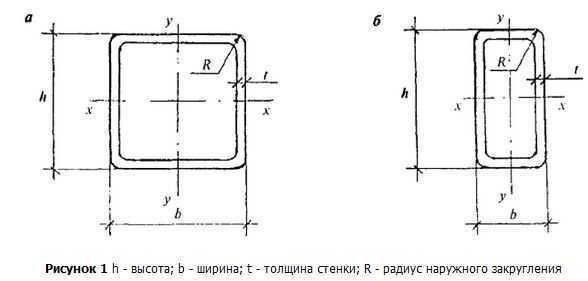
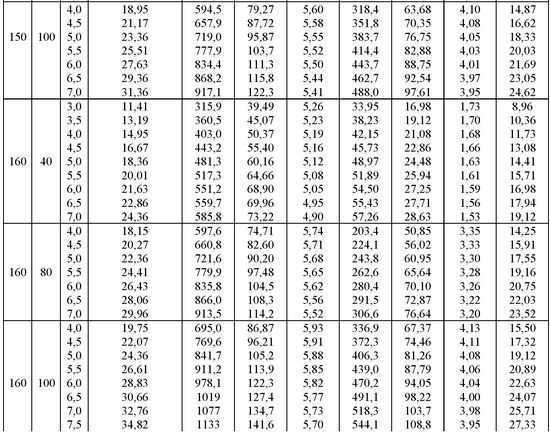
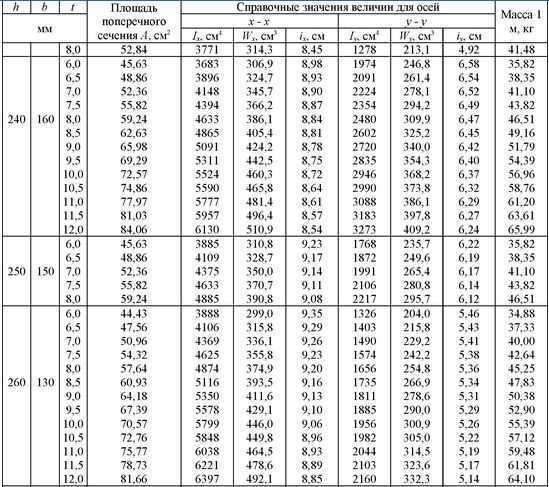
3.1 Основные параметры сечения профиля отображены на рис. 1.
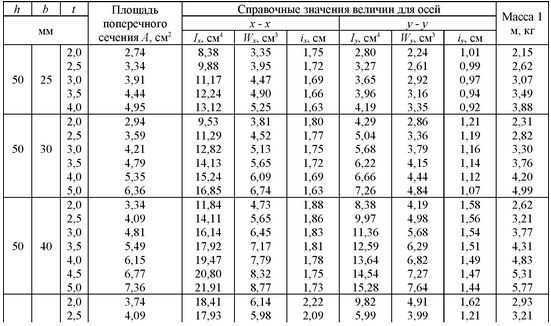
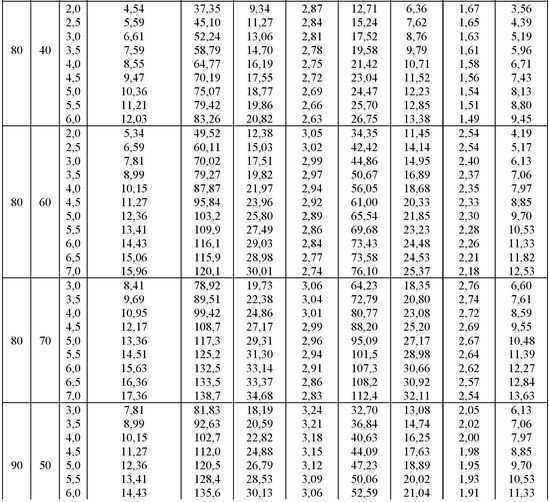
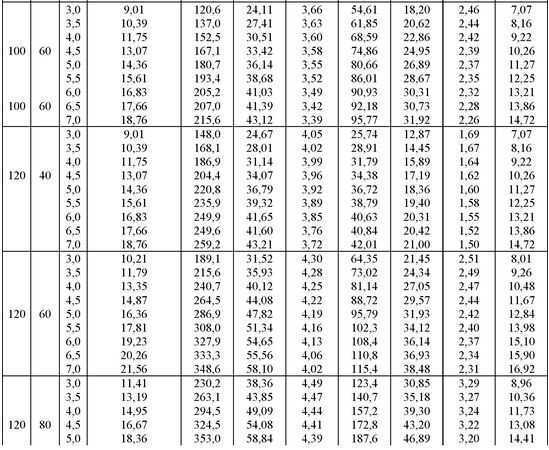
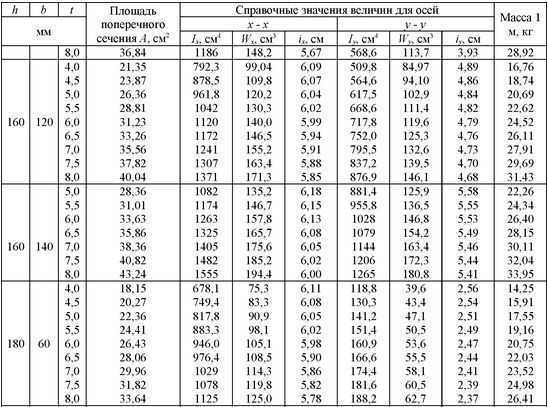
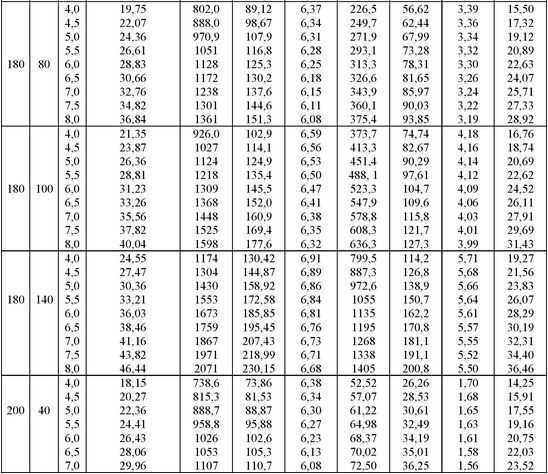
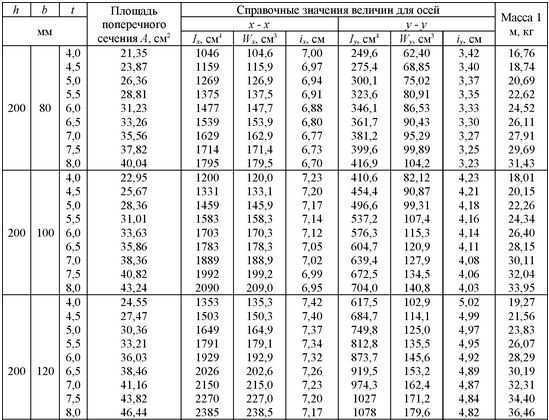
3.2 Другие показатели (S сеч., параметры оси и веса для 1 м профильного элемента) определяются соответствующим показателям: для труб с равносторонними стенками — табл. 1; для изделий прямоугольной формы — табл. 2.
3.3 Допустимые погрешности толщины материала соответствуют предельным отклонениям исходных заготовок шириной 125 см нормативной точности проката «Б» по ГОСТ 199-03. Отклонения допускаются на участках сгиба.
3.4 Несоответствие высоты и ширины изделий рассчитываются в %:
- При размерах (в высоту и ширину) до 10 см — ±1, но не меньше ±0,5 мм;
- Сверх 10 см — ±0,8.
3. 5 Допускаются отклонения радиусов внешней окружности:
- Если t
- Если 0,6
- Если t > 1 см — от 2,401 t до 3,601 t.
3.6 Максимальный размер допусков к углу 90° равен ±1°30′ (в поперечной части конструкции).
3.7 Длина профильных труб 600 — 1200 см, а при пожелании заказчика 400 — 1300 см:
- Немерных величин.
- Мерных параметров.
- Кратных мерных размеров.
3.8 Максимальные допуски к длине мерных и кратных мерных величин равны +6 см.
3.9 Ниже приведены условные значения гнутых электросварных профильных конструкций с вертикальными параметрами = 18, горизонтальным сечением = 10, толщиной простенок = 0,5 см. В указанном примере используется марка стали С245 по ГОСТ 277-72:
Табл. 1


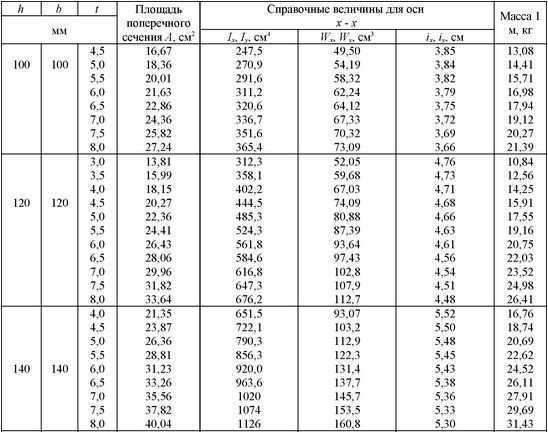
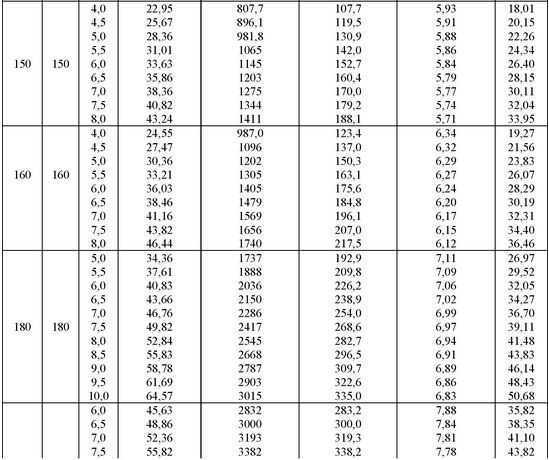
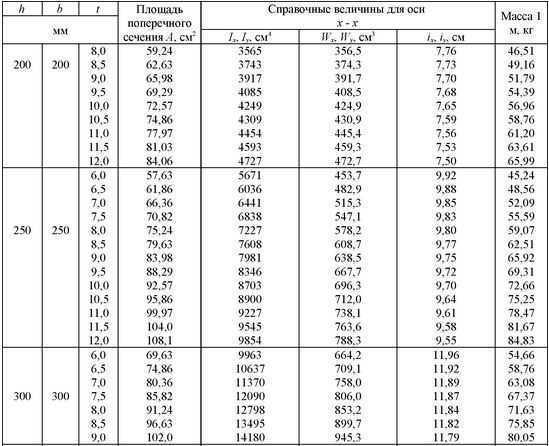
Табл.
2









Видео
aqua-tehnik.ru
Виды стальных профилей, применяемых в металлоконструкциях
Содержаниe
Наличие огромного сортамента металлических профилей, определяемых государственными стандартами, позволяет быстро проектировать и изготавливать детали и базовые элементы для большей части стандартных видов металлоконструкций. Это, разумеется, благоприятно сказывается на общих сроках производства и сборки металлоконструкций. В этой статье мы рассмотрим наиболее применяемые в металлоконструкциях виды стальных изделий.
Уголковый профиль
Уголковый профиль — это балка с Г-образным сечением. Полочки такого уголка могут быть одинаковой или разной длины. В связи с этим, различают равнополочные и неравнополочные уголковые профили. Методом изготовления стальных уголковых балок может быть как горячая прокатка стали, так и гибка листовой стали.
Размеры, масса и другие важные параметры стальных уголков определены: ГОСТ 8509-93 для равнополочного горячекатаного профиля, ГОСТ 8510-93 для неравнополочного горячекатаного профиля, ГОСТ 19771-93 для равнополочного гнутого профиля и ГОСТ 19772-93 для неравнополочного гнутого профиля. Уголки используют в качестве элементов, подвергающихся действию осевых сил — растяжению и сжатию. Несколько уголков могут скрепляться вместе для получения комбинированного сечения.
Двутавровый профиль
Двутавровый профиль — это балка с Н-образным сечением. Размеры и свойства горячекатаных стальных двутавров описаны в ГОСТ 8239-89. Важными свойствами двутавров являются их жесткость и прочность. Жесткость балки двутаврового профиля по сравнению, например, с балкой квадратного профиля (одинаковой площади сечения) больше в 30 раз, а прочность — в 7 раз. Но все же, двутавр имеет и недостатки. Один из них — малая устойчивость к скручиванию. Применяются двутавры, например, как элементы колонн и длинных пролетов каркасов зданий и сооружений.
Швеллерный профиль
Швеллерный профиль — это балка с П-образным сечением. В зависимости от технологии изготовления может быть горячекатаным или гнутым. Такие профили, как и уголковые бывают равно- и неравнополочными. Также, полочки швеллерного профиля могут выполняться с внутреннем уклоном и без. Горячекатаные швеллерные профили определяются ГОСТ 8240-97, гнутые профили — ГОСТ 8278-83 и ГОСТ 8281-80 (равнополочные и неравнополочные, соответственно). В металлоконструкциях применяются в качестве опорных и соединительных элементов.
Трубчатый профиль
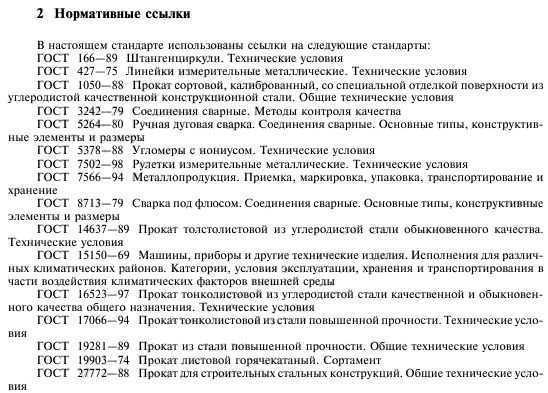
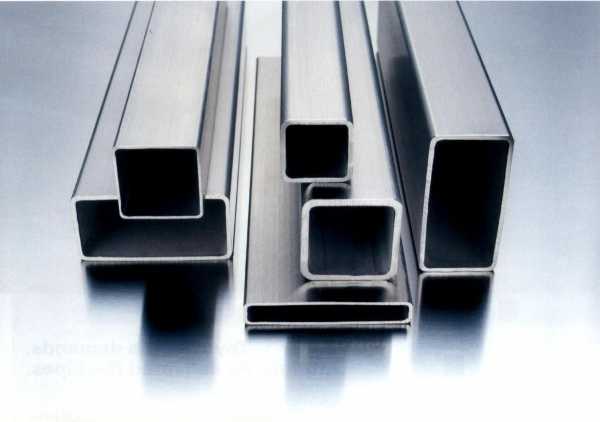
Трубчатый (замкнутый гнутый) профиль — это балка в виде трубы с прямоугольным или квадратным сечением. Прямоугольные трубчатые профили определяются ГОСТ 8645-68, квадратные — ГОСТ 8639-82. Для трубчатых профилей, предназначенных для строительных конструкций, предусмотрен отдельный документ, а именно ГОСТ 30245-2003. По технологии изготовления трубчатые балки классифицируются на бесшовные и электросварные, а также на холоднодеформируемые и горячедеформируемые.
Перечисленные конструктивные элементы применяются при проектировании металлоконструкций наиболее часто.
Навигация
Каталог статей
Наши партнеры
new.pp-progress.ru
сфера применения изделий квадратного, круглого и овального сечения
 Стальные трубы бывают не только круглыми. На рынке прокатных изделий существуют еще и овальные, прямоугольные и квадратные разновидности. Причем такое существование оправдано не прихотью производителя, а реально существующей потребностью покупателей. И хорошим примером подобной продукции является стальная профильная труба – незаменимый компонент всех металлоконструкций.
Стальные трубы бывают не только круглыми. На рынке прокатных изделий существуют еще и овальные, прямоугольные и квадратные разновидности. Причем такое существование оправдано не прихотью производителя, а реально существующей потребностью покупателей. И хорошим примером подобной продукции является стальная профильная труба – незаменимый компонент всех металлоконструкций.
Как производятся профильные изделия?
Для изготовления используют всего две технологических операции: прессование круглой заготовки, изготовляемой на прокатном стане, и сваривание ленточного профиля, формируемого на особом станке.
Причем первый способ сегодня практически не практикуется. Поскольку бесшовные стальные профильные трубы очень дороги по сравнению со сварными аналогами.
Технология производства бесшовного профильного проката предполагает следующие стадии технологического цикла:
- Изготовление горячекатаной трубы-заготовки круглой формы
- Прессование круглой трубы под квадрат, овал или прямоугольник
- Калибровку разогретой трубы на вальцах прокатного стана до нужных размеров.
Процесс производства сварных труб предполагает следующий набор технологических операций.
Заготовка из стального листа режется на мерные полосы – штрипсы и сворачивается в ленту.Лента заправляется в вальцы формовочной машины, деформирующей плоский лист в профильную заготовку. Стыковочный шов заготовки заваривают в особой камере, заполненной инертной средой.
Сварные трубы дешевы в изготовлении и обладают практически такими же прочностными характеристиками, как и бесшовный вариант. Ведь сварной шов ослабляет профиль лишь до 90-95 процентов от первоначальной прочности. К тому же, сварное производство трубы стальной профильной не предполагает критичной термообработки материала, изменяющей структуру ферритного зерна, что позволяет сохранить естественную пластичность стали.
Основным материалом, используемым для изготовления профильных изделий, является обычная конструкционная сталь. Кроме того, в производстве используют и легированные сорта стали.
Хорошим примером подобной продукции являются трубы стальные профильные из нержавейки – материала, легированного хромом.
↑Сортамент стальных про
xn——6kcbbajywdipdcf3bggdl8bw5s.xn--p1ai
особенности профилированных издел
xn——6kcbbajywdipdcf3bggdl8bw5s.xn--p1ai
Профильная труба: вес, размеры, виды
Трубы из профиля сами собой представлены изделием, в котором имеется плоскость с внутренней стороны с сечением, которое отличное от круглой формы. В таких строительных изделиях сечение может быть овальной формы, квадратной или же прямоугольной.
Естественно, как каждое изделие у профильных трубопроводов имеются свои размеры, которые различны по величине сечения, толще стенок, длины отрезка по которому перерезано изделие.
Особые факторы производства профильных трубопроводов разнообразных размеров
Трубы, выполненные из профиля, производят из такого изделия, которые имеют круглую форму сечения. Размер данного вида производственных конструкций можно определить по тому, какой нагрузке будет поддаваться готовое изделие.
Производится такая работа таким образом: готовое изделие с нужным размером применяют в виде заготовки, затем необходимая форма делается при помощи специализированной деформации, которая может быть горячего или холодного вида. Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
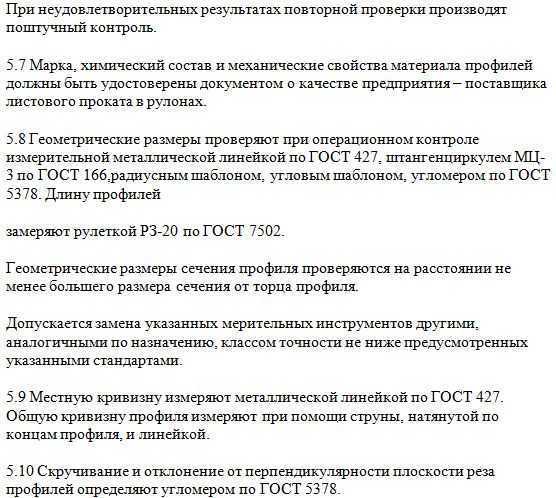
 таблица весов профильных прямоугольных труб
таблица весов профильных прямоугольных трубОсновные способы производства профильной заготовки для конечной конструкции квадратной формы:
- При помощи специализированных готовых арматур, имеющих круглое сечение. При применении данного метода изделие из профиля сжимается со всех существующих сторон, таким образом, в конечном итоге, выходит квадратная форма профильного изделия. Размерные параметры таких труб меняются в зависимости от исходного диаметра.
- Металлический лист режут на последующие заготовки, следом производятся сечения как для изготовления коробочки и затем с помощью спаивания швов эти разрезы «сшиваются» между собой на выходе получая готовое изделие.
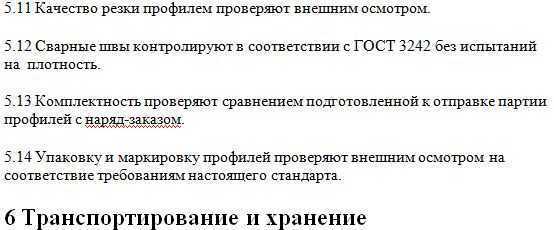
 профильная труба гост
профильная труба гостПоложительные стороны применения труб из профильных листов и заготовок
Трубы из профиля хорошо себя зарекомендовали за счёт своих многочисленных положительных качеств:
- трубки из профиля даже при маленьких нагрузках практически не портится и не деформируется;
- профильную трубу можно приобрести за невысокую стоимость, так как при её производстве не затрачивается больших средств на её изготовление;
- данный вид трубы имеет маленький вес;
- из профильных труб можно соорудить конструкцию любой сложности и процесс конструкции займёт минимальное количество времени и минимум затраты сил;
- также следует отметить высокую прочность данного вида изделий, а также устойчивость к всевозможным внешним факторам.

Размерные параметры данного производственно изделия изготовленной из профиля при производстве колеблются в зависимости от того где и для чего данная труба будет применяться в дальнейшем. Следует отметить, что некоторые марки профильных трубопроводов имеют устойчивость даже к соленой воде и самым суровым переменам климата.
Разновидности профильной трубы

По форме такие изделия из профиля могут быть такими:
- прямоугольной формы;
- формы квадрата;
- овальной формы;
- овальная форма с плоскостью.
Каждый вид применяется в различной сфере и для различных видов работ. Например, последний вид трубчатых изделий имеет хорошую гибкость, за счёт данного фактора такие изделия очень часто применяют в отрасли мебельной промышленности, а также при помощи таких труб существует возможность выполнения разнообразных элементов декора для интерьера.
Трубы, имеющие квадратную или же прямоугольную форму, выполняются в таких размерах, чтобы их можно было выгодно использовать при постройке конструкций, которые будут находиться на ровной плоскости. Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
Также профильная прямоугольная труба 60х40 может использоваться для производства мебели, поскольку, с одной стороны, она легкая, с другой стороны, способна придать мебели необходимую прочность. Для целей производства мебели трубу обрабатывают антикорозийным составом и покрывают порошковой краской.
Какие особые свойства имеет профильное трубчатое изделие, а также, какова сфера её применения?
Основными физическими показателями для труб являются прочность на изгибе, небольшой вес, сопротивление нагрузкам которым подается труба.

За счёт такой особенности труба из профиля имеет очень широкое применение в строительстве, при производстве мебели, а также в машиностроении.
В строительной отрасли трубы из профиля зачастую применяют для постройки несущих конструкций, опор для поддержания стен, а также данные трубы зачастую применяют для укладки кабелей.
Трубные изделия прямоугольной и квадратной формы в основном используют для постройки каркасов. Такие продукты производства имеют маленький вес, хорошую прочность, а также различные размерные параметры за счёт чего могут быть использованы практически везде. Именно такие трубы являются самыми продаваемыми на рынке для потребителя.
Для того чтобы между собой соединить элементы для получения финального результата нужно применить один из данных методов:
- Использовать любой вид сварочного шва;
- Применить винтовое соединение.
Основные физические и механические свойства профильных трубчатых продуктов производства
Такие изделия, как профильные ресиверы используют также в виде бруска из металла, который имеет четыре степени жесткости и маленький вес за счет, которого не меняются функциональные возможности данных изделий и тем самым труба может быть применена в любых видах строительных работ.
При перегибании такого бруска основная нагрузка падает на края заготовки, за счёт чего брус из металла не деформируется и не разрушается. За счёт этого такие трубы имеют очень высокий спрос.
За счёт небольшого веса по отношению массы самой профильной заготовки может производить довольно ощутимую экономию материалов для опоры, то есть появляется прямая возможность любым образом усложнить или усовершенствовать конструкцию. Зачастую данные производственные продукты из профиля изготавливаются из стальной заготовки, но если того требует конструкция они могут быть произведены и из другого материала.

При выборе профильного ресивера для любых конструкций изначально нужно хорошо ознакомиться с его качеством.
Определение основного веса, какого-либо размерного ряда профильных изделий есть возможность найти в специализированных таблицах. После этого проверив реальную массу изделия трубы из профиля можно выяснить, нормального ли качества, оказывается данная труба. Если же вес не будет достигнут и будет меньше положенного, то значит, что, при производстве производитель добавил меньшее количество нужного материала и таким образом, ухудшил качество готовой продукции.
o-trubah.com
Трубчатый профиль | Банк патентов
Формула полезной модели
1. Трубчатый профиль, сечение внутренней полости которого выполнено в виде правильного многоугольника, снабженный направляющими, отличающийся тем, что правильный многоугольник выполнен в виде квадрата, причем сторону квадрата А, радиус R скругления углов квадрата и толщину В стенок трубчатого профиля определяют из соотношений
А = 14,0 ± 0,4 мм;
R = 0,5 ± 0,1 мм;
В = 1,50 ± 0,15 мм.
2. Профиль по п.1, отличающийся тем, что каждая направляющая содержит рабочую и соединительные стенки, соединенные в виде Г-образного профиля.
3. Профиль по п.2, отличающийся тем, что он содержит четыре направляющие, соединительные стенки первой и второй направляющих закреплены на наружной грани первой стенки трубчатого профиля, соединительные стенки третьей и четвертой направляющих закреплены на наружной грани третьей стенки трубчатого профиля, рабочие стенки первой и второй направляющих расположены в одной плоскости, рабочие стенки третьей и четвертой направляющих расположены в одной плоскости, соединительные стенки первой и четвертой направляющих и четвертая стенка трубчатого профиля расположены в одной плоскости, а соединительные стенки второй и третьей направляющих и вторая стенка трубчатого профиля расположены в одной плоскости.
4. Профиль по п.3, отличающийся тем, что на наружной грани второй стенки трубчатого профиля закреплена продольная полка.
5. Профиль по п. 4, отличающийся тем, что на наружной грани четвертой стенки трубчатого профиля закреплена продольная полка.
6. Профиль по пп.4 и 5, отличающийся тем, что ширину С и толщину D продольной полки и расстояние Е между наружной гранью рабочей стенки третьей направляющей и ближайшей к ней поверхностью продольной полки определяют из соотношений
D = 1,5 ± 0,3 мм;
Е = 6,5 ± 0,3 мм.
7. Профиль по п.3, отличающийся тем, что он дополнительно содержит пятую и шестую направляющие, соединительные стенки которых закреплены на наружной грани второй стенки трубчатого профиля, причем рабочие стенки пятой и шестой направляющих расположены в одной плоскости, соединительная стенка пятой направляющей и первая стенка трубчатого профиля расположены в одной плоскости, а соединительная стенка шестой направляющей и третья стенка трубчатого профиля расположены в одной плоскости.
8. Профиль по п.7, отличающийся тем, что дополнительно содержит седьмую и восьмую направляющие, соединительные стенки которых закреплены на наружной грани четвертой стенки трубчатого профиля, рабочие стенки седьмой и восьмой направляющих расположены в одной плоскости, соединительная стенка седьмой направляющей и первая стенка трубчатого профиля расположены в одной плоскости, а соединительная стенка восьмой направляющей и третья стенка трубчатого профиля расположены в одной плоскости.
9. Профиль по пп.3 — 5, 7 и 8, отличающийся тем, что толщину F соединительных стенок направляющих, толщину G рабочих стенок направляющих, расстояние Н между рабочими стенками направляющих и расстояние К между внутренней гранью рабочей стенки направляющей и наружной гранью стенки трубчатого профиля определяют из соотношений
F = 1,50 ± 0,15 мм;
G = 2,00 ± 0,15 мм;
Н = 5,0 ± 0,5 мм;
К = 5,00 ± 0,3 мм.
10. Профиль по пп.2 — 5, 7 и 8, отличающийся тем, что край рабочей стенки направляющей с внутренней стороны снабжен продольным выступом сегментного сечения, радиус r и высоту h которого определяют из соотношений
r = 0,15 ± 0,05 мм;
h = 0,20 ± 0,05 мм.
ФАКСИМИЛЬНОЕ ИЗОБРАЖЕНИЕ
| Описание: | |
| Рисунки: |
bankpatentov.ru
Трубчатый профиль — Большая Энциклопедия Нефти и Газа, статья, страница 1
Трубчатый профиль
Cтраница 1
Трубчатый профиль 6 поступает внутрь калибровочной насадки ( гильзы) 3, где частично охлаждается и приобретает необходимые размеры. Внутрь трубы подводится сжатый воздух для прижатия расплава к стенкам насадки или создается вакуум между трубой и насадкой. Трубы небольшого диаметра не разрезаются, а сматываются в бухты. [2]
Трубчатые профили особенно экономичны при применении в сжатых элементах благодаря наибольшему значению радиуса инерции при заданной площади сечения. [4]
Трубчатые профили различных очертаний постоянного и переменного поперечного сечения изготовляются горячей прокаткой, прессованием, горячим и холодным волочением и раздувкой. Помимо круглого профиля, наиболее распространенного в промышленности, в СССР изготовляются также фасонные трубы, примеры которых приведены на фиг. Примеры прессованных профилей, рекомендованных для точечной сварки, приведены на фиг. [5]
Уменьшить массу фермы позволяет использование трубчатых профилей. [6]
Для наплавочных работ под флюсом применяют простейшие трубчатые профили, для сварки открытой дугой — более сложные, увеличивающие количество металла в сечении проволоки. Сварка проводится постоянным током обратной полярности от источников с жесткой характеристикой, обеспечивающей достаточное постоянство напряжения дуги. Возможность более широкого применения порошковой проволоки определяется экономикой и зависит в значительной степени от совершенствования производства. Все перечисленные проволоки могут быть превращены рубкой в электроды для ручной сварки. [8]
Особенно эффективные результаты наблюдаются при применении трубчатых профилей для стержней конструкций, работающих на продольное сжатие, благодаря тому, что такие профили ( рис. 3, в) обладают наиболее выгодным соотношением между их весом и величиной расчетного момента инерции сечения. [10]
Пуансоны для прямого выдавливания сплошных или трубчатых профилей обычно работают при давлении 1600 — 2000 МПа. [11]
В строительных стальных конструкциях довольно широко используются трубчатые профили круглого, прямоугольного и квадратного сечения. [13]
Каркас шатра выполняется из стальных уголковых или трубчатых профилей; при этом вертикальная нагрузка передается на балки путей, а горизонтальная ветровая воспринимается горизонтальной фермой, работающей пролетом, равным расстоянию между опорами эстакады. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Трубчатый профиль — Большая Энциклопедия Нефти и Газа, статья, страница 4
Трубчатый профиль
Cтраница 4
Элемент стены состоит из стоек несущего каркаса, расположенных с шагом 3 м, и навесных панелей, размеры которых позволяют полностью закрыть торец модуля, а также его продольную часть между стойками каркаса. Техническая характеристика модуля: внутренние габариты — длина 3; 6; 9 и 12 м, ширина — 3 м; высота — 2 38 м; стеновое ограждение — число типоразмеров панелей 4 ( глухая, оконная, с воротами и с дверью), размер панели 3X2 3X0 1 м, тип панели — трехслойная с наружными слоями из листового алюминия и внутренним слоем из фенолформальдегидного пенопласта ФРП-1; материал каркаса — гнутый стальной трубчатый профиль сечением 100ХЮОХ4 мм. [46]
Далее, им доказывается, что если механические свойства материала шпонок и балки известны, то из этих данных можно вычислить и необходимые размеры шпонок. Он применяет свой метод к расчету составных железных балок, указывая порядок вычисления шага заклепок, когда допускаемая величина скалывающей силы на одну заклепку известна. Журав-ский исследует балки трубчатого профиля ( рис. 73) и на том же-основании подвергает критике размещение заклепок в трубчатых мостах Конвэй и Британия ( см. стр. Он показывает, что израсходованное на эти конструкции количество заклепок можно-было бы сильно сократить, если бы было учтено то обстоятельство, что действующая на балку поперечная сила уменьшается от опор к середине пролетаt и, следовательно, шаг заклепок в средней части пролета можно было бы увеличить без ущерба для прочности балки. [47]
Эти поддоны обычно изготовляют со сплошными стенками и дном. Жесткость конструкции увеличивают путем применения гофрированного листового металла или выполнения ребер жесткости, получаемых штамповкой. Такие поддоны имеют каркас повышенной прочности; его желательно изготовлять из закрытых коробчатых или трубчатых профилей. [48]
При назначении ( выборе) марки хромистой стали в виде листа или поковки для элементов и деталей нефтеперерабатывающего и нефтехимического оборудования у конструкторов и проектировщиков обычно не возникает особых затруднений. Это объясняется как сравнительно небольшой номенклатурой соответствующих материалов, так и, главным образом, возможностями решить задачу обеспечения коррозионной стойкости и прочности оборудования путем увеличения его сечений. В то же время выбор надлежащих труб из хромистых сталей при первоначальном проектировании оборудования или при заказе материалов для его ремонта в процессе эксплуатации, как правило, сопряжен с определенными трудностями, обусловленными реально существующим и возможным к применению сортаментом трубчатых профилей, а также спецификой их эксплуатации в рабочих условиях нефтехимических производств. Поэтому вопрос о рациональных областях применения труб из хромистых сталей, в частности, печных и тепло-обменных труб, в нефтехимическом оборудовании рассматривается ниже более подробно. [49]
Запасные аварийные люки предусматриваются для выхода пассажиров из кабин в аварийных случаях. Размещаются они в среднем отсеке фюзеляжа преимущественно по бортам, а иногда вверху. Форма вырезов — овальная с размерами по осям 450 X 750 мм. Вырезы в обшивке фюзеляжа усилены окантовкой и второй обшивкой с внутренней стороны. Герметизация осуществляется с помощью резиновых трубчатых профилей, которые внутренним давлением прижимаются к раме. [50]
Из листов вырубить лопатки с шириной рабочей части 6 — 7 мм и длиной базы 25 мм. Для упрочнения концы круглого образца, закрепляемые в зажимах, обмотать несколькими слоями липкой ленты. В образец, вырезанный из трубчатого профиля, с каждого конца вставить цилиндрические вкладыши длиной 40 мм, выточенные из волокнита или слоистого пластика. [51]
Страницы: 1 2 3 4
www.ngpedia.ru
Труба профильная – разновидности форм и размеров, области применения
Профильными трубами в общем случае называют прокат, полое сечение которого отличается от круглого. Оно может быть прямоугольным (частный случай – квадратным), овальным, плоскоовальным, трёх-, шести-, восьмигранным, каплевидным, ребристым. Наиболее распространён прямоугольный профиль. Основным материалом для их производства является углеродистая (Ст3 сп) или низколегированная (09Г2С) сталь. Изделия ответственного назначения изготавливают из коррозионностойких сталей.
Классификация профильных труб по технологии изготовления
Технологические варианты производства продукции:
- Для получения бесшовных горячедеформированных труб используют стальную болванку круглого или прямоугольного сечения. В зависимости от дальнейшего целевого назначения продукции используют заготовки различного типа – непрерывно литые, кованые, слитки, катаные. Исходное изделие нагревают и обрабатывают на продольных прессах для создания полой гильзы. Технологический процесс предусматривает производство немерной бесшовной трубы. Путём дальнейшей обработки вальцами получают профильный прокат запланированного сечения. Финишная операция – термическая обработка, обеспечивающая необходимые характеристики поверхностной структуры продукции. С помощью этого способа получают толстостенные изделия с большими размерами сечения. Продукции характерна высокая прочность.
- Процесс производства холоднокатаных бесшовных труб на первых этапах повторяет выше описанную технологию. Но после изготовления круглой гильзы поверхность охлаждают, и только после этого вальцами формируют профиль. Такая технология позволяет получать изделие с более тонкими стенками. При соблюдении правил калибровочного процесса отклонение от толщины не превышает 0,5% от нормированной величины. Такая продукция предназначена для применения в областях, в которых важны точные геометрические параметры – в машиностроении, автомобиле- и судостроении.
- Для труб небольшого сечения часто используют сварной метод, в котором в качестве исходного материала используются стальные листы. Первый этап заключается в подготовке на гильотине штрипса – трубной заготовки. Штрипс на вальцах деформируется в соответствии с заданными параметрами. Стык формируется дуговой или точечной сваркой. Такой способ позволяет получать тонкостенную профильную продукцию, использовать в качестве исходного материала оцинкованный лист, изготавливать изделия нестандартной конфигурации.
Профильные трубы – формы и их основные характеристики
Наиболее распространёнными являются профильные изделия следующей конфигурации:
- Трубный прокат квадратного сечения наиболее часто применяется в строительстве, может изготавливаться любым из трёх методов – горячей или холодной прокаткой, сваркой. Наружный размер квадрата варьируется от 10 до 180 мм, нестандартные размеры – 32, 36, 40, 65 мм. Толщина стенки – 1–14 мм, у сварных изделий толщина стенки, как правило, небольшая. Площадь сечения данных изделий имеет иное значение, чем у круглых аналогов, и служит для расчётов жёсткости конструкции, а не для вычислений проходимости внутренней полости. При расчёте площади сечения квадратного трубного проката используются наружные параметры.
- Ассортимент прямоугольных профильных труб более разнообразен, благодаря возможности различных вариаций сторон. Интервал значений ширины – 15–230 мм, высоты – 10–100 мм. Толщина стенки может достигать 20 мм. Основную группу составляют трубы общего назначения, изготовленные из горячекатаной ленты толщиной 1,5–5,0 мм. Эти изделия соответствуют повышенным требованиям по прочности. Другие условия в данном случае не актуальны.
- Изделия овального и плоскоовального профиля имеют небольшую область применения. Чаще всего их используют в производстве мебели или элементов декора. Поэтому для изготовления этой продукции, как правило, применяют оцинкованный лист или листовую коррозионностойкую сталь. При формировании сортамента используют такие параметры, как ширина – 6–90 мм, высота – 3–50 мм, больший и меньший радиусы кривизны. Меньший радиус находится в интервале 0,98–18,45 мм, больший – 5,42–114,56 мм.
Длина профильных труб определяется технологией их производства. Мерные длины – 3, 6, 12,5 м. Немерные длины – 1–13 м. Изделия могут изготавливаться по стандартным размерным характеристикам или по величинам, заявленным заказчиком.
Производство прямоугольных труб регламентируется ГОСТ 8645, квадратных – ГОСТ 8639, овальных – ГОСТ 8642.
Области применения профильного трубного проката

Сферы использования этого вида проката зависят от его сортамента, способа производства и материала, применённого при изготовлении:
- Прочные, чаще толстостенные, профильные трубы используют в металлоконструкциях различных типов. Это каркасы зданий, опоры, мачты, сложные перекрытия, габаритные пролёты. Этот вид металлопроката способен не только выполнять несущие функции, но и эффективно работать в условиях вибрационных нагрузок. Прямоугольные изделия удобны для устройства конструкций, предназначенных для укладки на ровную поверхность.
- В мебельном производстве, как правило, востребованы трубы, изготовленные из стального холоднокатаного штрипса толщиной 0,8–1,5 мм. Изделия используются для изготовления элементов мебели, лёгких и не несущих особых нагрузок. Могут применяться оцинкованные или нержавеющие профильные трубы.
- Другие области применения профильного трубного проката – сооружение заборов, перегородок, остановок городского транспорта, детских площадок, скамеек, сельское хозяйство, судо- и автомобилестроение.
Преимущества использования профильных труб
Профильный трубный прокат популярен благодаря особым достоинствам:
- Даже при значительных нагрузках трубы с сечением, отличным от круглого, устойчивы к деформациям. Особой прочностью и однородностью свойств по периметру отличаются бесшовные трубы. Но производство этой продукции более дорогое из-за больших затрат энергоносителей и высокой стоимости оборудования.
- Профильные трубы, имея прочностные характеристики, мало уступающие качествам неполых материалов, требуют расхода меньшего количества металла, чем при производстве полнотелых балок.
- Профильные изделия дают возможность изготавливать сложные по конфигурации конструкции, удобны в работе.
- Облегчённые строительные конструкции, изготовленные с использованием профильных труб, снижают нагрузки на фундамент, что позволяет сэкономить цемент и заполнители для бетонных смесей.
Профильная нержавеющая труба
Особое место, благодаря уникальным эксплуатационным характеристикам, занимает профильный трубный прокат, изготовленный из коррозионностойких сталей, устойчивых к разрушающему воздействию воды и некоторых агрессивных сред. Наиболее популярны хромоникелевые и хромистые стали, возможны добавки марганца и титана. Примерно 80% от общего объёма занимают аустенитные стали марок AISI 304 и AISI 316. В последнее время получают распространение профильные тонкостенные изделия из спецсталей, жаростойких и жаропрочных сталей. По способу обработки различают матовую, шлифованную, полированную поверхности.
Профильный трубный прокат сочетает в себе прекрасные механические характеристики, сопротивляемость коррозионным процессам, эстетически привлекательный внешний вид. Применяется в архитектурных композициях, для изготовления элементов интерьерного и ландшафтного дизайна, в транспортной, медицинской, пищевой, целлюлозной, химической и иных отраслях.
www.navigator-beton.ru
Трубчатый профиль | Банк патентов
Формула полезной модели
1. Трубчатый профиль, внутренняя полость которого выполнена в виде описанного вокруг окружности N-угольника, снабженный направляющими, отличающийся тем, что толщина A его стенок, диаметр D вписанной в N-угольник окружности и радиус R скругления углов N-угольника определяют из соотношений
A = 1,50 ± 0,15 мм;
D = 14,00 ± 0,40 мм при N ≠ 8;
D = 24,00 ± 0,45 мм при N = 8;
R = 0,50 ± 0,10 мм.
2. Профиль по п.1, отличающийся тем, что каждая направляющая содержит рабочую и соединительную стенки, соединенные в виде Г-образного профиля.
3. Профиль по п.2, отличающийся тем, что он содержит четыре направляющие, N-угольник выполнен в виде квадрата, соединительные стенки первой и второй направляющих закреплены на наружной грани первой стенки трубчатого профиля, соединительные стенки третьей и четвертой направляющих закреплены на наружной грани второй стенки трубчатого профиля, рабочие стенки первой и второй направляющих расположены в одной плоскости, рабочие стенки третьей и четвертой направляющих расположены в одной плоскости, соединительная стенка первой направляющей и четвертая стенка трубчатого профиля расположены в одной плоскости, соединительная стенка второй направляющей и вторая стенка трубчатого профиля расположены в одной плоскости, соединительная стенка третьей направляющей и первая стенка трубчатого профиля расположены в одной плоскости, а соединительная стенка четвертой направляющей и третья стенка трубчатого профиля расположены в одной плоскости.
4. Профиль по п.2, отличающийся тем, что он содержит шесть направляющих, N-угольник выполнен в виде девятиугольника, при этом точки касания к вписанной окружности первой, четвертой и седьмой сторон девятиугольника равномерно расположены по окружности, соединительные стенки первой и второй направляющих закреплены на наружной грани первой стенки трубчатого профиля, соединительные стенки третьей и четвертой направляющих закреплены на наружной грани четвертой стенки трубчатого профиля, соединительные стенки пятой и шестой направляющих закреплены на наружной грани седьмой стенки трубчатого профиля, рабочие стенки первой и второй направляющих расположены в одной плоскости, рабочие стенки третьей и четвертой направляющих расположены в одной плоскости, рабочие стенки пятой и шестой направляющих расположены в одной плоскости, соединительная стенка первой направляющей и девятая стенка трубчатого профиля расположены в одной плоскости, соединительная стенка второй направляющей и вторая стенка трубчатого профиля расположены в одной плоскости, соединительная стенка третьей направляющей и третья стенка трубчатого профиля расположены в одной плоскости, соединительная стенка четвертой направляющей и пятая стенка трубчатого профиля расположены в одной плоскости, соединительная стенка пятой направляющей и шестая стенка трубчатого профиля расположены в одной плоскости, а соединительная стенка шестой направляющей и восьмая стенка трубчатого профиля расположены в одной плоскости.
5. Профиль по п.1, отличающийся тем, что он содержит восемь направляющих, каждая из которых содержит соединительную стенку и две рабочие стенки, при этом в каждой направляющей рабочие стенки закреплены на разных сторонах соединительной стенки, N-угольник выполнен в виде правильного восьмиугольника, соединительные стенки направляющих закреплены радиально снаружи на стыках соседних стенок трубчатого профиля, вторая рабочая стенка первой направляющей и первая рабочая стенка второй направляющей расположены в одной плоскости, вторая рабочая стенка второй направляющей и первая рабочая стенка третьей направляющей расположены в одной плоскости, вторая рабочая стенка третьей направляющей и первая рабочая стенка четвертой направляющей расположены в одной плоскости, вторая рабочая стенка четвертой направляющей и первая рабочая стенка пятой направляющей расположены в одной плоскости, вторая рабочая стенка пятой направляющей и первая рабочая стенка шестой направляющей расположены в одной плоскости, вторая рабочая стенка шестой направляющей и первая рабочая стенка седьмой направляющей расположены в одной плоскости, вторая рабочая стенка седьмой направляющей и первая рабочая стенка восьмой направляющей расположены в одной плоскости, а вторая рабочая стенка восьмой направляющей и первая рабочая стенка первой направляющей расположены в одной плоскости.
6. Профиль по п.1, отличающийся тем, что он содержит пять направляющих и наружную накладку Г-образного профиля, первая направляющая содержит соединительную стенку и две рабочие стенки, закрепленные на разных сторонах соединительной стенки, каждая из остальных направляющих содержит рабочую и соединительную стенки, соединенные в виде Г-образного профиля, N-угольник выполнен в виде пятиугольника, точки касания к вписанной окружности первой, второй, третьей и четвертой сторон пятиугольника равномерно расположены по окружности, край первой стенки накладки Г-образного профиля закреплен на стыке третьей и четвертой стенок трубчатого профиля, край второй стенки накладки Г-образного профиля закреплен на стыке четвертой и пятой стенок трубчатого профиля, соединительная стенка первой направляющей закреплена снаружи на стыке первой и пятой стенок трубчатого профиля, соединительная стенка второй направляющей закреплена на наружной грани первой стенки трубчатого профиля, соединительные стенки третьей и четвертой направляющих закреплены на наружной грани второй стенки трубчатого профиля, соединительная стенка пятой направляющей закреплены снаружи на стыке первой и второй стенок накладки Г-образного профиля, вторая рабочая стенка первой направляющей и рабочая стенка второй направляющей расположены в одной плоскости, рабочие стенки третьей и четвертой направляющих расположены в одной плоскости, рабочая стенка пятой направляющей и первая рабочая стенка первой направляющей расположены в одной плоскости, соединительная стенка второй направляющей и вторая стенка трубчатого профиля расположены в одной плоскости, соединительная стенка третьей направляющей и первая стенка трубчатого профиля расположены в одной плоскости, соединительная стенка четвертой направляющей и третья стенка трубчатого профиля расположены в одной плоскости, соединительная стенка пятой направляющей и первая стенка накладки Г-образного профиля расположены в одной плоскости, а угол α между четвертой стенкой трубчатого профиля и первой стенкой Г-образной накладки определяют из соотношения
α = 45 ± 2o.
7. Профиль по пп.2, 5 и 6, отличающийся тем, что толщину B соединительных стенок направляющих и толщину C рабочих стенок направляющих определяют из соотношений
B = 1,50 ± 0,15 мм;
C = 2,00 ± 0,15 мм.
8. Профиль по пп.3 — 6, отличающийся тем, что величину E зазора между рабочими стенками соседних направляющих и расстояние F между внутренней гранью рабочей стенки направляющей и наружной гранью стенки трубчатого профиля определяют из соотношений
E = 5,0 ± 0,2 мм;
F = 5,0 ± 0,3 мм.
9. Профиль по п.4, отличающийся тем, что расстояние G между внутренними гранями закрепленных на одной и той же стенки трубчатого профиля соединительных стенок направляющих определяют из соотношения
G = 14,0 ± 0,4 мм.
10. Профиль по пп.2, 5 и 6, отличающийся тем, что край рабочей стенки направляющей с внутренней стороны снабжен продольным выступом сегментного сечения, радиус r и высоту h которого определяют из соотношений:
r = 0,15 ± 0,05 мм;
h = 0,20 ± 0,05 мм.
ФАКСИМИЛЬНОЕ ИЗОБРАЖЕНИЕ
| Описание: | |
| Рисунки: |
bankpatentov.ru