
Трубогиб своими руками из швеллера: Трубогиб из швеллера. Как сделать трубогиб своими руками
Как сделать профилегиб своими руками: видео инструкция, схемы
Качественное сгибание вытянутого металлического проката невозможно без применения специальных устройств, называемых профилегибами, при отсутствии средств на их приобретение или выполнении разовых работ их рекомендуют сделать своими руками. Они имеют сравнительно простую конструкцию и технологию сборки, при использовании правильных чертежей и инструкций на выходе получается достаточно надежное устройство для изменения конфигурации труб и профиля без предварительного нагрева. В большинстве случаев они имеют ручной привод, но при необходимости в схему добавляют гидроцилиндр или электродвигатель, окончательное решение принимается исходя из поставленных задач.
Оглавление:
- Когда нужен?
- Конструкция
- Простая и прокатная модель
- Профилегиб с подвижным катком
- Советы
В каких случаях рекомендуют сделать профилегиб своими руками
Потребность в таком инструменте возникает при необходимости получения определенного радиуса закругления на конкретном участке или по всей длине заготовки.
Изготовление самоделок целесообразно при отсутствии серьезных требований к точности радиуса изгиба и обработке профилей со сравнительно небольшим сечением. С их помощью успешно подготавливаются элементы для закладки теплиц, фигурные опоры или беседки, сгибаются хомуты в армокаркасе или колена трубопроводов при монтаже отопительных систем. Работа с ними не требует серьезной квалификации и подготовки, они ценятся за простую конструкцию и в большинстве случаев имеют механический привод.
Конструктивное исполнение зависит от типа и принципа действия этого инструмента, самый простой и распространенный ручной профилегиб прокатного типа состоит из следующих элементов:
- Основания, чаще всего представленного в виде устойчивой и прочной металлической станины (в случае самоделок – сварной).
- Двух опорных боковых роликов, отвечающих за продольное перемещение профиля. В оптимальном варианте они способны к синхронному вращению.
- Прижимного подвижного ролика, выполняющего функции ведущего и обеспечивающими соответственное механическое воздействие, приводящее в итоге к изгибу заготовки.
 Как правило, он имеет чуть больший диаметр в сравнении с опорными боковыми или не уступает им.
Как правило, он имеет чуть больший диаметр в сравнении с опорными боковыми или не уступает им. - Узла контроля усилия прижима. У ручных моделей эти функции выполняет винтовая пара, установленная на перпендикулярно приваренном к станине прочном корпусе, у гидравлических – домкраты или поршневой механизм. При изготовлении устройства своими силами чаще всего останавливаются на первом варианте, при котором держатель ведущего ролика имеет жесткое соединение с прижимным винтом.
Принцип действия такого ручного инструмента основан на сгибании заготовок путем их прокатывания между опорными валиками с одновременным давлением ведущего. В этом плане они выгодно отличаются от обычных трубогибов с неподвижными элементами, при аккуратном воздействии и достаточном усилии на них без проблем осуществляется радиальный изгиб профиля с сечением до 32 мм включительно без риска деформации заготовки. Более сложные заводские конструкции оснащаются блоками ЧПУ, контролирующими градиент сгиба или подвижными нижними валами с контроллерами перемещения.
Инструкция по изготовлению простейшего устройства для сгиба профиля
При выполнении в домашних условиях работ по незначительному изменению формы и конфигурации проката и труб с сечением не более 20 мм достаточно использования примитивного варианта профилегиба, а именно – трех закрепленных в бетоне штырей. При этом возможны два пути: установка их под углом в 90 ° с последующим бетонированием на предварительно подготовленной площадке, или заливка тяжелой плиты, вынимаемой из формы и размещаемой в разных местах. В качестве опорных штырей для таких самодельных профилегибов используется швеллер или обрезки круглого проката с сечением от 70 мм, рекомендуемый интервал между ними составляет 4-5 см.
Потребность в сложных чертежах в данном случае отсутствует, секрет заключается в отслеживании перпендикулярности выступающих частей, достаточном их заглублении (в идеале – на треть длины) и заливке качественным мелкозернистым бетоном или ЦПС. По понятным причинам стационарные площадки признаны более устойчивыми и удобными в сравнении с тяжелыми плитами, по окончании работ и необходимости освобождения пространства штыри просто срезаются.
Преимуществом такой конструкции является простота и возможность установки опор с учетом сечения профиля, отсутствие каких-либо условий при выборе направлении или угле изгиба, минусом – ограничение в диаметре, при работе с заготовками с сечением свыше 20 мм создаваемых усилий недостаточно. В таких случаях рекомендуется сделать профилегиб с более сложным механизмом.
Инструкция по изготовлению своими руками устройства прокатного типа
Для сборки такого устройства потребуются уголки или квадратные трубы с сечением от 50 мм для сваривания корпуса, швеллеры или профиль с толщиной от 150 для станины, круглые заготовки, металлическая цепь, обеспечивающая синхронное вращение опорных роликов, и ее натяжитель, навариваемые приводные звездочки, винтовая передача, болты и гайки.
В ходе сборки придерживаются следующей последовательности действий:
1. Из толстого швеллера вырезается отрезок нужной длины, проводится разметка станины.
2. Из уголка или прямоугольного проката сваривается П-образный корпус, выполняющий в дальнейшем функции кронштейна для винтовой пары. Для ее удержания в верхней части по центру просверливается соответствующее отверстие. После проверки качеств швов конструкция приваривается к двум сторонам станины.
3. В верхней части корпуса ручного профилегиба приваривается гайка регулятора прижимного ролика и вкручивается опорный винт.
4. Из круглого лома с помощью болгарки вырезаются заготовки под опорные ролики, на оси которых привариваются передаточные звездочки для удержания велосипедной цепи. Установленные на подшипниках ролики привариваются к станине с учетом обязательной симметрии с ее центром. Цепь закрепляется на звездочках и натягивается. В конечном итоге получаются зафиксированные на невысоких подиумах вращающиеся «гантели», удерживающие в центре сгибаемый профиль. Одна из осей делается удлиненной, в последствии к ней приваривается ручка, с помощью которой осуществляется вращение.
5. Подготавливается узел прижимного механизма с жесткой фиксацией к нижней части опорного винта.
6. Все элементы закрепляются на корпусе и станине, сварочные швы слегка зачищаются.
Конструктивные различия у собираемых своими силами ручных профилигибов проявляются прежде всего в виде и размерах опорных и прижимных роликов. Они могут иметь закрепляемые по бокам шайбы-кольца для удержания профиля или обходиться без них. Все возможные насадки привинчиваются надежными болтами, это же относится к любым не привариваемым элементам с жестким соединением. Расстояние между ними (или длина цилиндрических валиков) подбирается исходя из ширины прокатываемых заготовок, что является еще одним преимуществом самоделок (отсутствуют какие-либо ограничения, размеры узлов подгоняются под нужды пользователя).
Все возможные насадки привинчиваются надежными болтами, это же относится к любым не привариваемым элементам с жестким соединением. Расстояние между ними (или длина цилиндрических валиков) подбирается исходя из ширины прокатываемых заготовок, что является еще одним преимуществом самоделок (отсутствуют какие-либо ограничения, размеры узлов подгоняются под нужды пользователя).
К сгибанию профиля можно приступать непосредственно после сборки, при правильной защите от коррозийных воздействий и смазке вращающихся участков полученное устройство прослужит долго.
Технология сборки ручного инструмента с подвижным опорным катком
При наличии поршневых пальцев, шатунного механизма, старых подшипников и автомобильного домкрата стоит сделать станочную конструкцию с приваренными уголками к станине опорными роликами. В качестве фиксатора в таких устройствах используется все та же винтовая пара, вращение в них передается на ось прижимного валика. Основание при этом является монолитным только до угла корпуса с ведущим узлом, плечо со вторым опорным валиком соединено с ним шарнирно. Ниже него устанавливается домкратный механизм, обеспечивающий подъем штока и измерение радиуса изгиба профиля в нужную сторону.
Основание при этом является монолитным только до угла корпуса с ведущим узлом, плечо со вторым опорным валиком соединено с ним шарнирно. Ниже него устанавливается домкратный механизм, обеспечивающий подъем штока и измерение радиуса изгиба профиля в нужную сторону.
Преимуществом такого исполнения является высокая надежность и массивность рабочих узлов, такие профилегибы успешно используются в небольших мастерских и в частных целях. Корпус для удержания и подъема прижимного механизма рекомендуют делать цельным, из куска швеллера, при выровненном по горизонтали плече он по-прежнему должен находиться в центре. Такие самоделки в принципе не ломаются, единственной проблемой при их изготовлении является подбор деталей.
Рекомендации
Изготавливаемая конструкция самодельного профилегиба должна быть максимально прочной и устойчивой. Для этого рекомендуется:
- Обеспечивать максимально высокое качество сварки швов, при отсутствии соответствующего опыта этот этап сборки стоит доверить специалистам.

- Подготовить на станине отверстия для прикручивания к верстаку или основанию.
- Тщательно отслеживать центровку корпуса с винтовой парой.
- Покрыть корпус и основание антикоррозийными составами.
При планировании частого и интенсивного использования стоит сразу сделать качественный профилегиб с гидравлическим приводом, это сэкономит время и силы работника. Конструктивное исполнение при этом меняется мало, в схему просто добавляется домкрат вместо винтовой пары. Это решение позволяет проводить без проблем операции по сгибанию профиля с сечением до 50-60 мм, за исключением сплошного стального швеллера, при потребности в работе с такими заготовками к роликам подключают электрический привод. Но подобные ситуации у частных лиц возникают редко, в большинстве случаев им достаточно сделать ручное устройство прокатного типа.
Трубогиб своими руками для профильной и круглой трубы
Устройство данного механизма бывает нескольких видов :
- ручной – он легко сгибает круглые трубы, диаметр которых не превышает 1 дюйма и профильные трубы до 40 мм в разрезе
- механический – такой трубогиб позволяет скручивать трубы среднего диаметра
- гидравлический – с помощью силы жидкости он запросто изогнет трубы даже большого диаметра
Далее речь пойдет о том, как самостоятельно собрать ручной самодельный трубогиб для круглой и профильной трубы.
Трубогиб для круглых
металлических труб
Перед тем, как приступить к изготовлению самого устройства, необходимо изучить конструкцию и механизм работы трубогиба. Он представляет собой два шкива с выемкой, один из которых прочно закреплен и неподвижен, а второй поворачивается вокруг первого. При этом расстояние между ними должно соответствовать диаметру трубы, которую нужно изогнуть. Весь принцип работы сводится к тому, чтобы всунуть круглую трубу между двумя колесиками и путем их вращения согнуть ее до необходимой формы.
Если делать трубогиб самостоятельно, то необходимо сконструировать его таким образом, чтобы с его помощью можно было обработать стальные трубы различных диаметров. В связи с этим пары одиночных шкивов будет недостаточно. Для самостоятельного изготовления ручного трубогиба будут нужны два тройных ролика: пара колес для изгибания трубы диаметром в полдюйма; два шкива будут отвечать за сгиб трехчетвертной трубы; пара шкивов, предназначенных для трубы с дюймовым диаметром.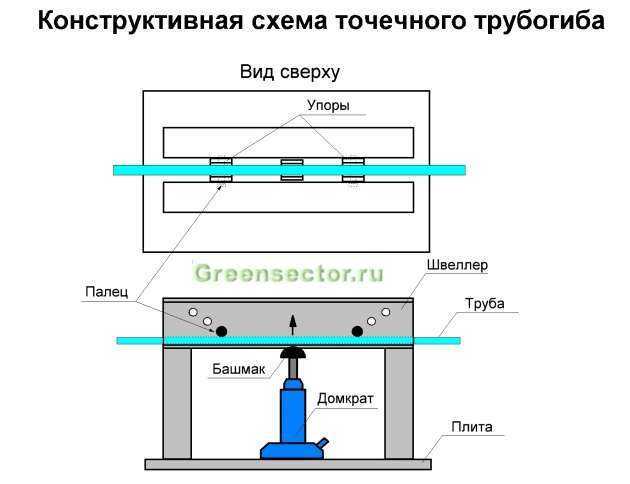
Специфика монтажа
Сложность состоит в том, что такие ролики невозможно купить в магазине. Зато их без труда сможет под заказ изготовить токарь на заводе. Важно, чтобы в роликах соблюдались размеры радиуса и глубины проточки. На торце каждого шкива должна хорошо просматриваться выемка, размеры которой соответствуют радиусу изгибаемой трубы. Нужно помнить, что для сборки качественного трубогиба необходим минимальный диаметр закрепленного колеса, потому что от этого зависит самый малый радиус изгиба трубы. А вот подвижному ролику необходимо быть в два раза больше диаметра первого.
Следующим важным шагом в сборке трубогиба является его основание. Оно обычно делается следующим образом:
- Из толстого металлического листа толщиной от 10 мм выпиливается квадратная пластина.
- В углах пластины необходимо просверлить 4 отверстия.
- Прикрепить основание к рабочему столу или специально приготовленному столбу с помощью отверстий.
- По центру пластины приварить штифт (диаметр его должен соответствовать внутреннему диаметру самого малого тройного колеса).

Теперь корпус готов и можно приступать к монтажу поворотного механизма. Для этого металлические листы свариваются между собой П — образно. Сама высота механизма рассчитывается с учетом диаметра малого и большого шкива. В данном расстоянии с легкостью должны поместиться: большой подвижный ролик и половина стационарного шкива. Чтобы установить шкивы на свои места нужно просверлить два отверстия. Важно рассчитать расстояние между ножками буквы «П» так, чтобы оно было немного больше высоты шкивов. К верхней перекладине прикрепляется ручка (примерно 25 см). В процессе работы на нее надевается труба, которая играет роль рычага.
Готовый поворотный механизм нанизывается на штифт в основании так, чтобы большой ролик шел первым. Он крепится шплинтами за пределами П — образной конструкции. При этом малый шкив надевается вместе со всем механизмом.
Еже один важный момент. Для того чтобы труба не вращалась вместе с человеком, в процессе работы, нужно продумать стопор трубы. Для этого необходимо приварить к основанию еще один вертикальный штырь, который и станет упором для трубы.
Для этого необходимо приварить к основанию еще один вертикальный штырь, который и станет упором для трубы.
На этом изготовление трубогиба своими руками стоит считать завершенным и можно переходить к испытаниям.
Совет для работы! Для того чтобы место изгиба трубы оставалось круглым и не сплющивалось, ее необходимо хорошо заполнить песком. Так же известный факт, что большие дюймовые трубы хорошо гнуться в горячем состоянии, а тонкие трубы и в холодном состоянии хорошо поддаются деформации.
Трубогиб для работы
с профильными трубами
Самодельный трубогиб для профильной трубы имеет свои нюансы в изготовлении. Это связано с тем, что у изогнутой профильной трубы несколько другое предназначение. Круглые трубы широко применяются для повторения поворотов при прокладывании трубопроводов. Профильная же труба используется для монтажа металлоконструкций. В этих условиях возникает необходимость создавать при изгибах различные углы. Профильный трубогиб легко изогнет как прямоугольные, так и квадратные трубы по большому радиусу. По этой причине устройство круглого и профильного трубогибов немного отличается. Трубогиб для профильной трубы включает три прокатных вала: два вала прочно прикручены и двигаются только вокруг своей оси; один вал подвижный, с помощью него на трубу направляется необходимое давление в месте сгиба.
По этой причине устройство круглого и профильного трубогибов немного отличается. Трубогиб для профильной трубы включает три прокатных вала: два вала прочно прикручены и двигаются только вокруг своей оси; один вал подвижный, с помощью него на трубу направляется необходимое давление в месте сгиба.
Данный механизм считается более сложным по техническим причинам и по этому, чтобы изготовить его, необходимо приложить больше сил и терпения.
Корпус трубогиба для профильной трубы собирается следующим образом:
- На опоры устанавливается прочное металлическое прямоугольно основание, которое состоит из швеллера и крепкого уголка.
- К основанию в центре крепится подвижный вал. Он может совершать движения вверх и вниз с помощью винтовой передачи. Благодаря этому валу профильные трубы можно изгибать под любым необходимым радиусом.
- С двух сторон от неподвижного валика к корпусу крепятся стационарные валы. В их задачу входит вращение вокруг своей оси, делая процесс сгибания труб легче.

- Далее к одному из неподвижных валов присоединяется привод. Механизм может быть ручным или электрическим. От вращения этого вала зависит передвижение трубы по другим валикам и изгиб под большим радиусом.
Повышение функциональности трубогиба
Для увеличения функциональности трубогиба, необходимо продумать изменение положения стационарных валов. Если пододвинуть их ближе к центру, то угол сгиба трубы уменьшится, а если раздвинуть шире, наоборот – увеличится.
Важно установить и выбрать правильные валики. Обычные гладкие цилиндры не годятся для трубогиба. Необходимо, чтобы на каждом вале были выступы-реборды с двух сторон. Это обеспечит надежное крепление трубы на валике и предотвратит ее скатывание. В результате увеличивается точность и правильность изгиба. По этой причине необходимо иметь в наличии самостоятельные сменные ролики, которые подойдут для труб различной толщины.
В процессе изготовления трубогиба своими руками важно уделить внимание вопросу ускорения и облегчения процесса обработки изделий. Для этого хорошо подойдет велосипедный механизм для переключения скоростей. Когда самодельный трубогиб оборудован таким приводом, вращение придается сразу обоим боковым валикам, сгибание проходит легко и просто.
Для этого хорошо подойдет велосипедный механизм для переключения скоростей. Когда самодельный трубогиб оборудован таким приводом, вращение придается сразу обоим боковым валикам, сгибание проходит легко и просто.
Чтобы притворить такой механизм в жизнь нужно сделать следующее:
- каждый из боковых валиков оснащается большой шестеренкой
- малая шестеренка крепится на отдельном цилиндре, на механизме вращения
- на эти три шестеренки надевается цепь, и необходимо предусмотреть четвертую шестеренку, которая служит для натяжения цепи
В принципе изготовить трубогиб своими руками довольно просто. Сложность лишь заключается в труднодоступности необходимых деталей. Для этого придется заказывать их на заводе. А собрать все детали в готовый механизм не составит труда.
Инструменты для гибки тепловых трубдают инженерам правильные, воспроизводимые изгибы | ATS, Inc.
Опубликовано 22 марта 2022 г. Ребеккой ODay | Оставить комментарий
Изгиб тепловых трубок необходимо выполнять осторожно, с помощью подходящего инструмента, чтобы изгиб был точным, надежным и воспроизводимым. Есть несколько способов сделать это.
Есть несколько способов сделать это.
Один из способов — с приспособлением. Кондуктор может быть какой-то трубой или даже тисками. Цель состоит в том, чтобы было к чему согнуть тепловую трубку или чтобы она оставалась стабильной, чтобы вы могли ее сгибать. Хотя этот метод недорогой, он может не дать точного изгиба. Также следует соблюдать осторожность, чтобы не согнуть и не сломать тепловую трубку, что уменьшит способность тепловой трубки транспортировать нагретую жидкость от точки нагрева, где находится испаритель тепловых трубок, к секции конденсатора для отвода тепла.
Второй метод, который можно использовать, — это готовые изделия, трубогиб или трубогиб. Они бывают разных размеров, от одноручных до двуручных, с разной длиной рукояток. Их часто можно найти в магазинах бытовой техники и товаров для дома, таких как Home Depot, Amazon или Grainger. Часто это сантехнические инструменты, предназначенные для гибки медных труб разного диаметра. Плюсом его метода является то, что он более точен, чем использование приспособления, они относительно недороги и, как правило, их легко найти. Недостатком этого подхода является то, что эти типы гибочных станков могут не учитывать миллиметровые диаметры тепловых трубок, используемых для охлаждения электроники.
Недостатком этого подхода является то, что эти типы гибочных станков могут не учитывать миллиметровые диаметры тепловых трубок, используемых для охлаждения электроники.
Третий способ — использование прецизионного инструмента, предназначенного для гибки тепловых трубок, используемых для охлаждения электроники. Их производят несколько компаний, в том числе Wakefield-Vette и Advanced Thermal Solutions. Инструмент для гибки тепловых труб Wakefield
с помощью Mouser — щелкните фото для получения дополнительной информации на веб-сайте Mouser.Advanced Thermal Solutions, Inc., (ATS) Инструмент для гибки тепловых труб – нажмите
для получения дополнительной информации на веб-сайте ATS. Компания
ATS создала обучающее видео о том, как работает инструмент для гибки тепловых труб ATS, вы можете посмотреть его на их канале YouTube, нажав «Инструменты для гибки круглых тепловых труб ATS». Инструмент для гибки тепловых труб
Инструмент для гибки тепловых труб
. Щелкните фото, чтобы перейти к демонстрационному видео этого инструмента на канале ATS YouTube.
Эта запись была размещена в Без рубрики. Добавьте постоянную ссылку в закладки.
Поиск в блоге ATS
Поиск по категории статей
Поиск по категории статейВыберите категориюАктивные (6)Воздушное охлаждение (2)Анализ (18)Конференция АТЭС (5)Новости ATS (41)Автомобилестроение (6)Охлаждение аккумуляторов (2)Биотехнологии (1)Кабинет ( 6)Примеры реализации (26)CFD (20)Шасси (5)зажим (1)Холодовые цепи (1)Холодные пластины (23)Консалтинг (31)охлаждение (25)Новости в области охлаждения (5)центр обработки данных (15)Преобразователь постоянного тока в постоянный (4) Распределение (1) Централизованное охлаждение (2) Инжиниринг (26) Инженерный и научный чат (27) Визит студентов-инженеров (1) Вентилятор (15) Блок вентиляторов (4) Вентиляторы (18) Геотермальное охлаждение (1) Смазка (2) )Великие события в Бостоне (1)тепло (7)Теплообменники (9)тепловая трубка (23)радиатор (89)крепление радиатора (28)зажим радиатора (9)конструкция радиатора (14)материал радиатора (12)радиаторы (92)распределители тепла (9)теплообмен (6) Праздники (1)Инструкции (10)Как выбрать радиатор (3)IC (1)Модули IGBT (2)Промышленность (3)Новости отрасли (1)Приборы (23)Intel (2)Стажировка (1)Jet Impingement (2)LED (27)Жидкостное охлаждение (48)Макроканалы (2)Производство (10)Маркетинг в действии (2)Massachusetts Tech (3)материалы (4)Медицина (6)MEPTEC The Heat is On (1)микроканалы радиатор (4)Микроканалы (12)Военные (3)Моделирование (7)Нанотехнологии (6)Национальный день теплотехника (1)Новый продукт (1)Атомная энергетика (1)Разгон (1)Пассивное охлаждение (2)Печатная плата (19)PCIe (1)труба (2)полимеры (1)Силовая (6)Силовая электроника (2)Основные характеристики продукции (14)Объяснения Qpedia (1)Qpedia Thermal eMagazine (47)Рециркуляционные чиллеры (2)охлаждение (3)Возобновляемая энергия ( 1)РЧ (2)полупроводник (7)Датчик (6)Серверы (8)SFP/QSFP (3)Моделирование (7)приемник (6)Skive (1)Программное обеспечение (2)Солнечная энергия (1)Твердотельные накопители ( 1) Термография поверхности (1) Синтетическая струя (2) ТЭЦ (3) Термический анализ (12) Термический анализ (44) Тепловое проектирование (67) Тепловые электронные охладители (7) Тепловое проектирование (11) Термопаста (4) Тепловизионные камеры ( 1)Новости тепловой индустрии (5)Материал теплового интерфейса (29)тепловое управление (95)Тепловые исследования (30)Температурное сопротивление (2)Тепловедение (24)Термопары (2)Термоэлектрические охладители (1)Термосифон (1)Обучение (15)Без категории (48)Паровая камера (11)Веб-семинар (55 )Широкозонные материалы (1)Ветровая энергия (1)Аэродинамическая труба (4)Поиск по названию статьи
Поиск по названию статьи Выберите месяц Ноябрь 2022 (1) Сентябрь 2022 (2) Август 2022 (1) Июль 2022 (1) Июнь 2022 (1) Май 2022 (2) Апрель 2022 (2) Март 2022 (5) Февраль 2022 (6) Январь 2022 ( 7) декабрь 2021 г. (1) ноябрь 2021 г. (1) октябрь 2021 г. (3) август 2021 г. (1) июль 2021 г. (2) апрель 2021 г. (3) март 2021 г. (3) январь 2021 г. (3) декабрь 2020 г. (2) ноябрь 2020 г. ( 4) Октябрь 2020 г. (1) Сентябрь 2020 г. (1) Июнь 2020 г. (3) Февраль 2020 г. (1) Январь 2020 г. (1) Октябрь 2019 г.(1) сентябрь 2019 г. (1) август 2019 г. (1) июнь 2019 г. (3) май 2019 г. (1) апрель 2019 г. (7) март 2019 г. (5) февраль 2019 г. (5) январь 2019 г. (3) декабрь 2018 г. (3) ноябрь 2018 г. (2) октябрь 2018 г. (2) сентябрь 2018 г. (5) август 2018 г. (2) июль 2018 г. (5) июнь 2018 г. (3) май 2018 г. (1) апрель 2018 г. (2) март 2018 г. (4) февраль 2018 г. (2) январь 2018 г. (3) ноябрь 2017 г. (2) октябрь 2017 г. (3) сентябрь 2017 г. (3) август 2017 г. (5) июль 2017 г. (5) июнь 2017 г. (4) май 2017 г. (2) апрель 2017 г. (2) март 2017 г. (4) февраль 2017 г. (2) январь 2017 г. (2) декабрь 2016 г. (5) ноябрь 2016 г. (3) октябрь 2016 г. (6) сентябрь 2016 г. (4) август 2016 г. (2) июль 2016 г. (3) июнь 2016 г. (1) май 2016 г.
(1) ноябрь 2021 г. (1) октябрь 2021 г. (3) август 2021 г. (1) июль 2021 г. (2) апрель 2021 г. (3) март 2021 г. (3) январь 2021 г. (3) декабрь 2020 г. (2) ноябрь 2020 г. ( 4) Октябрь 2020 г. (1) Сентябрь 2020 г. (1) Июнь 2020 г. (3) Февраль 2020 г. (1) Январь 2020 г. (1) Октябрь 2019 г.(1) сентябрь 2019 г. (1) август 2019 г. (1) июнь 2019 г. (3) май 2019 г. (1) апрель 2019 г. (7) март 2019 г. (5) февраль 2019 г. (5) январь 2019 г. (3) декабрь 2018 г. (3) ноябрь 2018 г. (2) октябрь 2018 г. (2) сентябрь 2018 г. (5) август 2018 г. (2) июль 2018 г. (5) июнь 2018 г. (3) май 2018 г. (1) апрель 2018 г. (2) март 2018 г. (4) февраль 2018 г. (2) январь 2018 г. (3) ноябрь 2017 г. (2) октябрь 2017 г. (3) сентябрь 2017 г. (3) август 2017 г. (5) июль 2017 г. (5) июнь 2017 г. (4) май 2017 г. (2) апрель 2017 г. (2) март 2017 г. (4) февраль 2017 г. (2) январь 2017 г. (2) декабрь 2016 г. (5) ноябрь 2016 г. (3) октябрь 2016 г. (6) сентябрь 2016 г. (4) август 2016 г. (2) июль 2016 г. (3) июнь 2016 г. (1) май 2016 г. (1) апрель 2016 г. (2) март 2016 г. (5) февраль 2016 г. (1) январь 2016 г. (1) декабрь 2015 г. (4) сентябрь 2015 г. (1) август 2015 г. (2) июль 2015 г. (3) июнь 2015 г. (1) май 2015 г. (2) апрель 2015 г. (2) март 2015 г. (7) февраль 2015 г. (5) январь 2015 г. (5) декабрь 2014 г. (1) ноябрь 2014 г. (1) октябрь 2014 г. (1) сентябрь 2014 г. (3) август 2014 г. (2) Июль 2014 г. (3) Июнь 2014 г. (2) Май 2014 г. (2) Апрель 2014 г. (2) Март 2014 г. (6) Февраль 2014 г. (1) Январь 2014 г. (3) Декабрь 2013 г. (3) Ноябрь 2013 г. (1) Октябрь 2013 г. (4) Сентябрь 2013 г. (4) Август 2013 г. (3) Июль 2013 г. (6) Июнь 2013 г. (4) Май 2013 г. (4) Апрель 2013 г. (1) Март 2013 г. (2) Февраль 2013 г. (3) Январь 2013 г. (3) Декабрь 2012 г. (5) Ноябрь 2012 г. (5) Октябрь 2012 г. (1) Сентябрь 2012 г. (1) Июль 2012 г. (4) Июнь 2012 г. (4) Май 2012 г. (5) Апрель 2012 г. (4) Март 2012 г. (4) Февраль 2012 г. (6) Январь 2012 г. (4) Декабрь 2011 (8) Ноябрь 2011 (6) Октябрь 2011 (7) Сентябрь 2011 (1) Август 2011 (8) Июль 2011 (5) Июнь 2011 (16) Май 2011 (6) Апрель 2011 (10) Март 2011 (8) Февраль 2011 г.
(1) апрель 2016 г. (2) март 2016 г. (5) февраль 2016 г. (1) январь 2016 г. (1) декабрь 2015 г. (4) сентябрь 2015 г. (1) август 2015 г. (2) июль 2015 г. (3) июнь 2015 г. (1) май 2015 г. (2) апрель 2015 г. (2) март 2015 г. (7) февраль 2015 г. (5) январь 2015 г. (5) декабрь 2014 г. (1) ноябрь 2014 г. (1) октябрь 2014 г. (1) сентябрь 2014 г. (3) август 2014 г. (2) Июль 2014 г. (3) Июнь 2014 г. (2) Май 2014 г. (2) Апрель 2014 г. (2) Март 2014 г. (6) Февраль 2014 г. (1) Январь 2014 г. (3) Декабрь 2013 г. (3) Ноябрь 2013 г. (1) Октябрь 2013 г. (4) Сентябрь 2013 г. (4) Август 2013 г. (3) Июль 2013 г. (6) Июнь 2013 г. (4) Май 2013 г. (4) Апрель 2013 г. (1) Март 2013 г. (2) Февраль 2013 г. (3) Январь 2013 г. (3) Декабрь 2012 г. (5) Ноябрь 2012 г. (5) Октябрь 2012 г. (1) Сентябрь 2012 г. (1) Июль 2012 г. (4) Июнь 2012 г. (4) Май 2012 г. (5) Апрель 2012 г. (4) Март 2012 г. (4) Февраль 2012 г. (6) Январь 2012 г. (4) Декабрь 2011 (8) Ноябрь 2011 (6) Октябрь 2011 (7) Сентябрь 2011 (1) Август 2011 (8) Июль 2011 (5) Июнь 2011 (16) Май 2011 (6) Апрель 2011 (10) Март 2011 (8) Февраль 2011 г. (7) Январь 2011 г. (9) декабрь 2010 (4) ноябрь 2010 (15) октябрь 2010 (12) сентябрь 2010 (17) август 2010 (18) июль 2010 (26) июнь 2010 (24) май 2010 (28) апрель 2010 (35) март 2010 (40) ) февраль 2010 г. (13)
(7) Январь 2011 г. (9) декабрь 2010 (4) ноябрь 2010 (15) октябрь 2010 (12) сентябрь 2010 (17) август 2010 (18) июль 2010 (26) июнь 2010 (24) май 2010 (28) апрель 2010 (35) март 2010 (40) ) февраль 2010 г. (13)Поиск по ключевому слову
Поиск:
Поиск по тегу
Advanced Thermal Solutions расход воздуха САР азар CFD холодные тарелки Консалтинг конвекционное охлаждение образование электроника охлаждение электроники инженерия Вентилятор Характеристики вентилятора теплообменники тепловая труба тепловые трубы радиатор радиатор прикрепить дизайн радиатора радиаторы теплопередача Каве Азар ВЕЛ Светодиодное освещение жидкостное охлаждение максиФЛОУ инженер-механик Норман Кенель печатная плата QPedia qpedia тепловой журнал измерение температуры термический анализ тепловая характеристика теплопроводность тепловой расчет теплотехника материал теплового интерфейса управление температурным режимом тепловые исследования тепловое сопротивление обучение видео вебинар
Гибка каналов, Станок для гибки каналов C Лучшее руководство
Что такое гибка каналов?
Подобно широкой полке и двутавровой балке, швеллер можно согнуть с помощью различных процессов гибки. Наиболее распространенным методом гибки является метод гибки валком или методом пирамидальной гибки. Прямой материал вставляется в рулоны; затем валки перемещаются горизонтально, чтобы придать материалу желаемый радиус. Материал также можно сгибать постепенно в горячем или холодном состоянии. Это когда небольшие участки материала сгибаются за один раз. Законченный участок имеет плавный изгиб к изогнутому участку. Наконец, швеллер также можно согнуть в листовом валке, что обычно делается при гибке косоуров лестницы.
Наиболее распространенным методом гибки является метод гибки валком или методом пирамидальной гибки. Прямой материал вставляется в рулоны; затем валки перемещаются горизонтально, чтобы придать материалу желаемый радиус. Материал также можно сгибать постепенно в горячем или холодном состоянии. Это когда небольшие участки материала сгибаются за один раз. Законченный участок имеет плавный изгиб к изогнутому участку. Наконец, швеллер также можно согнуть в листовом валке, что обычно делается при гибке косоуров лестницы.
Гибка каналов Самый простой процесс гибки каналов — «фланец наружу». Изгиб «фланцев в» канале может быть затруднен, если фланцы относительно высокие. Самый сложный процесс гибки канала — это «жесткий способ» — действительно, при прочих равных, жесткий способ — это одна из самых сложных структурных форм для гибки без деформации. При проверке качества изогнутого стального швеллера «жестким способом» важно убедиться, что фланцы имеют квадратную форму, что не было коробления стенки и что радиус соответствует действительности.
Как сгибать швеллер
Швеллеры можно прокатывать жестким способом, фланцами внутрь или фланцами наружу. Поскольку каналы асимметричны, они могут создавать проблемы при прокатке. Необходимо соблюдать осторожность, чтобы поддерживать внутреннюю полку швеллера, прокатанного методом жесткой прокатки, так как внутренняя полка, как правило, стремится опрокинуться по мере продолжения процесса прокатки. Швеллеры, закрученные с фланцем внутрь или наружу, обычно могут быть свернуты до гораздо более узких радиусов, чем швеллеры, свернутые жестким способом.
Швеллеры, закрученные с фланцем внутрь или наружу, обычно могут быть свернуты до гораздо более узких радиусов, чем швеллеры, свернутые жестким способом.
Самый простой процесс сгибания канала — «фланец наружу». Изгиб «фланцев в» канале может быть затруднен, если фланцы относительно высокие. Самый сложный процесс гибки канала — это «жесткий способ» — действительно, при прочих равных, жесткий способ — это одна из самых сложных структурных форм для гибки без деформации. При проверке качества изогнутого стального швеллера «жестким способом» важно убедиться, что фланцы имеют квадратную форму, что не было коробления стенки и что радиус соответствует действительности.
Процесс холодной гибки Возможность гибки как стандартных каналов (обозначенных как канал C), так и различных каналов (обозначенных как канал MC), от очень маленьких размеров до очень больших размеров. По сути, профилегибочный станок может гнуть все поставляемые станами размеры всех типов швеллеров.
Подробнее: Станок для гибки профилей: 5 вещей перед покупкой, 6 шагов для гибки изготовленные каналы. Профилегибочные станки BIT способны обрабатывать широкий спектр металлов, включая алюминий, углеродистую сталь, медь, нержавеющую сталь, титан и другие. Наши инновационные методы гарантируют, что модифицированные материалы сохранят свои эксплуатационные характеристики в самых сложных условиях.
Швеллеры часто используются в качестве ребер жесткости на изогнутых листах или плитах, в качестве составных частей машин, в качестве опор для резервуаров и в качестве лотков для размещения электропроводки.
Для строительства компания по гибке каналов предоставила гнутые стальные каналы для изогнутых перемычек, кровельных опор и навесов.
Пять основных моментов, касающихся стальных профилей
Вот несколько важных моментов, касающихся профилей из конструкционной стали, о которых следует помнить, рассматривая их:
- «Глубина» канала (насколько он высок)
- Высота ножек
- Толщина ножки
- Толщина полотна
- Скругление С-канала.
 Скругление — это угол, где ножка встречается с перемычкой. Этот радиус предоставляется не всегда
Скругление — это угол, где ножка встречается с перемычкой. Этот радиус предоставляется не всегда
Станок для гибки профилей BIT
Станок для гибки профилей BIT обеспечивает полный набор услуг по гибке каналов, он может выполнять гибку стальных и алюминиевых каналов с одинаковой точностью, включая возможность прокатки каналов с фланцами внутрь или наружу или изгибом вдоль ось х-х. BIT обладает лучшими гибочными возможностями для гибки стальных и алюминиевых профилей и многого другого, превосходно изгибая самые сложные участки до самых узких радиусов без искажений или с минимальными искажениями.
Профилегибочный станок с ЧПУ PBA и PBH компании BIT также может изгибать каналы вне оси, по спирали, с несколькими радиусами и в двух разных плоскостях. Он может прокатывать гибочные прокатные швеллеры любого размера с ножками внутрь или наружу, а также может жестко прокатывать швеллеры всех размеров прутка и до десяти дюймов фрезерованного проката. Станок может гнуть швеллеры с фланцами наружу, с фланцами внутрь и по жесткому пути стенки.
Профилегибочный станок BIT’S может выполнять гибку в рулонах многих типов материалов, включая швеллеры;
- Углеродистая сталь (А-36)
- Нержавеющая сталь – как 304SS, так и 316SS
- Алюминий
- Типы материалов, которые можно прокатывать, практически безграничны.
Станок для гибки U-образных профилей серии PBH Параметр
:: Подробнее: Удивительный 4-валковый профилегибочный станок для гибки стальных U-образных каналов
Горизонтальное изгибание стального швеллера (Hardway) — трудный путь, а метод гибки — так же сложно, как двутавровая балка. Для этого требуется специальный профилегибочный станок BIT с девятым гидравлическим компонентом.
Важный совет по выбору станка для гибки U-образных профилей
Станок для гибки профилей серии PBH может сгибать U-образный профиль из нержавеющей стали, углеродистой стали, алюминия и других материалов.
Но если вам нужно согнуть алюминиевый U/C-образный профиль для отделки или использования в автомобилях и поездах, мы рекомендуем вам выбрать наш станок для гибки алюминиевых профилей с ЧПУ PBA. Потому что точность гибки нашего станка для гибки алюминиевых профилей с ЧПУ достигает 0,01 мм.
Потому что точность гибки нашего станка для гибки алюминиевых профилей с ЧПУ достигает 0,01 мм.
| Model | Toes Out | Toes In | ||
| Specification (mm) | Minimum Inside Diameter (mm) | Specification (mm) | Minimum Inside Diameter(mm) | |
| PBH 120 | 120 | 600 | 120 | 500 |
| PBH 140 | 140 | 600 | 140 | 600 |
| PBH 200 | 200 | 1000 | 200 | 1000 |
| PBH 300 | 300 | 1200 | 300 | 1000 |
| PBH 360 | 360 | 2000 | 360 | 900 |
| PBH 450 | 450 | 2500 | 450 | 2000 |
| PBH 500 | 500 | 3000 | 500 | 1000 |
| PBH 550 | 550 | 4000 | 550 | 1200 |
| PBH 600 | 600 | 5000 | 600 | 1600 |
| PBH 700 | 700 | 6000 | 700 | 2000 |
View More of BIT’s CNC Bending Machine
Станок для гибки профилей PBH
Все станки для гибки профилей PBH серии могут выполнять гибку профилей из меди, углеродистой стали, нержавеющей стали и алюминия.
Уголок, швеллер, балка, полосовой прокат, круглый и квадратный пруток, труба, квадратная труба.
Станок для гибки алюминиевых профилей с ЧПУ
Станок для гибки алюминиевых профилей с ЧПУ. Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
Станок для формования растяжением с ЧПУ
Серия PBF является самой мощной из когда-либо созданных машин для формования растяжением. Наши стретч-формовочные машины позволяют изготавливать большие детали для максимальной промышленной производительности.
Формовочная машина с ЧПУ
Серия PBF является самой мощной серией гибочных машин из когда-либо созданных. Наши стретч-формовочные машины позволяют изготавливать большие детали для максимальной промышленной производительности.
Листогибочный станок с ЧПУ
Листогибочные станки PBR спроектированы для безопасной работы и беспрецедентной максимальной гибкости, предлагая новейшие функции и передовые технологии. Наши листогибочные станки с ЧПУ PRH сэкономят ваши деньги.