
Тв 2 токарный станок – Сообщества › Оснащение Гаража и Инструмент › Блог › Пополнение станков.Токарный станок ТВШ-2
ТВШ-2 (ТВШ2). Ремонт, восстановление, доработка — Станки серии ТВ-х
До нового года вроде еще больше месяца, а чудеса уже начались! Сегодня пришел с работы, а мне говорят сходи в гараж там что-то привезли мож сгодится куда 🙂 ? Пошел, интересно же. Открыл дверь и… :shok: увидел! :good:
Офигел немножко пошарил в округе, кроме токарничка обнаружился потрон на 125 два комплекта кулачков, прямые (новые) и обратные состояние хорошее. Сам патрон тоже выглядит на 4.5 😉 . Вот еще несколько фоток
Начал осмотр, все крутится вертится и, что интересно без заметных люфтов. Шпиндель вращается плотно но не туго, в коробке ничего не гремит пращение плавное. Осмотрел направляющие 2 V образные как на больших станках (в юности работал на 1А616 учился значится, токарь я маленький :hi: даже корочка какая-то имеется) в масле, палцем попробовал выработку (буртик в 2-3 сотки пальцем чувствуется) которая обычно бывает в районе передней бабки, необнаружил ничего! Сильно заудивлялся.
Задняя бабка под конус №2 тоже крутится плавненько. Станина в переборками жескости
Маховичка продольной подачи нет и ручки смены резцев тоже, но разве это ПРОБЛЕМА!?
Вот с шильдиком некоторая сложность затерт напроч, разабрал только Т…ХПРОМ и 1969г. Подскажите что это за станочек, очень интересно, может кто знает? И какие шкивы на приводе передней бабки и, если не затруднит, какой там стаял двигатель. Второй шильдик сохранился лучше и на нем видно что максимум 710 оборатов. Хотелось бы контролируемых параметров по оборотам, а то если приделаю пару наобум они станут другие. А вообще я очччч… доволен, прям светюсь. В качестве деда Мороза выступил мой дядя, которому большое СПАСИБО! Теперь промывка протяжка в общем ух…! 🙂
www.chipmaker.ru
95-ТВ Станок токарно-винторезный универсальныйСхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 95-ТВ (95ТВ)
Производитель токарно-винторезного станка модели 95-ТВ — Ижевский машиностроительный завод «Ижмаш»
, основанный в 1807 году.История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы «Леве» с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
95-ТВ Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок 95-ТВ — спроектирован на базе модели ИЖ-250П. На смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П.
Конструкция модели 95-ТВ незначительно отличается от модели ИЖ-250, а именно:
- В редукторе станка 95-ТВ удален механический тормоз. Вместо него торможение осуществляется электродинамически путем подключения статорной обмотки двигателя к цепи постоянного тока.
- Шпиндель установлен на роликовые двухрядные подшипники А3182114
Станки токарно-винторезные моделей 95-ТВ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Особенности конструкции токарно-винторезного станка 95-ТВ
Шпиндель токарно-винторезного станка 95-ТВ установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Габариты рабочего пространства токарного станка 95-ТВ
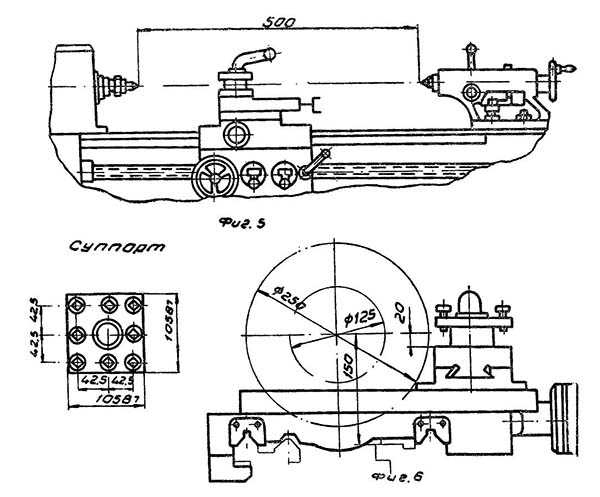
Габариты рабочего пространства токарного станка 95-ТВ
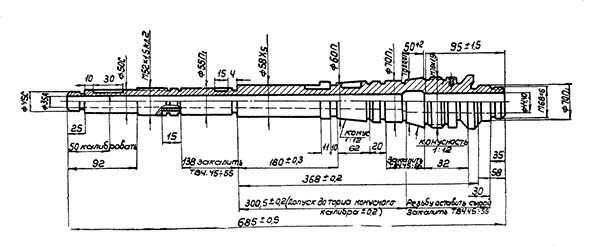
Шпиндель токарного станка 95-ТВ
Шпиндель токарного станка 95-ТВ. Смотреть в увеличенном масштабе
Станина токарного станка 95-ТВ
Станина токарного станка 95-ТВ. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка 95-ТВ

Фото токарного станка 95-ТВ
Фото токарно-винторезного станка 95-ТВ. Смотреть в увеличенном масштабе

Фото токарного станка 95-ТВ
Фото токарно-винторезного станка 95-ТВ. Смотреть в увеличенном масштабе
Расположение органов управления токарно-винторезным станком 95-ТВ

Расположение органов управления токарно-винторезным станком 95-ТВ
Органы управления токарно-винторезным станком 95-ТВ. Смотреть в увеличенном масштабе
Перечень органов управления станком 95-ТВ
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка зажима задней бабки на станине станка
- Рукоятка зажима пиноли задней бабки
- Кнопка «Пуск»
- Кнопка «Стоп»
- Переключатель скорости
- Включение станка в сеть
- Включение освещения
- Включение охлаждения
Спецификация основных групп станка 95ТВ
- 95TB 15.00 — Редуктор
- 95TB 30.00 — Коробка подач
- 95TB 61.00 — Задняя резцедержка
- 95TB 90.00 — Электрооборудование
- ИЖ250 10.00 — Станина
- ИЖ250 22.00А — Бабка передняя
- ИЖ250П 25.00 — Гитара
- ИЖ250 41.00 — Задняя бабка
- ИЖ250П 50.00 — Фартук
- ИЖ250П 60.00 — Суппорт
- ИЖ250П 70.00 — Охлаждение, освещение, ограждение
- ИЖ250П 72.00 — Маслонасос
- ИЖ250П 80.00В — Патрон поводковый
- ИЖ250П 81.00 — 3-х кулачковый патрон
- ИЖ250П 87.00 — Цанговый зажим
- ИЖ250П 88.00 — Ключи
- ИЖ250П 89.00 — Упор
95-ТВ Схема кинематическая токарного станка

Кинематическая схема токарно-винторезного станка 95-ТВ
1. Схема кинематическая токарно-винторезного станка 95-ТВ. Смотреть в увеличенном масштабе
2. Схема расположения подшипников токарно-винторезного станка 95-ТВ. Смотреть в увеличенном масштабе
Описание отдельных узлов станка 95-ТВ (95тв)
Универсальный токарно-винторезный станок модели 95ТВ имеет высоту центров 150 мм и расстояние между центрами 500 мм.
Станина жесткой конструкции с диагональными, ребрами, с призматическими направляющими. На верхней части станины расположены 4 направляющие: две внешние — призматические для перемещения каретки суппорта и две внутренние — одна призматическая и одна плоская для передвижения задней бабки. Станина устанавливается на две пустотелые тумбы. Между тумбами установлено корыто для стружки и жидкости выдвигающееся вперед по пазам, пролитым в тумбах. В левой тумбе смонтирован редуктор с фланцевым двухскоростным электродвигателем.
На задней части левой тумбы установлен шестеренчатый насос для смазки. Резервуар для масла расположен в верхней части тумбы.
В нише правой тумбы смонтировано электрооборудование станка. С задней стороны тумбы на кронштейне укреплен электронасос для охлаждающей жидкости. Резервуаром для жидкости служит полость правой тумбы.
Редуктор
Редуктор установленный в левой тумбе, представляет собой четырехосную коробку с приводом от фланцевого двигателя.
На второй вал редуктора установлено реле контроля скорости (РКС), которое управляет процессом электродинамического торможения.
Управление двигателем — пуск, реверс и стоп осуществляется посредством рукоятки 1 (фиг. 8), которая через кулачок воздействует на конечный переключатель режимов работы двигателя.
Внутри коробки движение идет через шестеренчатый механизм к шкиву, установленному на выходном валу редуктора.
Передняя бабка
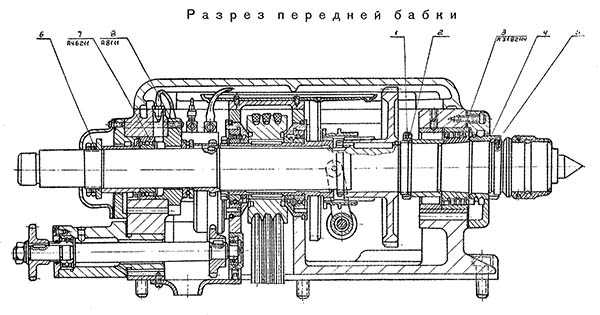
Передняя бабка токарно-винторезного станка 95-ТВ
Передняя бабка токарно-винторезного станка 95-ТВ. Смотреть в увеличенном масштабе
Передняя бабка устанавливается на станине с левой стороны. Движение на шпиндель бабки передается от редуктора клиновидными ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую — муфту и 10 скоростей через перебор 1 : 10.
На передней стенке передней бабки находится рукоятка переключения шестерен перебора и зубчатой муфты. Она имеет три положения. Управление перебора и зубчатой муфты сблокировано так, что одновременное их включение невозможно.
Радиальная нагрузка на шпиндель воспринимается передним роликовым 2-х рядным подшипником и задним радиальным. Подшипники устанавливаются в корпусе бабки, перемещение вдоль которой осуществляется регулировкой радиального зазора.
Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником, смонтированным в задней опоре.
Шпиндель разгружен от радиальных усилий, вызываемых натяжением ремня.
Передний конец шпинделя имеет канавку для предохранителей, предотвращающих самопроизвольное свинчивание патронов при остановке или реверсировании станка.
Коробка подач
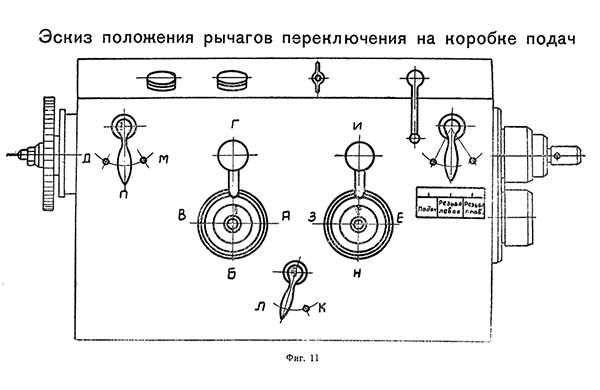
Коробка подач токарно-винторезного станка 95-ТВ
Коробка подач токарно-винторезного станка 95-ТВ. Смотреть в увеличенном масштабе
Коробка подач получает движение от передней бабки через гитару. Механизм коробки подач, при соответствующей настройке гитары, позволяет получить метрические резьбы с шагом 0,24-6 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 31/2, подачи от 0,02 мм до 0,84 мм/об, и модульные резьбы с модулями от 0,2 мм до 6 мм, и диапазоном подач 0,074-2,17 мм/об.
Для получения более точных резьб в коробке подач предусмотрено положение, когда ходовой винт соединяется напрямую с гитарой, минуя механизм подач. При этом нужный шаг резьбы подбирается сменными шестернями гитары.
Выходной вал коробки подач соединяется с ходовым валиком регулируемой предохранительной шариковой муфтой, которая срабатывает при перегрузке вцепи подач.
Гитара
Гитара установлена на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1:1. Передаточное отношение шестерен гитары 5:8 соответствует настройке на метрическую резьбу. Передаточное отношение шестерен гитары принарезании дюймовой резьбы
60/110 120/96
Настройка шестерен гитары на указанные передаточные отношения достигается за счет зацепления ведущей шестерни гитары поочередно то с одной, то с другой ведомой шестерней двойного блока шестерен гитары.
Для нарезания модульных резьб и резьб при прямом включении ходового винта на гитаре предусмотрена постановка сменных шестерен. В руководстве имеются указания по настройке гитары на указанные резьбы.
Сменные шестерни к станку не прикладываются и могут быть изготовлены только по особому заказу.
Задняя бабка
Задняя бабка (фиг. 14) имеет жесткий корпус. Рукояткой через винтовой механизм она крепится к станине.
Для более жесткого крепления бабки к станине предусмотрен дополнительный болт. Конструкция бабки позволяет обрабатывать небольшие конуса за счет смещения корпуса (3) относительно поддона (2). Корпус бабки закрепляется в нужном положении винтами (1).
Фартук
Фартук — закрытого типа с отъемной задней крышкой. Фартук обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой валик, а также нарезание резьб по ходовому винту.
Наличие блокировочного устройства исключает возможность одновременного включения ходового вала и ходового винта. Передача вращения с ходового вала на шестерни фартука производится с помощью конических шестерен. Включение продольной и поперечной подач осуществляется включением муфт с пилообразным зубом. Реверс подачи осуществляется за счет перемещения конических шестерен, связанных непосредственно с ходовым валом. С левой стороны фартук имеет маховик для ручного перемещения суппорта. На оси маховика установлен лимб продольных подач с ценой деления 0,1 мм. С правой стороны фартука расположена рукоятка для включения гайки ходового винта. Верхнее положение рукоятки соответствует выключенному положению гайки ходового винта, нижнее — включенному.
При нарезании резьбы реечная шестерня выводится из зацепления с рейкой перемещением рукоятки, находящейся сзади маховика.
Суппорт
Суппорт — крестовой конструкции, имеет ручное, и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки.
Кроме того, верхняя часть суппорта, несущая на себе четырехрезцовую головку, имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться на 90° в ту и другую сторону.
Осевое усиление поперечного винта воспринимается упорными шарикоподшипниками.
Лимбы поперечной подачи и подачи верхней части суппорта выполнены с ценой деления 0,05 мм.
Наличие задней резцовой головки позволяет вести обработку с многорезцовой установкой.
Охлаждение
Охлаждающая жидкость из резервуара правой тумбы электронасосом типа ПА-22 производительностью 22 л/мин, подается к режущему инструменту. Отработанная жидкость поступает в корыто и стекает через сетку обратно в резервуар. Количество охлаждающей жидкости, подводимой к режущему инструменту, регулируется краном на трубопроводе. Пуск электронасоса производится поворотом правого переключателя на правой тумбе. Сетку и трубопровод необходимо по мере загрязнения чистить.
Освещение
На правом конце с задней части каретки на угольнике укреплена осветительная арматура К1; включение лампочки производится тумблером, расположенным на пульте над коробкой подач.
Цанговый зажим
При работе с прутковым материалом можно пользоваться цанговым зажимом. Зажим осуществляется поворотом рукоятки 1 вправо, при этом передвигается втулка 2, которая внутренним конусом отводит через шарики кольцо 3, передвигает трубу 4 с цангой 5 внутрь шпинделя, при этом цанга сжимается, осуществляя зажим прутка.
При обточке в цангах необходимо, чтобы передний резьбовой конец шпинделя был защищен от повреждения предохранительной гайкой.
Патроны
Станок снабжен трехкулачковым самоцентрирующим патроном Ø 200 (ГОСТ 2675—47)и поводковым патроном. Поводковый патрон (фиг. 15) или трехкулачковый патрон навертывается на резьбу шпинделя до упора и удерживается от свинчивания при остановке и реверсе шпинделя „ двумя предохранительными шайбами 2 с помощью винтов 3 (фиг. 15).
Фланец к трехкулачковому патрону прикладывается с припуском на приточку под посадочное место патронапотребителем.
Смазка станка

Схема смазки токарного станка 95-ТВ
Схема смазки токарного станка 95-ТВ. Смотреть в увеличенном масштабе
Смазка механизмов станка осуществляется маслом «Индустриальное 20» ГОСТ 1707—51. Смазка передней бабки осуществляется от шестеренчатого маслонасоса, установленного в задней части правой тумбы за станиной. Через фильтр смазка подается в бабку, где через каналы, просверленные в корпусе, и трубки разводится к подшипникам ишестерням.
Регулировка подачи масла осуществляется дросселями (фиг. 17 узел).
Коробка подач и редуктор смазываются разбрызгиванием масла. Перед пуском станка резервуары коробки подач, редуктора, фартука, а также левой тумбы должны быть наполнены:
- коробка подач — 4 литра,
- редуктор — 3 литра,
- резервуар левой тумбы — 10 литров,
- фартук — 0,5 литра.
Смазка механизма фартука осуществляется от плунжерного насоса, установленного в нижнейчастифартука(фиг.17 узел Б).
Необходимо иметь в виду, что при выключенном реечном зацеплении (при нарезании резьб) насос не работает, поэтому для подачи смазки к ходовому винту надо периодически делать несколько оборотов вручную маховиком продольной подачи.
Все остальные места станка, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
В период эксплуатации необходимо следить за работой масляных насосов и через маслоуказатель за количеством смазочного материала в резервуарах.
Пуск станка
Перед пуском станканеобходимо:
- Проверить наличие масла в редукторе, резервуаре левой тумбы,коробке подач, фартуке.
- Проверить заземление станка, если станок не заземлен — заземлить.
- Включить станок на минимальное число оборотов шпинделя, разогреть его в течение 10—15 минут, затем проверить на холостом ходу работу механизмов станка, масляных насосов и приступить к настройке станка для его работы.
Регулировка станка
Регулирование подшипников шпинделя
Желательно, чтобырегулировку подшипников шпинделя производил всегда один и тот же специалист, т. к. от правильной регулировки зависит точность станка.
Регулировке подвергаются подшипники как правой, так и левой опоры(фиг. 18).
Устранение радиального люфта в правой опоре шпинделя производится следующим образом: утопив винт 5, ослабляет гайку 4 и при вывернутом винте 1, поворотом гайки 2 внутреннее кольцо роликоподшипника 3 натягивают на коническую шейку шпинделя, затягивают гайку 4, вывинчивают стопорный винт 5 и ввинчивают стопорный винт 1.
Регулировка подшипников 7 и 8, левой опоры производится при помощи гаек 6.
Регулировка люфта винта поперечной подачи (см.фиг. 19).
Регулировка предохранительной муфты коробки подач (см. фиг. 20)
Электрооборудование станка
На станке установлены 3 трехфазных асинхронных короткозамкнутых электродвигателя.
- Двухскоростной электродвигатель главного привода 1Д.
- Электродвигатель маслонасоса смазки 2Д.
- Электродвигатель охлаждения 3Д.
Электроаппаратура, пакетные выключатели для включения внешней сети, насоса охлаждения и тумблер освещения находятся в нише правой тумбы. Переключатели скорости, реверса, пусковая и стоповая кнопки находятся на пульте на коробке подач.
Электродвигатели и аппаратура рассчитаны на включение в сеть 380 В. Местное освещение — 36 В.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС. Нажатием кнопки пуск включается электродвигатель маслонасоса 2Д, и схема подготавливается к работе.
Для включения электродвигателя 1Д на 1420 об/мин, (треугольник) переключатель скорости «ПС» устанавливается в положение «I скорость», при этом включается пускатель 1С.
Для включения электродвигателя 1Д на 2800 об/мин (двойная звезда)переключатель «ПС» устанавливается в положение «II скорость», при этом включается пускатель 2С.
В зависимости от выбранного направления вращения шпинделя рукоятки реверса устанавливается в одно из 2-х положений «Вперед» или «Назад», при этом контакты конечных выключателей 1KB—2KB включают соответствующий пускатель, двигатель вращается в прямом или обратном направлении.
Остановка 1Д осуществляется установкой рукоятки реверса вположение «Стоп».
При этом НЗ контакты включенных до этого пускателей «В» или «Н» в точках 13—15, 15—17 замыкаются, включая пускатель торможения ПТ.
Включение насоса охлаждения осуществляется пакетным выключателем ВН с правой тумбы.
Пускатель ПТ подключает статорную обмотку двигателя к цепи постоянного тока. Происходит процесс электродинамического торможения двигателя. По окончании торможения НО контакты 3—13 реле РКС(реле контроля скорости) размыкаются и отключают пускатель торможения ПТ.
Для аварийного выключения станка служит кнопка «Стоп».
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается предохранителями 1ПП, 2ПП, 3ПП. Для защиты электродвигателей 1Д и 2Д от перегрузок предусмотрены тепловые реле 1РТ и 2РТ. Магнитный пускатель П обеспечивает нулевую защиту схемы. В электросхеме станка исключена возможность одновременного включения пускателей ПТ, В и Н, 1С и 2С.
Указания по эксплуатации станка
- Не рекомендуется включать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.
- При срабатывании тепловой защиты электродвигателя 1Д и 2Д необходимо некоторое время, выждать,чтобы электродвигатель охладился, затем нажать кнопку возврата соответствующего реле и включить станок в работу.
- Заземление станка при его установке, а также эксплуатация электрооборудования должны производиться в соответствии с требованиями «Правил устройства электротехнических установок» и «Правил технической эксплуатации электроустановок предприятий».
Подготовка электродвигателя к пуску
- После распаковки станка электродвигатель следует очистить от пыли и проверить на отсутствие механических повреждений.
- Перед пуском необходимо измерить сопротивление изоляции, измерение производить мегомметром на напряжение 500 В. Наименьшее допустимое сопротивление изоляции обмоток статора по отношению друг к другу и к корпусу должно составлять не менее 0,5 мегома.
- Электродвигатель,имеющий сопротивление изоляции обмоток ниже 0,5 мегома, долженбытьподвергнут сушке. Сушка может производиться электрическим током путем включения электродвигателя с заторможенным ротором на пониженное напряжение(от 10 до 15% номинального напряжения), а также методом наружного обогрева (посредством ламп, сушильных печей и др.).
- Во время сушки наивысшая температура обмотки не должна превышать 110°С. Сушка считается законченной, если сопротивление изоляции достигло значения не менее 0,5 мегома и при дальнейшей сушке в течение двух-трех часов увеличивается незначительно.
- Первый пробный пуск электродвигателя должен быть произведен по возможности без нагрузки. После кратковременной работы электродвигатель должен быть отключен. Цель первого пуска — убедиться в исправности механической части (отсутствие стуков, вибраций и т. д.) и проверить правильность направления вращения привода.
- После пробного пуска и устранения замеченных недостатков можно произвести второй пуск под нагрузкой для нормального режима работы.
- Если электродвигатель шпинделяприложен к станку в отдельной упаковке, то перед монтажом электродвигатель следует очистить от пыли, а свободный конец вала от антикоррозийной смазки. Смазка должна быть удалена тряпкой, смоченной в керосине или бензине.
- До монтажа двигатель должен находиться в чистом и сухом помещении, в атмосфере которого не должно содержаться кислотных и других паров, вредно действующих на изоляцию.
- Перед монтажом следует измерить сопротивлениеизоляции обмоток. Дальнейший порядок подготовки электродвигателя к пуску производить согласно пунктам №№ 3, 4, 5, 6.
- При включении электродвигателя на вторую скорость обратить внимание на плотное прилегание контакта 1С1к контактам 1С2 и 1С3 в пускателе 2С (см. монтажную схему).
- При эксплуатации следует иметь в виду, что предельно допустимое число реверсов электродвигателяв минуту — 6.
95-ТВ Схема электрическая принципиальная станка
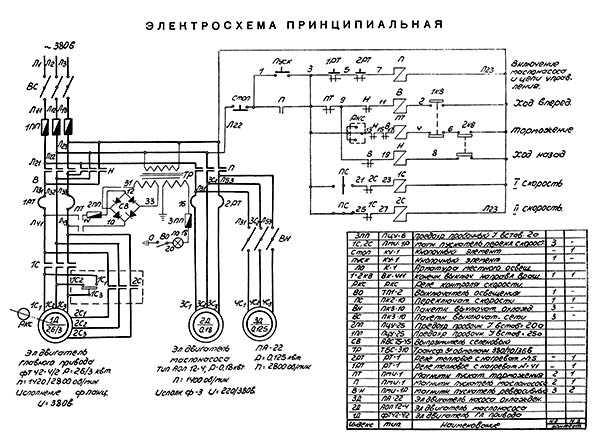
Электрическая схема токарно-винторезного станка 95-ТВ
Схема электрическая токарно-винторезного станка 95-ТВ. Смотреть в увеличенном масштабе
Токарно-винторезный универсальный станок 95-ТВ. Видеоролик.
Технические характеристики токарно-винторезного станка 95-ТВ
| Наименование параметра | ИЖ-250 | 95-ТВ | 1и611п | 250итвм |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н,П | Н | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 33 | 33 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16..2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | М68х6 | М68х6 | 4 | 4 |
| Торможение шпинделя | Есть (мех) | Есть (эл) | Есть | Есть |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07..2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1° | 1° | 1° | 1° |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт (об/мин) | 2,6/ 3 (1420/ 2800) | 2,6/ 3 (1420/ 2800) | 3 | 3 |
| Электродвигатель станции смазки, кВт (об/мин) | 0,18 (1400) | 0,18 (1400) | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (2800) | 0,12 | 0,18 | |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1180 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1300 | 1180 | 1180 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
ТВШ-3 Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 — Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок — ТВ-4.
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм — 100
- Наибольший диаметр точения над нижней частью суппорта, мм — 90
- Высота центров, мм — 100
- Наибольший диаметр обрабатываемого прутка, мм — 14
- Расстояние между центрами, мм — 350
- Наибольшая длина обтачивания, мм — 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) — 120…170
- Пределы продольных подач (3 ступени), мм/об — 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм — 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм — 15
- Мощность электродвигателя, кВт — 0,6
Общий вид токарно-винторезного станка ТВШ-3


Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
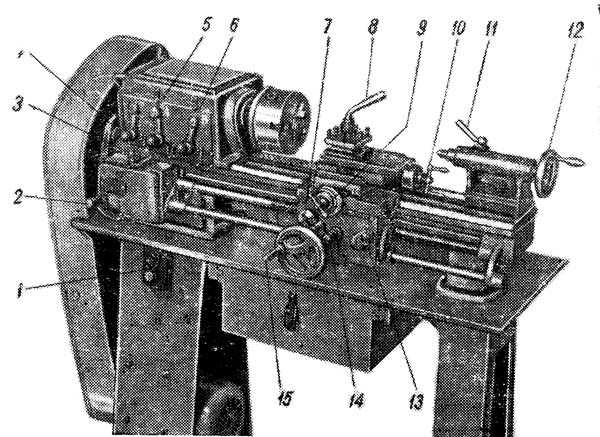
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка продольной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
Схема кинематическая токарно-винторезного станка ТВШ-3
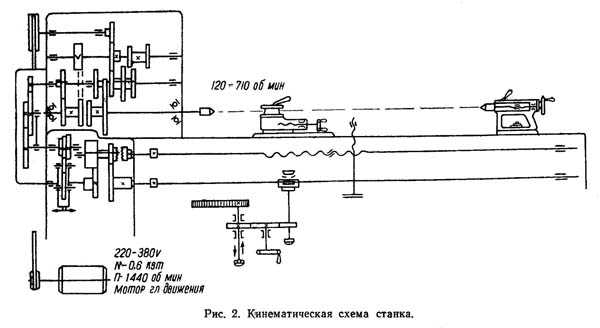
Схема кинематическая токарно-винторезного станка ТВШ-3. Смотреть в увеличенном масштабе
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Станок приводится в движение электродвигателем трехфазного тока мощностью 0,6 кВт с числом оборотов 1440 об/мин.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВШ-3
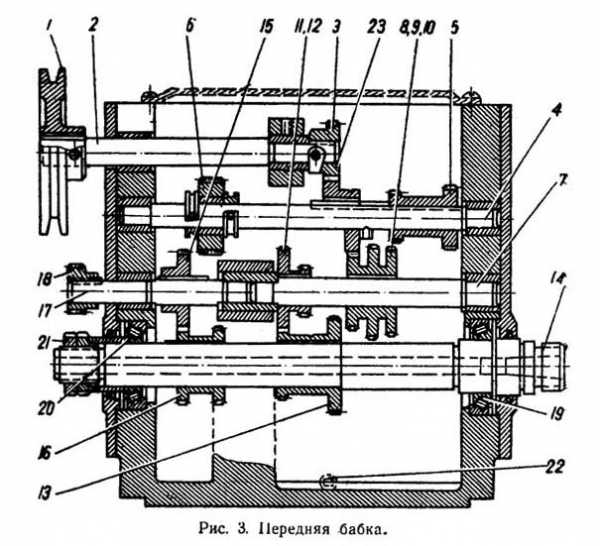
Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВШ-3 передняя бабка является коробкой скоростей.
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм токарно-винторезного станка ТВШ-3
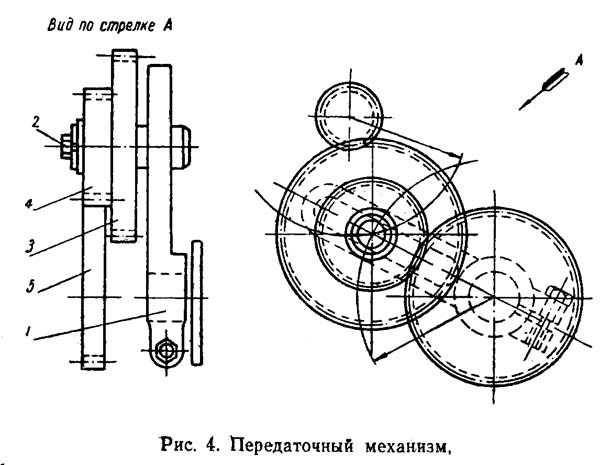
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия
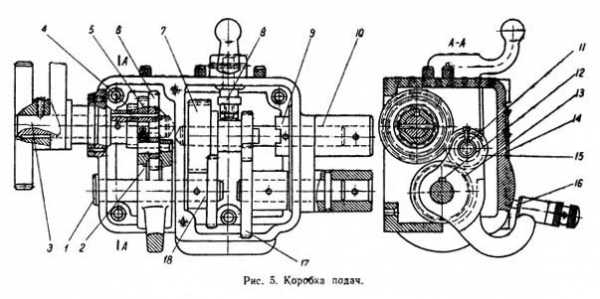
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13. Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней» 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла. Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
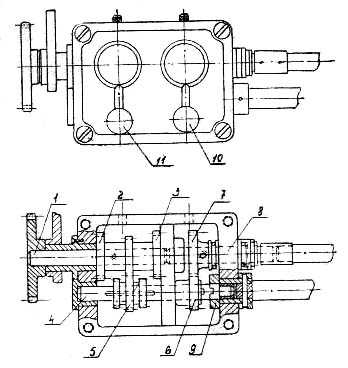
Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия
Суппорт токарно-винторезного станка ТВШ-3
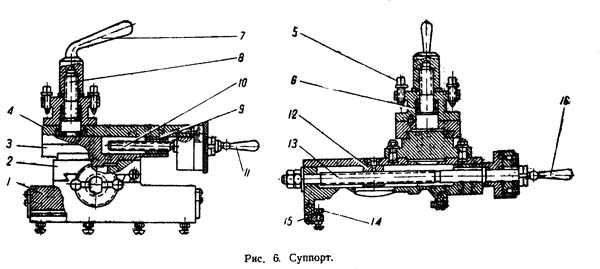
Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами. Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3
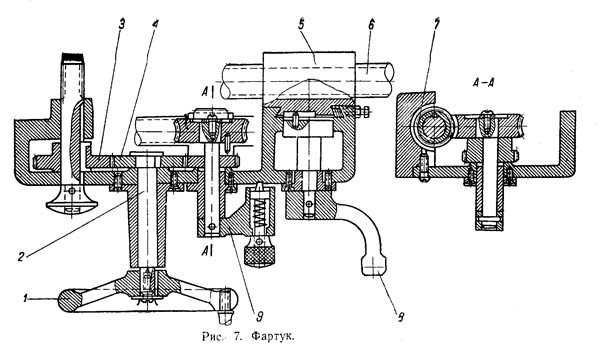
С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Задняя бабка токарно-винторезного станка ТВШ-3
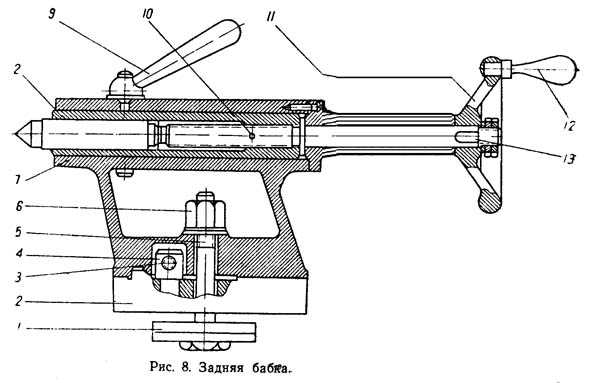
Задняя бабка (рис. 8) служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент. Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
ТВШ-3 (ТВ-3) Станок токарно-винторезный. Видеоролик
Нарезание шестерни на твш-3
Основные технические характеристики станка ТВШ-3
| Наименование параметра | ТВ-4 | ТВШ-3 | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | ||
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | |
| Наибольший диаметр заготовки над суппортом, мм | 125 | ||
| Высота центров над плоскими направляющими станины, мм | 108 | 100 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | |
| Наибольшая длина обтачивания, мм | 300 | 350 | |
| Наибольшая высота держателя резца, мм | 10 х 12 | ||
| Высота от опорной поверхности резца до линии центров, мм | 12 | 14 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 90 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 15 | |
| Наибольший диаметр прутка, мм | 15 | 14 | |
| Конус Морзе шпинделя | №2 | №2 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | ||
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Реверсирование | нет | ||
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 350 | |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | нет | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | ||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | ||
| Наибольшее перемещение резцовых салазок, мм | 50 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | |
| Число ступеней продольных подач суппорта | 3 | 3 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | |
| Количество нарезаемых резьб метрических | 3 | 3 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | |
| Пределы шагов нарезаемых резьб модульных | нет | нет | |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | |
| Наибольшее перемещение пиноли, мм | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±5 | ±7 | |
| Наличие лимба или линейки перемещения | 0,025 | нет | |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 0,6 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | |
| Масса станка, кг | 280 | 180 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарный станок ТВ-3 (ТВШ-3)
Токарный станок ТВ 3 представляет собой аппарат, используемый для учебных целей в школьных мастерских. Первый выпуск электроагрегата пришелся на 60-е гг прошлого столетия. С 70-х гг начался выпуск новых моделей ТВ 4, заменивших ТВ 3. Впоследствии были разработаны современные модели станка, обладающие большим функционалом.
Общая характеристика аппарата и его аналогов
Существует несколько модернизированных вариантов школьных винторезных станков. Первая модель станка ТВШ 2 стала родоначальником всей серии токарно-винторезных агрегатов, используемых в школах для обучения навыкам резьбы.
Первый токарный станок ТВШ 2 выпущен в середине XX века. Агрегат обладал тремя подачами и мог выполнять три разновидности резьбы. На смену устаревшей модели пришла модернизированная версия твш 3, которую со временем заменил аппарат ТВ 4. На смену ТВ 4 пришла модель ТВ 6.
В последующие годы была создана усовершенствованная модель станка ТВ 7, отличающаяся от предыдущей устройством коробки скоростей и передней бабки. Переключение скоростей на агрегате осуществляется путем переброски приводного ремня, а также благодаря понижающей коробке с двумя скоростями.
Учебные агрегаты ТВ 7 способны нарезать порядка 6 видов резьбы, а количество подач на них стало равняться 8.
Поскольку скорость вращения шпинделя на токарно-винторезном агрегате ТВ 7 переключается перебрасыванием ремней, то на шпиндельной бабке были удалены две рукоятки.

Шпиндельная бабка станка
Выпущенные позже устройства ТВ 9 и ТВ 11 имели возможность выполнять следующие токарные работы:
- сверление
- нарезание резьбы;
- расточка, проточка поверхностей в форме конуса и цилиндра;
- подрезание торцов;
- отрезка.
Винторезный станок ТВ 11 отличается от других моделей увеличенным параметром расстояния между центрами. Для него он составляет 750 мм. Межцентровое расстояние для агрегата ТВ 9 составляет 525 мм, что заметно превышает указанный показатель у модификации ТВ 7М — 275.
Все выпущенные агрегаты имеют класс точности Н.
Техническая характеристика станка ТВШ 3
В паспорте указано, что ТВШ 3 — токарно-винторезный станок школьный, применяемый для различных токарных операций в школьных мастерских для политехнического обучения. Агрегат предназначается и для холодной резки металлов. Он способен осуществлять целый ряд операций, среди которых:
- отрезка;
- сверление;
- расточка с проточкой поверхностей в виде конуса и цилиндра;
- нарезка метрической резьбы;
- подрезание торцов.

Сверление на токарном станке
Токарный станок ТВШ 3 обладает техническими характеристиками:
- вес электроагрегата — 280 кг;
- параметры по длине, ширине и высоте — 143*47*101 см;
- высота центров — 10 см;
- расстояние между центрами — 35 см;
- диаметр патрона — 10 см;
- максимальный диаметр прутка — 14 мм;
- максимальная длина обтачивания — 35 см;
- максимальный диаметр заточки над нижней поверхностью суппорта — 9 см;
- количество ступеней частот шпиндельного вращения — 6;
- диаметр шпиндельного отверстия — 1,5 см;
- частота шпиндельного вращения — 119-709 оборотов/мин;
- максимальное продольное передвижение суппорта — 30 см;
- поперечное передвижение суппорта — 10 см;
- максимальное передвижение салазок — 50 мм;
- количество ступеней продольных суппортных подач — 3;
- число видов метрической резьбы — 3;
- максимальное перемещение пиноли — 6,5 см.

Пиноль на токарный станок
Данный школьный электроагрегат оснащен электрическим двигателем трехфазного типа. Его мощность составляет 0,6 кВт.
Особенность конструкции аппарата в том, что в нем отсутствуют следующие элементы и функции:
- отсутствует торможение шпинделя;
- не предусмотрено блокирование рукояток;
- отсутствует лимб;
- нет продольного передвижения суппорта на деление лимба.
Устройство агрегата
Токарно-винторезный аппарат ТВШ 3 состоит из элементов:
- станины;
- электрического оборудования;
- коробки подач;
- защитного кожуха;
- двух бабок;
- фартука;
- суппорта;
- тумб;
- передаточного устройства;
- защитного экрана.
Станина закрепляет и соединяет все другие элементы аппарата. Она представляет собой коробку, оснащенную окнами. В ее состав входят две направляющие. Передняя направляющая осуществляет перемещение каретки, задняя — передвигает заднюю бабку.
Станина фиксируется на двух тумбах. Спереди устройства располагаются ходовой винт с рейкой.
В ТВШ 3 передняя бабка выполняет функции коробки скоростей. Ее назначение заключается в поддержании обрабатываемого изделия и сообщения ему вращательного движения. Электрический двигатель посредством клиноременной передачи сообщает вращение шкиву, который располагается на валу коробки скоростей.
Передаточный механизм электроагрегата состоит из следующих частей:
- кронштейна;
- валика;
- шестерен.
Одна из шестерен цепляется с шестерней валика коробки подач, а другая — с шестерней передней бабки. Вращение передается от шпинделя коробки скоростей к коробке подач. При смене шестерен передаточного устройства станка можно изменять шаг резьбы.
Коробка подач аппарата получает движение от передней бабки посредством шестерен передаточного устройства. Коробка подач позволяет делать метрическую резьбу с шаговыми показателями 0,6, 0,8, 1 мм.
Остальные устройства электроагрегата предназначены:
- суппорт — для передвижения и фиксации резца;
- фартук — для осуществления продольной суппортной подачи;
- задняя бабка — для фиксации противоположного конца обрабатываемого изделия.
Видео по теме: Модернизация ТВШ 3
promzn.ru
Токарный станок ТВ-6 — вторая жизнь. — Сообщество «Сделай Сам» на DRIVE2
Ну вот наконец я стал токарем))
Уже очень давно мне не хватало токарного станка для моих поделок, как только не приходилось изгаляться, и торцевать втулки на дрели, и растачивать отверстия под ось напильниками, тратить уйму времени на подбор стыкуемых деталей. Надеюсь что это уходит в прошлое…
Нашел и купил старенький школьный токарный станок ТВ-6, станок был некомплектным, Зубья на рейке были замяты, задней бабки не было, патрон ужасно бил, но состояние направляющих вполне живое.
Естественно что в таком виде работать было нельзя. Решил что надо все разбирать до болтика, отмывать, красить, собирать и регулировать.
Благо станок не редкий и запчасти купить особой проблемы не представляет.
В итоге пришлось заменить Рейку, Вал-шестерню, установить сальники в переднюю бабку, заменить все прокладки, купить заднюю бабку, изготовить поддон, все собрать и настроить.
Вот что из этого вышло.

Проверка биений планшайбы и шпинделя.

Гитара



Разобрал суппорт.

Коробка подач



Первые детали, сделал оси для колес под будущий проектик)

Итог

3 года Метки: станок, токарный, тв6, тв-6.
www.drive2.ru
2 станка ТВ-16 и ТВ-125ВМ — Токарные станки
Доброго дня уважаемые господа Чимакеры. Я новичек на вашем наиполезнейшем форуме, поэтому разрешите представиться: звать меня Евгений, проживаю в Самарской области. Позвольте представить вам то чем владею и по ходу задать несколько вопросов.
Аппаратик первый, малыш ТВ-16, привезенный в полностью разобранном состоянии, реанимирован, работает как часики
В будущем буду выставлять на продажу, так как, спас от металлолома и приволок вот этого крепыша
Сам станок комплектный, нету только шкафа с блоком управления. Вот тута и возникает первый вопрос—кто реально подключал данный двигатель
Подскажите пожалуйста нюансы и определите меня с выбором схемы.
И второй вопросец, так как специалист я еще никакой, что это за резцедержатель?
И можно ли где разжиться вот этим
А вот еще косячек с ТВ125м, сломан корпус вала трензеля, вродеб так как то нзвал))))
Но это я считаю поправимое дело.
Всем спасибо, что выслушали мое занудство)))))
www.chipmaker.ru
Покупка века. Токарно Винторезный станок ТВ-01 — DRIVE2

Полный размер
Очень давно не покидала меня мысль о покупке токарного станка. И вот в один прекрасный момент наткнулся на станок в соседнем городе. цена 16 т.р. первые мысли что то не хватает. Звонок продавцу, говорит все есть за исключением мелких деталей. Приезжай и смотри все покажем и расскажем, мол я сильно не разбираюсь продает друг, а я посредник. После работы сразу туда. Встретился осмотрел станину, износ 0%. Продавец сразу выложил историю этого станка. Стоял в Таксопарке или еще где то, в РМЦ. Вокруг куча станков. На нем на нем на подаче врезалист в патрон, срезало шестеренку. так и забросили его. Потом отец продавана правдами и не правдами забрал к себе, где и простоял в гараже 20 лет. Продавец пытался изобрести недостающие части (масло-насос) из подручных средств. Купил новый патрон, отломил рукоятку поперечной подачи, и тому подобное. И в один прекрасный момент он начал им мешатся. Прикинули по весу 1,5 т., на приемке сказали примерно 10 т.р. Друг предложил накинуть немного и выложить на Авито, а разницу забрать себе))). Так и сделали, было очень много звонков. Но я первый кто приехал посмотреть. И как говорится любовь с первого взгляда. Станина идеал, Двигатель есть, осталось от реставривовать немного, и довести до ума. Оставил залог 3т.р. и договорился о дне когда заберу. Так же у них нашелся знакомый который мне отвез его на само грузе. Погода была не для перевозог. Погрузили замотал брезентом и в путь. Скинули дома на трубы около гаража, и с помощью лома был задвинут в гараж в одну каску. Дальше первичный осмотр, очистка, просушка и обильная смазка всех направляющих маслом. Теперь забот прибавилось!

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер

Полный размер
Нравится 13 Поделиться: Подписаться на автора
www.drive2.ru