
Задняя бабка токарного станка своими руками: Задняя бабка токарного станка по дереву своими руками, фото, видео
Задняя бабка токарного станка по дереву своими руками, фото, видео
Токарный станок по дереву – ценное оборудование для любого столяра. Неважно, используется агрегат в цеху или исключительно для мелкой работы в бытовой мастерской, иногда детали выходят из строя и требуют замены.
Многие из частей токарного станка по дереву, вполне возможно сделать дома своими руками. Это будет экономичнее и практичнее покупки конструктивного элемента промышленного производства.
Содержание:
- 1 Функциональные особенности и устройство
- 2 Можно ли их сделать своими руками?
- 3 Необходимые инструменты и материалы
- 4 Схемы и чертежи
- 5 Пошаговая сборка и монтаж своими руками
- 5.1 Передней бабки
- 5.2 Задней бабки
- 6 Первый запуск и проверка исправности оборудования
- 7 Какие проблемы могут возникнуть при работе с самодельным оборудованием
Функциональные особенности и устройство
Задняя и передняя бабки любого токарного станка – важные детали конструкции, каждая из которых выполняет свои функции.
Передняя бабка. От точности изготовления данной детали зависит качество всей конструкции в результате. На передней бабке расположен шпиндель, который передает на обрабатываемую деталь движение кручения. Основными элементами передней бабки являются:
- корпус;
- шпиндель;
- подшипники;
- конструкция для контроля направления движения шпинделя;
- устройство, которое контролирует скорость движения шпинделя;
- устройство для подключения и установки оборудования.
Задняя бабка. Это опорный узел деревообрабатывающего токарного станка, который предназначен для фиксации заготовки. Основные элементы конструкции задней бабки:
- корпус;
- пиноль;
- маховик;
- рукоятка маховика;
- винт, чтобы перемещать заднюю бабку в поперечном направлении.
Задняя бабка имеет в пиноли отверстие, куда вставляется инструмент для обработки детали. Во время рабочего процесса бабка передвигается по станине для подборки оптимального расстояния в зависимости от длины обрабатываемой заготовки.
Читайте также: токарный станок по дереву своими руками видео
Можно ли их сделать своими руками?
Для изготовления передней и задней бабки своими руками достаточно иметь схему или чертеж и несколько важных инструментов. При наличии опыта и определенной сноровки это не составит труда.
Необходимые инструменты и материалы
Для изготовления простой задней бабки мастеру понадобится:
- сварочный аппарат;
- пара подшипников;
- три болта и несколько гаек;
- два отрезка простой водопроводной трубы;
- листовая сталь толщиной 4-6 мм.
Подшипники и болты с гайками подойдут любые, которые есть у мастера в его запасах. Внутренний диаметр в подшипниках оптимален в радиусе 10-15мм.
Чтобы сделать ходовой винт понадобятся болта М12 длиной 8-10 см.
Схемы и чертежи
Пошаговая сборка и монтаж своими руками
После изучения схем и чертежей можно переходить к сборке и монтажу обоих узлов токарного станка. Затем понадобится наладка и настройка оборудования.
Затем понадобится наладка и настройка оборудования.
Передней бабки
Алгоритм изготовления передней бабки:
- Выточить корпус цилиндрической формы с толщиной стенок в 10 мм.
- Швеллер, который будет необходим, чтобы изготовить стоку для крепления бабки к станине, приварить к уголку из листовой стали.
- Закрепить на стойку бабку.
Читайте также: что можно сделать на токарном станке по дереву
Цилиндрический корпус имеет следующие размеры:
- наружный диаметр – 56 мм;
- длина – 18 см;
- посадочные гнезда диаметром 24 мм под подшипники;
- диаметр вала – 30 мм.
Задней бабки
Алгоритм изготовления задней бабки:
- сварить между собой 2 болта для увеличения общей длины;
- изготовить вращающийся центр из трубы такого диаметра, чтобы внешняя обойма подшипников входила в нее плотно;
- в получившейся втулке при необходимости можно сделать пропил в 2-3 мм шириной;
- будущая стенка вращающегося центра имеет тот же диаметр, что и внешняя обойма подшипника;
- обварить с правой стороны шайбу с гайкой;
- левую гайку скрутить, а коней обрезать заподлицо с шайбой;
- головку болты спилить, сам болт зажать в сверлильный станок и доработать при помощи абразивного камня.

Затем нужно изготовить корпус шпинделя. Для этого:
- Взять отрезок трубы диаметром ¾ дюйма, длиной 6-7 см.
- С двух концов привариваются гайки.
- Конус задней бабки также сделан из болта.
Предварительно перед установкой обточить хвостовик конуса до такой степени, чтобы он входил во внутреннюю обойму подшипников. Для упора внешней обоймы перед установкой подшипников следует в корпус установить кольцо из согнутой проволоки диаметром 1-2 мм.
Первый запуск и проверка исправности оборудования
Для проверки исправности оборудования необходимо в первую очередь запустить станок на холостом ходу. Настройку станка каждый мастер производит по-своему, в зависимости от предполагаемой работы и выполняемых функций. Все элементы необходимо проверять последовательно, только после проверки на холостом ходу, можно выключить станок и выставить определенные параметры для работы.
Обязательно перед обработкой заготовки следует убедиться, что на древесине нет сколов, деформаций и трещин. Шпиндель при работе должен вращаться без малейших затруднений. Обязательно проверить совпадение центров симметрии станка и детали.
Какие проблемы могут возникнуть при работе с самодельным оборудованием
Чтобы на длительное время сохранить исходные параметры токарного станка, необходимо его правильно использовать. Тогда не возникнет проблем в процессе работы.
Фиксация заготовки должна происходить при помощи специального крепежа. Обязательно регулировать скорость при помощи изменения положения приводного ремня в шкифах.
Проблемы могут возникать следующие:
- более низкая производительность, чем у образца промышленного производства;
- станок способен обрабатывать не все породы дерева;
- возможна повышенная вибрация;
- скорость износа подшипников разная и это необходимо постоянно контролировать.

При некоторых минусах, самодельное токарное оборудование – оптимальный вариант для домашней мастерской. Оборудование промышленного производства далеко не всегда доступно простым специалистам, которым токарный станок необходим для бытового применения.
Передняя и задняя бабки – основные и наиболее важные узлы любого токарного станка по дереву. От их правильного конструирования и подгонки зависит в конце концов качество всей конструкции. При этом изготовить эти детали в домашних условиях может любой мастер.
Поделиться в социальных сетях
Как сделать заднюю бабку для токарного станка
Содержание
- Рекомендованные сообщения
- Создайте аккаунт или войдите в него для комментирования
- Создать аккаунт
- Войти
- Сейчас на странице 0 пользователей
- Деревообрабатывающий станок
- Конструкционная особенность
- Шпиндельная бабка своими руками
- Токарный станочек-мини
- История возникновения устройства
- Главные составляющие части токарного станка
- Основные составные и механизм действия передней бабки
- Задняя бабка
- Шпиндель
- Передняя бабка токарного станка своими руками
- Настройка токарного станка перед началом работы
- Небольшой токарный станок по дереву своими руками – особенности изготовления
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Испокон веков дерево верой и правдой служило людям. Древесина является предметом труда мастера по изготовлению столярных изделий. Особенно большой популярностью пользуются вещи, сделанные на токарном станке. Многие токари-металлисты любят точить дерево. Умение работать на металлорежущем оборудовании мотивирует их изготовить токарный по дереву своими руками для домашней мастерской.
Деревообрабатывающий станок
На рынке деревообрабатывающей техники представлена обширная линейка токарных станков по дереву. Каждый потребитель делает свой выбор с учетом своих интересов, но главный критерий — это мощность привода. Для домашней мастерской, где токарные работы выполняются эпизодически, подойдёт простой настольный станочек с мощностью электродвигателя 1 киловатт и скоростью вращения шпинделя 3500 об/мин.
Главные узлы и механизмы станка по дереву отвечают классическому устройству токарной машины, обрабатывающей заготовки вращением. Три главных механизма:
- привод — электрический двигатель, однофазный или трёхфазный;
- передаточный — набор устройств, передающих вращение вала двигателя на шпиндельную бабку;
- исполнительный — это суппорт.
Четыре основных узла:
- станина — корпус, на котором закреплены механизмы;
- передняя шпиндельная бабка — для крепления планшайбы или токарного патрона;
- задняя фиксирующая бабка — для установки вращающего центра или сверлильного патрона.
Конструкционная особенность
Станок токарный по дереву своими руками можно собрать из подручного материала. Конструкция простая, много времени на изготовление не потребуется. Главная часть станка — станина, изготовленная из швеллера, в котором по центральной осевой линии прорезан болгаркой паз для фиксации подручника и задней бабки.
Конструкция задней бабки стандартна. Пиноль имеет отверстие под конус Морзе № 2 для установки центра вращения. Хвостовик сверлильного патрона соответствует отверстию пиноли. Рекомендуется использовать заднюю бабку заводского изготовления.
Если самодельный токарный по дереву станок предназначен для точения и сверления деталей без требования к точности, его можно изготовить самостоятельно.
Под пиноль выточить полый цилиндр с глухой торцевой стенкой, в которой нарезана резьба под винт маховика. Подвижная часть пиноли — это цилиндр с коническим отверстием и шпоночным пазом на всю длину. Перемещается подвижная часть при помощи винта маховика по шпонке, приваренной в корпусе бабки.
Подручник классический, имеет функцию регулирования с фиксацией под диаметр обрабатываемой заготовки, основание подручника перемещается поперёк и вдоль станины. Фиксируется эксцентриком с ручкой. Верхняя часть — обычный уголок.
В передней бабке установлены два радиально-упорных подшипника. На валу шпинделя нарезана резьба М14, шаг два. Это резьба, которая используется на болгарках, шлифовальных машинках. Благодаря этому на шпиндель можно крепить все насадки, которые используются болгаркой.
С этой резьбой изготовлена планшайба под токарный патрон. Вращает всю эту конструкцию электрический двигатель от стиральной машинки мощностью 300 ватт.
Шпиндельная бабка своими руками
От точности изготовления передней бабки зависит качество всей конструкции. Поэтому на этот узел необходимо обратить особое внимание. Умельцы рекомендуют изготовить переднюю бабку токарного станка своими руками. Для этого нужно выточить цилиндрический корпус толщиной стенки 10 мм. Для крепления к станине нужно изготовить специальную стойку. Для этого подойдёт отрезок швеллера. Швеллер торцом приваривается к уголку, изготовленному из листовой стали толщиной 10 мм.
Чтобы изготовить токарный станок по дереву своими руками, чертежи и размеры не имеют значения, так как каждый изготавливает конструкцию индивидуально, учитывая свои возможности. Цилиндрический корпус в разрезе:
- наружный диаметр 56 миллиметров;
- толщина стенки 10 миллиметров;
- длина 180 миллиметров;
- посадочные гнёзда под подшипники диаметром 24 миллиметра;
- вал диаметром 30 миллиметров.
Простые приспособления делают станок универсальным и увеличивают перечень операций. Например, установив в патрон шлифовальный барабан с наждачной бумагой, можно затачивать инструмент. Устройство для точения по копиру выглядит следующим образом:
- копир;
- труба, установленная вдоль станины, выполняющая роль салазок;
- дисковая электропила, выполняющая роль резца по дереву.
Приспособление для фрезерования заменит фрезерный станок. Оправка с дисковой фрезой
Оправка с дисковой фрезой
зажимается в патрон. Вместо подручника устанавливается рабочий стол с упорной линейкой. Фрезеровать можно наличники, плинтусы, заготовки для рамок.
Энтузиасты и любители изготавливать самоделки постоянно придумывают механизмы, облегчающие ручной труд. У таких людей на вопрос, как сделать станок по дереву, всегда есть ответ.
Токарный станочек-мини
Самодельный маленький токарный станочек по дереву умельцы ухитряются сделать, потратив 30 минут времени. Материал для изготовления древесно-стружечная плита толщиной 20 миллиметров или толстослойная фанера.
- основание 540х260х20 миллиметров;
- стойка под электродрель 150х100х20 миллиметров.
Задняя бабка изготавливается из двух прямоугольных брусков, собранных в конструкцию под прямым углом. В стойке сверлится посадочное отверстие под электродрель, делается фиксатор для надёжного крепления. Стойка неподвижно закреплена к основанию. В задней бабке просверлено отверстие для винта, торец которого заточен под конус. Это упорный центр. Импровизированная задняя бабка перемещается по направляющей прорези, фиксируется в один оборот эксцентрика. Подручник изготовлен из рейки, прикреплённой к основанию.
В задней бабке просверлено отверстие для винта, торец которого заточен под конус. Это упорный центр. Импровизированная задняя бабка перемещается по направляющей прорези, фиксируется в один оборот эксцентрика. Подручник изготовлен из рейки, прикреплённой к основанию.
Такая простая самоделка даст возможность без проблем выточить из дерева ручку к напильнику или вал качалки для теста. Да и вообще, обработка дерева — очень интересное занятие.
Первые токарные станки появились еще много лет назад, хотя были они очень простые и примитивные. Суппорт к тому времени всё еще не был изобретен и мастеру, при выполнении работы, приходилось постоянно удерживать резец и совершать вращение обрабатываемого элемента собственноручно или использовать для этой цели крепкую верёвку.
Соответственно, данное занятие было очень трудоёмким и требовало большой физической силы и выносливости работающего человека. Ко всему прочему такая производительность была на очень невысоком уровне.
Ко всему прочему такая производительность была на очень невысоком уровне.
История возникновения устройства
История токарного станка с суппортом начинается в 1712 году, когда Нартов Андрей Константинович – механик из России первым изобрел данный механизм. Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента.
Это изобретение дало мощный толчок, за которым последовало стремительное развитие токарных станков по металлу и дереву.
Главные составляющие части токарного станка
Такой агрегат, как токарный станок, независимо от модели, сложен с похожих конструктивных элементов, главным образом определяющих все возможности устройства.
Наименование главных составляющих конструкции токарно-винторезного станка:
- Станина – данный элемент токарного устройства служит ни чем иным как одной из основных опор для обеих бабок и является платформой для перемещения суппорта и задней бабки.
 Все элементы устройства крепятся на нее. Станина представляет из себя две продольные стеночки, которые для надежности и прочности соединяются поперечными ребрами. Передняя бабка токарного станка закрепляется по левую сторону станины, противоположная сторона – это место размещения задней бабки.
Все элементы устройства крепятся на нее. Станина представляет из себя две продольные стеночки, которые для надежности и прочности соединяются поперечными ребрами. Передняя бабка токарного станка закрепляется по левую сторону станины, противоположная сторона – это место размещения задней бабки. - Передняя бабка – придерживает и вращает по собственной оси обрабатываемую деталь. Во внутренней части данного элемента токарного станка находится шпиндель, совершающий обороты разной частоты в подшипниках качения и тем самым передает вращение обрабатывающейся детали. Внешние стороны обеих стеночек передней бабки оснащены рукоятками коробки скоростей, которые являются переключателями числа и скорости оборотов шпинделя. Инструкция правильного переключения этих ручников для того чтобы поставить необходимое количество оборотов находится в виде таблички из металла на внешней стороне стеночек передней бабки.
- Задняя бабка – поддерживает оставшуюся часть элемента в процессе обрабатывания.
 Дополнительно ее используют для установления других рабочих инструментов.
Дополнительно ее используют для установления других рабочих инструментов. - Суппорт – перемещает режущее устройство во всех направлениях к оси токарного устройства.
- Коробка подач – для конструкции практически всех токарных станков характерен данный элемент, вращающий ходовой вал и ходовой винт и меняющий количество их оборотов вокруг своей оси. Существует большое количество систем коробок подач.
- Фартук – используется для изменения движений ходового вала.
- Категорически запрещено на данном устройстве одновременно включать механизм подачи от ходового вала вместе с замыканием маточной гайки на ходовом винте. Данное действие практически во всех случаях приводит к поломке элементов токарного устройства. Для предотвращения этого, в токарном станке находится специальный механизм, блокирующий полностью все устройство.
Основные составные и механизм действия передней бабки
Этот элемент токарного станка – один из основных деталей любого токарного устройства. Именно от него зависит точность расположения обрабатываемой детали и амплитуда ее движений. Кроме передней бабки на всех станках присутствует и задняя – на нее прикрепляется режущий инструмент. Обе бабки закрепляются на станине, которая является основой для любого станка, и имеют различие только своим местоположением.
Именно от него зависит точность расположения обрабатываемой детали и амплитуда ее движений. Кроме передней бабки на всех станках присутствует и задняя – на нее прикрепляется режущий инструмент. Обе бабки закрепляются на станине, которая является основой для любого станка, и имеют различие только своим местоположением.
Существуют такие главные элементы токарного устройства, которые регулируют скорость оборачивания обрабатываемого элемента:
- Два подшипника.
- Шпиндель.
- Шкив.
- Специальная коробка скоростей, которая отвечает за изменение скорости вращения обрабатываемого элемента.
Главным элементом передней бабки токарного станка является шпиндель, основная задача которого состоит в том, чтобы регулировать движение оборачивания на обрабатываемый элемент.
По правую сторону, обращенную к задней бабке, прикреплена резьба. К ней присоединяются патроны, которые удерживают деталь, что обрабатывается. Шпиндель установлен на двух подшипниках, от которых в полной мере зависит точность выполненной работы.
Также во внутренней конструкции передней бабки закрепляется гитара шестерен. Они передают вращение с выходного вала коробки скоростей на вал коробки подач.
На внешней стороне передней бабки токарного устройства установлена коробка скоростей, которая работает при помощи зубчатых передач.
Задняя бабка
Данный элемент токарного станка предназначен для того, чтобы поддерживать концы длинных деталей, когда обрабатываются их центральные части.
Также очень часто задняя бабка используется установления в ней сверл и прочих инструментов.
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму.
Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.

- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Передняя бабка токарного станка своими руками
Передняя бабка для токарного станка без проблем изготовляется самостоятельно.
Для этой цели понадобится:
- Деревянная доска.
- Фанера, толщиной десять миллиметров.
- Тонкий лист металла, который разрезается специальными ножницами.
Переднюю бабку намного проще изготовить своими руками, если основой данного устройства составляет обычная ненужная дрель. После этого будет необходимо только смастерить подставку, которая впоследствии и будет закрепительной платформой для дрели, имеющая строгую горизонтальную ось.
После этого будет необходимо только смастерить подставку, которая впоследствии и будет закрепительной платформой для дрели, имеющая строгую горизонтальную ось.
Середину передней и середину задней бабки нужно обязательно надежно закреплять, это крайне необходимо. Для задней бабки необходимо заранее установить рамки возможностей оборачивания по оси и жесткое закрепление на месте.
Настройка токарного станка перед началом работы
Настроить токарный станок – это, прежде всего, подготовить кинематическую схему для работы, которая определяется технологической картой устройства.
Первым делом все элементы управления приводят в статическое положение.
Дальше идет настройка кинематической цепи основного движения. Тут же устанавливается требуемая скорость оборачивания шпиндельного узла. Эта величина является определителем скорости резания необходимого элемента.
Видео: передняя бабка токарного станка по дереву.
Небольшой токарный станок по дереву своими руками – особенности изготовления
Практически любой мастер по обработке дерева желает иметь собственный токарный станок. Если средств не хватает, его можно смастерить из доступных материалов.
Если средств не хватает, его можно смастерить из доступных материалов.
Токарный станок по дереву самостоятельно изготовить не представляется сложным, если имеются начальные знания о том, что представляет собой данное устройство и его составляющие части.
С помощью небольшого токарного станка можно изготавливать любые детали и элементы в виде тел вращения.
Элементы токарного станка:
- Электромотор – для изготовления токарного станка можно использовать насосный мотор.
- Передняя бабка – отлично подойдет старое электрическое точило.
- Опора для резцов.
- Задняя бабка – изготовляется из дрели.
- Станина.
Для изготовления данного устройства потребуется:
- электрическая дрель;
- болгарка;
- напильники.
Основные особенности изготовления устройства:
- Ось вращения передней бабки должна быть прикреплена на оптимальной высоте.
- Электромотор следует крепить отдельно на другую платформу.

- Для разной породы дерева используются специальные резцы. Данные инструменты можно приобрести в наборе, по пятнадцать штук.
Можно сделать вывод, что с изготовлением токарного станка для обработки дерева справится даже начинающий мастер. Самое главное в этом деле – быть предельно аккуратным и строго соблюдать правила безопасности.
Задняя бабка токарного станка по дереву своими руками
Токарный станок по дереву – ценное оборудование для любого столяра. Неважно, используется агрегат в цеху или исключительно для мелкой работы в бытовой мастерской, иногда детали выходят из строя и требуют замены.
Многие из частей токарного станка по дереву, вполне возможно сделать дома своими руками. Это будет экономичнее и практичнее покупки конструктивного элемента промышленного производства.
Функциональные особенности и устройство
Задняя и передняя бабки любого токарного станка – важные детали конструкции, каждая из которых выполняет свои функции.
Передняя бабка. От точности изготовления данной детали зависит качество всей конструкции в результате. На передней бабке расположен шпиндель, который передает на обрабатываемую деталь движение кручения. Основными элементами передней бабки являются:
- корпус;
- шпиндель;
- подшипники;
- конструкция для контроля направления движения шпинделя;
- устройство, которое контролирует скорость движения шпинделя;
- устройство для подключения и установки оборудования.
Задняя бабка. Это опорный узел деревообрабатывающего токарного станка, который предназначен для фиксации заготовки. Основные элементы конструкции задней бабки:
- корпус;
- пиноль;
- маховик;
- рукоятка маховика;
- винт, чтобы перемещать заднюю бабку в поперечном направлении.
Задняя бабка имеет в пиноли отверстие, куда вставляется инструмент для обработки детали. Во время рабочего процесса бабка передвигается по станине для подборки оптимального расстояния в зависимости от длины обрабатываемой заготовки.
Задняя бабка в сборе для токарно-винторезного станка 1К62Д
Устройство задней бабки 1К62Д
При высоких скоростях резания, которые применяются на современных токарных станках, не вращающиеся центры, обладающие достаточной жесткостью, оказываются неработоспособными вследствие быстрого износа поверхностей центровых углублений и самих центров. Вставные вращающиеся центры имеют недостаточную жесткость. Поэтому на ряде моделей токарных станков в пиноль задней бабки встраивается вращающийся шпиндель на подшипниках качения, в гнездо которого вставляется центр. Такая конструкция имеет высокую жесткость и обеспечивает возможность работы при высоких скоростях. Распространена также конструкция задних бабок, у которых пиноль проходит сквозь корпус (см. рисунок). В этом случае корпус 2 имеет сквозную расточку, через которую проходит пиноль 1. У последней с правой стороны смонтирован винт 5 и маховик 10. В средней части пиноль имеет прорезь, через которую проходит гайка 6, закрепленная винтами 7 в корпусе бабки. При вращении маховика перемещается не только пиноль, но и винт, и сам маховик. Такая конструкция обеспечивает постоянную величину опорной поверхности пиноли в корпусе бабки независимо от ее вылета, что создает большую жесткость системы. Оригинальным является также механизм закрепления бабки на станине станка. При повороте рукоятки 9 эксцентрик 8 поднимает вверх стяжку 13 и планку 17, связанную со стяжкой болтом 14 со сферической шайбой 15.
Поэтому на ряде моделей токарных станков в пиноль задней бабки встраивается вращающийся шпиндель на подшипниках качения, в гнездо которого вставляется центр. Такая конструкция имеет высокую жесткость и обеспечивает возможность работы при высоких скоростях. Распространена также конструкция задних бабок, у которых пиноль проходит сквозь корпус (см. рисунок). В этом случае корпус 2 имеет сквозную расточку, через которую проходит пиноль 1. У последней с правой стороны смонтирован винт 5 и маховик 10. В средней части пиноль имеет прорезь, через которую проходит гайка 6, закрепленная винтами 7 в корпусе бабки. При вращении маховика перемещается не только пиноль, но и винт, и сам маховик. Такая конструкция обеспечивает постоянную величину опорной поверхности пиноли в корпусе бабки независимо от ее вылета, что создает большую жесткость системы. Оригинальным является также механизм закрепления бабки на станине станка. При повороте рукоятки 9 эксцентрик 8 поднимает вверх стяжку 13 и планку 17, связанную со стяжкой болтом 14 со сферической шайбой 15. Планка через сферический штифт 18 прижимает прихват 16 к на¬правляющим станины и надежно закрепляет заднюю бабку. Закрепление скалки в корпусе бабки производится рукояткой 3 с помощью валика 11 и резьбовой втулки 12. Задний центр выжимается из скалки винтом 5 посредством вставки 4. В токарных станках средних размеров перемещение задней бабки по направляющим станины производится поворотом небольшой шестерни, расположенной в кронштейне бабки и сцепляющейся с рейкой станка. В тяжелых станках для облегчения перемещения задней бабки под ее направляющие подводится сжатый воздух.
Планка через сферический штифт 18 прижимает прихват 16 к на¬правляющим станины и надежно закрепляет заднюю бабку. Закрепление скалки в корпусе бабки производится рукояткой 3 с помощью валика 11 и резьбовой втулки 12. Задний центр выжимается из скалки винтом 5 посредством вставки 4. В токарных станках средних размеров перемещение задней бабки по направляющим станины производится поворотом небольшой шестерни, расположенной в кронштейне бабки и сцепляющейся с рейкой станка. В тяжелых станках для облегчения перемещения задней бабки под ее направляющие подводится сжатый воздух.
Читать также: Устройство для определения проводов в стене
Тепловое расширение обрабатываемых деталей может вызвать осевую перегрузку вращающегося центра задней бабки и шпинделя станка. Во избежание этого явления ряд фирм и, в частности, чехословацкие и «ТОЗ» устанавливают на задних бабках токарных станков компенсаторы тепловых удлинений и приборы для определения фактического осевого усилия, действующего на центр задней бабки. оснащает некоторые модели токарных станков сверлильными задними бабками, которые наряду с обычным назначением могут быть успешно использованы для сверлильных работ. Бабка снабжается бесступенчатым и независимым от других механизмов станка приводом подачи, обеспечивающим также возможность быстрого холостого перемещения пиноли. Механизм подачи имеет переставной упор для ограничения глубины сверления. Наибольшее усилие подачи пиноли у сверлильных бабок станков модели DK составляет 1800 кг, что обеспечивает возможность сверления отверстий диаметром до 50 мм в стали средней твердости.
оснащает некоторые модели токарных станков сверлильными задними бабками, которые наряду с обычным назначением могут быть успешно использованы для сверлильных работ. Бабка снабжается бесступенчатым и независимым от других механизмов станка приводом подачи, обеспечивающим также возможность быстрого холостого перемещения пиноли. Механизм подачи имеет переставной упор для ограничения глубины сверления. Наибольшее усилие подачи пиноли у сверлильных бабок станков модели DK составляет 1800 кг, что обеспечивает возможность сверления отверстий диаметром до 50 мм в стали средней твердости.
Задняя бабка токарного станка – элемент строения, служащий для фиксации заготовки в ходе ее обработки. Этот узел – дополнительная база крепления для детали. В ходе выполнения сверлильных работ, бабка примыкает к узлу суппорта и получает через него подачу механического типа. В этом случае сверло вставляется в пиноль, а не в центр.
Пошаговая сборка и монтаж своими руками
После изучения схем и чертежей можно переходить к сборке и монтажу обоих узлов токарного станка. Затем понадобится наладка и настройка оборудования.
Передней бабки
Алгоритм изготовления передней бабки:
- Выточить корпус цилиндрической формы с толщиной стенок в 10 мм.
- Швеллер, который будет необходим, чтобы изготовить стоку для крепления бабки к станине, приварить к уголку из листовой стали.
- Закрепить на стойку бабку.
Цилиндрический корпус имеет следующие размеры:
- наружный диаметр – 56 мм;
- длина – 18 см;
- посадочные гнезда диаметром 24 мм под подшипники;
- диаметр вала – 30 мм.

Задней бабки
Алгоритм изготовления задней бабки:
- сварить между собой 2 болта для увеличения общей длины;
- изготовить вращающийся центр из трубы такого диаметра, чтобы внешняя обойма подшипников входила в нее плотно;
- в получившейся втулке при необходимости можно сделать пропил в 2-3 мм шириной;
- будущая стенка вращающегося центра имеет тот же диаметр, что и внешняя обойма подшипника;
- обварить с правой стороны шайбу с гайкой;
- левую гайку скрутить, а коней обрезать заподлицо с шайбой;
- головку болты спилить, сам болт зажать в сверлильный станок и доработать при помощи абразивного камня.
Затем нужно изготовить корпус шпинделя. Для этого:
- Взять отрезок трубы диаметром ¾ дюйма, длиной 6-7 см.
- С двух концов привариваются гайки.
- Конус задней бабки также сделан из болта.
Предварительно перед установкой обточить хвостовик конуса до такой степени, чтобы он входил во внутреннюю обойму подшипников. Для упора внешней обоймы перед установкой подшипников следует в корпус установить кольцо из согнутой проволоки диаметром 1-2 мм.
Для упора внешней обоймы перед установкой подшипников следует в корпус установить кольцо из согнутой проволоки диаметром 1-2 мм.
Восстановление и ремонт узла
Поскольку задняя бабка – один из наиболее задействованных узлов во время работы, то она довольно часто выходит из строя. Чаще всего приходится восстанавливать нормальное соотношение мостика и станины, регулировать высоту центров и настраивать точность отверстия. Часто ремонта требуют отдельные детали задней бабки: пиноль, элементы управления.
Труднее всего восстановить точность отверстия корпуса и отрегулировать высоту центров. Наиболее эффективный метод исправления большинства поломок задней бабки – акрилопласты. Незначительные дефекты отверстия под пиноль можно ремонтировать посредством притир, но после этого желательно использовать тот же акрилопласт.
Для регулировки высоты центров используют растачивание и восстанавливают их параметры при помощи специальных накладок, которые устанавливают на направляющие. После этого необходимо изготовить новый шпиндель. Посадить его на место следует при помощи все того же акрилопласта.
Читать также: Рейтинг полировальных машинок для автомобиля
Нередко случается такое, что необходимо ремонтировать отверстие для подшипников. Проще всего осуществить ремонт посредством замены испорченного узла. Затем необходимо подстроить внутренний диаметр в соответствии с наличными подшипниками.
Видео: самодельная задняя бабка токарного станка.
Первый запуск и проверка исправности оборудования
Для проверки исправности оборудования необходимо в первую очередь запустить станок на холостом ходу. Настройку станка каждый мастер производит по-своему, в зависимости от предполагаемой работы и выполняемых функций. Все элементы необходимо проверять последовательно, только после проверки на холостом ходу, можно выключить станок и выставить определенные параметры для работы.
Обязательно перед обработкой заготовки следует убедиться, что на древесине нет сколов, деформаций и трещин. Шпиндель при работе должен вращаться без малейших затруднений. Обязательно проверить совпадение центров симметрии станка и детали.
Шпиндель при работе должен вращаться без малейших затруднений. Обязательно проверить совпадение центров симметрии станка и детали.
Функции задней бабки
Данный элемент конструкции станка отвечает за качество фиксации и обработки деталей. Именно поэтому очень важной его характеристикой должна быть устойчивость. Этот узел предотвращает смещение детали в ходе ее обработки и должна отвечать за корректное местоположение оси центра. К тому же данная деталь отвечает за правильное направление шпинделя и его стабильную фиксацию.
Кроме этих функций, такой узел также должен обладать возможностью оперативной установки на оси станка и опцией точной фиксации детали на обоих центровых отверстиях аппарата. Именно стабильность и устойчивость задней бабки способствуют точной обработке заготовок.
Читать также: Формула для нахождения мощности
Техника безопасности
Соблюдение определенных правил при работе на станке обязательно, тем более если речь идет об изделии, изготовленном своими руками.
Подготовительный этап
Непосредственно после сборки следует запустить станок на несколько минут на холостом ходу и прислушаться к звукам работы двигателя: они должны быть равномерными, без посторонних шумов. Подготовка к работе состоит из следующих шагов:
- Одевается соответствующая одежда, на которой застегиваются все пуговицы и убираются выступающие части.
- На рабочем месте перед началом работы следует навести полный порядок, чтобы на нем лежали только нужные инструменты – тогда можно без лишней суеты и траты энергии последовательно осуществить весь план.
- Перед каждым сеансом самодельный станок нужно проверять на предмет целости всех частей и надежности их соединения.
- Также важно позаботиться о достаточном освещении рабочей поверхности и правильном расположении источника, чтобы собственная тень не мешала работать.
Правила безопасной работы
Во время работы нужно придерживаться следующих правил:
- Удаление деталей, а также чистка, смазка рабочего механизма не производится во время работы.

- Когда идет обработка детали, нужно находиться с правильной стороны и на безопасном расстоянии от самой установки.
- Не следует передавать какие-либо предметы или держать руки над рабочим механизмом.
- Если идет работа по резке детали, то отрезаемую часть нельзя поддерживать рукой – неизвестно, в какую сторону она подвинется в любой момент времени.
- Недопустимо облокачиваться даже на неподвижные части станка, опираться на рабочую поверхность.
- Вся стружка от деталей тщательно удаляется после каждого рабочего сеанса.
Наглядная иллюстрация представлена на схеме.
Наглядная технология работы на токарном станке по металлу, изготовленному своими руками, представлена на видео.
Шпиндель
Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
- детали с большим весом;
- предельное натяжение ремня;
- нажим резца.
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8.
Шпиндель
В передней части отверстие имеет конусную форму.
Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки.
Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника.
За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения.
Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей.
Для изготовления простой задней бабки понадобится: 1. Сварочный аппарат. 2 .Два подшипника. 3. Три болта и несколько гаек. 4. Два коротких отрезка водопроводной трубы. 5. Кусок листовой стали толщиной 4-6мм.
Подшипники, болты с гайками и др. могут быть любые подходящие, имеющиеся в ваших запасах. Например, внутренний диаметр подшипников может быть в пределах 10-15мм. Я вытащил подшипники из сгоревшего электродвигателя от старой стиральной машины.
Для изготовления ходового винта понадобятся два болта М12 длиной 80-100мм. На фото — один болт, второй приваривается к нему в дальнейшем, для увеличения общей длины. Для вращающегося центра нужно подобрать отрезок трубы такого диаметра, чтобы в него плотно входила внешняя обойма подшипников, а его длина должна быть чуть больше, чем толщина двух сложенных вместе подшипников. При необходимости в получившейся втулке можно сделать продольный пропил шириной 2-3мм. Увеличивая или уменьшая зазор, добиваются, чтобы подшипники плотно сидели во втулке.
При необходимости в получившейся втулке можно сделать продольный пропил шириной 2-3мм. Увеличивая или уменьшая зазор, добиваются, чтобы подшипники плотно сидели во втулке.
Шайба — это будущая задняя стенка вращающегося центра, имеет такой же диаметр, как внешняя обойма подшипника. Шайба с гайкой обвариваются с правой стороны, (фото выше) затем левая гайка скручивается, а торчащий конец болта обрезается заподлицо с шайбой. Головка болта отпиливается, болт зажимается в сверлильный станок и с помощью нехитрого приспособления (струбцина и кусок абразивного камня, прижатого к неподвижной опоре) убирается возможная эксцентричность.
Для изготовления корпуса шпинделя берется отрезок трубы диаметром примерно 3/4 дюйма и длиной 50-70мм, к ней с обоих концов привариваются гайки, в данном случае М12. С помощью сварки удлиняется будущий винт. Если у вас применяется длинная шпилька, то, естественно, ничего варить не надо. Конус задней бабки сделан также из болта. Внутренний диаметр моих подшипников 15мм, поэтому я взял болт М16, наварил его на головку некоторое количество металла и грубо обточил на наждаке. Затем с помощью дрели выполнил более чистую обработку.
Затем с помощью дрели выполнил более чистую обработку.
Осталось аккуратно обточить хвостовик конуса до такого диаметра, чтобы он плотно входил во внутреннюю обойму подшипников и обрезать до нужной длины. Перед установкой подшипников в корпус необходимо установить кольцо, согнутое из проволоки диам. 1-2мм. В него будет упирться внешняя обойма.
Сборка и настройка — это отдельная тема, каждый делает её по-своему. Скажу только, что больших затруднений она не вызвала. В итоге получилось вот что.
Задняя бабка токарного станка. Устройство и ремонт задней бабки
- Устройство задней бабки токарно-винторезного станка
- Ремонт и восстановление задней бабки токарного станка
Содержание
- Ремонт корпуса и мостика задней бабки без применения акрилопласта
- Ремонт пиноли задней бабки
Устройство задней бабки токарно-винторезного станка
Общий вид и компоновка задней бабки токарно-винторезного станка показаны на рис.
 33.
33.Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Задняя бабка служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору.
При сверлении задняя бабка специальным прихватом соединяется с кареткой суппорта и получает от него механическую подачу. Сверло вставляется в пиноль вместо центра.
Задняя бабка должна удовлетворять следующим условиям:
- ни при каких условиях произвольно не сдвигаться
- давать правильное положение оси центра
- давать возможность быстрой установки по оси станка
- предоставлять возможность точной установки обрабатываемой детали на обоих центровых отверстиях станка
- обеспечивать надежное направление шпинделя (пиноли) задней бабки и зажим его без нарушения положения оси
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворительных результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали из центров. Это зависит от закрепления корпуса задней бабки на станине.
Конструкции задних бабок очень разнообразны, но основные принципиальные схемы их имеют много общего. Поэтому, зная принципиальное устройство задней бабки какого-либо универсального токарного станка средних размеров, можно без труда разобраться в конструкции бабок других токарных станков.
Рассмотрим конструкцию задней бабки токарного станка. Корпус задней бабки этого станка, как и большинства станков других типов, состоит из двух деталей: собственно корпуса 1 и основания (плота, мостика) задней бабки 2.
Плот (мостик) пришабривается по направляющим станины, а на верхнюю поверхность его устанавливается корпус.
Плоскости соприкосновения корпуса с плотом пришабриваются так, чтобы ось задней бабки по высоте совпадала с осью шпинделя станка и была ей параллельна. Параллельность осей достигается за счет пришабривания вертикальной грани направляющего буртика а плота. Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Достижение совпадения осей шпинделей передней и задней бабок посредством шабровки опорных плоскостей корпуса бабки требует значительной затраты времени. Поэтому, как правило, при капитальном ремонте совпадение осей передней и задней бабки достигается за счет расточки отверстия под шпиндель задней бабки. При этом возникает необходимость замены шпинделя задней бабки, который окончательно протачивается по наружному диаметру лишь после расточки корпуса задней бабки.
Шпиндель (пиноль) задней бабки 7 представляет собой пустотелый цилиндр, передний край которого выполнен в виде конуса Морзе в который вставляется центр 6 или сверло, а в задний — гайка 9. При помощи этой гайки и винта 8 с маховиком 10 шпиндель может передвигаться вдоль оси. Шпонка 5 предохраняет шпиндель от поворота. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
У тяжелых станков шпиндель не имеет гайки, нарезка сделана непосредственно на шпинделе, а втулка маховика является гайкой. Из такого шпинделя выбить центр с торца невозможно. Поэтому обыкновенные центры для таких шпинделей не годятся; центры должны быть с нарезкой. На нарезку навертывается гайка, при помощи которой можно выпрессовывать центр, или на центрах делаются лыски, которые дают возможность ключом повернуть центр и тем самым освободить его из гнезда. Пользование простыми центрами у этих станков должно быть запрещено, так как они запрессовываются и выбить их можно только ударами кувалды или разогревом шпинделя паяльными лампами. Это приводит к порче конуса шпинделя.
При обработке пологих конусов необходимо смещать центр задней бабки в поперечном направлении. Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
Задняя бабка токарного станка 1к62. Сборочный чертеж
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Задняя бабка токарного станка 16к20. Сборочный чертеж
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Ремонт и восстановление задней бабки токарного станка
При ремонте задней бабки восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
Наиболее трудоемкими являются операции по восстановлению точности отверстия в корпусе под пиноль и восстановлению высоты центров.
Отверстие под пиноль в корпусе ремонтируют притирами, растачиванием с последующей доводкой и с помощью акрилопластов.
Притирами обычно ремонтируют малоизношенные отверстия. При этом высоту центров восстанавливают постановкой на направляющие компенсационных накладок и изготовляют новую пиноль.
При ремонте растачиванием одновременно восстанавливают высоту центров. После расточки отверстие обычно доводят притирами, а пиноль изготовляют большего диаметра.
Акрилопластами восстанавливают как точность посадки пиноли, так и высоту центров. При этом пиноль не изготовляют, а ремонтируют.
Этот способ ремонта наиболее эффективный, так как он требует затрат времени и средств в 3—5 раз меньших, чем в первых двух способах.
Рассматриваемые ниже два варианта ремонта задней бабки наглядно подтверждают выгодность ремонта с применением акрилопластов, в частности стиракрила марки ТШ.
Ремонт корпуса и мостика задней бабки без применения акрилопласта
Последовательность ремонта следующая:
- Шабрят поверхность 9 корпуса (рис. 60). Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм
- Фрезеруют поверхность 10 мостика 8 и устанавливают накладку на клею или на винтах.
 При плотном сопряжении выступа мостика с пазом корпуса эту операцию не производят
При плотном сопряжении выступа мостика с пазом корпуса эту операцию не производят - Шабрят сопрягаемые с корпусом поверхности мостика (по корпусу). Количество пятен при проверке на краску — не менее 10 на площади 25 X 25 мм. Выступ мостика должен плотно входить в паз корпуса (без люфта)
- Шабрят поверхности мостика по направляющим станины. Количество отпечатков краски — 10—15 на площади 25 X 25 мм. Одновременно при шабрении добиваются горизонтальности поверхности, сопрягаемой с корпусом, с точностью 0,05 мм на 1000 мм длины. Проверку ведут по уровню, устанавливаемому на поверхности 9 вдоль и поперек направляющих станины. Станину устанавливают и выверяют по уровню, при этом плоскость для крепления коробки подач должна располагаться строго вертикально.
- Скрепляют мостик с корпусом
- Закрепляют бортштангу в шпинделе передней бабки станка. Ось бортштанги в месте крепления резца должна быть выше нормального положения оси шпинделя на 0,05 мм, для чего: измерительный стержень индикатора, закрепленный на суппорте станка, подводят к верхней образующей бортштанги (у места крепления резца) и фиксируют это положение; ослабляют передние болты крепления передней бабки (ось шпинделя уже выверена параллельно направляющим станины), с помощью рычага несколько приподнимают переднюю часть, под передние концы направляющих подкладывают фольгу толщиной 0,02—0,05 мм и закрепляют бабку на станине; подводят индикатор к верхней образующей бортштанги и замечают новое ее положение, при котором ось бортштанги должна быть расположена выше оси шпинделя на 0,05 мм.

- Устанавливают заднюю бабку впереди каретки суппорта и накладывают груз для жесткости
- Растачивают отверстие для пиноли в корпусе задней бабки (за 2—3 прохода), скорость вращения шпинделя 250 об/мин; подача 0,1 мм/мин. При этом чистота поверхности должна быть не ниже V5, конусность — не более 0,02 мм, овальность — не более 0,01 мм.
- Шлифуют отверстие в корпусе с помощью разжимной оправки, закрепленной в шпинделе, и наждачной бумаги. Скорость вращения шпинделя 500—800 об/мин, подача 10—15 м/мин. Чистота поверхности V7, конусность — не более 0,02 мм, овальность — не более 0,01 мм
- Производят доводку отверстия в корпусе с помощью чугунного притира. Скорость вращения шпинделя 200—300 об/мин, подача — 5—8 м/мин. При этом достигается чистота поверхности V 8, конусность должна быть не более 0,01 мм, овальность — не более 0,005 мм.
- Удаляют фольгу из-под направляющих передней бабки и закрепляют переднюю бабку на станине. Собирают заднюю бабку с вновь изготовленной и пригнанной по месту пинолью.
 Движение пиноли должно быть плавным, без люфтов. Зажим должен обеспечить надежное крепление пиноли.
Движение пиноли должно быть плавным, без люфтов. Зажим должен обеспечить надежное крепление пиноли. - Проверяют положение пиноли по отношению к направляющим станины и совпадение центров передней и задней бабок, согласно техническим условиям по ГОСТу 42—56.
Рассмотренный технологический процесс задней бабки широко применяется на многих заводах, несмотря на значительную его трудоемкость.
Восстановление задней бабки акрилопластом
Восстановление задней бабки акрилопластом весьма прост и эффективен, так как отпадают операции по точной расточке и доводке отверстия корпуса и создается возможность сохранения старой пиноли. Ремонт мостика производят так же, как при ремонте без акрилопласта.
Технологический процесс восстановления отверстия корпуса задней бабки включает следующие операции:
- Отверстие под пиноль в корпусе 4 задней бабки (рис. 60) растачивают на расточном или токарном станке, при этом снимают слой металла, равный 2—3 мм. Чистота обработки должна соответствовать V 1, конусность и овальность допускаются не более 0,5 мм.

- В шпинделе 2 передней бабки 1 станка, ось которого выверена на параллельность направляющим станины, устанавливают пустотелую оправку с пробкой 7. Наружный диаметр цилиндрической части оправки соответствует наружному диаметру отремонтированной пиноли и имеет размер на 0,01 мм больший, чем пиноль.
Оправку устанавливают эксцентрично по отношению к оси шпинделя на 0,07—0,08 мм. Для этого в конусное отверстие шпинделя до установки оправки закладывают прокладку формы усеченного конуса толщиной 0,07—0,08 мм. Материалом для прокладки служит бумага или фольга. Форма прокладки (усеченный конус) обеспечивает равномерное биение на обоих концах оправки. - Вращением шпинделя 2 проверяют биение оправки, которое должно быть не более 0,15—0,18 мм, и устанавливают шпиндель так, чтобы образующая оправки с наибольшим плюсовым отклонением располагалась над осью шпинделя. Такое расположение оправки обеспечивает установление разности высоты центров передней и задней бабки (0,05—0,07 мм) в соответствии с требованиями технических условий.

- В корпусе задней бабки 4 над отверстием для пиноли сверлят три отверстия диаметром 6—8 мм; отверстия располагают по середине и по краям корпуса
- Обезжиривают расточенное отверстие корпуса и просушивают в течение 15—20 мин до полного испарения растворителя
- На оправку наносят тонкий равномерный слой мыла, устанавливают корпус задней бабки и закрепляют его болтами на станине
- Отверстие под пиноль (пространство между оправкой и корпусом бабки) герметизируют кольцами и пластилином 6; так же герметизируют отверстия устройств крепления пиноли, а над тремя просверленными отверстиями устанавливают из пластилина три воронки 3 и 5.
- Приготовляют раствор акрилопласта и заливают в среднюю воронку. Заливку завершают, когда масса стиракрила частично заполнит крайние воронки
- Залитую заднюю бабку выдерживают на месте не менее 2 ч при температуре 18—20° С
- Сдвигают заднюю бабку, защищают корпус от пластилина и приливов пластика, делают смазочные канавки, сверлят отверстия, долбят шпоночный паз и производят сборку задней бабки
Ремонт пиноли задней бабки
Этот процесс включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путем установки компенсационной втулки.
Компенсационная втулка (рис. 61, а) имеет цилиндрическую форму снаружи и конус внутри. Втулку часто изготовляют из цементируемой стали, при этом конус закаливают до HRC 58—60. Толщина стенки втулки около наибольшего диаметра конуса принимается от 2 мм и более (в зависимости от диаметра пиноли).
Наружный диаметр втулки изготовляют по расточенному отверстию пиноли с зазором 0,05 мм, чистота обработанной поверхности V5—V6.
Втулку на клее устанавливают в пиноль и после затвердения (через 24 ч) шлифуют конусное отверстие.
Для примера приведем технологию восстановления пиноли задней бабки токарно-винторезного станка модели 1Е61, которая состоит из двух этапов:
- изготовление компенсационной втулки (рис. 61, а)
- ремонт пиноли (рис. 61, б)
- Вытачивают втулку с технологическими припусками, конус Морзе № 3, под шлифовку натяг 7—8 мм, не считая припуска 5 мм. Цементируют на глубину 0,8—1,2 мм. Снимают технологические припуски, оставив по 1 мм на сторону.
 Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса). - Растачивают отверстие в пиноли Ø30А на длине 90 мм (выверяют на биение с точностью 0,05 мм, чистота обработки V 5). Устанавливают втулку на эпоксидном клее и выдерживают 24 ч при температуре 18—20° С. Вставляют пробки с двух сторон, зацентровывают с точностью до 0,02 мм, протачивают пиноль по верху в размер и подрезают передний торец, снимают фаски. Шлифуют наружный диаметр в размер. Фрезеруют смазочную канавку по эскизу. Гравируют цифры по эскизу. Снимают пробки. Затем выверяют пиноль с точностью 0,01 мм, шлифуют конус Морзе № 3 по пробке и передний торец как чисто.
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли.
Читайте также: Описание конструкции токарно-винторезного станка 1К62
Расточка задней бабки токарно-винторезного станка
Притирка задней бабки токарно-винторезного станка
Юстировка задней бабки токарного станка
- Борисов Г. С. и Сахаров В. Л. Краткий справочник цехового механика. М., изд-во «Машиностроение», 1966.
- Гельберг Б. Т. Заводский опыт модернизации станков. Лениздат,1960.
- Гельберг Б. Т. и Пекелис Г. Д. Вопросы технологии и организации ремонта оборудования. М., Профтехиздат, 1960.
- Гельберг Б. Т. и Пекелис Г. Д. Ремонт промышленного оборудования. М., изд-во «Высшая школа», 1967.
- Единая система планово-предупредительного ремонта и рациональная эксплуатация технологического оборудования машиностроительных предприятий. М., изд-во «Машиностроение», 1967.

- Клягин В. Н. Технические условия на ремонт металлорежущих станков нормальной точности. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Минкин А. С. Ремонт металлорежущих станков.Лениздат, 1962.
- Пекелис Г. Д. и Гельберг Б. Т. Восстановление и упрочнениедеталей технологического оборудования. М., изд-во «Машиностроение», 1964.
- Пекелис Г. Д. и Гельберг Б. Т. Механизация слесарно-ремонтных работ. М.—Л., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Гельберг Б. Т. Ремонт металлорежущих станков и кузнечно-прессового оборудования по типовым технологическим процессам. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д., Гельберг Б. Т. и Гордин Ю. Н. Централизация и специализация ремонта оборудования в производственном объединении,ЛДНТП, 1967.
- Проников А. С. Расчет и конструирование металлорежущих станков. М., изд-во «Высшая школа», 1967.
- Шейнгольд Е. М., Нечаев Л. Н. Технология ремонта и монтажа промышленного оборудования.
 М.—Л., изд-во «Машиностроение», 1966.
М.—Л., изд-во «Машиностроение», 1966. - Щебров В. М. Ремонт машин и механизмов. М., изд-во «Высшая школа», 1964.
- Якобсон М. О. Технология станкостроения. М., изд-во «Машиностроение», 1968.
Список литературы:
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Читайте также: Заводы производители токарных станков в России
Полезные ссылки по теме
Восстановление и ремонт задней бабки токарного станка
Задняя бабка токарного станка – элемент строения, служащий для фиксации заготовки в ходе ее обработки. Этот узел – дополнительная база крепления для детали. В ходе выполнения сверлильных работ, бабка примыкает к узлу суппорта и получает через него подачу механического типа. В этом случае сверло вставляется в пиноль, а не в центр.
- Функции задней бабки
- Устройство и принцип работы
- Восстановление и ремонт узла
- Восстановление акрилопластом
Функции задней бабки
Данный элемент конструкции станка отвечает за качество фиксации и обработки деталей. Именно поэтому очень важной его характеристикой должна быть устойчивость. Этот узел предотвращает смещение детали в ходе ее обработки и должна отвечать за корректное местоположение оси центра. К тому же данная деталь отвечает за правильное направление шпинделя и его стабильную фиксацию.
Именно поэтому очень важной его характеристикой должна быть устойчивость. Этот узел предотвращает смещение детали в ходе ее обработки и должна отвечать за корректное местоположение оси центра. К тому же данная деталь отвечает за правильное направление шпинделя и его стабильную фиксацию.
Кроме этих функций, такой узел также должен обладать возможностью оперативной установки на оси станка и опцией точной фиксации детали на обоих центровых отверстиях аппарата. Именно стабильность и устойчивость задней бабки способствуют точной обработке заготовок.
Таким образом, данная деталь также предотвращает возникновение аварийных ситуаций во время эксплуатации станка. В случае неисправного состояния этого узла, деталь может вылететь из центров и повредить станок или ранить оператора.
Устройство и принцип работы
Несмотря на различия в строении задних бабок у многих станков, схема их работы и производства в большинстве случаев приблизительно одинакова. Исходя из этого, можно сложить общую схему строения этой детали в большинстве станков. Классическая конструкция данного элемента конструкции будет выглядеть следующим образом:
Классическая конструкция данного элемента конструкции будет выглядеть следующим образом:
- Хвостовик центра конического типа.
- Ручка управления.
- Винт для вращения.
- Пиноль. Подвижная полая деталь, выполненная в форме цилиндра, предназначена для фиксации вращательного винта. При помощи специальной шпонки пиноль (шпиндель) страхуется от поворота. Шпиндель фиксируется посредством специальной рукоятки, которая имеет прямую и обратную резьбу. Данная деталь может полностью убираться в узел задней бабки.
- Гайка.
- Рукоятка.
- Основа.
- Плита.
- Винт.
- Штыри.
- Паз шпоночного типа.
Данный узел обладает отверстием в шпинделе, куда устанавливаются инструменты для работы с заготовками. Во время эксплуатации станка, узел двигается станиной для подбора походящей дистанции в зависимости от размеров обрабатываемой детали. Учитывая специфику выполняемых работ, шпиндель можно настроить как на вращающиеся, так и на неподвижные детали. Все передвижения данного узла осуществляются в рамках подготовительных работ.
Все передвижения данного узла осуществляются в рамках подготовительных работ.
Узел в устройстве двигается путем зацепления выступа планок. В этом же случае активируется автоматическое передвижение суппорта. Перемещать узел параллельно станине можно посредством специальной рукоятки. Так делают в том случае, если надо закрепить заготовку в центрах, для подводки режущей поверхности к детали и для перемены положения револьверной головки.
В станках с небольшими параметрами, передвижение шпинделя осуществляется посредством специальной шестерни, которая находится в кронштейне. На больших станках узел приводится в движение при помощи электропривода. Передвижение шпинделя осуществляется в направлении оси, и оно не зависит от того, что в нем закреплено – рабочий инструмент или заготовка.
Восстановление и ремонт узла
Поскольку задняя бабка – один из наиболее задействованных узлов во время работы, то она довольно часто выходит из строя. Чаще всего приходится восстанавливать нормальное соотношение мостика и станины, регулировать высоту центров и настраивать точность отверстия. Часто ремонта требуют отдельные детали задней бабки: пиноль, элементы управления.
Часто ремонта требуют отдельные детали задней бабки: пиноль, элементы управления.
Труднее всего восстановить точность отверстия корпуса и отрегулировать высоту центров. Наиболее эффективный метод исправления большинства поломок задней бабки – акрилопласты. Незначительные дефекты отверстия под пиноль можно ремонтировать посредством притир, но после этого желательно использовать тот же акрилопласт.
Для регулировки высоты центров используют растачивание и восстанавливают их параметры при помощи специальных накладок, которые устанавливают на направляющие. После этого необходимо изготовить новый шпиндель. Посадить его на место следует при помощи все того же акрилопласта.
Ремонт пиноли осуществляется также посредством шлифовальных работ с наружной стороны. Чтобы восстановить конусное отверстие применяют втулку, которая выполняет компенсаторную функцию. Снаружи у этой детали форма цилиндра, и только внутри – конуса. Изготовлена она из каленой стали. Внешней диаметр втулки делают по расточенному отверстию, при этом обязательно оставляют небольшой люфт.
Нередко случается такое, что необходимо ремонтировать отверстие для подшипников. Проще всего осуществить ремонт посредством замены испорченного узла. Затем необходимо подстроить внутренний диаметр в соответствии с наличными подшипниками.
Видео: самодельная задняя бабка токарного станка.
Восстановление акрилопластом
- Отверстие для шпинделя расширяют с помощью, снимая металл толщиной 3-4 миллиметра. Показатели овальности не должны превышать полсантиметра.
- В шпинделе передней бабки монтируют полую оправу. Внешний диаметр цилиндрической оправки равняется внешнему диаметру обновленной пиноли.
- Относительно оси пиноли оправку устанавливают от центра. Перед этим следует приделать специальную прокладку (например, из бумаги) в конусное отверстие пиноли.
- После этого тестируют и регулируют биение поправки. Показатели должны находиться в районе 0,16-0,19 мм.
 Затем монтируют пиноль таким образом, чтобы формирующая оправки располагалась над ней с небольшим отклонением. Такое положение детали гарантирует отличие высоты центров и передней бабки на необходимом уровне (0,06-0,08 мм).
Затем монтируют пиноль таким образом, чтобы формирующая оправки располагалась над ней с небольшим отклонением. Такое положение детали гарантирует отличие высоты центров и передней бабки на необходимом уровне (0,06-0,08 мм). - Над отверстием шпинделя необходимо просверлить три маленьких дырки (диаметром около 7 мм). Их следует расположить посредине и на краях корпуса задней бабки.
- Просвет в корпусе обрабатывают обезжиривающим средством и сушат на протяжении 25-30 минут.
- Оправку обрабатывают мылом и монтируют корпус задней бабки. Деталь необходимо закрепить на станине посредством болтов.
- Отверстие под пиноль следует загерметизировать при помощи специальных колец и пластилина. Таким же образом необходимо поступить и с отверстиями для крепления шпинделя.
- Над ранее проделанной тройкой отверстий делают три пластилиновые воронки.
- В среднюю воронку заливают ранее подготовленный раствор акрилопласта. Лить его надо до тех пор, пока частично не заполнятся самые крайние воронки.

- Затем обработанную акрилопластом заднюю бабку оставляют засыхать при температуре 19-20 градусов.
- После этого узел сдвигают и очищают от остатков пластилина, создают специальные канавки, проделывают отверстия, формируют паз шпоночного типа и окончательно собирают всю конструкцию задней бабки.
Задняя бабка является одним из ключевых узлов токарного станка. Именно поэтому каждый оператор подобной установки должен знать строение этой детали, обладать минимальной информацией о наиболее вероятных причинах и «симптомах» ее поломки. Стоит отметить, что хоть самые простые поломки узла и можно устранить самостоятельно, но всегда лучше проконсультироваться со специалистом.
Republished by Blog Post Promoter
Задняя бабка токарного станка по металлу: устройство, принцип работы, ремонт
История возникновения
Непосредственно аналоги современных токарных станков были изобретены еще в глубокой древности. Привод изначально был ручной, а затем — ножной.
На таком станке обычно обрабатывались деревянные изделия. Чтобы приступить к обработке металла пришлось усовершенствовать конструкцию.
Сначала придумали станок, в котором заменили необходимость вручную держать обрабатываемую деталь, на механический держатель.
Наиболее широким изготавливались токарные станки на оружейных заводах. Там же их и совершенствовали, изобрели суппорт, ходовой винт, шестеренчатый перебор. Непосредственно включение суппорта уже сделали автоматическим на некоторых моделях оборудования.
Так производили оборудование до начала 20 века, а после революции появилась коробка передач. Позволявшая менять скорость обработки заготовки.
Выбор типа шпинделя
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.
Их следует учитывать при подборе детали.
Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше.
 Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов. - Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Устройство
К станине прикреплена передняя бабка, а также все основные детали станка и задняя бабка. Основные элементы во всех станках имеют идентичное устройство и общий принцип работы.
Элементы конструкции:
- фундаментальная основа, где размещены элементы управления и все остальные;
- пиноль – крепежный компонент;
- цельный корпус из металла; управленческий рычаг, позволяющая закреплять непосредственно пиноль и основу всей задней бабки;
- маховик, отвечающий за перемещение пиноли;
- винт, с помощью которого производят четкое закрепление элемента по отношению к остальному токарному станку и всем его деталям.

Поскольку все компоненты идентичны, не слишком различается и принцип работы.
Принцип работы
Центральная часть задней бабки присоединена к суппорту. Через него бабка получает поступательное движение, поскольку снабжена самостоятельным приводом передач.
В некоторых видах оборудования производится вращательное движение. Центр самой задней бабки не вращается. Конкретный способ привода зависит от модификации станка, а также от задач, которые необходимо решить.
Назначение узла
Основная функция — надежное закрепление заготовки. Также узел поддерживает второй край заготовки и контролирует стабильное вращение.
При осуществлении процесса сверления задняя бабка соединяется с суппортом, а в патрон пиноля вставляется сверло нужного размера.
Лучшие токарные станки по дереву
Настольный токарный станок по древесине выполнит операции по обточке, шлифованию, выборке пазов и нанесению резьбы. Спецификой является использование ручных резцов и фасонных приспособлений. Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Для фиксации рабочего инструмента используется подручник, который устанавливают между передней и задней опорой
Команда проекта VyborExperta.ru предлагает обратить внимание на 4 модели, которые помогут обработать дерево с безупречным качеством. Оборудование отличается хорошим функционалом и надежными электродвигателями, удобным в работе форматом
Энкор Корвет-74
Стационарный токарный станок по дереву для домашней мастерской с мощным электродвигателем. При весе в 77 кг отличается хорошей устойчивостью, что положительно влияет на качество обработки деревянных заготовок. Асинхронный электромотор вращает шпиндель со скоростью от 500 до 2000 об/мин. Расстояние между центрами в 845 мм позволяет обрабатывать балясины и другие габаритные детали. При работе с компактными заготовками используется планшайба.
За плавную регулировку скорости вращения шпинделя отвечает вариатор. Снизить нагрузку на электродвигатель помогает ременная передача. В ассортименте производителя есть копировальное устройство, которое можно приобрести дополнительно для повышения производительности. Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Для обработки деталей диаметром более 300 мм, передняя бабка имеет поворотную конструкцию.
Достоинства:
- Регулируемый резцедержатель;
- Надежная защита от самопроизвольного пуска;
- Основание в стандартной комплектации;
- Двигатель рассчитан на интенсивную работу;
- Низкая цена.
Недостатки:
Недостаточная мощность мотора для заготовок более 300 мм в диаметре.
Einhell 1000/1
Разработка немецких инженеров привлекла небольшим весом, мощным двигателем и четырехступенчатой коробкой скоростей. Электромотор разгоняет шпиндель до 2600 об/мин. Двигатель рассчитан на интенсивную продолжительную работу, это позволяет использовать станок в небольших мастерских по производству столярных изделий. Двойная рама обеспечивает хорошую устойчивость оборудования.
Габариты станка подходят для заготовок, диаметром до 280 мм. Особенностью конструкции задней бабки является поворотный шпиндель, что упрощает фиксацию детали. Для работы с небольшими заготовками предусмотрена планшайба.
Достоинства:
- Низкая цена;
- Легко регулируется суппорт;
- Упор в комплекте;
- Низкий уровень шума;
- Максимальная длина заготовки 1 метр.
Недостатки:
Греется при интенсивной работе с сырым деревом.
Skrab 57000
Настольный станок с мощным электродвигателем, который раскручивает шпиндель со скоростью 5000 об/мин. Регулировка оборотов бесступенчатая, крутящий момент передается с помощью зубчатой ременной передачи. Оборудование можно использовать для обработки дерева и пластика. Есть возможность подключения фирменного гибкого вала.
Максимальная длина обрабатываемой заготовки 300 мм, диаметр – не более 40 мм. Это делает оборудование привлекательным для моделистов-конструкторов или ювелиров, производителей сувенирной продукции. К координатным столам станок крепится через резиновые опоры, которые снижают вибрацию. Направляющая имеет идеальную поверхность, изготавливается из сплава на основе алюминия, устойчивого к коррозии.
Достоинства:
- Защитный кожух из прочного пластика;
- Низкое энергопотребление;
- Обороты регулируются в автоматическом режиме;
- Рассчитан на интенсивную работу.
Недостатки:
Высокая цена для своего класса.
Record Power DML 305
Настольная модель с двигателем 370 Вт со ступенчатой регулировкой скорости шпинделя. Электромотор рассчитан на продолжительную работу под нагрузкой, а 6 скоростей позволяют решать задачи любой сложности. Это делает оборудование актуальным для профессиональных мастерских. Тяжелая чугунная станина отличается прочностью, обеспечивает хорошую устойчивость в паре с двумя массивными опорами.
Шпиндель задней бабки имеет фиксатор со шкалой деления. Это гарантирует точность настройки. Переключение скоростей выполняется с помощью эргономичных шкивов, доступ к которым очень удобный. Модель рассчитана на обработку деталей, длиной 393 мм, но есть возможность приобрести удлинитель станины для заготовок до 1 метра.
Достоинства:
- Качество сборки;
- Диаметр заготовок до 305 мм;
- Хорошая комплектация;
- Широкий выбор дополнительных опций;
- Стабильная работа под нагрузкой.
Недостатки:
- Завышенная цена;
- Нет функции поворота передней бабки.
Устройство передней бабки
Основным узлом передней баки является шпиндель. Шпиндельная бабка закреплена на левом краю станины. Это наиболее важная деталь из всей конструкции.
Во внутреннем коническом отверстии шпинделя фиксируются различные необходимые приспособления, инструменты, оправки.
Как работает
Движение шпинделю передается от шкива клиноременной передачи. Все валы и сам шпиндель установлены на опорах качения.
При прямом направлении вращения у станка, необходимы большие крутящие моменты. Это возникает за счет большого числа дисков, которые расположены в левой части фрикционной муфты.
Если коробка передач закреплена в тумбе станины, то со шпинделем она связана ременной передачей. Такие модели оборудования названы станками с разделенным приводом.
Такие модели оборудования названы станками с разделенным приводом.
Для чего она нужна?
Передняя бабка осуществляет основное движение и передает вращательный момент от приводного электродвигателя непосредственно к заготовке.
Если станок универсальный, то на нем передняя бабка с помощью конструктивных элементов осуществляет привод подачи суппорта с режущим инструментом.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.

- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Регулировка и ремонт
Регулировка включает обязательные этапы:
- установка величины люфта, который образуется между направляющими у станины и основанием задней бабки;
- минимальные зазоры в подшипниках пиноли, если она вращается;
- устранения смещения центра по отношению к шпинделю.
Как часто необходимо совершать проверку и ее порядок указаны в паспортной документации к каждому станку.
Если возникла необходимость, то проводятся восстановительные или ремонтные работы. Восстанавливают следующие параметры:
- точную стыковку станины с узлом задней бабки;
- высоту расположения шпинделя и пиноли.
Также часто приходится восстанавливать точность отверстия, куда закреплена пиноль.
Передняя и задняя пиноль своими руками
Шпиндельная бабка — это априори наиболее сложный элемент всего оборудования. При изготовлении необходимо учесть, что понадобится блок из сменных шестеренок, которые передают и меняют скорость вращательного движения шпинделя и момента вращения непосредственно с вала коробки передач.
Заднюю бабку делают с подвижным или неподвижным центром вращения. Для подвижного варианта центра понадобится в отверстие пиноли установить пару подшипников: с переднего края с коническим роликом, он будет упорный и задний, радиальный, расточен под конус.
Установка и фиксация заднего центра у станка осуществляется за счет конусного отверстия втулки. Шпиндельная и упорная бабка являются основой конструкции любого токарного станка.
Поэтому мастер должен знать принцип их работы, как сделать такую деталь своими руками и как ее отрегулировать, а по возможности и отремонтировать.
Подручник
Этот элемент условно состоит из двух частей. Для обеих нужен один тип заготовки — 50 мм уголок, внутрь которого вложен другой, шириной 30 мм. Свариваются они вдоль кромок, в итоге должно получиться два отрезка по 260 и 600 мм.
Короткая деталь — регулируемое основание подручника. Одна из полок срезается, но не полностью, оставляется отрезок 110 мм длиной с наклонным срезом. Другая полка подрезается под прямым углом в 60 мм от заднего края. Из толстой стальной пластины нужно изготовить ответную рамку, которая будет зажимать направляющую стойки подручника.
Другая полка подрезается под прямым углом в 60 мм от заднего края. Из толстой стальной пластины нужно изготовить ответную рамку, которая будет зажимать направляющую стойки подручника.
Для изготовления направляющей с зажимом возьмите обычную трубу на дюйм и сделайте в ней продольный надрез болгаркой. Получившаяся гильза должна быть длиной около 150 мм, её вкладываем в 25 мм уголок, ориентируя прорезью наружу перпендикулярно одной из полок. Стягиваем детали струбциной и провариваем по всей длине, ближайшей к прорези полки. Накрываем заготовку вторым уголком такой же длины и крепим его к трубке с обратной стороны.
Направляющая приваривается плашмя к выступающей полке регулировочной рейки с внутренней её стороны. Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.
Подручник крепится на стержне 20 мм гладкой арматуры, который расположен по центру с внешней стороны угловой заготовки. Стержень плотно входит в трубку направляющей системы, а при затягивании винта его надёжно обжимает со всех сторон. Длинная угловая заготовка длиной 600 мм приваривается к прутку с небольшим наклоном на себя и слегка «заточенной» передней кромкой.
Стержень плотно входит в трубку направляющей системы, а при затягивании винта его надёжно обжимает со всех сторон. Длинная угловая заготовка длиной 600 мм приваривается к прутку с небольшим наклоном на себя и слегка «заточенной» передней кромкой.
Самодельный токарный станок и дисковый шлифовальный станок — Блог Paoson
Сегодня я покажу свой последний проект, который я моделировал и разрабатывал в SketchUp пару месяцев. Это токарный станок, полностью изготовленный из березовой фанеры. Как всегда, я пытался разработать конструкцию, которая была бы экономичной и простой в изготовлении.
Я устанавливаю одноступенчатый двигатель мощностью 1 л.с. с частотой вращения 1500 об/мин и мощностью 0,75 кВт. Используя эту конфигурацию шкива, я получаю три скорости: 800 об/мин для деталей большего диаметра и дисковой шлифовальной машины, 1500 об/мин для средних диаметров и самую высокую скорость 2800 об/мин для токарной обработки деталей малого диаметра (диаметром до 50 мм). Это в пределах обычного диапазона скоростей для токарной обработки дерева.
Это в пределах обычного диапазона скоростей для токарной обработки дерева.
Если у вас другой двигатель или вы ищете другие обороты, вы можете рассчитать свои шкивы здесь :
Габаритные размеры: 320 мм в высоту, 1000 мм в ширину и 600 мм в глубину.
Полезные размеры: может обрабатывать детали длиной 450 мм и диаметром 300 мм. Если вам нужно больше, его можно легко изменить, удлинив основание станка.
Если вы заинтересованы в сотрудничестве с моим веб-сайтом или создании собственного токарного станка, здесь вы найдете загружаемые планы.
Как видите, я также прикрепил дисковую шлифовальную машину с левой стороны, чтобы использовать преимущества вращения двигателя. Это подставка для дискового шлифовального станка, которую можно наклонить до 45º, что обязательно иногда пригодится!
Чертежи токарного станка своими руками
1- Как сделать токарный станок по дереву:
Давайте посмотрим, как его сделать. Сначала мы разрезаем все детали в соответствии со списком раскроя 9.0006 .
Наносим клей на эти три детали, которые будут служить основой для станка. Сначала вкручиваю пару шурупов, чтобы детали не двигались при креплении из-за вязкости клея.
Затем мы заканчиваем сборку всей системы, которая будет служить основой для токарного станка.
Теперь я скреплю эти две детали клеем, чтобы добиться большей толщины. В эту часть я вставлю подшипники , которые будут служить осью вращения.
После высыхания создаем место для подшипников с помощью регулируемое сверло . Я буду сверлить отверстие на низких оборотах, продвигаясь медленно, чтобы не сжечь дерево и сверло.
Делаю скидку на вкл./выкл. выключатели , заканчиваю обработку и сборку остальных деталей.
Теперь прикрутим набор к основанию. Сделав это, я наношу пару слоев аэрозольного лака теперь, когда это легко, и пока он сохнет, я нарежу шесть шкивов, три для двигателя и три для токарного станка.
Это шкивы двигателя. Я просверлил в них отверстия с точным диаметром вала двигателя.
Как видите, вал имеет наклонную часть, которая выступает наружу, что не даст шкивам двигаться назад, и в то же время обеспечит тягу.
После механической обработки шкивов вставляем их в вал, стараясь не ударять по ним слишком сильно, чтобы не повредить двигатель. Затем я помещаю винт перед осью, чтобы удерживать их. Теперь подготовлю основу для мотора и прикрутлю его на место. Теперь пришло время точить шкивы. Начну с самого широкого.
Выточу канавку под клиновой ремень , попробую потихоньку отрегулировать правильно. Ставим подшипники на место и присоединяем резьбовой стержень. Я ставлю шкивы токарного станка и склеиваю их вместе.
Прежде чем двигаться дальше, я вставляю ремень. Раскладываю все гайки и шайбы, проверяю размеры, и теперь можно все закрепить и прикрутить на место.
Сейчас я обработаю шкивы токарного станка, прикрепив их к двигателю, и воспользуюсь случаем, чтобы посмотреть, все ли работает правильно. Эти шкивы должны быть того же диаметра, что и их моторные аналоги, чтобы мы могли переключаться между ними, не перемещая мотор.
Эти шкивы должны быть того же диаметра, что и их моторные аналоги, чтобы мы могли переключаться между ними, не перемещая мотор.
С помощью угловой шлифовальной машины затачиваю резьбовой стержень. Отрежьте этот кусок, который я буду использовать для задней бабки токарного станка, и я снова затачиваю этот конец.
2- Задняя бабка и подручник своими руками:
Я начну с изготовления задней бабки и подручника. Сначала я вырезаю и склеиваю эти две детали для задней бабки. Как и раньше, я буду использовать пару винтов в дополнение к клею. Теперь обрабатываю края.
Третья часть будет прикручена только для того, чтобы ее можно было снять позже. Я обрабатываю основу и прикручиваю ее к трем частям.
Отмечу центр для сверления отверстия самой резьбовой шпилькой. Кажется, он вполне соответствует шаблону! Сверлю в нем отверстие и запрессовываю эту накидную гайку . Теперь я делаю отверстие в третьей части, используя сверло того же диаметра, что и резьбовой стержень.
Теперь я делаю отверстие в третьей части, используя сверло того же диаметра, что и резьбовой стержень.
Теперь я могу склеить три детали. Я обрабатываю и ввинчиваю эти усиления. Я прикрепляю ручку, которую я просверлил сверлом диаметром на 1 мм меньше, чем резьбовой стержень.
Теперь я обрабатываю детали для подручника и склеиваю их вместе, как раньше. С помощью 3D-фрезерного станка я обрабатываю этот установочный паз. Я делаю здесь отверстие, чтобы вставить кусок резьбового стержня, который позволит мне отрегулировать высоту подручника.
Бит должен быть на 1 мм меньше, чем стержень, чтобы он вошел. Затем я делаю отверстия сверлом того же диаметра, что и стержень. После обработки всех частей подручника я вырезал и приклеил несколько кусочков наждачной бумаги P120 контактным клеем.
Это поможет нам зафиксировать два аксессуара в желаемом положении. Я подготовил все ручки, вы можете посмотреть, как их сделать, в этом другом видео .
Я также установил выключатели и аварийный замок. Я использовал эту модель, которая была у меня в мастерской, но если вам нужно купить ее. Я рекомендую использовать один из этого типа .
Теперь ставлю мотор на место. Я буду использовать две плоские петли, чтобы заставить его вращаться. Я буду использовать другую соединительную гайку, чтобы сделать центр привода. Потом размечаю вот так и вырезаю ножовкой. Теперь я сделаю скос угловой шлифовальной машиной, чтобы заточить кончики. Я заканчиваю работу напильником и дремелем.
Я просверлил и раззенковал этот кусок алюминия, чтобы защитить подручник. И, наконец, я проведу небольшой тест с куском ясеня. Отметив центры, я ставлю его на место, затягиваю все ручки и регулирую высоту подручника. Так как это не широкая деталь, я выберу комбинацию шкивов с наибольшим числом оборотов в минуту.
Кажется, все работает как надо! Работает плавно, без вибраций, центр привода не проскальзывает.
3- Дисковая шлифовальная машина своими руками:
В этом третьем и последнем видео я буду делать дисковую шлифовальную машину.
Начну с вырезания и обработки крышки станка. Чтобы сложить его, я сделаю несколько надрезов на нижней стороне, оставив неразрезанными всего 1,5 миллиметра. Важно, чтобы волокна на последнем слое фанеры были перпендикулярны разрезам, чтобы он не порвался при складывании.
Я немного смачиваю его водой, чтобы облегчить процесс. Я пытаюсь сложить его перед использованием клея, и, кажется, это работает.
Все отверстия заливаю клеем и клею на шпон толщиной 0,4мм из любой породы дерева, укладываю с помощью вот этих фанерных отрезков и струбцин. В идеале для такого рода операций у нас должны быть форма и контрформа, но с помощью этого метода мы также можем добиться приличных результатов.
Я вырезал это отверстие для ремня с помощью настольной пилы . Затем я отмечаю положение винтов и просверливаю их, я буду использовать сверло на 0,5 мм меньше, чем винты.
Затем я отмечаю положение винтов и просверливаю их, я буду использовать сверло на 0,5 мм меньше, чем винты.
Теперь я начну работать над дисковой шлифовальной машиной. Отмечаю его окружность на доске и вырезаю. При сверлении я использую сверло шириной на 1 мм меньше, чем резьбовой стержень. Вращая деревянный диск при его вставке, я создаю резьбу на самой фанере, позволяющую мне снимать диск при необходимости.
Некоторые из вас могут подумать, что диск нужно затягивать в направлении, противоположном направлению резьбы, чтобы он не разболтался при работе… но в данном случае это невозможно.
Сначала я думал установить два переключателя для изменения направления вращения на двигателе, но в конце концов я подумал о том, чтобы прикрепить сам диск к шайбе на конце, а поскольку резьба в фанере оказывает большее сопротивление, чем металлическая гайка, она не должна это не проблема.
Я выточу все части, чтобы уменьшить возможные вибрации. Также на передней части диска, чтобы избежать колебаний и обеспечить его плавность, а затем я отшлифую края диска из соображений безопасности.
Как видите, затягивание и ослабление диска на резьбовом стержне оказывает значительное сопротивление.
Я начну обрабатывать все части наклонного стола. Диск должен быть съемным, если мы будем точить на высоких оборотах. Если его не снять, вибрации могут оказаться чрезмерными для токарной обработки из-за диаметра самого диска.
Поэтому я буду использовать ту же систему крепления, что и для задней бабки и подручника, что позволит мне легко снять поворотный стол и диск.
Отмечаю отверстия под винты, которые будут служить осью вращения. В этом случае я буду использовать сверло шириной на 0,5 мм меньше, чем винт. Я делаю канавку, чтобы вставить U-образный алюминиевый профиль, чтобы надеть на него угловой датчик. Я обработал обе детали, чтобы зафиксировать стол под углом и завинтить их вот так.
Я удостоверился, что самое верхнее положение находится под углом 90 градусов между столом и диском. Если это не так, я могу отрегулировать его на канавке диска стола.
Теперь все, что осталось, это отрезать и обработать угловой упор и проверить, все ли работает должным образом!
Токарный и дисковый шлифовальный станок Читатели Проекты:
Посетите тему на форуме о токарном и дисковом шлифовальном станке:
Как построить токарный станок за 20 долларов – Новости Матери-Земли, у кого есть недовольный взгляд столяра
однообразно круглые или квадратные ножки на своей самодельной мебели имеет — в то или иное время — хотел иметь токарный станок по дереву. Проблема в том, что токарный станок вряд ли стоит на первом месте в списке покупок для растущего магазина. . . так как стоимость такого устройства просто не оправдывается его универсальностью.
Следовательно, изготовители НОВОСТЕЙ МАТЕРИ-ЗЕМЛИ посчитали, что сборка токарного станка по дереву из подручных материалов будет идеальным проектом для проницательного — , но бережливого — столяра по дереву. Наши исследователи покопались в своих кучах обрезков и запчастей, нашли большую часть необходимых деталей и придумали, как построить станок из того, что они вытащили из кучи. . . за исключением оправки шарикоподшипника и двух шпор, приобретенных у Sears, Roebuck and Company.
Наши исследователи покопались в своих кучах обрезков и запчастей, нашли большую часть необходимых деталей и придумали, как построить станок из того, что они вытащили из кучи. . . за исключением оправки шарикоподшипника и двух шпор, приобретенных у Sears, Roebuck and Company.
Готовый токарный станок — , который будет работать с деревянными брусками длиной до трех футов и диаметром более фута, — производит красиво вырезанные ножки и перекладины… при этом стоимость сборки составляет всего несколько центов свыше 20 долларов. (Конечно, если ваша куча металлолома не достигла размеров «НОВОСТИ МАТЕРИ-ЗЕМЛИ», вы, скорее всего, потратите на новые материалы на несколько долларов больше… но этот инструмент будет выгодной сделкой по цене, в пять раз превышающей нашу.)
Кровать
Обычный уголок, U-образный профиль и кусок соснового стеллажа составляют основу, на которой перемещаются рабочие части инструмента. Вы найдете компоненты, указанные в списке материалов. Ножки подставки согнуты под прямым углом к основанию U-образного профиля. . . Эта задача значительно упрощается, если точки изгиба предварительно нагреваются кислородно-ацетиленовой горелкой. Кроме того, уголки, используемые для раскосов — , которые проходят между каждой ногой и основанием — , должны быть согнуты и отшлифованы, чтобы не выступали острые края.
Ножки подставки согнуты под прямым углом к основанию U-образного профиля. . . Эта задача значительно упрощается, если точки изгиба предварительно нагреваются кислородно-ацетиленовой горелкой. Кроме того, уголки, используемые для раскосов — , которые проходят между каждой ногой и основанием — , должны быть согнуты и отшлифованы, чтобы не выступали острые края.
Во избежание ударов голенями о деревянную опорную полку 1 х 12, скруглите доску с «рабочей стороны» — и приставьте ее дальний край к противоположным ножкам — , прежде чем сверлить и прикручивать полку.
Кроме того, поскольку двигатели стиральных машин имеют разные конфигурации крепления, обязательно спроектируйте скобы для «силовой установки» (они приварены к левой задней ноге) специально для соответствия схеме разболтовки на вашем устройстве. Также неплохо предусмотреть скользящее крепление. . . чтобы можно было регулировать натяжение ремня.
Пути
Для того, чтобы зажать древесину разной длины в шпинделях токарного станка, задняя бабка скользит по паре трубчатых стальных направляющих. Бегунки — , скользящие по направляющим станка — , изготовлены из трубы большего диаметра, что обеспечивает посадку на 0,005″. . . и подручник скользит по ножке точно таких же характеристик. (Примечание: при центрировании двух труб, образующих направляющие, будьте предельно осторожны, чтобы убедиться, что «трубы» параллельны и что никакие детали не деформированы теплом сварки. Кроме того, спилите любые сварочные брызги, которые могут помешать скольжение частей.)
Силовая передача
Любой двигатель стиральной машины мощностью 1/2 л.с. может быть соединен — с помощью пары трехступенчатых шкивов и клинового ремня — с оправкой шарикоподшипника для подачи питания на токарный станок. Если ваш двигатель является односкоростным (а есть несколько двухскоростных моделей, которые можно встроить в конструкцию нашего токарного станка), шпиндель будет вращаться со скоростью 950, 1725 или 3125 об/мин. . . в зависимости от положения ремня на шкивах.
. . в зависимости от положения ремня на шкивах.
Токарные шпиндели
Большинство оправок имеют размер болта 3 1/4″ x 5 1/4″ и общую длину вала примерно 10 дюймов. Такой блок аккуратно поместится на пластине 4″ x 6″ на коробке передней бабки.
С другой стороны, конструкция шпинделя задней бабки более сложная. Подсказка: при приваривании гаек к различным частям устанавливайте болты до прихватки, чтобы резьба гаек не деформировалась под действием тепла. (Обратите внимание также на то, что накидная гайка 5/8″ должна быть вставлена в две накидные гайки 3/4″, прежде чем она будет приварена на место.)
Передняя и задняя бабки
Рабочие части токарного станка установлены на стальных коробчатых профилях … с прорезанными отверстиями для зажимного болта на задней бабке и переключателя и проводов на передней бабке. Шпиндели передней и задней бабки должны быть идеально выровнены, чтобы предотвратить биение. Один из способов добиться этого — сначала приварить переднюю бабку на место, а затем выровнять по ней заднюю бабку. Наденьте один из шкивов на прямозубый конец оправки и вставьте вал шпинделя задней бабки в другой конец шкива. Затем приварите коробку задней бабки к ее бегунку.
Наденьте один из шкивов на прямозубый конец оправки и вставьте вал шпинделя задней бабки в другой конец шкива. Затем приварите коробку задней бабки к ее бегунку.
Электрические детали
Выключатель токарного станка представляет собой обычную настенную коробку, установленную внутри передней бабки и подключенную для прерывания подачи энергии на двигатель. А так как щетки силового агрегата могут загрязниться стружкой от столярных изделий, двигатель и ременная передача заключены в коробку из листового металла с дверцей для доступа.
Резьба по дереву
После того, как вы нанесете слой краски на токарный станок, вы будете готовы попробовать токарную обработку дерева. Существует несколько различных способов использования этого инструмента для получения качественной работы, и — если вы еще не знакомы с основными процедурами работы на токарном станке — вы получите максимальную пользу от инструмента, проведя небольшое внешнее изучение.
Кто знает? Вы можете в конечном итоге стать достаточно вовлеченным, чтобы построить лицевую панель для вашего токарного станка, чтобы выточить чаши. . . или ваш интерес может обратиться к ряду других возможностей, на которые способен ваш новый инструмент — с несколькими «доморощенными» модификациями — .
Список материалов
54" U-образный профиль 4" x 1 1/2"
10" U-образный профиль 3" x 1 1/2" Круглые, бесшовные, холоднокатаные, механические трубки из углеродистой стали 11 калибра
36" 1 3/4" Н.Д. 11 калибра, круглые, бесшовные, холоднообработанные, механические трубки из углеродистой стали
16" Прутковая заготовка 1/4" x 1"
24" Прутковая заготовка 3/8" x 1"
14 " 3/8" x 4" стальной лист
42" 1/4" x 7" стальной лист
12" 1/2" стальной стержень
5" 1/2" труба сортамента 40
3 1/2" 1/4" Труба сортамента 40
56" 1 x 12 стеллажей
12 " 2 дюймовый уголок
1 Кольцо цепи 3 1/2 дюйма «Стержень
36" 1/8 "x 36" Листовая сталь
2 3-ступенчатые шкивы (такие как Craftsman Sears 9ht27882)
1 Споры головы (Craftsman 9HT21052)
1 Хвостовой шпиол (Crascman Sears 9HT21022)
1 5/8.
1 утилизированный двигатель стиральной машины мощностью 1/2 л.с.
9Болты 3/8" x 1·1/2"
12 Гайки 3/8"
1 Шайба 3/8"
1 Барашковая гайка 3/8"
4 Болты с квадратным подголовком 3/8" x 1 1/2"
1 Болт 5/16 x 4 дюйма
1 Гайки 5/16 дюйма
2 Болты 1/2 x 4 дюйма
2 Гайки 1/2 дюйма
1 Болт 1/2 x 6 дюймов
1 Соединительная гайка 5/8 дюйма
1 Шайба 5/8 дюйма
2 Соединительные гайки 3/4 дюйма
1 110-вольтовый настенный выключатель и провода
Как прикрепить древесину к токарному станку с помощью задней бабки или лицевой пластины.
Чтобы выточить древесину на токарном станке, вы должны закрепить древесину на токарном станке. При точении шпинделя древесина удерживается между передней и задней бабками. Для точения чаши я покажу вам, как установить заготовку чаши с планшайбой. Эти два метода позволяют токарному станку вращать древесину, которая затем позволяет вам поворачивать и формировать древесину с помощью ваших инструментов. Это самое интересное.
Это самое интересное.
Как только вы немного повернетесь, этот процесс станет вашей второй натурой. Однако вы всегда должны помнить о надежном закреплении древесины на токарном станке. Отлетающая от токарного станка древесина является основной причиной серьезных травм токарных станков.
Подготовка шпинделя
Подготовьте заготовки. Сделайте их достаточно круглыми или квадратными. На квадратных заготовках отметьте центр, проведя карандашом линию из противоположных углов. Перекресток — это ваше место для отметки. Используйте шило или острие, чтобы сделать углубление в месте пересечения.
Приводная шпилька в передней бабке и подвижный центр в задней бабке будут удерживать заготовку шпинделя на месте. Очевидно, что вы не можете перемещать голову, потому что она должна оставаться соединенной с двигателем. Поэтому убедитесь, что он надежно закреплен и не болтается. (Более дорогие токарные станки позволяют поворачивать переднюю бабку. Просто убедитесь, что она зафиксирована в нужном положении. )
)
Точение шпинделя
Переместите подручник ближе к передней бабке и убедитесь, что подручник не мешает установке шпинделя. Установите заднюю бабку на токарный станок. Ваша задняя бабка регулируется, и есть рычаг, который затягивает и освобождает вашу заднюю бабку. Убедитесь, что ваша задняя бабка подвижна. Переместите его примерно в нужное место по длине токарной заготовки.
На изображении ниже показаны детали задней бабки. Это обратная сторона, потому что рычаги для блокировки задней бабки и пиноли находятся на дальней стороне моего мини-токарного станка. Используйте изображение в качестве справочного материала для следующих инструкций.
Пошаговые инструкции
- Совместите углубления с зубчатым венцом привода и вращающимся центром. Это более неудобно сказать словами, чем это сделать.
- Приложите один конец токарной заготовки к передней бабке. Совместите углубление с центром бабки. Возможно, вам придется отодвинуть заднюю бабку, чтобы поставить заготовку на токарном станке.

- Переместите заднюю бабку так, чтобы она находилась рядом с токарной заготовкой. Вы действительно можете коснуться поворотной заготовки в этот момент, если хотите.
- Зафиксируйте заднюю бабку.
- Совместите углубление с точкой живого центра. Поверните ручку так, чтобы пиноль выдвинулась из задней бабки в сторону передней бабки. Это переместит живой центр в заготовку.
- Продвиньте пиноль, чтобы затянуть две точки в токарной заготовке. На пинце есть стопорный винт. Затяните это, чтобы удерживать перо на месте во время поворота. Вам придется разблокировать это, если вам нужно отрегулировать перо во время поворота.
- Поверните заготовку, которая теперь удерживается между передней и задней бабками. Он должен надежно удерживаться в этом положении и свободно вращаться.
- Подвиньте подручник к заготовке. Отрегулируйте подручник так, чтобы он находился посередине заготовки (или немного выше или ниже, в зависимости от ваших предпочтений при токарной обработке).
 Снова поверните заготовку, чтобы убедиться, что она не прилипла к подручнику.
Снова поверните заготовку, чтобы убедиться, что она не прилипла к подручнику. - Отойдите подальше от станка и включите его. В то время как вращение шпинделя обычно выполняется на более высокой скорости, чем вращение чаши, если вы вращаете большой шпиндель, начните с более низкой скорости.
- Используйте черновую выемку, чтобы повернуть шпиндель.
Регулировка хвостовой бабки
Если у вас есть какие-либо зацепы или вы выполняете тяжелые резы, вы можете обнаружить, что токарная заготовка ослабевает. Иногда это может произойти, если ведущая шпора изнашивает древесину и больше не захватывает древесину в достаточной степени, чтобы повернуть ее. Когда это произойдет, заготовка перестанет вращаться, когда вы попытаетесь сделать надрез.
Выключите токарный станок. Ослабьте стопорный винт на пиноли. Продвиньте перо к передней бабке. Убедитесь, что заготовка надежно закреплена. Зафиксируйте перо в нужном положении. Включите токарный станок и продолжайте вращать.
Другая проблема заключается в том, чтобы не перетянуть перо. Я знаю, он держит шпиндель на токарном станке! Однако чем тоньше становится веретено, как стручок овсянки, тем больше вероятность того, что дополнительное давление согнет веретено и сделает невозможным вращение круглого веретена. Как правило, если проект выполняется за один сеанс и вы не затягиваете перо слишком сильно, все должно быть в порядке. Это сложная задача, если вы снимаете шпиндель с токарного станка, а теперь снова его устанавливаете. Не торопитесь, регулируя шпиндель, чтобы убедиться, что он на месте и не погнут чрезмерным давлением.
Подготовка заготовки чаши
Заготовка чаши может быть квадратной заготовкой для токарной обработки или заготовкой, взятой из бревна. У вас должна быть плоская поверхность, чтобы прикрепить лицевую пластину к заготовке. Чаши, поскольку они имеют больший диаметр, чем большинство шпинделей, имеют более высокую центробежную силу на токарном станке. То есть они хотят покинуть токарный станок, если они не закреплены надежно на месте. Если вы можете обрезать углы заготовки, чтобы она была достаточно круглой. Плохо некруглая заготовка может раскачивать тяжелый токарный станок по комнате!
Если вы можете обрезать углы заготовки, чтобы она была достаточно круглой. Плохо некруглая заготовка может раскачивать тяжелый токарный станок по комнате!
Оцените середину вашего бланка и используйте эту отметку, чтобы центрировать лицевую пластину. Используйте шурупы, чтобы прикрепить лицевую панель к заготовке. Удерживать заготовку на месте важнее, чем экономить древесину. Шурупы имеют резьбу, расположенную дальше друг от друга, что помогает шурупу удерживать древесину. Постарайтесь выровнять отверстия на лицевой панели так, чтобы два винта не располагались на одной линии с волокнами дерева. На лицевой панели диаметром 3 ½ дюйма винты располагаются довольно близко друг к другу. Если они находятся на одной линии волокон, вы можете расколоть древесину и потерять заготовку чаши, когда она находится на токарном станке.
Крепление лицевой панели к токарному станку
Сдвиньте подручник в сторону. Прикрутите лицевую пластину к приводному валу. Чтобы убедиться, что лицевая панель надежно закреплена на приводном валу, приводной вал должен удерживаться неподвижно. У моего мини-токарного станка есть выбивной стержень, который подходит к отверстию в кольце на приводном валу. Одна рука держит его неподвижно, а другая сжимает лицевую пластину. На некоторых токарных станках вы можете заблокировать приводной вал, чтобы он не вращался, или у вас может быть специальный «ключ», чтобы удерживать приводной вал на месте. Если вы не будете удерживать приводной вал неподвижно, вы можете отвинтить заготовку чаши и снять ее с токарного станка во время его работы. (Да, я делал это, когда торопился. Убедитесь, что он плотно прилегает!)
У моего мини-токарного станка есть выбивной стержень, который подходит к отверстию в кольце на приводном валу. Одна рука держит его неподвижно, а другая сжимает лицевую пластину. На некоторых токарных станках вы можете заблокировать приводной вал, чтобы он не вращался, или у вас может быть специальный «ключ», чтобы удерживать приводной вал на месте. Если вы не будете удерживать приводной вал неподвижно, вы можете отвинтить заготовку чаши и снять ее с токарного станка во время его работы. (Да, я делал это, когда торопился. Убедитесь, что он плотно прилегает!)
Чтобы снять лицевую панель с токарного станка, вставьте выбивной стержень в отверстие на приводном валу. Поместите гаечный ключ на лицевую пластину и переместите их в противоположном направлении, чтобы ослабить.
Дополнительная поддержка
То, что вы точите чашу, не означает, что вы снимаете заднюю бабку со станка. При точении внешней стороны шероховатой чаши дополнительная поддержка хвостовой бабки не даст вам пустовать там, где она должна быть. На станке! На изображении выше показано, как задняя бабка перемещена для дополнительной поддержки.
На станке! На изображении выше показано, как задняя бабка перемещена для дополнительной поддержки.
После того, как заготовка чаши установлена, задвиньте заднюю бабку к заготовке. Если вам нужно больше места для подручника, вы можете удлинить пиноль токарного станка, что сдвинет основание задней бабки с заготовки чаши. Убедитесь, что задняя бабка заблокирована, пиноль выдвинута и зафиксирована на месте. Теперь вы можете идти.
Поворот заготовки для чаши
Используйте выемку для чаши, чтобы повернуть заготовку для чаши. С заготовкой чаши, вращающейся на токарном станке, и зерном, перпендикулярным станку (под прямым углом), вы будете срезать торцевое зерно дважды при каждом обороте заготовки. Долото чаши рассчитано на то, чтобы выдерживать силы, возникающие при резке против волокон. Так что не используйте черновую строжку для шпинделя. Есть причина, по которой Spindle находится в названии. Именно для этого его следует использовать.
Мой токарный станок издает странный звук
Обратите внимание на звук, который издает ваш токарный станок. Точение шпинделя и чаши будут немного отличаться. Часто изменение звука токарного станка, дерева или разреза, который я делаю, предупреждает меня о проблеме с точением заготовки. Я затянул несколько чаш обратно на токарный станок, потому что услышал изменение звука, издаваемого резом. Если вы слышите неожиданный звук, выключите токарный станок и проверьте его, чтобы убедиться, что ничего не отсоединилось. Как только все будет в безопасности, вы можете вернуться к повороту. Вот несколько советов по безопасности при токарной обработке дерева.
Точение шпинделя и чаши будут немного отличаться. Часто изменение звука токарного станка, дерева или разреза, который я делаю, предупреждает меня о проблеме с точением заготовки. Я затянул несколько чаш обратно на токарный станок, потому что услышал изменение звука, издаваемого резом. Если вы слышите неожиданный звук, выключите токарный станок и проверьте его, чтобы убедиться, что ничего не отсоединилось. Как только все будет в безопасности, вы можете вернуться к повороту. Вот несколько советов по безопасности при токарной обработке дерева.
Держите древесину на токарном станке хорошо по двум причинам. Во-первых, это защищает вас, и это важно. Во-вторых, вы можете завершить свои проекты. У меня было несколько шпинделей и чаш, которые неожиданно отходили от токарного станка, и результаты были не очень хорошими. Таким образом, безопасность важна, и для токарной обработки это включает в себя сохранение древесины на токарном станке.
Токарная обработка с целью получения прибыли
Эти посты для тебя, токаря. Если вы только начинаете свое приключение по токарной обработке дерева, вам может быть полезно руководство «Введение в токарную обработку». Некоторые простые проекты по токарной обработке веретена — это рождественские елки, деревянные сосульки и медовые ковши. Когда вы учитесь переворачивать миски, крышка от банки Мейсона будет хорошим проектом, чтобы познакомить вас с использованием лицевой панели. Добавьте к этому простую миску или небольшой держатель для колец.
Если вы только начинаете свое приключение по токарной обработке дерева, вам может быть полезно руководство «Введение в токарную обработку». Некоторые простые проекты по токарной обработке веретена — это рождественские елки, деревянные сосульки и медовые ковши. Когда вы учитесь переворачивать миски, крышка от банки Мейсона будет хорошим проектом, чтобы познакомить вас с использованием лицевой панели. Добавьте к этому простую миску или небольшой держатель для колец.
Я люблю точить по дереву и делиться с вами. Спасибо, что присоединились ко мне в этом путешествии по токарной обработке дерева. Получайте удовольствие и не забывайте безопасно поворачивать.
Токарный станок HF 8×12 — теперь 8×21 — удлинитель задней бабки самодельный
gorlosky
Активный пользователь
- #1
Токарный станок HF 8×12 — теперь 8×21 — удлинитель задней бабки самодельный
Ну, мне нужна была дополнительная длина, и я нашел простой способ получить 21 дюйм из 8×12. Я использовал сплошную угловую пластину 5x5x5 с перепонками от use-enco.com за 30 долларов. Путь был сделан из холодной стали 1/2 x 1/2 с сайта onlinemetals.com. Я использовал винты 5/16-18 для крепления к раме станка и 6-32 для крепления направляющей к угловой пластине. Окончательная фрезеровка была сделана в механическом цехе с точностью до тысячи, так что путь идеально выровнен, без прокладок. Конец токарного станка был идеально квадратным, что было приятно. Я запланировал 4 винта, удерживающих направляющую, и сделал деталь заранее, но когда угловая пластина была фрезерована для того места, где должна проходить направляющая, образовалась пористость, поэтому направляющую держат только 2 винта, и этого достаточно. Важно убедиться, что нижняя сторона угловой пластины расположена по центру, чтобы с обеих сторон было достаточно места для захвата задней бабки под блоком с обеих сторон. Несмотря на то, что угловая пластина имеет толщину около 5/8, приятный наклон на нижней стороне позволяет совместить нижнюю часть на 1/2, чтобы задняя бабка могла плавно скользить. Наклон пути под углом 45 градусов был сделан путем удерживания 1/2 x 1/2 в 2 V-образных блоках, а затем вырезания наклона на ленточной пиле.
Важно убедиться, что нижняя сторона угловой пластины расположена по центру, чтобы с обеих сторон было достаточно места для захвата задней бабки под блоком с обеих сторон. Несмотря на то, что угловая пластина имеет толщину около 5/8, приятный наклон на нижней стороне позволяет совместить нижнюю часть на 1/2, чтобы задняя бабка могла плавно скользить. Наклон пути под углом 45 градусов был сделан путем удерживания 1/2 x 1/2 в 2 V-образных блоках, а затем вырезания наклона на ленточной пиле.
http://www.use-enco.com/CGI/INSRIT?PARTPG=INLMKD&PMPXNO=948518&PMAKA=418-4325
http://www.onlinemetals.com/merchant.cfm?pid=7175&step=4&showunits=inches&id= 230&top_cat=197
stevecmo
Активный пользователь
- #2
Десять баллов за нестандартное мышление! Мне это нравится.
wrmiller
Главный Тинкерер
- #3
Отлично сделано!
Билл
Доктор Ульма
Бесконечно Любопытный
- #4
отличная работа!!!
scrollsawer61
Зарегистрировано
- #5
Отличная идея. Думаю, мне придется изучить его, если не постоянное крепление, то что-то, что можно установить при необходимости, а затем удалить?
Барри
Патент TN
Активный пользователь
- #6
Вау. Ты гений. Кто бы мог подумать, что можно точно удлинить станину станка? Интересно, смогу ли я сделать это с моим маленьким Атласом — в любом случае у него только плоские пути, и не о чем беспокоиться.
Дон Б.
Активный пользователь
- #7
Замечательно..! Какое приятное времяпрепровождение в свободное от работы время, мне нравятся такие вещи, когда я вижу, как люди находят пути решения проблем или способы расширения возможностей станка, отличная работа…!)
Чукорландо
Зарегистрировано
- #8
Ницца.
Джордж Уилсон
Глобальный модератор
- #9
Но ваша каретка не может дотянуться до центра задней бабки. Вы сделали длинные, офсетные фрезы?
Много лет назад мне пришлось выточить несколько латунных цилиндров диаметром около 6 дюймов и длиной около 5 дюймов на моем 10-дюймовом токарном станке. Я не мог поставить каретку рядом с этими цилиндрами, которые, к счастью, были сделаны из мягкого, литая желтая латунь. Я сделал длинный инструмент из круглого бурового стержня, который протянулся вокруг цилиндров, чтобы сделать отливки гладкими, и добавить некоторые детали. Это сошло мне с рук из-за того, что латунь легко режется.0003
Джимисбелл
Активный пользователь
- #10
Похоже, это как раз то, что мне нужно для винтовочных стволов. Я посмотрю, смогу ли я скопировать ваш дизайн. Что касается каретки, которая не доходит до задней бабки, я думаю, что просто переверну заготовку, чтобы сделать другой конец.
Спасибо за все фотографии. Каждый из них стоит 1000 слов.
Самодельный мини токарный станок… …
Занимаясь токарной обработкой дерева, я обнаружил, что маленький токарный станок может пригодиться для, ну, в общем-то, более мелкой работы. Я планирую сделать для своей дочери кукольный домик, и, без сомнения, мне понадобятся крошечные шпиндели, которые могут быть немного трудными для моего токарный станок.
Раньше я пытался точить на нем очень мелкие детали, но он великоват и, честно говоря, предназначен для токарной обработки довольно больших кусков дерева, поэтому я занялся поиском дешевого мини-токарного станка, они довольно дороги для что они из себя представляют, поэтому я подумал о том, чтобы сделать один, и, посмотрев на несколько самодельных мини-станков, я понял, что у меня есть почти все, что мне нужно, чтобы сделать небольшой токарный станок.
Вот силовая установка для токарного станка —
| Я знал, что найду этому применение 🙂 |
Это то, что осталось от старой настольной шлифовальной машины, я модифицировал ее несколько лет назад, чтобы какое-то время использовать точильный камень, затем я купил дрель и построил надлежащую систему для заточки вещей, так что старая настольная шлифовальная машина осталась включенной. полка, пока что есть.
Так как это старый настольный шлифовальный станок, у него 2 скорости, выключение и включение 🙂 он вращается где-то от 2000 об/мин до 3000 об/мин (плюс-минус) он довольно хорошо справляется с нагрузкой при точении куска дерева, и не Если не станет слишком жарко, возможно, позже я сделаю для него какой-нибудь регулятор скорости.
Я потратил некоторое время на размышления о том, как сделать пригодные для использования переднюю и заднюю бабки, в конце концов я решил использовать старые патроны от сломанной аккумуляторной дрели в качестве передней и задней бабок.
| Немного потрепан от удаления, но все еще работает. |
Конец приводного вала был отшлифован с помощью напильника, пока он вращался, чтобы удерживать его по центру, затем я нарезал на него резьбу с помощью метчика и набора штампов и в основном навинтил патрон на вал, почти так же, как он был закреплен на дрели, это делает очень простой способ изменить способ крепления дерева к токарному станку, вы можете использовать винт с резьбой или вы можете обрезать один конец дерева и зафиксировать его прямо в патроне.
В основном я пытался сделать уменьшенную версию моего станка, который может обрабатывать дерево длиной до метра и шириной около 50 см, мини-станок может иметь длину около 30 см и ширину около 10 см. я уже использовал его, чтобы повернуть пару вещей 🙂 это сработало лучше, чем я ожидал.
Задняя бабка сконструирована таким образом, чтобы скользить вперед и назад, что позволяет легко приспосабливать доски разной длины, примерно так работает мой большой токарный станок.
Задняя бабка —
| Это немного хакерски, но работает 🙂 |
Идея видна, задняя бабка скользит вперед-назад по 2 стержням, и зажимается болтом и барашковой гайкой для удобства регулировки, выглядит не очень красиво, но это не имеет значения, пока оно работает.
Я использовал другой старый патрон для задней бабки, я сделал это, потому что это означает, что я могу использовать различные предметы в качестве центров, на картинке я переделал вращающийся центр моего большого токарного станка. 2 стержня, по которым скользит задняя бабка, максимально центрированы, я использовал маятник, чтобы найти правильную линию от передней бабки.
Патрон задней бабки —
| Выглядит немного странно, но работает. |
Я закрепил этот патрон так же, как и патрон передней бабки, просто навинтил его на стержень с резьбой и использовал болты, чтобы он не двигался. Патрон прикреплен к L-образному кронштейну, что, как я думал, подойдет, но оказалось, что он слишком сильно прогибается, поэтому я добавил скобы белого цвета, чтобы придать ему немного больше прочности.
Патрон прикреплен к L-образному кронштейну, что, как я думал, подойдет, но оказалось, что он слишком сильно прогибается, поэтому я добавил скобы белого цвета, чтобы придать ему немного больше прочности.
Как я уже упоминал, я взял для этого вращающийся центр из моего большого станка, но я сделал переходник, чтобы можно было легко снять центр и установить его обратно на большой токарный станок, если мне понадобится.
Вращающийся центр —
| Немного великоват для этого станка, но сойдет. |
Первоначально я сделал мертвую точку для токарного станка, но обнаружил, что это немного проблематично, потому что она слишком сильно перемещалась в конце дерева, это может быть связано с несколькими вещами, но я решил, что использование этой точки в любом случае лучше. , оказывается намного лучше, хотя, если он недостаточно плотно вставлен в дерево, он издает ужасный скрип :-/ Этот центр предназначен для того, чтобы просто нажимать и снимать штифт, поэтому я сделал адаптер таким же образом, из старая 8-миллиметровая головка, в основном потому, что она была примерно подходящего размера для начала, головка предназначена для использования в аккумуляторной дрели, поэтому она идеально подходит для этого, и когда мне нужно использовать центр в другом месте, мне просто нужно выбить его с небольшим молотком.
Зажим для задней бабки — это просто болт и барашковая гайка, я использовал его, чтобы упростить перемещение, мой большой токарный станок использует аналогичный метод, будь то гайка и болт гораздо большего размера.
Зажим —
| Простые 🙂 |
Вы можете видеть концы белых скоб, которые я использовал для дополнительной прочности, в какой-то момент я приварю их к другой скобе, хотя на данный момент в скобах есть определенная пружина, что означает, что, когда зажим затянут, он работает немного как пружинная шайба и не дает ей расстегнуться 🙂 так что я мог бы просто оставить ее.
Вот изображение задней бабки в том виде, в котором она была изначально —
Вероятно, слабовато для этого, поэтому дополнительные кронштейны. |
Вот и оригинальный центр —
| Просто кусок резьбового стержня с заточенным острием. |
А вот и барабанная дробь 😉 мини-токарный станок Acme —
| Не красиво, но работает, немного похоже на меня 😉 |
Есть кое-что, что я хочу добавить к нему, для начала упор для инструмента, в данный момент я использую деревянный брусок, я бы предпочел какой-то регулируемый упор, но пока сойдет. Мне также нужно разработать эффективный способ прижать его к рабочему столу или даже к станине моего большого токарного станка, но это все в будущем, на данный момент все прикручено и прикручено, но я, вероятно, буду приваривать его где Я могу для дополнительной прочности, я хочу, чтобы она продлилась, так как я планирую использовать ее довольно часто, для небольших работ, таких как легкие тяги, которые я сделал, чтобы проверить это.
Легкая тяга —
| Не очень хорошая картинка. |
| Еще одна легкая тяга из древесины груши. |
Моя жена заметила, что ей не нравятся маленькие пластиковые концы световых шнуров в ванной, поэтому я сделал их для проверки токарного станка, один сделан из части старой вешалки для полотенец, а другой из небольшого куска грушевого дерева. , ничего особенного, но было бы немного сложно выточить его на большом токарном станке, легкие тяги имеют длину около 8 см и толщину от 1,5 до 2,5 см, я мог бы выточить их на большом токарном станке, но подручник бы нужна некоторая модификация, чтобы я мог поставить его в нужное место для токарной обработки мелких деталей, что, если честно, я не удосужился сделать, и, кроме того, делать этот мини-токарный станок было веселее 😉
Теперь я добавил черновую подставку к мини-токарному станку и обнаружил, что задняя бабка имеет слишком большой люфт, поэтому требуется дополнительная настройка, я записал короткое видео о работе токарного станка, он тише, чем я подумал, я также использую один из моих самодельных инструментов Oland, не может быть плохо.
Спасибо за внимание.
Держатель матрицы задней бабки для токарных станков [Проект Easy Machining]
Примечание редактора: это был один из первых проектов ручной обработки, которые я выполнил много лет назад на своем новом ручном токарном станке. Я использовал его в течение многих лет после этого.
Каким-то образом мне всегда удается открыть много банок с червями, прежде чем что-то закончить. В этом случае я работал над задней пластиной патрона для установки моего 6-кулачкового патрона Buck, когда понял, что было бы очень удобно иметь держатель матрицы задней бабки. Есть группа людей, которые сделали это и предоставили информацию в сети о том, как это сделать. Я взглянул на них, а затем решил просто создать собственный дизайн. Он в значительной степени заимствует из многих из этих источников, а также использует преимущества некоторых предметов, которые у меня были под рукой, таких как шестигранный приклад.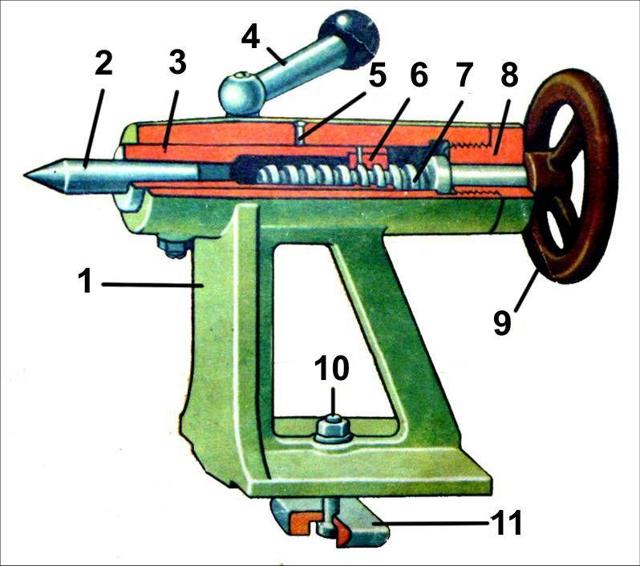 Вот основная идея:
Вот основная идея:
Сделать держатель матрицы было очень просто. Есть две части — оправка и сам держатель штампа. Их можно сделать из чего угодно, но у меня оказался нержавеющий стержень диаметром 15/16″ для оправки, а действительно классной деталью был шестигранный стержень 2″ 12L14. Это казалось идеальным, так как установочные винты, которые удерживают матрицу, должны быть просверлены точно под углом сторон шестигранника. Я должен сказать, что и нержавеющая сталь, и 12L14 также очень хорошо обрабатывались с помощью моего инструмента для карбидных вставок.
Мои шаги выглядели примерно так:
Оправка:
1. Поверните и поверните большой конец 3/4″ по размеру, оставив увеличенный фланец в качестве упора против держателя шестигранной матрицы. Я использовал 3-х кулачковый патрон, так как это не особо точная деталь, которую мы делаем.
2. Пока вы находитесь на этом конце оправки, я бы сделал 45-градусный скос на большом конце и запилил все заусенцы хорошо мелованным напильником. Я купил немного железнодорожного мела в магазине Brownell’s, и он отлично режет напильники. Я также получил на eBay партию деревянных ручек для напильников, которые обеспечивают безопасность и удобство при обработке токарной заготовки. Для этого не нужно много напильника — вам просто нужно сбить острые края и любые заусенцы.
Я купил немного железнодорожного мела в магазине Brownell’s, и он отлично режет напильники. Я также получил на eBay партию деревянных ручек для напильников, которые обеспечивают безопасность и удобство при обработке токарной заготовки. Для этого не нужно много напильника — вам просто нужно сбить острые края и любые заусенцы.
3. Переверните оправку в патроне, чтобы можно было работать с ее узким концом. Так как мои сверлильные патроны все 1/2″, и я хочу припарковать эту штуку в сверлильном патроне задней бабки, а не возиться с поворотом конуса (может быть, в другой раз), я уменьшил его чуть меньше, чем 1/2″, чтобы 7/16″. Кстати, это хорошая практика, чтобы увидеть, насколько близко вы можете подобраться к этим размерам. Они на самом деле не имеют значения в этой части, но вы также можете попытаться поразить цифры. Вы узнаете много нового о своем токарном станке.
4. В завершение сделайте красивые скосы под 45 градусов в нужных местах. Вы можете видеть на моих фотографиях то, что я считал уместным. Я поворачиваю фаски с верхним ползунком, установленным под углом 45 градусов, и делаю окончательную очистку несколькими проходами напильника. Работает отлично!
Я поворачиваю фаски с верхним ползунком, установленным под углом 45 градусов, и делаю окончательную очистку несколькими проходами напильника. Работает отлично!
Держатель штампа:
1. Центральная проблема здесь — это чертово центральное отверстие, которое должно проходить насквозь и имеет довольно большой диаметр. Закрепите шестигранник в 3-х челюстях (да, он очень хорошо подходит своей формой к челюстям) и начните с торца. Я почти решил, что мне нужно всегда сталкиваться с концами этих вещей, как только они находятся в патроне, и, возможно, также делать легкий токарный рез после того, как я забыл сделать это пару раз и должен был вернуться!
2. Теперь просверлите конец с помощью патрона задней бабки по центру и начните продвигаться до самого большого отверстия, которое вы можете просверлить. Если вы можете пройти весь путь до 3/4″, у вас будет больше мощности! Я мог перейти только к 1/2″, и я делал это медленно и с большим трудом. К счастью, мне удалось просверлить шестигранник насквозь, но едва. Вы должны быть очень осторожны, чтобы отступить и очистить стружку, и вам нужна смазка. Я использую Tap Magic, щедро нанося его на сверло щеткой для стружки каждый раз, когда очищаю от стружки. Эта операция займет смехотворно много времени, но такова жизнь.
К счастью, мне удалось просверлить шестигранник насквозь, но едва. Вы должны быть очень осторожны, чтобы отступить и очистить стружку, и вам нужна смазка. Я использую Tap Magic, щедро нанося его на сверло щеткой для стружки каждый раз, когда очищаю от стружки. Эта операция займет смехотворно много времени, но такова жизнь.
3. Когда вы, наконец, закончите, вам нужно решить, какой конец у вас есть и что вы хотите сделать. Сначала я решил сделать конец штампа, поэтому вышла моя расточная планка. Сначала я попробовал свой маленький 1/4-дюймовый стержень — он был бесполезен для этого! Затем я выломал 1/2-дюймовый стержень с карбидной вставкой, и он справился со своей задачей, как если бы он прорезал жопу! Очень хорошо. Медленно приближайтесь к диаметру штампа, тщательно проверяя и вырезая меньше по мере приближения. Вы же не хотите переборщить! Отверстие, которое мне было нужно для моих штампов, было чуть больше 1″. Попробуйте поставить кубик, когда вы приблизитесь, и успокойтесь, сколько вы отрежете. Помните, то, что вы поворачиваете на циферблате, увеличивается в 2 раза на диаметр!
Помните, то, что вы поворачиваете на циферблате, увеличивается в 2 раза на диаметр!
4. Последним моим шагом на конце матрицы было создание небольшого входного скоса, чтобы помочь направить матрицу в отверстие. Это еще один из тех 45-градусных конусов, которые я повернул, установив верхний ползун под углом 45 градусов и разрезав его поперек. Обратите внимание, что для получения достаточного зазора вам придется использовать расточный стержень на этом внутреннем диаметре.
5. Хорошо, переверните деталь и займитесь другим концом. Начните с того конца (естественно!).
6. Большая работа здесь состоит в том, чтобы просверлить отверстие 1/2″, чтобы оно стало отверстием 3/4″. Это глубокая глубокая яма, и я очень беспокоился о том, чем она обернется. В моей голове мелькали образы сломанного и застрявшего бурового стержня. Без проблем! Я делал это медленно и отступал, чтобы убрать стружку в середине каждого прохода. Это был часовой процесс, но я использовал ходовой винт в качестве силовой подачи, так что это действительно было не так уж плохо. Опять же, когда вы приближаетесь, делайте более мелкие разрезы и чаще измеряйте. Когда вы подойдете совсем близко, начните пробную установку беседки.
Опять же, когда вы приближаетесь, делайте более мелкие разрезы и чаще измеряйте. Когда вы подойдете совсем близко, начните пробную установку беседки.
7. После того, как вы подошли к беседке, вы можете добавить несколько декоративных штрихов, как это сделал я. В основном я просто экспериментировал и учился. Я начал с того, что повернул примерно 7/8 дюйма задней части держателя штампа с шестигранной на круглую. Прерванный рез издавал интересный звук циркулярной пилы, когда острые края ударялись о мою твердосплавную вставку, но никаких побочных эффектов не было, и вскоре у меня там появилось очень красивое круглое плечо. Я попробовал накатку, которая вышла не так уж плохо, но я не мог довести ее до шестигранной части, не задев держатель, поэтому я сдался и повернул накатку вниз и выключил. Я решил закончить, скосив конец шестигранника, а также цилиндрический конец держателя штампа еще раз, установив верхний ползун под углом, обрезав, а затем зачистив напильником. Мне показалось, что получилось очень красиво! Вся эта ерунда исключительно для украшения, так что если вам нужна чистая функциональность, просто пропустите ее.
8. Последним шагом было просверлить и нарезать установочные винты. Это было легко из-за шестигранной формы, и я просто использовал свой сверлильный станок и пилотные держатели метчиков.
Перекладины Tommy Bars:
Шестигранная форма заставила меня задуматься, смогу ли я обойтись без перекладин Tommy Bars, но в конце концов я решил, что было бы интересно попробовать ручку с накаткой для проекта. Как вы увидите на фотографиях, у меня получилась очень легкая накатка — недостаточное давление. Я думаю, что это выглядит хорошо, но в следующий раз я буду давить намного сильнее. Между прочим, этот маленький Tommy Bar имеет правильную пропорцию для этого станка и прекрасно лежит в руке. Я также подумал о том, чтобы ненадолго перейти на три из них, но один работает просто отлично.
Посмотрим, насколько хорошо все получилось:
ЦИФРОВАЯ КАМЕРА OLYMPUS
Это мой глушитель калибра .