
Как правильно сваркой пользоваться – Сварка инвертором для начинающих: инструкции и видео
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
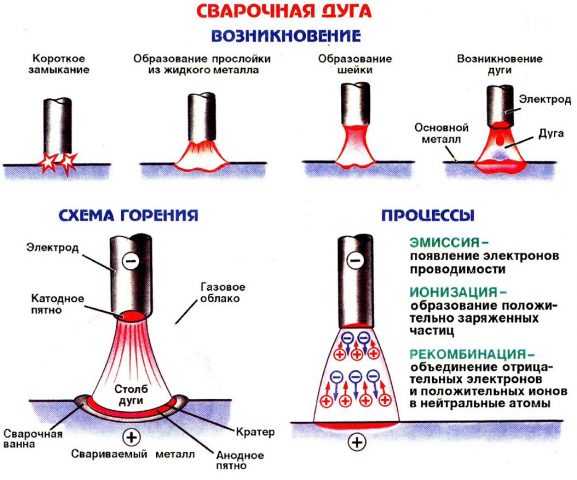
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.

Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.

Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
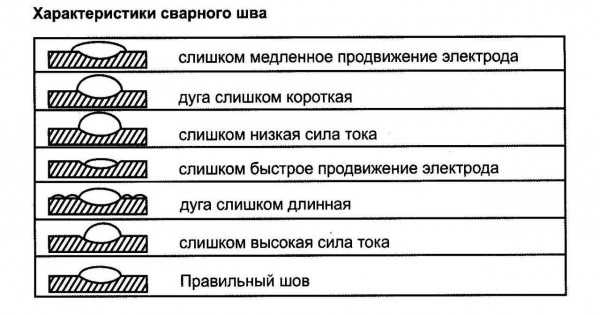
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.

Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
remboo.ru
Как правильно варить электродами: движение и наклон электрода?
Будет ли это ремонт в квартире либо же постройка нового гаража – знания азов сварки металлов пригодятся всегда. Когда происходит постройка нового объекта, то в любом случае нужно будет прибегать к сварочным работам для модификации элементов интерьера или экстерьера. Для красивых швов понадобится рука профессионала, однако, там, где это не принципиально, работу сделает и неопытный сварщик, который знает, как правильно варить сваркой электродами.
Общие сведения
Электросварка – это процесс соединения металлов при помощи тепловой энергии электрической дуги. Температура при сварке электродом может достигать 6500°С, что превышает температуру правления большинства известных металлов. Есть огромное количество областей производства, где применяется электрическая дуговая сварка. Эта технология предоставляет возможность создавать массивные сооружения и производить экономичный ремонт конструкций, не требующих много физических усилий.

Сварка с использованием электрода
Сваренные металлы не уступают по прочности оригинальной конструкции. Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Особенности электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Если в рамках строительного проекта нужно выполнять длинные швы, то рациональным решением будет использование автоматической сварки. Ручной тип больше подходит для более тривиальных задач. «Красота» при ручном сваривании зависит от профессиональности сварщиков. Есть несколько способов узнать, как варить сваркой электродам – видео и пошаговые инструкции имеют самую высокую информативность.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Виды электродов
Есть различные типы электродов для ручной дуговой сварки:
- Проводник, обработанный силикатной обсыпкой. Это популярный тип, используется для резки металлов. Наиболее распространённые размеры: 0,3 см и 0,4 см. Перед тем как варить сваркой электродами тройкой или четверкой, необходимо иметь представление о виде работы, которую нужно проделать.
- Вольфрамовые. Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
- Электроды, обработанные стеклянной обсыпкой. Эти электроды для сварки оцинкованных труб используются наиболее часто. Когда проваривается шов, шлаковый шлейф отпадает сам, что существенно снижает риск повреждения конструкции.
Технология сварки электродами
Чтобы воспользоваться технологией дуговой сварки, для начала необходимо убедиться, что к электроду подключен переменный или постоянный ток. Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
После воздействия высокой температуры дуги (она может достигать 7000°С), происходит плавка металла. Электрод расплавляется и соединяется со смесью металлов.
«Обратите внимание!
Нужно знать, как правильно варить нержавейку электродами, чтобы получить полноценный сплав.»
В процессе сварки используется сварочная ванна. Размеры ванны зависят от множества факторов, в число которых входят размер конструкции, скорость движения дуги, а также режима сварки (ручной или автоматический). Длина ванны в среднем составляет 15 мм.
Как подключать электрод?
Если подключить к изделью анод (+), то будет происходить ручная дуговая сварка прямой полярности. При присоединении отрицательного полюса (-), будет выполняться сварка ручного типа с обратной полярностью. Таким образом, имеется прямое и обратное подключение проводника. Оба эти виды подключения можно использовать – конкретный тип зависит от толщины металла. Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Как правильно зажигать дугу?
Прежде чем зажечь дугу, необходимо выбрать нужную силу тока на сварочном устройстве. Аппарат имеет два кабеля:
- на первом находится зажим;
- на втором – специальный держатель, на который крепится электрод.
Зажечь дугу можно двумя способами:
- касания;
- чирканья.
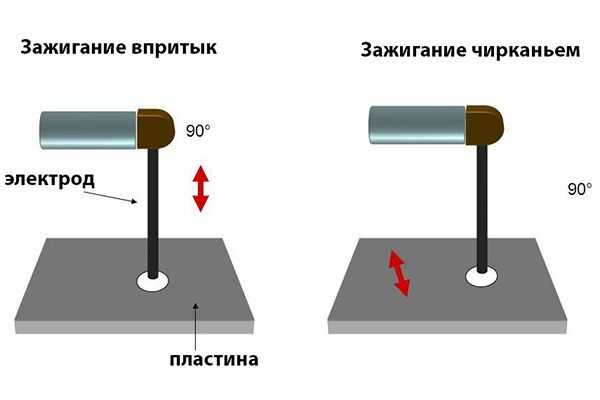
Способы зажигания сварочной дуги
Подготовка электродов к сварке и виды передвижения являются основными отличиями способов зажигания дуги.
Если используют процесс касания, то электрод располагают под углом 90 градусов по отношению к тому месту, где будет образован шов. Когда произошло первое касание, проводник отводят на 0,3 сантиметра. За счет большого количества тепловой энергии достигается температура, помогающая соединять металлы.
Метод зажигания чирканья напоминает зажигание спички. Касание должно быть плавным, а располагать проводник нужно в одном направлении. После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
Необходимый наклон электрода
Подача электродов зависит от того, какое положение занимает сварка, а также от толщины и свойств металла, который необходимо сплавить. Что касается направления сварки, то здесь возможны следующие варианты:
- налево;
- направо;
- к себе.
Вне зависимости от того, какое направление было выбрано сварщиком, важно убедиться, что была достигнута максимальная глубина сварки, а шов формируется правильно. Чтобы получить ровный и эстетически красивый шов рекомендуется наклонять проводник под углом 30-60°.

Положение электрода при сварке
Движение электрода
Движения электродов, что выполняются во время сварки, называют колебательными. Существует большое количество подходов к выполнению сварочных работ.
Первое движение называется поступательным. Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Второе движение называется смещение и подразумевает смещение проводника вдоль его оси, чтобы образовать шов. Конкретная скорость смещения зависит от:
- диаметра устройства;
- силы переменного или постоянного тока;
- скорости плавления.
Если поперечные смещения отсутствуют, то шов получится узким (он чаще всего используется при сплаве тонких конструкций).

Варианты движения электрода при сварке
Как выбрать ток для сварки?
Для начала стоит определить вид тока для сварочных работ: постоянный или переменный. При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
Определившись с полярность электрода, необходимо выбрать диаметр проводника. От него зависит вид тока, а также время горения электрода при сварке. Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Заключение
Нужно помнить, что электрическая сварка бывает автоматической, полуавтоматической и ручной, а выбор проводников и тока зависит от тонкостей сварочных работ. Кроме того, если работник выяснил, как правильно варить сваркой электродами, типы швов у него будут получаться тонкие и красивые.
svarkaipayka.ru
Как правильно работать сваркой — дуговая сварка ВИДЕО уроки
Для того чтобы научиться пользоваться сварочным аппаратом, необходима не только практика, но и специальные теоретические знания. В данной статье будут рассмотрены основные моменты того, как правильно работать сваркой, чтобы не только сделать красивый и качественный шов, но и обеспечить безопасность себе и окружающим. Дуговая сварка, видео уроки по которой даны на нашем сайте, — работа весьма серьезная. Перед тем, как приступить к обучению сварочным работам, необходимо приобрести средства защиты, электроды и специальную экипировку. Кратко остановимся на каждом из этих пунктов.
Экипировка
Как у профессионального сварщика, так и у любителя, должна быть спецодежда, в которой он будет проводить все работы. А именно:
- Комбинезон или халат со штанами должны быть выполнены из очень плотного материала. Опытные специалисты предпочитают плотный брезент.
- Перчатки из замши или брезентовые рукавицы защитят руки от термических ожогов, которые могут возникнуть в результате попадания раскалённых брызг на кожу.
- Маска сварщика или защитный щиток со специальными светофильтрами смогут обезопасить лицо от брызг, а глаза — от опасного излучения.
На месте, где проводятся сварочные работы, должно быть ведро с водой и большой кусок плотной ткани или плед, чтобы сбить пламя в случае случайного возгорания от искры. Перед работой следует убрать из зоны досягаемости все легко возгораемые предметы.

Электроды
Электроды при сварке выполняют функцию передачи тока ко шву. Новичкам рекомендуется начинать с применения электродов в виде твёрдых стержней с плавящим напылением диаметром 3 мм. Для электродов с большим диаметром нужно мощное оборудование, а изделия с диаметром 2 мм используются для сварки тонколистового металла.
Пользоваться отсыревшими, старыми или повреждёнными электродами запрещено.
Практические занятия
Для тех, кто первый раз берёт в руки сварочный аппарат, не лишним будет просмотреть «Дуговая сварка: видео уроки», чтобы ускорить процесс обучения и избежать ошибок.
Перед проведением любых сварочных работ рабочую поверхность металла необходимо очистить от грязи и ржавчины.
Взяв первый раз в руки сварочный аппарат, нужно сначала научиться делать ровные валики на металле, а уж потом переходить к освоению технологии выполнения соединительных швов.
Для этого:
- В держатель сварочного аппарата вставляется электрод.
- Для создания электрической дуги нужно несколько раз постучать им по заготовке или сделать чиркающие движения.
- Теперь электрод направить на заготовку и стараться сохранить между металлом и дугой расстояние от трёх до пяти миллиметров. Это умение является очень важным для выполнения красивого шва, так как при изменении величины зазора дуга прерывается, и качество работы снижается.
- Электрод направляют под углом 70 градусов к поверхности металла. По мере приобретения опыта этот наклон можно изменять в зависимости от специфики работы.
- Правильно подобрать силу тока можно только методом экспериментов. При слабой силе тока дуга будет гаснуть, а при сильной — расплавлять металл.
- Отрегулировать скорость перемещения электрода. При быстром передвижении (высокой скорости сварки) количества расплавленного металла может не хватать на образование шва. А вот медленная скорость приводит к перегреву основного металла и образованию его избытка и растеканию.
Освоив первые уроки, как правильно работать сваркой, можно приступать к следующему этапу.

Выполнение соединительных швов
Здесь представлена дуговая сварка (видео уроки), как правильно выполнять соединительные швы.
Как видим, начало процесса аналогично описанному выше. Разница состоит в том, что рука должна двигаться не по прямой линии, а по ломаной траектории, чтобы перераспределить расплавленный металл с одной части заготовки на другую. Для практики лучше использовать куски ненужного металла, и только, когда шов начнёт хорошо получаться, можно переходить к работе с рабочими заготовками.
Остывший шов освобождают от шлака с помощью небольшого молоточка. После этого можно оценить качество своей работы.

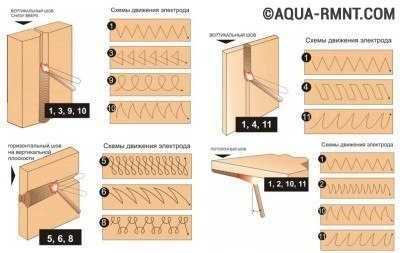
Виды соединительных швов
Согласно ГОСТ Электродуговая сварка (5264-80) различают несколько способов разделки кромок заготовок, а также виды соединительных швов в зависимости от типов необходимых соединений. Швы бывают:
- стыковые;
- тавровые;
- внахлёст;
- угловые;
- вертикальные;
- горизонтальные.

Узнав, как варить дуговой сваркой (видео для новичков), можно приступать к более сложным работам. От конструкций для надворных построек и дач можно постепенно переходить к изгородям, решёткам, перилам и другим изделиям.
Но для освоения сложных приёмов и приобретения профессиональных навыков необходимо постоянно практиковаться и повышать уровень квалификации, изучая видео по дуговой сварке от специалистов, которые имеют большой опыт работы.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Как правильно пользоваться холодной сваркой?
Холодная сварка – данное вещество появилось относительно недавно. По своим характеристиками оно практически не уступает классической сварке, а по некоторым даже превосходит её. Чаще всего её используют для ремонта небольших изделий или заделывания маленьких отверстий. Как можно понять из названия материала, во время его применения не используются высокие температуры. Многие люди знают о существовании данного материала, однако они не в курсе как правильно использовать его.
Для начала надо понять, что холодная сварка это всего лишь название. Никакого прямого отношения к сварке в стандартном значении этого слова это вещество не имеет. Получило оно своё название за то, что он способно соединять детали практически с таким же уровнем прочности как это делается с помощью классической сварки. На самом же деле холодная сварка это клей. С его помощью можно не только соединять изделия между собой, а также заделывать отверстия и заполнять трещины. Это вещество без проблем можно использовать практически со всеми материала, причём они не обязательно должны быть однородными. Вы без проблем сможете скрепить стекло с деревом или же пластик с металлом и т.д. Для выполнения каждой операции имеются свои условия и особенности. Поэтому помимо универсальной холодной сварки, практически в ассортименте каждого строительного магазине можно найти специализированные модификации, которые направлены на использование с определённым типом материала.
Для того чтобы соединить что-либо с помощью холодной сварки не обязательно иметь за плечами опыт и обладать какими-то дополнительными знаниями и инструментами. Конечно же, крепость соединения не сможет в полной мере посоревноваться с классической сваркой, однако для ремонта небольших изделий в домашних условиях данное вещество подойдёт идеально. Стоит отметить, что холодную сварку можно применять даже для изделий, чья рабочая деятельность происходит при высоких температурах, для этого всего лишь достаточно приобрести определённую модификация клея. Некоторые разновидности способны сохранять всей свойства соединения даже под влиянием температуры свыше одной тысячи градусов по Цельсию.
Использование клея «холодная сварка»
Вещество, вне зависимости от модификации, является универсальным. К его помощи, помимо использования в домашних условиях, прибегают даже не небольших промышленных работах. Холодная сварка может обеспечить крепкое соединение даже металла с неметаллом. Также как и классическую сварку, холодную можно использовать для заделывания трещин. Отличительной особенностью является то, что клей можно использовать по принципу пластилина: слепить необходимую деталь и заменить ею сломанную. Благодаря наличию в составе материала дополнительных наполнителей, слепленное изделие может оказаться даже прочнее чем оригинальное.
Очень широкую область применения, холодная сварка получила в сантехнике. Это связано с тем, что вещество без проблем способно справится с давлением водопроводной трубы. Очень часто с помощью данного клея ремонтируют автомобили. Небольшие трещины или сколы можно заделать, не прибегая к демонтажу деталей. Соединение холодной сварки никак не реагирует на воздействии практически всех кислот и щелочей. Данное свойство обеспечило популярность применения этого клея для ремонта бензобаков. Также он без проблем справится с ремонтом стекла, мебели, строительных инструментов и т.д.

Для того чтобы использовать данное вещество для металлических изделий, необходимо строго следовать определённому алгоритму действий.
- Первым, очень главным шагом, является подготовительный этап. Он включает в себя полную очистку склеиваемых поверхностей от загрязнений (следы масла, бензина, жира и т.д.). Также если на поверхности металла имеются следы ржавчины, их тоже нужно удалить. Для выполнения данной операции без проблем подойдёт любой растворитель. Если поверхность металла гладкая, её нужно обработать наждачной бумагой. Это делается для получения более прочного соединения в итоге.

- Далее нужно отрезать нужно количество вещества. Если вы используете холодную сварку в виде двух отдельных компонентов, их необходимо смешать, строго следуя соотношению один к одному. После чего материал нужно размять до пластичного состояния, как только он нагреется – его можно начинать использовать. Толщина слоя не должна превышать значения выше, чем 6 мм. Если необходимо использовать большую толщину, процесс склеивания нужно проводить в два этапа. Причём наносить второй слой можно только после полного высыхания первого.
- После соединения деталей, обязательно нужно создать давления на них. Для этого можно использовать жгут или пресс. После чего нужно выждать время первичной сушки, потом можно будет убрать давление. Как правило, первичная сушка не занимает более трёх часом, полное же высыхания происходит по истечению двадцати четырёх часов (значением времени могут меняться в зависимости от марки холодной сварки, для того чтобы узнать необходимое время выдержки, нужно внимательно прочесть инструкцию по применению).
При работе надо использовать резиновые перчатки, так как при контакте с кожей клеящий состав может вызывать сильные аллергические реакции. Если клей попал на кожный покров, место поражения нужно промыть под обильным потоком проточной воды. После чего, во избежание появления негативного воздействия на человеческий организм, нужно в кратчайшее время обратиться к врачу, чтобы и показать ему поражённый участок. Также перед походом к доктору нужно захватить с собой упаковку от холодной сварки.
После того как соединения полностью высохло, у множества людей возникает вопрос: «Как убрать остатки клея с поверхности изделия?». Для того чтобы обезопасить себя от неэстетичного вида готового изделия, излишки лучше убирать с помощью шпателя непосредственно после нанесения клея. Если же состав уже застыл, избавиться от следов сварки будет сложнее. Многие люди практикуют способ отстукивания молотком.
Как уже говорилось в вышеописанном материале, холодная сварка – универсальное вещество. Однако перед его использованием на каком-то материале нужно знать, как применять сварку для него. Очень часто возникает вопрос: «Как с помощью холодной сварки склеить линолеум?». Для этого нужно выполнить несколько пошаговых действий.
Для начала на месте соединения нужно закрепить двусторонний скотч, для того чтобы вещество не растеклось по всей площади. На упаковку с клеем нужно надеть небольшую насадку, которая будет равномерно небольшой струёй подавать клеящее вещество (чаще всего такая насадка имеется в комплекте в каждой упаковке). Как только весь разрез заполнится клеем, нужно подождать примерно полчаса, после чего удалить скотч. Излишки клея нужно убирать сразу же используя резиновый шпатель.
svarkagid.com
Как правильно пользоваться сваркой
Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы. — DRIVE2
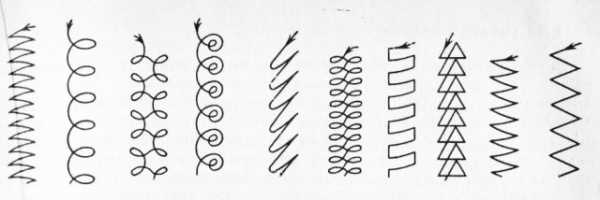
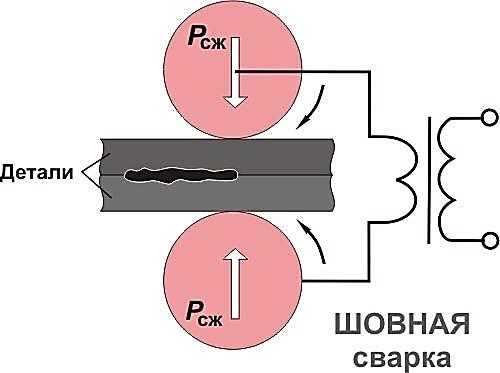
Сварочный шов — один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.С чего начать — подготовительный этапПРЕЖДЕ Всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор — устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный. Перед работой необходимо подготовить защитную экипировку, в состав которой входит специальная маска со светофильтром, замшевые перчатки и одежда с длинным рукавом, а так же Необходимые инструментыТехнология сварочного процесса Сварка — высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина — порядка 6 мм. Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается. В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода Азы электродуговой сварки В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода. Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60 ° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм. Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока. После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается. В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям: Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги. Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения. Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п. На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы. Особенности сваривания трубопровода Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный — по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45 ° относительно горизонтали. Высота шва — 2-3 мм, ширина — 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины — 6-8 мм. Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы: Тщательно очищаем деталь. Если торцы трубы деформированы, обрезаем или выправляем их. Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска. Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм — выполняется три слоя, более 19 мм — четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов — наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент. Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл Второй и все последующие слои выполняются при медленном проворачива
samsvar.ru
инструкция по электродуговой сварке для начинающих
 Необходимость что-то сварить обычно появляется на дачных участках и в частном доме. Каждый раз нанимать специалистов и оплачивать их работу невыгодно, поэтому лучше научиться пользоваться сварочным аппаратом самостоятельно. Лучше приобрести небольшой лёгкий инвертор, который позволит сделать аккуратный шов и без определённых навыков и умений.
Необходимость что-то сварить обычно появляется на дачных участках и в частном доме. Каждый раз нанимать специалистов и оплачивать их работу невыгодно, поэтому лучше научиться пользоваться сварочным аппаратом самостоятельно. Лучше приобрести небольшой лёгкий инвертор, который позволит сделать аккуратный шов и без определённых навыков и умений.
Особенности сварки
Сварочный аппарат называют инвертором из-за принципа его работы. Устройство преобразует переменный ток с частотой 50 Гц в более высокочастотный, а затем в постоянный. У сварки высокий коэффициент полезного действия — свыше 85%, но при этом на счётчике показания меняются медленно.
Большинство устройств подходят для использования в бытовой сети с напряжением в 220 В, некоторые аппараты предназначены для промышленного использования. Сварка не снижает напряжение, а также она работает бесшумно, поэтому соседи не будут недовольны ремонтом. И также приборы могут функционировать при понижении мощности сети, что важно для жителей сельской местности. Инверторный сварочный аппарат для начинающих — оптимальный вариант. Он работает мягко, легко образует дугу. Устройство просто держать в руках и управлять им.
Инструменты и экипировка
Сначала необходимо подобрать сам аппарат. Не стоит выбирать дорогие модели, так как умения мастера оцениваются дороже, чем качество инструмента. Но и дешёвые модели для работы не подходят. Они обладают меньшей надёжностью, а также у них отсутствуют контуры облегчения розжига. Это делает устройство опасным в руках неопытного сварщика.
При покупке обращают внимание на диапазон регулировки тока. Для сварки и резки стали можно использовать прибор с максимальным током в 160 А, но он может перегружаться. Показатель постоянного включения определяет длительность работы аппарата, она уменьшается при увеличении тока. Если выбрать мощное устройство, то при постоянном напряжении оно будет долго работать без перерыва. Прибор для электросварки для начинающих должен обладать максимальным показателем в 200 А. Удержать дугу и развить навыки розжига помогут аппараты с напряжением холостого хода.

Мастерам также понадобятся:
- сварочные очки или маска;
- специальная роба;
- краги из брезента.
Маска для работы — необходимое снаряжение сварщика. Она защищает лицо и глаза от ярких вспышек, искр и ультрафиолета, который образует дуга. Робу можно заменить плотной одеждой из натурального хлопка. Перед работой нужно убрать с места сварки все легковоспламеняющиеся предметы. Розжиг дуги начинают только после того, как мастер надевает маску. Первые вспышки могут нанести серьёзный вред глазам, повредив сетчатку. Последствия ожогов проявятся не сразу, а только на следующий день.
Инструкция для начинающих
Перед началом сварки нужно разобраться со строением аппарата. Начинающий мастер не будет осматривать внутренние детали, он будет обращать внимание только на внешние элементы, с которыми нужно работать. Строение сварочного устройства:
- индикатор сети;
- датчик защиты от перегревания;
- регулировщик сварочного тока;
- два разъёма под кабель;
- решётки вентиляции для охлаждения;
- наплечный ремень.

Само устройство напоминает небольшой металлический ящик, масса которого зависит от мощности. На передней стенке находится тумблер включения, а также индикаторы перегрева и питания. Кабель электропитания подключается к задней части устройства. К разъёмам подключают кабели зажима и массы.
Между электродом и металлом образуется дуга, именно она при помощи высокой температуры расплавляет металл. Если электрод подключают к отрицательному полюсу, а детали — к положительному, то соединение называют прямым. В противоположном случае — обратным, которое используется для работы с тонкими металлами.
Элемент, подключённый ко второму полюсу, быстрее нагревается. Прочные материалы нужно расплавить для образования аккуратного шва, тонкие нужно подсоединить к минусу, так как они могут перегореть.
Образование швов
 В состав электрода входит сердечник и смазка, которая не позволяет кислороду попасть в область сварки. Когда сердечник и металл соединяются, образуется дуга. Смазка загорается, переходит в жидкое и газообразное состояния. Газы образуют сварную ванну, окружая область работы. Жидкость создаёт защитный слой на поверхности металла. Затем она остывает и превращается в корку на шве.
В состав электрода входит сердечник и смазка, которая не позволяет кислороду попасть в область сварки. Когда сердечник и металл соединяются, образуется дуга. Смазка загорается, переходит в жидкое и газообразное состояния. Газы образуют сварную ванну, окружая область работы. Жидкость создаёт защитный слой на поверхности металла. Затем она остывает и превращается в корку на шве.
Для образования аккуратного шва нужно правильно варить сварочным аппаратом. Необходимо равномерно прогревать обе металлические части, расплавляя их на одинаковом расстоянии от края. Во время всего процесса держат электрод на одинаковом расстоянии от детали.
Для этого его постепенно передвигают вперёд, пока он плавится. Сделать шов шире можно путём выписывания электродом фигур — зигзагов, треугольников.
Работу начинают с розжига дуги. Для этого электродом нужно несколько раз постучать или чиркнуть о деталь. Затем осваивают движения, прорисовывая прибором на металле валики или ёлочку. Мелом нужно нарисовать черту, по которой будет идти шов. В месте розжига дуги сталь покрывается шлаком, его разносят по нарисованной линии.
Электрод постоянно держат под одним углом. Расстояние между прибором и деталью должно достигать 3 мм, тогда шов будет ровным. Быстро научиться работать с металлом можно благодаря инструкции по электродуговой сварке для начинающих.
220v.guru
Как правильно и безопасно пользоваться сварочным аппаратом? — Моя ковка
Для правильного понимания вопроса, как пользоваться аппаратом доля сварки, необходимо разбить его на несколько частей.
- Прежде всего, необходимо понять основные принципы пользования сварочным аппаратом любого типа.
- Затем необходимо усвоить, как пользоваться сварочным аппаратом ручной дуговой сварки.
- Третьим пунктом станет понимание работы полуавтоматического сварочного аппарата.

Прежде чем начать работать со сварочным аппаратом внимательно изучите инструкцию, иначе при неправильном обращении он может нанести вред Вашему здоровью.
Изучив и усвоив все три пункта, можно говорить о знании данного вопроса на достаточном уровне.
Общие принципы работы сварочным аппаратом
Приступать к работе со сварочным оборудованием возможно только после того, как:
Место для работы со сваркой должно быть очищено от горючих и легковоспламеняющихся материалов.
- Вы в достаточной мере усвоили материал данного руководства, все его требования безопасности и рекомендации по использованию.
- Место работы подготовлено надлежащим образом, освобождено от любых горючих материалов, а также всего, что может помешать безопасной работе с агрегатом.
- В помещении, в котором будет происходить сварка, отлажена хорошая вентиляция, и оно достаточно проветрено.
- В пределах доступа находятся все необходимые средства тушения пожара.
Только тогда можно быть уверенным, что у вас получится эффективно и безопасно провести данные работы.
Вернуться к оглавлению
Работа аппаратом дуговой сварки
Сварочные работы требуются всегда и везде, их востребованность постоянно высока, но при этом и требования к качеству работы нисколько не снижаются.
Без подходящего опыта и навыков просто невозможно надежно и качественно соединить сваркой требуемые металлические элементы.
Технология ручной дуговой сварки.
Самым распространенным способом является ручной дуговой способ сварки, его еще называют сваркой штучными элементами.
Для того чтобы узнать все секреты варки, необходимо пройти специализированное обучение или как минимум ознакомиться со специальной литературой. Если вы решились освоить данную область умений, то требуется выработать четкие и безотказные реакции и алгоритмы навыков. Это необходимо, прежде всего, для вашей собственной же безопасности, и лишь во вторую очередь для качества работы.
Начинаем приобщение с изучения техники безопасности. Для сварщика она начинается с соответствующего снаряжения — специальная роба (сюда входит куртка и штаны из плотной ткани, способной защитить от попадания на кожу искр и капель раскаленного металла) и защитная маска сварщика с затемнением не меньше чем в 10 единиц, которая надежно защищает глаза от воздействия мощного ультрафиолетового излучения электрической дуги.
Для сварочных работ потребуются клеммы заземления.
Для проведения сварочных работ понадобится следующее оборудование: сварочный инвертор, клеммы заземления, электродный держатель, сами электроды нужного типа и те металлические элементы, которые нуждаются в соединении.
Теперь переходим собственно к самой сварке. В оборудование, необходимое для варки металла, входят зажимы с проводом, которые нужны для обеспечения заземления свариваемого металла, этот зажим попросту цепляют к обрабатываемой детали.
Сварочный инвертор должен быть установлен на тот режим подачи электротока, который подходит к имеющейся разновидности электрода. Выбор электрода — очень важный момент, всегда старайтесь выбирать специализированные модели. Для каждого металла, вида поверхности, типа работ и их объема имеются свои особые электроды, и замена их на первые попавшиеся в лучшем случае затруднит вам работу, а в худшем — полностью испортит заготовки.
Те части металлических деталей, которые требуется соединить, необходимо зачистить щеткой по металлу или шлифовальным диском.
Саму соединяемую деталь необходимо надежно зафиксировать, лучше всего в специальных тисках.
Техника сварки электродом.
Начинаем главный процесс. Проведите осторожно по металлической поверхности электродом, касание легкое и недолгое. Если инвертор настроен правильно и все подсоединено в должном порядке, то появится целый фонтан искр. После этого переходите к сварке. Поднесите инструмент к точке сваривания, добейтесь касанием появления искр и отодвиньте электрод на 3 мм, между кончиком электрода и деталью должна появиться электродуга, которую ни с чем не спутаешь. Ваша задача — не дать погаснуть этому маленькому солнцу, а для этого необходимо соблюдать указанную дистанцию, малейшее отклонение приведет к потере электрической дуги. Медленно ведите дугу по линии необходимого соединения металлических деталей, на месте стыка должен образоваться аккуратный шов из раскаленного металла.
Тренировки проводите на ненужных металлических деталях, используя различный металлолом. И только уверившись в своих силах, можно переходить на настоящие элементы и конструкции, которые необходимо сварить.
Все довольно просто, и любой желающий может выполнить все эти действия довольно легко, а опыт — дело наживное.
Вернуться к оглавлению
Работа полуавтоматическим сварочным аппаратом
Схема устройства полуавтоматического сварочного аппарата.
Для работы с полуавтоматическим аппаратом сварки необходимы немного другие навыки и опыт, но есть и общие требования.
- Как и с аппаратом со штучными элементами, обрабатываемые металлические элементы нуждаются в заземлении, для этого к ним так же подсоединяется зажим.
- Подстраивая регулятор режимов, настройте скорость подачи проволоки и мощность агрегата, исходя из параметров самой проволоки и металлических элементов.
- Подключите сварочный аппарат.
- Вставленную проволоку настройте так, чтобы она выступала не более чем на 3 мм за грань держака. Или попросту обрежьте лишнюю длину.
- Если вы надели на себя соответствующую робу и маску, то приступайте к работе.
- Запустите аппарат и двигайте появившейся электродугой по нужному вам месту ровно и на одном расстоянии.
- Если электрическая дуга излишне шумит и на конце проволоки образуются плавленые комки, то это значит, что вы неправильно отрегулировали скорость подачи проволоки, необходимо ее увеличить. А если шум дуги прерывистый, металл разлетается раскаленными каплями, то это показатель, наоборот, слишком высокой скорости подачи, необходимо подрегулировать ее в сторону уменьшения. Показателем нормальной скорости движения проволоки является ровный и постоянный звук работы дуги, с небольшими потрескиваниями. Проверьте и место сварочного шва, если он пористый и рыхлый, то необходимо добавить подачу газа.
По таблице, расположенной на корпусе устройства, регулируется мощность подачи тока, сверьтесь с ней и выберите нужные вам параметры. Мощность показана в процентном выражении работы устройства в рамках 10-минутного цикла сварки. То есть, если стоит уровень в 70%, то это значит, что вы можете работать 7 минут, а 3 минуты аппарат должен остывать.
Если нагрузки на аппарат будут очень высокими, выше указанного цикла, то он будет нагреваться, и через какое-то время автоматическая защита отключит устройство. После этого вам придется сделать перерыв, пока все составные части устройства не остынут до безопасного уровня. Хотя лучше не доводить до самоотключения от перегрева, этим вы наносите вред прибору.
Не забудьте после окончания сварки исследовать шов, насколько он ровен, плотен, нет ли разрывов и пористости. Обстучите его слегка молотком для удаления шлаков и зачистите его металлической щеткой.
Вот и все основные секреты сварки.
moyakovka.ru