
Полипропилен как варить – Технология сварки полипропиленовых труб своими руками
правила организации процесса и описание работы
Для сварки полипропиленовых труб нужно приобрести аппарат для пайкиПри обустройстве трубопровода может потребоваться сварить его элементы встык. В зависимости от материала существуют определенные особенности работы. При сварке армированных и полипропиленовых труб пользуются одной технологией и правилами.
Содержание статьи
Описание процесса
Полипропилен считается достаточно жестким материалом. Именно поэтому для создания трубопровода используют фитинги из аналогичного материала. Они представляют собой своеобразные уголки, тройники и прочие соединительные детали. Для создания надежного стыка используют пайку.
 Перед пайкой труб следует посмотреть обучающее видео с мастер-классом
Перед пайкой труб следует посмотреть обучающее видео с мастер-классомПроцесс пайки часто носит название «сварка». Но от этого суть не меняется. Детали разогреваются до температуры плавления и соединяется между собой. В итоге получается монолитный долговечный стык.
Чтобы соединить пластиковые и металлические трубы, предусматривают комбинированные фитинги. В таких устройствах одна сторона для металлической трубы выполнена резьбовым соединением, а другая соединяется с помощью сварки. Для этого используют паяльник или сварочный аппарат. Он представляет собой металлическую платформу с электрической спиралью внутри, которая и нагревает поверхность. Часто такой прибор называют утюгом. Чтобы разогреть элементы до температуры плавления, используют две насадки.
Покрытие металлических насадок:
- Дорн – для нагрева внутренней части;
- Гильза – используется для наружной части.
Два элемента, которые требуется соединить, надеваются одновременно на насадки. Затем засекают определенный промежуток времени и отсоединяют элементы. Именно так происходит процесс сварки.
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
 При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоялЗатем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Элементы для сварки необходимо одновременно установить на паяльнике и также вдвоем и снять.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности. Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Выбор оборудования
Оборудование для сварки представляет собой инструменты, которые с помощью высоких температур делают герметичный стык. При этом аппараты бывают разные для полипропиленовых и стальных изделий. Но классификация предусматривает две основные разновидности.
Виды сварочных приборов:
- Механические. Это профессиональное оборудование, которое уместно использовать при большом объеме работ.
- Ручные. Ими выполняют сварку в домашних условиях. Их применяют для труб небольшого диаметра.
Механический агрегат состоит из рамы для опоры, блока и гидроагрегата. С двух сторон прибора размещены захваты. Посередине их можно наблюдать вкладыши. Они используются, чтобы правильно распределить давление и выполнить центровку.
В домашних условиях пайку проводят с помощью ручных инструментов. А для заводских целей удобными являются механические приборы.
 Аппарат для пайки труб продается в специализированных и строительных магазинах
Аппарат для пайки труб продается в специализированных и строительных магазинахГлавные правила сварки в домашних условиях
Выполнять работу следует в комнате с плюсовой температурой. Когда в помещении холодно, то элементам требуется больше времени для прогрева. Но правильная спайка включает ряд и других правил, советов, рекомендаций.
Правила сварки полипропиленовых труб:
- Мощность прибора должна быть не меньше 1200 Вт.
- Ручной утюг оптимально применять для труб с диаметром 32 мм. Большие размеры изделий спаиваются с помощью механических приборов.
- Перед работой выполняют прогрев инструмента около 5-10 минут. За это время устройство с насадками достигает оптимальной температуры плавления.
- Прокрутка деталей после выполнения сварки запрещается. Так целостность шва будет грубо нарушена. Но разрешается небольшая коррекция, выпрямление перекосов, чтобы исключить протечки.
- При прижимании деталей не нужно прибегать к силе. Тогда внутренняя часть трубы заполнится горячим пластиком, а это нарушит проходимость изделия.
- Между фитингом и трубой должны отсутствовать зазоры, иначе под давлением трубопровод будет протекать.
- Прежде чем вводить материал в эксплуатацию, потребуется подождать, пока детали остынут.
- После сварки инструмент очищается от расплавленного пластика. Это предотвратит возникновение нагара. При этом сами элементы не будут испорчены.
 Для пайки в труднодоступных местах потребуется 2 человека
Для пайки в труднодоступных местах потребуется 2 человекаЧтобы выполнить очистку утюга, необходимо иметь тонкую деревянную палочку. Это позволит бережно поухаживать за тефлоном, без повреждений. Металлические палочки могут поцарапать покрытие и повредить насадки. Тогда пластик начнет прилипать к поверхности утюга.
Перед сваркой потребуется внимательно изучить инструкцию и попробовать сначала спайку на ненужных отрезках.
Работа с приборами нагревания требует обязательного соблюдения техники безопасности. В противном случае не исключены ожоги и прочие травмы. Работать следует в специальных перчатках. Сама комната должна быть чистой, без наличия пыли, которая может оседать на разгоряченном пластике и нарушать герметичность стыка.
Размещение паяльника относительно поверхности должно быть строго горизонтальным. Отключение утюга при работе запрещается. Спаивать можно после полного нагревания инструмента. Оптимальное время указывает индикатор. В более старых моделях он отсутствует, и приходится выжидать полчаса.
Варить полипропиленовые изделия нужно с соблюдением технологии. Главное — правильно выбрать инструмент для работы. Также потребуется следовать технике безопасности и как следует ухаживать за оборудованием. Когда все правила и предписания инструкции соблюдены, то сварка будет быстрой и качественной.
kanaliza.ru
Температура и время пайки полипропиленовых труб: таблица
 Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
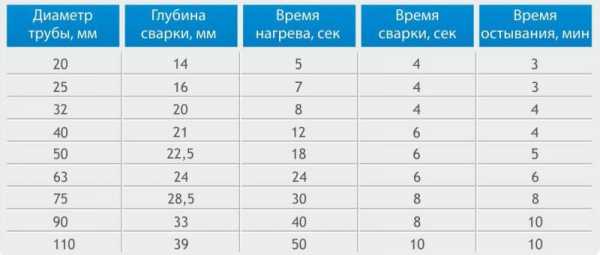
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
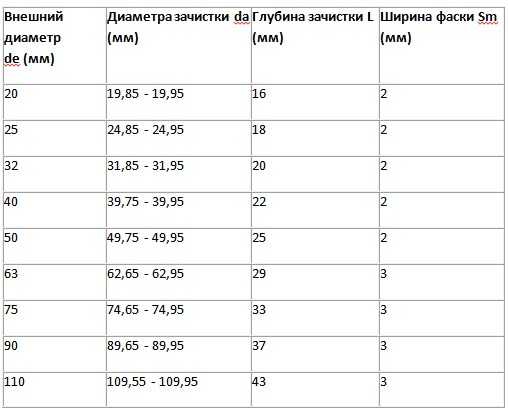
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения

Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
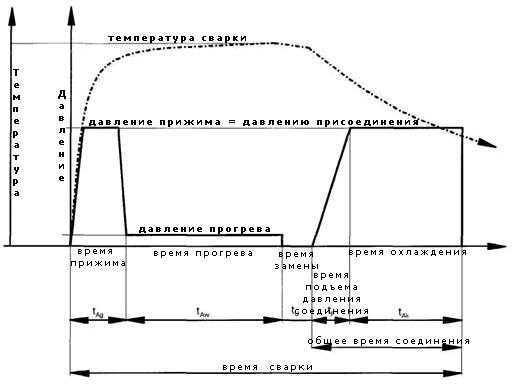
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи:
vseprotruby.ru
Как сваривать полипропилен 🚩 как правильно варить пластиковые трубы 🚩 Ремонт квартиры
Автор КакПросто!
При сварке обычных труб обычно не возникает проблем — на них и рассчитан стандартный сварочный аппарат. А вот сварить полипропиленовые трубы не всегда так просто, как кажется. Выбор именно полипропиленовых труб обусловлен их многочисленными преимуществам перед другими материалами, например, более низкой стоимостью, эстетическими качествами. А также полипропиленовые трубы легко варить.

Статьи по теме:
Инструкция
Для сварки полипропиленовых труб есть специальный турецкий сварочный аппарат, который также стоит недорого в отличие от своих собратьев. При нагреве полипропиленовая труба вытягивается. Может даже произойти так, что она искривится, поэтому при планировке прокладки труб нужно учитывать эти изменения в размерах. При правильной обработке соединение труб должно стать монолитным.Для начала необходимо хорошо закрепить нагревающиеся насадки на сварочном аппарате. Температура для полипропилена нужна примерно в 250-270 градусов.
Затем отмерьте необходимый размер и отрежьте трубы нужной длины. Рекомендуется после этого заточить края под небольшим углом. Соскабливаем окисленный слой, так как он может испортить качество сварки.
Пометьте маркером на трубе длину соединения с фитингом так, чтобы конец трубы не входил в него до упора.
После того, как вы нанесли все необходимые вам отметки, очистите и обезжирьте поверхности, которые будете варить. И только после этого можно переходить непосредственно к нагреванию.
Фитинг разогревается дольше, чем сама труба, поэтому его мы обрабатываем первым. После него одеваем на нагретую насадку нашу трубу. По истечении времени, необходимого для закрепления деталей, снимаем их и закрепляем плавным движением, не поворачивая. Зафиксируйте шов, пока он не остыл.
Что касается времени нагрева, то это зависит от вашего аппарата. В руководстве по эксплуатации должно быть указано максимальное и минимальное время нагревания для различных материалов. Их важно соблюдать, иначе шов может просто не получиться.
Такой простой способ полифузной сварки поможет вам правильно и качественно сварить полипропиленовые трубы.
Источники:
- Сварка полипропиленовых труб
- как правильно сварить полипропиленовые трубы
Совет полезен?
Распечатать
Как сваривать полипропилен
Статьи по теме:
Не получили ответ на свой вопрос?
Спросите нашего эксперта:
www.kakprosto.ru
Сварка полипропилена своими руками
Пластиковые трубы сегодня всё увереннее вытесняют металлические изделия. По этой причине их сварка остается одной из насущных проблем каждого, кто решил заменить в доме трубопровод. Собрать пластиковую систему коммуникаций можно, руководствуясь определенной схемой действий. При этом элементы должны быть соединены между собой, дополнены запорной и крепежной арматурой, а также герметизированы.
Для справки

В продаже можно встретить элементы, которые обеспечивают возможность сборки трубопровода любой сложности и конфигурации. В качестве единственного минуса таких трубопроводов выступает необратимость, ведь демонтаж сварного соединения невозможен. Поэтому с полипропиленовыми трубами следует работать с особой внимательностью, в противном случае придется осуществлять их замену.
Оборудование для сварки

Среди прочих инструментов для сборки системы вам понадобится аппарат для сварки труб из полипропилена. С его помощью можно осуществить нагрев деталей и выполнить их соединение. Фиксация элементов должна осуществляться до остывания сварного шва. Прочность и герметичность окажутся довольно высоки, поэтому трубопровод будет способен работать даже при довольно внушительном давлении.
Аппарат для сварки полипропилена прост конструктивно, он состоит:
- из ручки;
- нагревающей плиты;
- терморегулятора.
Плита обычно обладает двумя отверстиями для крепления сварных элементов или насадок. Если ближе ознакомиться со стандартным набором для сварки труб, то можно понять, что в комплект входят четыре сварные насадки, с помощью которых можно решить любые задачи, связанные с укладкой полипропиленового трубопровода.
Дополнительно о насадках

Насадки для сварки полипропилена обычно обладают диаметром в пределах от 20 до 40 мм. В качестве промежуточного значения выступают 25 и 32 мм. Рабочие поверхности насадок обладают тефлоновым напылением, поэтому сварочные элементы изготовить самостоятельно нет возможности, так как к незащищенной поверхности пластик будет прилипать.
Сварка труб

Подготовить трубы можно методом обезжиривания торцов. Некоторые домашние мастера игнорируют эту рекомендацию. Трубы при этом сварятся, но качество соединения окажется более низким. Перед началом сварки необходимо обработать внутреннюю сторону фитинга спиртом.
Это касается и наружного конца трубы. Это позволит устранить частицы пыли и абразива, которые способны повредить тефлоновое покрытие насадок. Для того чтобы не повредить оборудование для сварки полипропилена, насадки следует обработать спиртом, что исключит налипание пластика и повреждение тефлона.
Разметка глубины посадки

В качестве ещё одного довольно важного момента выступает разметка глубины посадки трубы в фитинг. Последние могут обладать разным калибром, а значит, определенной глубиной свариваемого соединения. Поэтому перед началом работ необходимо произвести замеры с помощью линейки или штангенциркуля. Это позволит исключить введение трубы слишком глубоко. Игнорируя данную рекомендацию, вы можете повлечь сужение сечения отверстия или спровоцировать запайку трубы.
Приспособление для разметки

Если вами будет осуществляться сварка труб из полипропилена, то для разметки можно использовать специальное приспособление, которое позволит сэкономить время и нервы. Его можно выполнить самостоятельно из трубы, диаметр которой составит 32 мм. Элемент подойдет для 20-мм трубы. По той причине, что глубина посадки такой трубы равна 15 мм, от 32-мм куска необходимо отрезать заготовку, ширина которой составит 15 мм. Это приспособление может быть использовано для разметки линии глубины.
Применять заготовку очень удобно, если предполагается сваривать трубы одного диаметра. Мерное кольцо можно улучшить методом приклеивания к нему картонного или пластикового дна, это позволит упростить процесс разметки. Если сварка труб из полипропилена осуществляется вами довольно часто, то специалисты рекомендуют изготовить такие медные кольца под все диаметры.
Рекомендации по сварке

Если вы свариваете трубы по месту их расположения, то вам понадобится помощь ещё одного человека, который будет удерживать сварочный аппарат. Тогда как вы в это время сможете стыковать трубу и фитинг со сварными насадками, а после – между собой. Довольно часто некоторые домашние мастера передерживают нагревательные элементы, это приводит к сужению просвета трубы. Для того чтобы знать время нагрева и остывания, необходимо воспользоваться рекомендациями производителя.
Прежде чем будет осуществлена сварка полипропилена, необходимо определиться, где будут уложены трубы. Это позволит снизить количество свариваний на весу. Специалисты рекомендуют собрать элементы на ровной поверхности, а после зафиксировать их в системе.
Для соединения труб края элементов нагреваются. Внутренняя стенка – в муфте, а трубы следует прогреть с внешней стороны. Для этого их почти до конца надевают на насадку и удерживают в течение нескольких секунд. Затем элементы нужно соединить между собой. У вас будет всего лишь пара секунд, чтобы отцентрировать их. Обычно эти работы осуществляются на глаз. Прокручивать элементы по отношению друг к другу не стоит.
Ширина шва и толщина пластика будут определять время сварки. Сварка полипропилена позволит получить надежное соединение, если материал был нагрет до нужной температуры. Перед свариванием труб кран на муфте следует открыть, в противном случае воздух будет выталкивать его из насадки. Часть пластика при соединении выходит, образуя наплыв на муфту. Если при надевании возникнут проблемы, а пластик сильно деформируется, рекомендуется снять фаску с кромки.
Методика проведения работ
Если следовать немецким нормам, то зачистка должна иметь угол, равный 15°, при этом углубление достигает 3 мм. Российские специалисты руководствуются другими правилами, они гласят, что скос фаски равен 45°, тогда как углубление — трети толщины. На практике подойдёт любая фаска в упомянутых пределах, но главным условием при этом выступает ее равномерность.
Когда выполняется сварка полипропилена своими руками, следует оставлять аппарат на подставке, которая имеет вид специальной струбцины. На регуляторе выставляется температура, равная 260 °C, однако для скорости этот параметр может быть увеличен до 280 °C. Если использовать другой температурный предел, то это может стать причиной снижения надежности соединения, поэтому при покупке агрегата необходимо выбирать модель с терморегулятором.
На нагревательную насадку элементы надеваются с трудом, поэтому их необходимо повернуть по оси. Однако вставлять трубы нельзя до упора, в противном случае они могут оплавиться внутри. Для того чтобы избежать таких неприятностей, рекомендуется делать отметки карандашом, однако со временем вы будете чувствовать нужную глубину. Как только все элементы были собраны, можно приступать к сварке на весу. В данном случае речь идёт о переходах между стенами, вводах водоснабжения и соединениях с батареями.
Как избежать ошибок
Пластиковые трубы обычно используются для системы холодного водоснабжения, под давлением они работать не должны. При прокладке систем отопления следует использовать полипропиленовые армированные трубы. Для их сварки необходимо снять часть армирования с помощью шейвера.
При подходе трубы к котлу в этих зонах не должно быть пластика. Для этого используются переходники, которые позволяют заменить сварное соединение резьбовым. Перед новым участком обязательно устанавливается запорный вентиль, это позволит облегчить работы при установке новой точки или при ремонте. Как только новый отрезок будет запущен, вы поймёте, правильно ли прошёл процесс пайки. После открытия запорного вентиля все соединения следует проверить на отсутствие протечек.
Общие правила сварки
Сварка полипропилена может осуществляться в раструб или в стык. Отрезки и аппарат должны быть очищены не только от загрязнений, но и жира, а также масел, последние из которых особенно опасны. Использовать для обезжиривания можно спирт, ацетон или другие растворители. Что касается инструмента, то его можно очистить спиртом.
Важно позаботиться о том, чтобы ветошь для обезжиривания не оставляла волокон. К загрязнениям следует отнести слои полимера, разрушившиеся под воздействием ультрафиолета и воздуха. Их следует убрать механически. С поверхности труб при необходимости удаляется конденсат, а элементы хорошо просушиваются.
Сварка полипропилена не должна сопровождаться охлаждением шва с помощью воды или холодного воздуха. В этом случае процесс произойдёт слишком быстро, что станет причиной напряжения и снижения прочности шва. Если сварка велась при низких температурах, то охлаждение следует замедлить с помощью ткани или утеплителя.
Сварка листового полипропилена
Сварка полипропилена листового феном предполагает нагрев кромок и расположение между полотнами полипропиленовой проволоки. Все три элемента должны быть соединены друг с другом. Выбирая фен, вы должны предпочесть тот, что имеет довольно внушительную мощность. Что касается проволоки, то она должна быть изготовлена из того же материала, который предстоит соединять, в противном случае элементы будут плавиться неравномерно.
Для начала листы следует уложить на ровную поверхность и обработать кромки наждачной бумагой. Используя фен для сварки полипропилена, необходимо действовать по принципу, который схож с применением плавкого электрода. Это указывает на то, что оператору необходимо перемещать оборудование вдоль шва, заполняя стык плавящимся материалом, из которого состоит пруток. Через 7 минут сваренные листы можно будет использовать по назначению.
Применяя описываемую технологию для сварки листового полипропилена, следует помнить о том, что слишком медленное воздействие может стать причиной сильного нагрева, это приведет к деформации шва. Поэтому следует действовать оперативно. Перед началом работ нужно оценить достоинства и недостатки такой сварки. Таким образом, созданный шов будет обладать наименьшей прочностью по сравнению с теми, которые были созданы при использовании других технологий.
Максимальный коэффициент прочности при таком плавлении не достигает значения, равного 0,7. Это говорит о том, что соединять детали по такой методике можно лишь в том случае, когда они имеют не слишком толстые кромки в пределах 6 мм. Для быстрого плавления тонких деталей этот подход может стать лучшим решением.
Дополнительные рекомендации по использованию паяльника
Если вы решили осуществить сварку полипропилена паяльником, то для начала необходимо перекрыть подачу воды и демонтировать старую систему трубопровода. Затем оборудование устанавливается на ножки и хорошо фиксируется в этом положении. Время нагрева и охлаждения для разных диаметров труб будет разным.
Например, если наружный диаметр составляет 16 мм, то время разогрева такой трубы должно быть равно 5 секундам, соединять элементы необходимо в течение 4 секунд, а охлаждать – 2 секунды. Проходной диаметр при этом должен составить 3/8 дюйма. Если наружный диаметр увеличивается до 40 мм, то время разогрева и соединения должно быть равно 12 и 6 мм соответственно. Охлаждать такие трубы необходимо в течение 4 секунд. С увеличением наружного диаметра до 90 мм время разогрева и соединения будет равно 40 и 8 секундам соответственно. Охлаждать трубы в данном случае необходимо в течение 8 секунд.
При использовании паяльника температура нагрева обычно составляет 260°C. Важно использовать описываемое оборудование совместно с розеткой, которая имеет заземляющий контакт. После включения паяльника на корпусе следует нажать специальную кнопку. При этом загорится индикатор зеленого цвета. После того как лампочка станет красной, важно дождаться, пока она погаснет, это укажет на то, что достигнута нужная температура нагрева.
Заключение
Сварка полипропиленовых труб в домашних условиях сегодня достаточно распространена. Если у вас есть в наличии специальное оборудование, вы можете заняться прокладкой пластикового трубопровода самостоятельно. После завершения всех работ необходимо удостовериться в качестве и герметичности соединений. Для этого определенный отрезок продувается. Если воздух проходит беспрепятственно, то спаек не образовалось.
fb.ru
Как правильно варить полипропиленовые трубы: инструкция
Очередность процессов при соединении труб

Соединение пропиленовых труб выполняется в следующей последовательности:
- Приведение в готовность специального паяльника (установка насадок, нагревание до 260 С ) и подготовка спаиваемых единиц к сварке.
- Укладывание труб и соединений в агрегат.
- Закрепление соединяемых деталей до завершения отвердевания расплавленных слоев конца трубы и фитинга.
Несомненно, когда вы приступите к процессу сварки, возникнет множество вопросов и сложностей. Но далее мы обратим внимание на несколько распространённых ошибок и раскроем секреты, применяемые опытными мастерами при монтаже.

Готовимся к сборке и спайке
Перед тем, как варить полипропиленовые трубы вам следует подготовиться к сварочным работам. Для этого потребуется запастись всеми нужными инструментами. Перед началом сварки все оборудование тестируется на готовность к изготовлению, целостность и работоспособность.
Необходимые приспособления:
- Прибор для соединения полимерных труб с набором насадок;
- Резак;
- Карандаш, рулетка.

Инструкция по сварке полипропиленовых труб
Этап 1: подготовительные работы
Прежде чем начинать сварку, нужно подготовить «поле боя»: демонтировать старую систему, расчистить место монтажа, установить запорную арматуру и, собственно, приготовить сами трубы. Сначала с помощью трубореза отрезается участок нужной длины, делается калибровка сделанного отверстия, калибром снимается фаска с внешней стороны поверхности.
Этап 2: подготовка оборудования для сварки
Сварочное устройство устанавливается на рабочую поверхность и надежно фиксируется. Затем к специальной шине из металла присоединяются две насадки: трубная (с отверстием) и муфтовая (со стержнем). После того, как это будет выполнено, прибор подключают к сети и прогревают до 260 градусов. Он считается готовым к использованию, когда загорается соответствующий световой датчик.
Этап 3: технология сварки
До того, как начать использовать агрегат, необходимо подсчитать время прогрева используемых частей. Подсчет выполняется с учетом табличных данных, учитывающих диаметр свариваемых составляющих и время их нагрева. Таблицу можно обнаружить в наборе комплектующих каждого устройства для пайки.

Как варить полипропиленовые трубы правильно?
- Муфта устанавливается на насадку-стержень, а труба – в нишу второй насадки. Начинается нагрев, стройдетали должны контактировать с элементами паяльника от 6 до 10 секунд в зависимости от диаметра насадок.
- Когда предыдущая операция завершена, необходимо уложить трубу в фитинг. Это действие осуществляется одним движением, без вращения элементов узла. При помощи карандаша заранее производится отметка глубины запрессовки двух деталей. Объединение молекулярных структур концов элементов осуществится через 5-10 сек. Минимальная фиксация и удерживание свариваемого узла происходит на протяжении 10-15 секунд.
- Завершающая стадия – отвердение образовавшегося сварного шва на протяжении 2-3 минут. Готовый узел рекомендуется отложить и не менять взаимное размещение его частей друг в друге.
Полимерные трубы являются одними из самых удобных, предназначающихся для конструирования сетей водоснабжения и отопления из-за своей большой температурной устойчивости, уникальным антикоррозионным, термическим и механическим свойствам.
Они удобны благодаря своему простому и не требующему особых профессиональных навыков монтажу. Практически каждый может узнать, как варить полипропиленовые трубы и попытаться сделать это своими руками.

ogodom.ru