
Фрезерование дерева – Работа ручным фрезером по дереву: фото, видео
5.10.2 Фрезерование древесины
Фрезерование древесины в общем случае – это резание ее вращающимися фрезами, при котором траекторией резания является циклоида. Различают цилиндрическое, коническое, торцовое, торцово-коническое, продольное или фасонное фрезерование (рис. 104).
Цилиндрическое – фрезерование, при котором ось вращения инструмента параллельна поверхности обработки, а лезвия резцов описывают в пространстве цилиндрические поверхности.
Коническое – производится инструментом, ось вращения которого наклонена под углом к поверхности обработки, а лезвия резцов описывают в пространстве коническую поверхность.
Торцовое – происходит, когда ось вращения инструмента перпендикулярна поверхности обработки, боковые лезвия резцов описывают в пространстве цилиндрические поверхности, а торцовые – поверхность кольца или круга.
Торцово-коническое фрезерование происходит аналогично торцовому фрезерованию, но лезвия резцов описывают в пространстве коническую поверхность.
При фасонном режущие кромки инструмента имеют сложное очертание, составленное из криволинейных элементов.
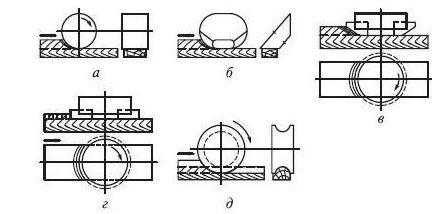
Рис. 104. Виды фрезерования древесины: а – цилиндрическое; б – коническое; в – торцовое; г – торцово-коническое; д — фасонное
Все фрезерные работы можно подразделить на следующие четыре вида:
фрезерование прямолинейных кромок по линейке;
фрезерование криволинейных кромок по кольцу и шаблону;
фрезерование поверхностей двойной кривизны;
торцовое фрезерование канавок и профилей по копиру.
Криволинейные кнопки незамкнутого и замкнутого контура фрезеруют при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе.
Наиболее совершенные и производительные фрезерные станки с механической подачей – карусельно-фрезерные (Ф1К или Ф2К-3). В массовых производствах карусельно-фрезерные станки применяют для обработки заготовок по криволинейным контурам.
Торцовое фрезерование канавок и различных профилей обычно выполняют на копировально-фрезерных станках с верхним расположением шпинделя ВФК (Россия) и G60, G800, G900 производства фирмы GRIGGIO (Италия). Обработка производится в специальном шаблоне с пазами на нижней стороне, соответствующими контуру, который нужно обрабатывать.
Фрезерование прямолинейных заготовок по линейке выполняют на вертикально-фрезерных станках с нижним расположением шпинделя (Ф-4, ФШ-4 (Россия), Formula T1LL, T55 W Elite S (Италия) и др.). Различают три вида таких работ: выверку гладких поверхностей, преимущественно кромок, под прямую плоскость; сквозное фрезерование профиля; несквозное фрезерование профиля (рис. 105). В этих случаях фрезерование выполняется с помощью направляющей линейки.
Рис. 105. Обработка прямолинейной кромки на фрезерном станке по линейке: 1 – задняя направляющая линейка; 2 – стол; 3 – — скоба; 4 – ножевая головка; 5 – обрабатываемая деталь; 6 – передняя направляющая линейка
Криволинейные кромки незамкнутого и замкнутого контура фрезеруются при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе (рис.106). Для обработки по копиру заготовка крепится винтовыми или эксцентриковыми зажимами, а в нижней части шпинделя, под фрезой, устанавливается свободно вращающееся кольцо с шарикоподшипником, служащее упором для копира при фрезеровании. В процессе обработки копир с заготовкой боковой кромкой постоянно опирается на это кольцо и с помощью ручного управления проводится мимо фрезы, формирующей на поверхности заготовки заданный профиль. Для механизации подачи под копировальным кольцом устанавливается цепная звездочка с отдельным приводом вращения, а под копиром, строго параллельно ему, крепится пластинчатороликовая цепь, входящая в зацепление со звездочкой. При вращении звездочки копир с заготовкой перемещается вдоль фрезы, сохраняя постоянный контакт с упорным кольцом.
Рис. 106. Обработка криволинейной кромки на фрезерном станке по кольцу и шаблону: 1 – фреза; 2 – упорное кольцо; 3 – направляющая кромка шаблона; 4 – шаблон; 5 – обрабатываемая заготовка; 6 – линейка шаблона; 7 – прижим; 8 – упор
На копировальных станках с верхним расположением шпинделя фрезеруют прямолинейные и криволинейные боковые поверхности
В эту группу входят копировальные станки (ВФК-2, ВФК-3 (Россия) (рис. 107), G60, G800, G900 (GRIGGIO, Италия) (рис. 108),WINNER LH-1000 (Тайвань)), карусельные (Ф1К-2, Ф1К-2А (Россия),Rautek MX-7212, Rautek MX-7516 (Китай) (рис. 109)) и модельные (ФМ25, ФМС (Россия)). Фрезерные копировальные станки с верхним расположением шпинделя универсальные.
Различают фрезерные карусельные станки с верхним (Ф1К-2, Ф1К-2А) и нижним (Ф2К-ШЗ) расположением шпинделя.
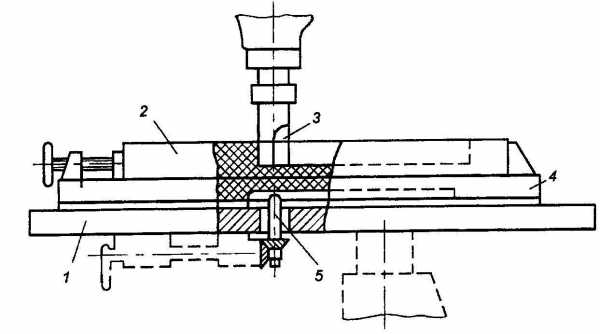
Рис. 107. Схема обработки на копировально-фрезерном станке ВФК-3: 1 – стол; 2 – деталь; 3 – концевая фреза; 4 – шаблон; 5 – копир

Рис. 108. Копировально-фрезерный станок с верхним расположением шпинделя G900

Рис. 109. Автоматический фрезерно-копировальный (карусельный) станок Rautek MX-7516
Для фрезерования профилей, сверления отверстий в пласти и кромке, фрезерования по контуру, пропиливания пазов в щитовых деталях из деревянного массива, ДСтП и MDF применяются многооперационные обрабатывающие центры с числовым программным управлением ARROW, ROVER 24 фирмы BIESSE (Италия) (рис. 110), Altesa ADVANCED 24 (Италия) и др. Высокая производительность этих машин достигается за счет быстрой смены инструмента, высокой скорости перемещения по осям, сокращенного времени перенастройки. В оборудование обрабатывающего центра входят следующие узлы: фрезерный узел, сверлильно-присадочная группа, циркулярная группа.
Рис. 110. Обрабатывающий центр с ЧПУ ROVER
Несмотря на широкое распространение копировальных станков с системой ЧПУ, продолжается выпуск оборудования с механическими копирами точнее объемно-копировальных станков. Так копировально-фрезерные станки с ЧПУ Beaver 26 AVTS, Beaver 3015 AVT6, Beaver 9A2 (Китай) (рис. 111) и др. предназначены для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование).
Рис. 111. Фрезерный станок с ЧПУ Beaver 9A2
Параллельно отметим, что для обеспечения работы оборудования при 3D-обработке (сегодня уже появились станки с 5D-обработкой), то есть для получения математической модели твердотельного объекта предназначен сканер трёхмерного сканирования Optiscan 3D (рис. 112).
Рис. 112.Трехмерный сканер Optiscan 3D
studfiles.net
Фрезерование дерева
Фрезерный станок с ЧПУ с программируемыми настройками — это современное оборудование, которое имеет огромный потенциал. С его помощью можно создавать декоративные элементы любой сложности, а также вырезать 3D объекты. Инновационный режущий станок значительно расширяет возможности любого деревообрабатывающего предприятия.
Обработка дерева с помощью фрезерного станка
Фрезерные станки с ЧПУ — это высокотехнологичное оборудование, которое применяется для обработки древесины. Основной рабочий элемент устройства — фреза. С её помощью деревянной заготовке придают любую форму. Сам процесс называют фрезерованием.
Станок позволяет выполнять разные операции:
Широкие возможности для вашего бизнеса
Фрезерное оборудование с ЧПУ широкого применяется на мебельных комбинатах. С его помощью изготавливают мебель с утонченными, изящными декоративными элементами. Имея в собственном деревообрабатывающем цеху такую технику, можно легко наладить производство эксклюзивных дверных наличников с резьбой, узорных оконных рам, декоративных элементов для мебели, деревянных лестниц, накладок, разнообразной сувенирной продукции. При наличии ценных пород дерева можно изготавливать элитную продукцию из дерева.
Функциональные особенности фрезерного станка
Оборудование для фрезерования дерева может иметь разную комплектацию, но в большинстве случаев оно состоит из нескольких ключевых узлов:
1.Стол со специальной системой координат.
2.Управляющий блок.
3.Компьютер с программным обеспечением (позволяет автоматизировать процесс деревообработки).
Устройство работает с векторными изображениями. Характер реза фрезы может задаваться программно. Она может прорезать заготовку насквозь, частично углубиться или сделать легкие надрезы.
Порядок выполнения операций на станке
1.Эскизы деталей, которые выполняются при помощи любого векторного графического редактора (Corel Draw, Adobe Illustrator и т. п.), загружаются в память станка.
2.С помощью специальных команд задается направление движения режущих фрез.
3.Для перепрофилирования оборудования под другой вид продукции, программу перенастраивают. Как правило, сделать это очень просто с помощью заранее сохраненных профилей.
Станки компании Interlaser отвечают самым современным требованиям качества и действующим в деревообрабатывающей промышленности стандартам. Подобная интеллектуальная техника требует минимального вмешательства человека. Это значит, что возможность брака в производстве сводится практически к нулю.

Современные методы фрезерования дерева
Фрезерно-гравировальное оборудование с ЧПУ умеет создавать двухмерные рисунки и трехмерные объекты, которые могут быть использованы как декоративные элементы. Функции 2D и 3D открывают широкие возможности для самых смелых дизайнерских решений.
По сути, 2D-фрезеровка — это одно и то же, что и обычная резка, а вот 3D представляет собой намного более сложный процесс. Для изготовления трехмерного изделия потребуется файл с расширением .STL, который создается в специальной программе для трехмерной графики. Процесс требует также особой фрезы. Последняя пошагово движется по координатам и перемещается по заготовке изделия.
Фрезеровальное оборудование с ЧПУ — это отличная возможность расширить ассортимент продукции и поднять свой бизнес на качественно новый уровень.
interlaser.ru
Фрезерование древесины ручным фрезером: как выполняют фрезерование
Как выполняют фрезерование древесины ручным фрезером? Ручной фрезер погружной конструкции позволяет создавать из дерева элементы, имеющие самую различную форму. Выполняя изделия ручным фрезером можно проявить весь свой талант, получая неповторимые эксклюзивные модели.
Фрезерный станок с ручной подачей: а – общий вид; б — кинематическая схема; 1, 5 — направляющие линейки, 2 — зубчатый сектор, 3 — фреза, 4 — ограждение, 6 – пульт управления, 7 — дополнительная опора шпинделя, 8 — кронштейн, 9 — маховичок подъема кронштейна, 10 — маховичок натяжения ремня, 11 — электродвигатель, 12 — шпиндель, 13 — маховичок настройки шпинделя по высоте, 14 — станина, 15 — переключатель частоты вращения шпинделя, 16 — выключатель, 17 — стол.
Какие работы можно выполнять ручным фрезером?
При помощи фрезера можно выполнять фрезерование пазов, различных углублений, канавок в деталях из древесины. Эти углубления могут выходить за кромку детали, то есть быть открытыми. Можно фрезеровать закрытые углубления. Их можно размещать поперек или вдоль слоев дерева. Такие пазы и выемки служат для выполнения конструктивных функций. Они в большинстве случаев входят в конструкцию разъемных или неразъемных соединений элементов.
При помощи ручного фрезера выполняют фрезерование кромок. Оно применяется при выполнении карнизов, наличников и других профильных элементов. Фрезерование кромок применяется при изготовлении мебели и создании различных декоративных деталей из древесины.
Фрезерование по шаблону.
Выполняют фрезерование сложных контуров с обработанными кромками. При этом изготавливают изысканные художественные произведения из дерева. В таких работах используют шаблоны, при помощи которых можно копировать сложные формы, которые многократно повторяются во многих элементах.
При помощи фрезера создают изогнутые контуры. Так выполняют отверстия и пазы для замков, навесов и других конструкций.
Основным режущим элементом прибора является фреза. Она состоит из хвостовика цилиндрической формы и рабочего элемента, имеющего режущую кромку.
Вернуться к оглавлению
Какие бывают фрезы?
Для обработки мягких пород дерева используют фрезы из инструментальной стали. Для твердых пород применяют режущие элементы из твердых сплавов.
Для того чтобы обрабатываемая заготовка приобрела какую-либо форму, нужно обеспечить правильное положение режущего элемента относительно детали во всех трех плоскостях.
Для того чтобы обеспечить правильное положение резака в вертикальном положении, используется погружной механизм, при помощи которого передвигается устройство с резаком по вертикальным направляющим. Механизм погружения обеспечивает остановку резака в необходимом месте по вертикали.
Правильное положение режущего элемента в горизонтальной плоскости достигается разными способами. Могут использоваться направляющие подшипники, которые закрепляют на резаке. Также применяют направляющую втулку, которую фиксируют к опорной поверхности ручного фрезера.
Обратное фрезерование.
При работе фрезы, имеющей направляющий подшипник, этот подшипник передвигается по кромке заготовки или шаблона. Тем самым остается необходимое расстояние между заготовкой и резаком. Режущие элементы, которые обрабатывают кромки заготовок и включают в свою конструкцию направляющий подшипник, называют кромочными. Их применяют для обработки краев деталей.
Кромочные фрезы могут быть профильными. Они придают кромке заготовки фигурный профиль, выполняющий декоративные функции. Конусную применяют для среза кромки под углом в 45 °.
При помощи дисковой фрезы в детали выполняют горизонтальный паз, который может иметь определенную ширину и глубину. При помощи фальцевой вырезают четверти. Галтельную применяют для создания декоративных краев элементов.
Пазовые фрезы, которые не имеют направляющих подшипников, применяют для обработки деталей в любом месте. При их работе необходимо применять специальные приспособления, которые обеспечивают правильное положение резака в горизонтальном направлении.
Пазовые режущие элементы прямоугольной формы используются чаще всего. С их помощью выполняют пазы для разъемного или неразъемного соединения деталей.
Галтельный режущий элемент выполняет полукруглые выемки или пазы декоративного назначения. Фреза, имеющая V-образную форму, выполняет глубокие пазы с вертикальными краями. Резак Г-образной формы применяется при производстве мебели для создания шиповых соединений.
Вернуться к оглавлению
Как закрепить фрезу в цанге фрезера?
Устанавливать фрезу можно в двигателе, который извлекли из станины. Можно выполнять работу и в двигателе, расположенном в станине.
Виды фрез.
Установку фрезы выполняют следующим образом:
- Ручной фрез кладут набок.
- Фиксируют шпиндель при помощи гаечного ключа.
- Заворачивают зажимную гайку цанги.
- В зажимную цангу устанавливают хвостовик резака.
- Гаечным ключом заворачивают зажимную гайку.
При работе ручным фрезером по дереву необходимо установить глубину фрезерования. При установке нужной глубины, когда резак достигнет этого уровня, ограничитель упрется в ступенчатый упор и дальнейшее ее углубление будет невозможным.
Скорость вращения резака обычно бывает высокой, свыше 10 000 об/мин. Чем быстрее скорость вращения резака, тем более качественным получается срез. Но слишком большие скорости вращения могут привести к обугливанию поверхности или поломке механизма. Поэтому скорость вращения устанавливают в зависимости от диаметра резака и прочности древесины. Так, для фрезы диаметром 10 мм скорость ее вращения должна быть 20 000 об/мин. Чем тверже древесина, тем меньше должно быть число оборотов.
Если фрезер долго работал на низких оборотах, то его надо отключить на несколько минут, для того чтобы двигатель остыл.
Направление движения фрезы по дереву бывает встречным или попутным. При встречном движении кромка резака передвигается в одну сторону с движением прибора. При попутном движении кромка передвигается в сторону, противоположную движению прибора. Правильным и наиболее безопасным является встречное фрезерование по дереву.
Вернуться к оглавлению
Как выполняют фрезерование?
Фрезерный станок с копиром для изготовления балясин своими руками.
Материалы и инструменты:
- ручной фрезер;
- древесная заготовка;
- ровное основание;
- направляющий подшипник;
- фреза;
- ограничитель;
- источник питания;
- защитный комбинезон;
- респиратор.
Фрезерование выполняют при помощи приспособлений, которые обеспечивают правильное положение фрезера. До начала работы необходимо выполнить следующие операции:
- Устанавливают необходимое число оборотов двигателя.
- Устанавливают нужную глубину фрезерования при помощи ограничителя погружения.
- Закрепляют направляющий подшипник для того, чтобы установить нужную траекторию движения фрезы по дереву.
- Задают толщину среза не более 3 мм.
Для работы ручным фрезером по дереву нужно установить прибор на заготовку, которую собираются обрабатывать или на какую-либо ровную поверхность.
После этого направляющий подшипник прижимают к направляющей кромке. Затем включают двигатель. Начинают погружение фрезы, а потом начинается стабильное движение фрезера по линии, задаваемой направляющим подшипником.
Вернуться к оглавлению
Меры безопасности
Столик для ручного фрезера.
При работе ручным фрезером надо соблюдать следующие меры безопасности:
- Установку прибора производят при выключенном из розетки электрическом шнуре.
- При работе нужно прочно удерживать инструмент в руках, не допускать падения прибора.
- Заготовку надо закреплять прочно.
- 4. При обработке древесины надо соблюдать осторожность, чтобы избежать обратного удара, то есть такого положения, когда фреза ударяет по дереву. В результате этого фреза может выскочить из рук или произойдет выход из строя прибора. Человек при этом может получить травму.
- Чтобы избежать обратного удара, надо крепко удерживать фрезер в руках, крепко придавливать его к заготовке и плавно двигать прибор. Толщина среза древесины должна быть не больше 3 мм.
- При выполнении фрезерования надо надеть защитный комбинезон.
- Работу надо выполнять в респираторе, чтобы защитить органы дыхания от древесной пыли.
При соблюдении всех правил по выполнению фрезерных работ и техники безопасности работы по фрезерованию древесины ручным фрезером будут осуществляться качественно и грамотно.
moiinstrumenty.ru
Фрезерование древесины — novaso
Фрезерование
Фрезерование древесины — это вид резания с помощью вращающихся фрез, имеющих одну, две, или несколько режущих кромок. Фрезерование производится только механическим способом с помощью ручных фрезерных машинок и на различных фрезерных станках.
Фрезерованием получают различные профильные поверхности, пазы, шипы, гребни, проушины.
Инструмент для фрезерования
По способу крепления на шпинделе станка фрезы подразделяются на насадные и концевые.
Насадная фреза имеет посадочное отверстие, а концевая хвостовик для крепления в патроне.
По технологическому назначению различают фрезы для получения плоских и профильных поверхностей.
По конструктивному исполнению фрезы подразделяются на цельные, составные, сборные, комбинированные.
По материалу изготовления фрезы делятся на цельные из инструментальных сталей, с пластинками из инструментальных сталей, с пластинками из твердосплавных материалов.
Цельные фрезы. Корпус и режущая часть таких фрез составляют одно целое. Цельные насадные фрезы имеют различный профиль режущих кромок. Цельные фрезы могут быть с острозаточенными зубьями и затылованными. У затылованных фрез задняя поверхность зубьев выполнена по спирали Архимеда, это позволяет сохранять при переточке угловые параметры и профиль зубьев (рис. 1). Фрезы с острозаточенными зубьями при переточке меняют угловые параметры и профиль зубьев (рис. 2).

Рис. 1. Цельная фреза с затылованными зубьями

Рис. 2. Цельная фреза с острозаточенными зубьями
Составные фрезы. Составные фрезы представляют собой установленный на рабочий вал станка набор цельных или сборных фрез для получения заданного профиля детали (рис. 3).
Рис. 3. Составная фреза
Сборные фрезы. Сборные фрезы предназначены для создания плоских и профильных поверхностей. Фреза состоит из цилиндрической ножевой головки, куда закрепляются съемные ножи. Крепление осуществляется клиновыми зажимами с винтами. Ножи могут быть плоскими и фасонными (рис.4). Данные фрезы надеваются на вертикальный вал фрезерного станка с нижним расположением шпинделя. Подобные сборные фрезы используются в калевочных станках для получения профильных-погонажных деталей.
Рис. 4. Сборная фреза
Для получения качественной фасонной поверхности (без заусенцев и сколов) применяют сборные насадные фрезы с контрножами (рис. 5).
Рис. 5. Сборная фреза с контрножами
Концевые фрезы. Концевые фрезы предназначены для фрезерования по контуру, выборки гнезд и пазов, получения рельефных изображений (рис. 6).
Рис. 6. Концевые фрезы
По форме режущей части подразделяются на цилиндрические (используются для криволинейного раскроя, выборки четверти и паза), трапецеидальные предназначены для получения трапециевидных выборок для установки шпонок в щитовых деталях и изготовления ящичных угловых соединений типа «ласточкин хвост», фасонные имеют различный профиль.
Оборудование для фрезерования древесины
Фрезерные станки с нижним расположением шпинделя
Фрезерные станки с нижним расположением шпинделя (рис. 7), предназначены для создания профильных, прямолинейных и криволинейных поверхностей (багет, филенка). Прямолинейные детали фрезеруют по опорной линейке, криволинейные в шаблоне (цулаге) по кольцу.

Рис. 7. Фрезерный станок с нижним расположение шпинделя
Для обработки применяют насадные фрезы: цельные, составные, сборные.
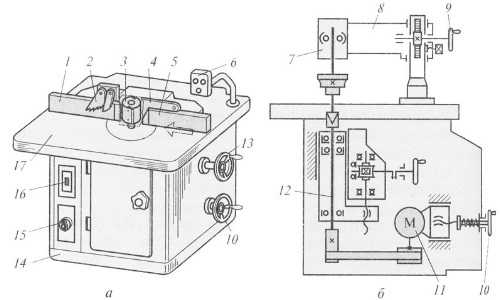
На рисунке 8 представлен фрезерный станок с ручной подачей.
Рис. 8. Фрезерный станок с ручной подачей: а – общий вид; б- кинематическая схема;
1, 5- направляющие линейки; 2- зубчатый сектор; 3- фреза; 4- ограждение; 6 – пульт управления; 7- дополнительная опора шпинделя; 8- кронштейн; 9- маховичок подъема кронштейна; 10- маховичок натяжения ремня; 11- электродвигатель; 12- шпиндель; 13- маховичок настройки шпинделя по высоте; 14- станина; 15- переключатель частоты вращения шпинделя; 16- выключатель; 17- стол
В станине 14 смонтирован шпиндельный суппорт с фрезой 3. Суппорт регулируется по высоте маховичком 13. на стане неподвижно закреплен стол 17, передняя 5 и задняя 1 направляющие линейки, которые базируют обрабатываемую заготовку. Для предотвращения выброса заготовки используют противовыбрасывающие устройство в виде зубчатого сектора 2 или деревянных гребенок. Вращающиеся фреза закрыта ограждение 4. Шпиндель 12 установлен на шарикоподшипниках высокой точности. Вращение к шпинделю передается через плоскоременную передачу от двухскоростного двигателя 11. Для натяжения ремня служит маховичок 10. Частота вращения шпинделя 4500 и 9000 об/мин. Некоторые модели снабженные двухступенчатыми шкивами ременной передачи имею четыре частоты вращения шпинделя: 3000, 4500, 6000, 9000 об/ мин.
Фрезерный станок дополнительно снабжен подшипниковой опорой 7, установленной на кронштейне 8, который при замене инструмента поднимается маховичком 9.
Фрезерные станки могут комплектоваться шипорезной кареткой, предназначенной для формирования шипов на заготовках (рис. 9).
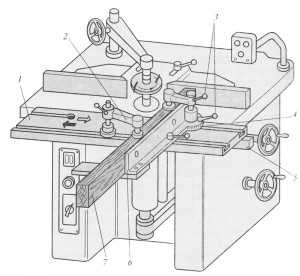
Рис. 9. Фрезерный станок с шипорезной кареткой: 1- каретка; 2- пневмоприжим; 3- стопор; 4- круговая шкала; 5- направляющая; 6- угольник; 7- заготовка
Каретка 1, установлена на шарикоподшипниковых опорах и перемещается вручную по направляющим 5, прикрепленным к станине. На столе каретке расположен базирующий угольник 6 и пневмоприжим 2, для закрепления заготовки 7.
Для получения заданного профиля на прямолинейной заготовки, используют фрезерование по линейке. Переднею линейку устанавливают на необходимую толщину снимаемого припуска.
При обработке криволинейных деталей на вал одевают копирное кольцо, а заготовку закрепляют в подвижном шаблоне – цулаге. Шаблоны могут быть для обработки детали по замкнутому и незамкнутому контуру, одно, двух и многоместные (рис. 10).
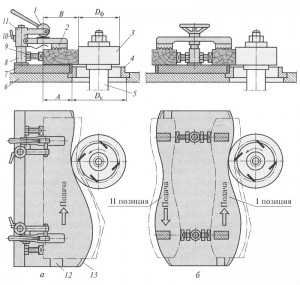
Рис. 10. Схема криволинейной обработки на фрезерном станке с помощью шаблона: а – одноместного; б – двухместного; 1 – эксцентриковый прижим; 2- прижимная колодка; 3- фреза; 4- копирное кольцо; 5- шпиндель; 6 – стол станка; 7- корпус шаблона; 8- стойка; 9- базирующий упор; 10- фиксатор прижима; 11- кронштейн; 12- торцовый упор; 13- стальная лента
Копирное кольцо 4 закрепляют неподвижно на столе станка. Одноместный шаблон для односторонней обработки показан на рис. 10 а. Рабочая кромка плиты шаблона выполнена криволинейной по форме детали и является копирной. При фрезерование копирная кромка соприкасается с рабочей поверхностью копировального кольца. Для снижения износа на рабочую кромку шаблона крепят металлическую ленту 13. На шаблоне установлены базирующие упоры 9, и торцовый упор 12. заготовку закрепляют эксцентриковыми прижимами 1, которые смонтированы на стойках 8. Диаметр кольца обычно равен диаметру резания фрезы.
Двухместный шаблон выполнен с двумя копирными кромками, каждая из которых используется для фрезерования соответствующей поверхности детали (рис. 10 б).
На рис. 11 представлен пример изделия выполненного на фрезерном станке.

Рис. 11. Мебельный фасад изготовленный на фрезерном станке с нижним расположением шпинделя
Фрезерный станок с верхним расположением шпинделя
Фрезерные станки с верхним расположением шпинделя (ВФК), служат для обработки деталей с криволинейными контурами, создания пазов и фигурных рельефов на пласти заготовки (рис. 12).

Рис. 12. Общий вид фрезерного станка с верхним расположением шпинделя Router 800 E
В качестве режущего инструмента применяют концевые фрезы диаметром от 2 до60 мм. Обработку сложного профиля производят с применением копировального устройства, состоящего из неподвижного пальца и подвижного шаблона. Шаблон крепится к нижней плоскости копировальной доски, а на верхней закрепляется обрабатываемая заготовка. При обводе шаблона по пальцу доска вместе с заготовкой перемещается относительно режущего инструмента по требуемой траектории. Выполняется контурная резьба с выемками различных форм соответствующих профилю инструмента. Новейшие станки снабжены программным управлением, движение суппорта с инструментом происходит по координатам заданным программой, заготовка неподвижно закреплена на столе станка при помощи присосок.
Фрезерный станок с верхним расположением шпинделя показан на рис. 13.
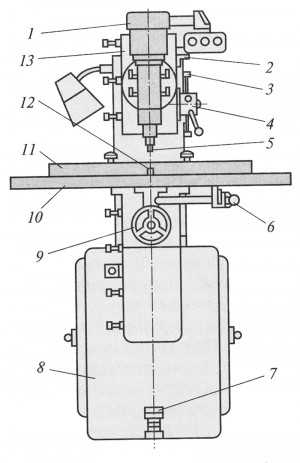
Рис. 13. Одношпиндельный фрезерный станок с верхним расположением шпинделя:
1- электрошпиндель; 2- упор; 3- винт-ограничитель; 4- поворотная головка;
5 – фреза; 6- ручка; 7- педаль; 8- станина; 9- маховичок; 10- стол;
11- направляющая линейка; 12- палец; 13 – суппорт
На станине станка 8 размещены стол 10 и шпиндельный суппорт 13. К суппорту прикреплен высокооборотный электрошпиндель 1, вращающиеся с частотой 12000 или 18000 об/мин. На конце шпинделя расположено коническое отверстие для закрепления патрона с фрезой 5. Подача на заданную глубину производится вертикальным перемещением суппорта пневмоприводом педалью 7. Величина перемещения устанавливается винтом-ограничителем 3, взаимодействующим с упором 2. в поворотной головке 4 можно установить несколько винтов ограничителей выдвинутых на различную высоту для быстрой настройки на различную глубину паза.
Для продольной прямолинейной обработки используют стол 10 и направляющею линейку 11. регулировку стола по высоте осуществляют маховиком 9.
Для копировальных работ используют шаблон, в нижней части которого расположен копирный паз, соответствующий профилю обработки детали. Заготовку подают вручную перемещая шаблон по копирному пальцу 12, которым управляют ручкой 6.
На рисунке 14 показана схема фрезерования детали в шаблоне по двум контурам. Шаблон состоит из плиты 7, в нижней части которой находятся пазы различной глубины соответствующие контуру обработки. Заготовку базируют по упорам 4 и закрепляют эксцентриковыми прижимами.
Рис. 14. Схема обработки детали в шаблоне на фрезерном станке с верхним расположением шпинделя:
1- ручка с эксцентриком; 2- фреза; 3 –деталь; 4- упор; 5- копирные кромки; 6- копирный палец; 7- плита; 8- прихват
Упоры устанавливают относительно копирной кромки на расстоянии А (мм):
А=В+((dоб— dп)/2)
Где В – расстояние от торца детали до паза, мм;
dоб – диаметр фрезерования, мм;
dп – диаметр копирного пальца, мм.
При переходе на другую форму контура детали поворотом рукоятки поднимают копирный палец 6, до касания второй копирной кромки 5.
В настоящие время станки с верхним расположением шпинделя используются редко, им на смену пришли станки нового поколения с числовым программным управлением (ЧПУ).
Деревообрабатывающие центры и фрезерные станки с ЧПУ
Всеобщее признание получили многопозиционные обрабатывающие центры и фрезерные станки с ЧПУ для обработки различных деталей из массивной древесины, ДСтП, МДФ и др. материалов (рис. 15).
Рис. 15. Деревообрабатывающий центр PRO-MASTER 7223
В набор выполняемых на них операций входит форматная обработка и профилирование, сверление, выборка пазов, пиление во всех вариантах, облицовывание кромок с полной последующей обработкой, художественная обработка деталей. Высокая производительность и гибкость в выборе технологий обработки является причиной широкого использования центров, как в малых производствах, так и на крупных предприятиях.
Система с ЧПУ базируется на персональном компьютере и использует возможности многозадачной операционной системы в реальном масштабе времени, что позволяет контролировать несколько процессов одновременно.
Графический интерфейс позволяет использовать функции, доступные с помощью функциональных изображений. Система контроля позволяет показывать на дисплее все движения инструментов и автоматически указывает на экране происходящие ошибки., давая возможность обратиться к соответствующей странице руководства по эксплуатации через систему помощи.
В основу станков с ЧПУ заложен принцип трехкоординатного перемещения суппорта с набором инструмента над столом, с закрепленной на нем заготовкой, где происходит ее обработка с пяти сторон. Продольное перемещение всего суппорта осуществляется по упрочненным направляющим зубчато-реечным механизмом с геликообразными зубьями, обеспечивающими высокую скорость подачи без вибраций. Поперечную подачу осуществляет система с реверсивным роликовым винтом, самоцентрирующимся по отношению к движущим массам, обеспечивая устойчивое и быстрое позиционирование режущих головок. Подачу режущего инструмента обеспечивают подающие устройства самих режущих головок. На суппорте смонтированы рабочие головки с инструментом различного назначения: цилиндрические и концевые фрезы, сверла, дисковые пилы, абразивные диски (рис. 16).
Рис. 16. Сверлильно-пазовальный агрегат деревообрабатывающего центра
Помимо этого имеется инструментальный магазин, с помощью которого происходит автоматическая смена инструмента в зависимости от вида работ. Требуемое качество обработки обеспечивается высокой частотой вращения инструмента (1000 – 24000 мин -1) и регулируемой с помощью ЧПУ скоростью подачи.
Рабочий стол оборудован универсальными бесшланговыми вакуумными опорами, которые легко перемещаются на нужный размер и фиксируются пневматическими зажимами.
Рис. 17. Мебельный фасад с фрезеровкой, выполненной на деревообрабатывающем центре
Фрезерно – гравировальные станки
Фрезерно – гравировальные станки имеют один или несколько фрезерных шпинделей и используются для криволинейного раскроя, гравировки, создания рельефных поверхностей (рис. 18-20).
В качестве режущего инструмента используют различные концевые фрезы. Перемещение инструмента идет по заданной программой траектории.

Рис. 18. Формирование рельефа на фрезерном станке с ЧПУ

Рис. 19. Фрезерный станок с ЧПУ «Камея» F-3D
Гравировально — фрезерные станки позволяют создавать 3D-рельефы на заготовках, их широко применяют для создания декоративных элементов, мебельных и дверных фасадах, в производстве рекламной продукции.
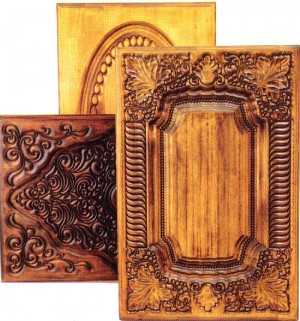
Рис. 20. Фасады изготовленные на фрезерном станке «Камея»
Копировально-фрезерные станки
Копировально-фрезерные станки, предназначены для тиражирования резных работ по дереву, слоновой кости, пластмассы. Подобные станки имеют от 2-х до 16 рабочих шпинделей. Производством подобных станков занимаются европейские фирмы: немецкая «Reichenbacher» и итальянская «Andreoni» (рис. 21-23).

Рис. 21. Двухшпиндельный фрезерный станок R-Profi 230
Рис. 22. Шестишпиндельный фрезерный станок R 632/40
Существует станок для увеличения или уменьшения создаваемой детали относительно модели в масштабах от 1:1,25 до 1:2,5 (принцип пантографа) (рис. 23).

Рис. 23. Моделирующий фрезерный станок RMF и изделия полученные на нем
Детали крепятся на столе станка или в центрах. На каретке перемещаемой вручную, смонтированы копировальный палец и рабочие шпиндели, которые перемещаются относительно стола в горизонтальной и вертикальной плоскостях, в соответствии с движением пальца по копиру (рис. 24). Производительность в 18-36 раз выше ручной резьбы, качество для домовой резьбы удовлетворительное, для мебельной требует небольшой доработки.

Рис. 24. Формирование рельефа по базовой модели
В качестве режущего инструмента используются концевые фрезы различной формы (рис. 25).
Рис. 25. Концевые фрезы для копировально-фрезерных станков
Подобные модели изготавливаются как с ручным перемещением заготовок и инструмента, так и с автоматическим при помощи ЧПУ (рис. 26).
Рис. 26. Копировально-фрезерный станок с ЧПУ
ЧПУ подключается к станку для плоской и объемной обработки любых деталей и рельефов. Программа создается однократным ощупыванием модели. Имеется возможность увеличить, уменьшить и придать зеркальность детали. Подобная автоматизация повышает производительность работ и исключает человека из процесса непосредственной обработки детали, отводя ему роль оператора.
Образцы изделий выполненных на копировально-фрезерных станках представлены на рисунках 27-28.

Рис. 27. Изделия выполненные на копировально-фрезерных станках

Рис. 28. Изделия выполненные на копировально-фрезерных станках
Вертикальные копировально – фрезерные станки
Предназначены для изготовления из древесины различных пород одновременно 4-х изделий сложной конфигурации (фигурные подлокотники, ножки кресел, ручки ударных инструментов, винты ножек балясин, топорища и т. п.) (рис.29).
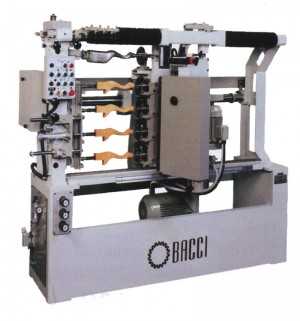
Рис. 29. Вертикальный копировально-фрезерный станок Bacci Т4М0
Обработка на подобных станках ведется дисковыми фрезами. Траектория перемещения инструмента задается перемещением копира по базовой модели, сделанной чаще всего из металла, для повышения износостойкости (рис. 30).
Рис. 30. Схема обработки на вертикальном копировально-фрезерном станке
Станок применяется в столярных мастерских для изготовления эксклюзивных изделий в большом количестве.
Станок позволяет:
- добиваться высокой производительности при высоком качестве изделий;
- легко переходить на новый вид продукции путем смены модели;
- значительно повысить безопасность производимых работ;
- использовать работников невысокой квалификации.
Ручной фрезерный инструмент
Ручной фрезерный инструмент используется при небольших объемах работы.
При помощи различных приспособлений может выполнять следующие работы: формирование профиля на кромке и пласти заготовки, выборка пазов, удаления фона и др. В качестве режущего инструмента используются концевые фрезы (рис. 31-32).

Рис. 31. Ручная фрезерная машинка
Рис. 32. Формирование пазов ручным фрезерным инструментом по направляющей линейке
Бормашина
Бормашина с гибким валом применяется для создания или доработки резных изделий из древесины и других материалов. Состоит из электродвигателя соединенного гибким валом со стальным сердечником, в державку которого крепится нужный инструмент: сверла, концевые фрезы, шарошки (рис. 33-37).
Рис. 33. Бормашины

Рис. 34. Буры для бормашины
Рис. 35. Обработка заготовки бормашиной
Рис. 36. Формирование рельефа с помощью бормашины

Рис. 37. Орнамент выполненный бормашиной, с последующей тонировкой
Литература:
1. Ветошкин Ю.И., Старцев В.М., Задимидько В.Т.
Деревянные художества: учеб. пособие. Екатеринбург:
Урал. гос. лесотехн. ун-т. 2012.
2. Коротков В.И. Деревообрабатывающие станки: Учебник для нач. проф. образования — М.: Издательский центр «Академия», 2003. – 304 с.
Источники:
http://www.semil.ru/a.htm
m-der.ru
Освоение ручной фрезы по дереву на практике
Приобретя портативное деревообрабатывающее устройство этого типа, можно самостоятельно освоить строительные навыки, опираясь на видео и фото мастер-классы в сети. В этих материалах нередко содержатся не только азы работы с ручной фрезой, но и авторские приемы, способные расширить круг доступных задач, а также упростить работу.
На стартовом этапе знакомства с устройством и функционалом полезно заручиться базовыми знаниями об инструменте.
На что способна ручная фреза
Фрезер ручного типа —компактный электроинструмент, обладающий высокой степенью мобильности по сравнению с фрезерной установкой и позволяющий выполнять:
- Создание выемок и пазов.
- Высверливание сквозных и слепых отверстий.
- Как прямая, так и фигурная обработка кромочных и торцевых частей деталей.
- Выпиливание деталей сложной формы.
- Нанесение узоров и надписей на деревянную поверхность.
- Высокоточное копирование деталей.

Применяется в столярном деле, а также в строительном мастерстве и других смежных областях. С его помощью можно производить множество работ по дереву:
- Производство и сборку мебели.
- Врезку дверных петлей и замков.
- Художественную резку по дереву.
- Обработку древесины при строительстве.
- Выпиливание отверстий и пазов.
Наличие в домашнем арсенале инструментов ручной фрезы ускорит и упростит выполнение задач по ремонту и созданию деревянных изделий при условии соблюдения правил работы с электроинструментом.
Правила работы с ручным фрезером
Работа ручной фрезой по дереву должна осуществляться при использовании рабочих перчаток и защитных очков: такая мера убережет руки от попадания заноз и других мелких травм, а глаза — от строительного мусора. Манипуляции необходимо выполнять не спеша, без резких движений: в противном случае результат может огорчить наличием брака («рваных» краев, канавок и пр.).
Снятие и закрепление ножа в струбцине необходимо осуществлять при помощи отвертки или входящего в комплект агрегата ключа. Важно закрутить резьбу прочно, но не переусердствовать с тем, чтобы не сорвать ее.
Движение должно осуществляться равномерно на протяжении всей работы двигателя. В противном случае результат не порадует качеством.
Новички зачастую прикладывают слишком большое или малое усилие при работе с фрезой. В результате страдает качество изделия. Не следует замедлять ход агрегата при выполнении поворотов режущего элемента, так как это может привести к перегреву фрезы и прожиганию древесины.
Необходимая глубина среза достигается путем калибровки — с помощью подъемного механизма, меняющего расстояние между штифтом и шайбой, расположенными рядом с электроприводом. Достигать ровного хода ножей в процессе работы помогает прямолинейная направляющая. Некоторые фрезы комплектуются круговой направляющей, позволяющей создавать ровные окружности большого радиуса. Фрезерование окружностей с радиусом менее 15 см осуществляется при помощи регулируемого центровочного штифта, вставляющегося в предусмотренное отверстие на основании инструмента.
Фрезерование пазов осуществляется посредством закрепленного на корпусе фрезы углового упора. Обрабатываемая заготовка фиксируется в неподвижном состоянии — для безопасности и качества результата. Выборку пазов с глубиной более 5 мм рекомендуется осуществлять в несколько подходов. Это же правило распространяется на любые работы по снятию верхнего слоя заготовки на любую глубину.
Не следует приступать к работе с фрезером, не изучив правила безопасности. Фреза — источник повышенной опасности, способный стать причиной травм и увечий. Работа по дереву с ручной фрезой будет безопасной и продуктивной если:
- Фреза будет острой (о необходимости заменить насадку скажет неровный край изделия и перегревающийся мотор).
- Фрезеруемая деталь будет закреплена в неподвижном состоянии.
- Глубина съема древесины не превысит 5 мм за один подход.
- Замена насадок будет осуществляться только после обесточивания инструмента.
В ходе работы с фрезой важно следить за состоянием и «поведением» инструмента, соблюдать рекомендации производителя, имеющиеся в инструкции или на упаковке. Нарушение технологического процесса, равно как и отсутствие надлежащего ухода за инструментом, повлечет за собой нежелательные последствия. Одним из важнейших условий работы является правильный выбор насадки для фрезера.
Основные типы насадок
Существует множество насадок для работы по дереву ручным фрезером:
- Кромочные. Снабжены подшипником, позволяющим задать расстояние от кромки детали до ножа. Используются для создания как фигурных, так и ровных краев у деревянных деталей.
- Пазовые (спиральные, галтельные, ласточкин хвост, фасонные). Позволяют вырезать выемки и пазы.
Существуют как простые, так и наборные фрезы, собираемые из двух и более режущих элементов. Используя наборную фрезу, можно реализовать требуемую форму изделия.

Помимо формы, насадки для ручного фрезера отличаются толщиной, высотой, а также взаимным расположением ножей, что позволяет подобрать режущие элементы под любую задачу.
Наиболее распространенные приемы резки
При помощи фрезерования можно создать изделия из древесины. Резные перила, фасады мебели, декоративные элементы, всевозможные поделки и сувениры. Возможности этого инструмента ограничивает лишь сноровка и фантазия самого мастера. Существует ряд базовых элементов, создание которых должен освоить любой новичок. Освоение нижеперечисленных приемов резки позволит добиться выполнения сложных задач путем их применения и комбинирования.
Открытый паз
В случае необходимости создать заготовку с пазом, начинающимся от кромки, следует расположить фрезу, чтобы нож выступал за край древесины. Поле этого следует установить режущий элемент и только потом запускать двигатель. Обработав кромку изделия, необходимо поднять нож, ослабить его фиксатор и отключить питание агрегата.
Глухие пазы создаются аналогичным способом, с той лишь разницей, что режущий элемент устанавливается не на краю изделия, а в точке начала прорези.

Глубокий паз
Если глубина требуемого паза превышает 5 мм, рекомендуется выполнять работу в несколько подходов, каждый раз увеличивая глубину выемки, особенно в случае работы с твердыми сортами древесины. Глубину последней выемки следует ограничить 1,5 мм — для гладкости детали и геометрии паза.
Узкий паз
Для обеспечения удобства и результата в ходе создания детали с узким пазом, рекомендуется прикрепить плоское основание к подошве фрезера. Эта деталь в тандеме с устанавливаемыми по обе стороны направляющими стержнями служит вспомогательной плоскостью, обеспечивающей правильную траекторию ножа. Важно задать расположение осей на одной линии с центром режущего элемента. Ручную фрезу ведут плавно и медленно, обеспечивая плотное прилегание направляющих к боковым частям заготовки.
Торцевая поверхность
Главным показателем правильной работы фрезой с торцевой частью деревянной заготовки является геометрическая точность и гладкость получившегося канта. При обработке торца необходимо начать ее выполнение с создания пологого среза путем движения ножа по направлению его вращения. Так будет обеспечено высокое качество выборки основного материала, после чего останется только подправить результат, ведя режущий элемент уже против направления его вращения.
Криволинейные кромки
Для создания криволинейных кромок ручным фрезером, необходимо обеспечить точность траектории движения его ножа, использовать оснащенные упорным кольцом шаблоны. При таком способе резки круглая пластина с бортиком, называемая «кольцом», движется вдоль шаблона, обеспечивая траекторию движения режущей части инструмента. Перед началом работы упорное кольцо фиксируется на подошве фрезера. Шаблон крепится на обрабатываемой детали, которая фиксируется струбцинами на рабочей поверхности.
Использование шаблонов при работе с фрезой позволяет изготавливать идентичные детали в необходимом количестве.
Декоративная отделка
Сложные резные элементы, объемные узоры, картины и надписи, фигурные вырезы, — все это можно создать в процессе фрезерования. С увеличением практического опыта мастера возрастет и сложность доступных ему проектов.
Художественная фрезеровка —востребованный способ обработки деревянных изделий, справиться с которым поможет знание основных азов процесса.
Для обеспечения устойчивости обрабатываемой поверхности, лучше всего воспользоваться тисками. Рисунок заранее наносится на изделие простым или столярным карандашом. После того как поверхность размечена и прочно закреплена под удобным для работы углом, начинается непосредственный процесс фрезеровки.

Во фрезере закрепляется насадка, которой аккуратно, слой за слоем, снимается древесина по нанесенному контуру, что придает изображению объем.
Современное зодчество редко прибегает к использованию ручных инструментов в процессе создания декоративных элементов. Резные наличники, замысловатые перила, мебель с рельефными узорами и вензелями, — эти изделия успешно создаются при помощи электрического ручного фрезера, обеспечивающего высокую точность и скорость художественной резки.
Техника безопасности
Осторожность при работе с ручным фрезером — залог безопасности мастера и результатов его работы. Основные правила безопасности:
- Использовать только острые режущие элементы. Степень остроты ножа можно проверить, осторожно прикоснувшись к жалу фрезы кончиком пальца: если кожа «прилипнет» к лезвию — нож острый. Еще одним признаком недостаточной остроты ножа является перегрев мотора агрегата в ходе работы и «грязный» край изделия.
- Проверять исправность электрошнура и штепселя агрегата перед каждым его включением.
- Удалять пыль и строительный мусор из суппорта, корпуса и цанговой гайки.
- Надежно фиксировать фрезу в цанге при помощи гаечного ключа.
- После установки режущего элемента, следует фиксировать его в желаемом положении при помощи нажатия на рычаг суппорта.
- Всегда использовать защитные очки при работе с фрезой, независимо от наличия в конструкции агрегата защитного экрана. Можно дополнить защиту респиратором.
- Перед запуском электродвигателя — убедиться, что движущаяся часть не заблокирована.
- Во избежание получения травм — сначала запускают агрегат и только потом вводят его нож в заготовку.
- После окончания фрезерования — вынуть нож из детали, и только потом отключать двигатель.
- В процессе работы держать в поле зрения вращающуюся головку фрезы и внутренний проем суппорта.
- Перед заменые насадки полностью обесточить агрегат.
- Обрабатываемые заготовки важно закреплять на рабочей поверхности при помощи струбцин.
- Использовать только чистые ножи. В случае обнаружения на насадке загрязнений — очистить ее перед установкой.
- При использовании кромочной фрезы с подшипником — убедиться, что он легко вращается на концевике, не заклинивается и не скрипит.
- Использовать только исправный агрегат.
Ручная фреза по дереву —инструмент, который не займет много места, но позволит выполнить больштнство задач в процессе работы с древесиной. Агрегат сделает доступным мелкий бытовой ремонт и откроет возможности в области современного зодчества и личного творческого развития. Тщательно выбирайте фрезер, соблюдайте правила его эксплуатации, и работа с ним будет продуктивной и полной положительных эмоций.
remboo.ru
www.novaso.ru
сквозное и несквозное. Приемы работы. — КиберПедия
Фрезерование древесины
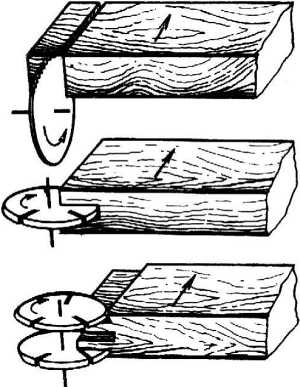
Фрезерование древесины в общем случае – это резание ее вращающимися фрезами, при котором траекторией резания является циклоида. Различают цилиндрическое, коническое, торцовое, торцово-коническое, продольное или фасонное фрезерование (рис. 104).
Цилиндрическое – фрезерование, при котором ось вращения инструмента параллельна поверхности обработки, а лезвия резцов описывают в пространстве цилиндрические поверхности.
Коническое – производится инструментом, ось вращения которого наклонена под углом к поверхности обработки, а лезвия резцов описывают в пространстве коническую поверхность.
Торцовое– происходит, когда ось вращения инструмента перпендикулярна поверхности обработки, боковые лезвия резцов описывают в пространстве цилиндрические поверхности, а торцовые – поверхность кольца или круга.
Торцово-коническое фрезерование происходит аналогично торцовому фрезерованию, но лезвия резцов описывают в пространстве коническую поверхность.
При фасонном режущие кромки инструмента имеют сложное очертание, составленное из криволинейных элементов.
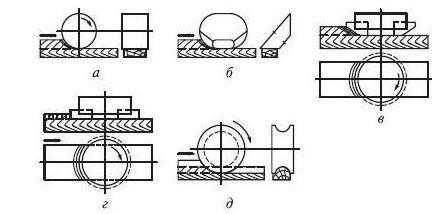 Рис. 104. Виды фрезерования древесины: а – цилиндрическое; б – коническое; в – торцовое; г – торцово-коническое; д — фасонное
Рис. 104. Виды фрезерования древесины: а – цилиндрическое; б – коническое; в – торцовое; г – торцово-коническое; д — фасонное
Все фрезерные работы можно подразделить на следующие четыре вида:
· фрезерование прямолинейных кромок по линейке;
· фрезерование криволинейных кромок по кольцу и шаблону;
· фрезерование поверхностей двойной кривизны;
· торцовое фрезерование канавок и профилей по копиру.
Фрезерование плоских и профильных кромок прямолинейных деталей ведется на фрезерном станке Ф-4.
Криволинейные кнопки незамкнутого и замкнутого контура фрезеруют при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе.
Наиболее совершенные и производительные фрезерные станки с механической подачей – карусельно-фрезерные (Ф1К или Ф2К-3). В массовых производствах карусельно-фрезерные станки применяют для обработки заготовок по криволинейным контурам.
Торцовое фрезерование канавок и различных профилей обычно выполняют на копировально-фрезерных станках с верхним расположением шпинделя ВФК (Россия) и G60, G800, G900 производства фирмы GRIGGIO (Италия). Обработка производится в специальном шаблоне с пазами на нижней стороне, соответствующими контуру, который нужно обрабатывать.
Фрезерование прямолинейных заготовок по линейке выполняют на вертикально-фрезерных станках с нижним расположением шпинделя (Ф-4, ФШ-4 (Россия), Formula T1LL, T55 W Elite S (Италия) и др.). Различают три вида таких работ: выверку гладких поверхностей, преимущественно кромок, под прямую плоскость; сквозное фрезерование профиля; несквозное фрезерование профиля (рис. 105). В этих случаях фрезерование выполняется с помощью направляющей линейки.
Рис. 105. Обработка прямолинейной кромки на фрезерном станке по линейке: 1 – задняя направляющая линейка; 2 – стол; 3 – — скоба; 4 – ножевая головка; 5 – обрабатываемая деталь; 6 – передняя направляющая линейка
Криволинейные кромки незамкнутого и замкнутого контура фрезеруются при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе (рис.106). Для обработки по копиру заготовка крепится винтовыми или эксцентриковыми зажимами, а в нижней части шпинделя, под фрезой, устанавливается свободно вращающееся кольцо с шарикоподшипником, служащее упором для копира при фрезеровании. В процессе обработки копир с заготовкой боковой кромкой постоянно опирается на это кольцо и с помощью ручного управления проводится мимо фрезы, формирующей на поверхности заготовки заданный профиль. Для механизации подачи под копировальным кольцом устанавливается цепная звездочка с отдельным приводом вращения, а под копиром, строго параллельно ему, крепится пластинчатороликовая цепь, входящая в зацепление со звездочкой. При вращении звездочки копир с заготовкой перемещается вдоль фрезы, сохраняя постоянный контакт с упорным кольцом.
Рис. 106. Обработка криволинейной кромки на фрезерном станке по кольцу и шаблону: 1 – фреза; 2 – упорное кольцо; 3 – направляющая кромка шаблона; 4 – шаблон; 5 – обрабатываемая заготовка; 6 – линейка шаблона; 7 – прижим; 8 – упор
На копировальных станках с верхним расположением шпинделя фрезеруют прямолинейные и криволинейные боковые поверхности, щиты и рамки, выбирают пазы, гнезда, полости различной конфигурации, сверлят и зенкуют отверстия, а при наличии специальных приспособлений нарезают короткие резьбы, вырезают пробки, выполняют различные художественные работы.
В эту группу входят копировальные станки (ВФК-2, ВФК-3 (Россия) (рис. 107), G60, G800, G900 (GRIGGIO, Италия) (рис. 108),WINNER LH-1000 (Тайвань)), карусельные (Ф1К-2, Ф1К-2А (Россия),Rautek MX-7212, Rautek MX-7516 (Китай) (рис. 109)) и модельные (ФМ25, ФМС (Россия)). Фрезерные копировальные станки с верхним расположением шпинделя универсальные.
Различают фрезерные карусельные станки с верхним (Ф1К-2, Ф1К-2А) и нижним (Ф2К-ШЗ) расположением шпинделя.
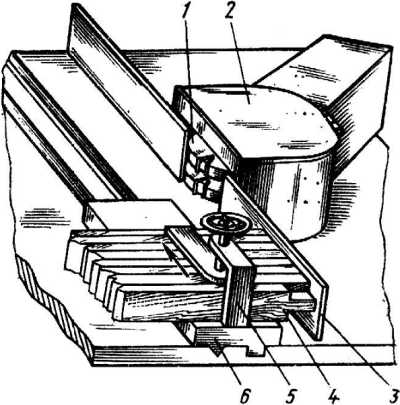
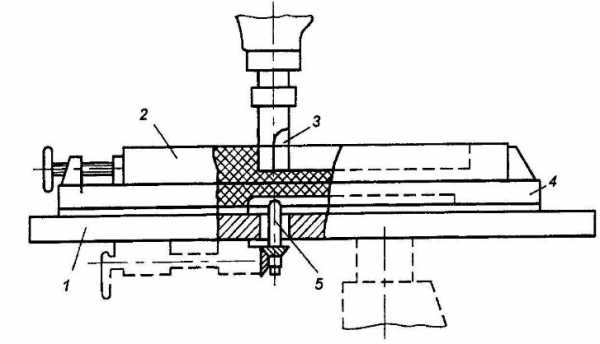 Рис. 107. Схема обработки на копировально-фрезерном станке ВФК-3: 1 – стол; 2 – деталь; 3 – концевая фреза; 4 – шаблон; 5 – копир
Рис. 107. Схема обработки на копировально-фрезерном станке ВФК-3: 1 – стол; 2 – деталь; 3 – концевая фреза; 4 – шаблон; 5 – копир
16. Шипорезные станки
При сборке различных изделий, а также для сращивания досок или брусков по длине применяют шиповые соединения. Соответственно шиповые соединения делятся на угловые и серединные. Соединения концов двух деталей под углом осуществляют с помощью плоских прямоугольных (рамных) или клиновых (зубчатых) шипов. Рамные шиповые соединения бывают на сквозной одинарный, двойной или тройной шипы и соответствующие им проушины. Их делают на рамных шипорезных станках.
Различают следующие элементы плоского одинарного рамного шипа: две боковые грани (пласти), два заплечика и торцовую грань (вершину). У проушины – две боковые пласти, внутренняя торцовая грань (дно) и две внешние торцовые грани.
Клиновые шипы для углового концевого соединения формируют на специальных усофрезерных станках или модернизированных рамных шипорезных станках.
Угловое концевое соединение широких дощечек (ящики, коробки) осуществляют с помощью прямоугольных ящичных открытых шипов, которые обрабатывают на ящичных шипорезных станках.
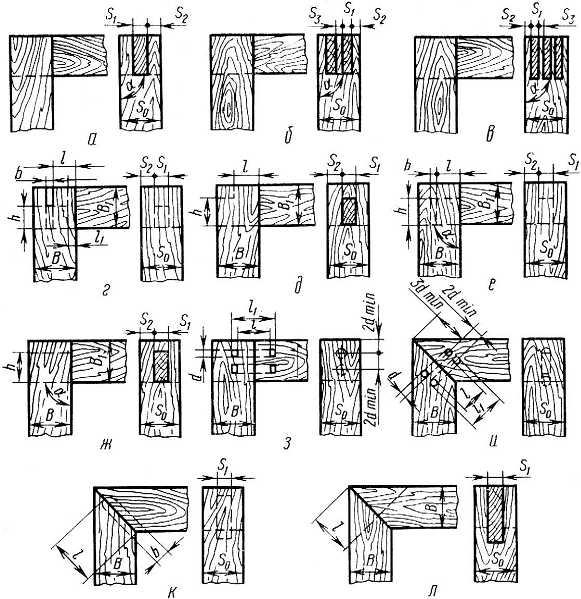
Рис. Угловые концевые соединения:
а – на шип открытый сквозной одинарный УК-1, б – на шип открытый сквозной двойной УК-2, в – на шип открытый сквозной тройной УК-3, г – на шип с полуптемком несквозной УК-4, д – на шип с полупотемком сквозной УК-5, е – на шип с потемком несквозной УК-6, ж – на шип с потемком сквозной УК-7, з – ни шипы круглые вставные сквозные и несквозные УК-8, и – на ус со вставаным несквозным круглым шипом УК-9, к – на ус со вставным несквозным плоским шипом УК-10, л – на ус со вставным сквозным плоским шипом УК-11
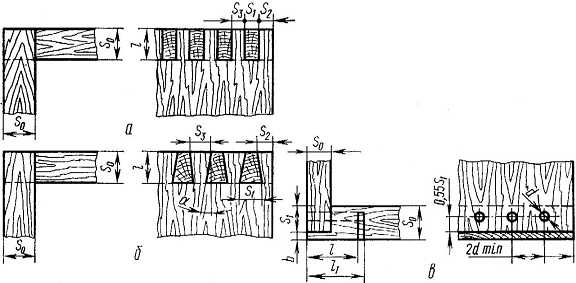
Рис. Угловые ящичные соединения:
а – на шип прямой открытый УЯ-1, б – на открытый шип «ласточкин хвост» УЯ-2, в – на открытый круглый шип УЯ-3
Угловое концевое соединение широких дощечек при сборке ящиков делают с помощью шипов типа «ласточкин хвост» с плоскими или закругленными гранями. У мебельных ящиков шипы «ласточкин хвост» делают с лицевой стороны закрытыми, а переднюю лицевую стенку толще боковой. Для получения таких шипов предназначены специальные шипорезные станки.
Клиновые шипы для соединения по длине брусковых заготовок характеризуются длиной шипа и шагом. Их получают на специальных шипорезных станках для сращивания или модернизированных ящичных шипорезных станках.
На шипорезные станки поступают высушенные заготовки правильной геометрической формы. Прямолинейность заготовок должна соответствовать 14-й степени точности. Сучки, кармашки, червоточина, пробки и заделки в зоне формирования шипов не допускаются.
 Основное требование к шиповому соединению – его прочность, которая в значительной степени зависит от точности обработки шипов, отсюда вытекают высокие требования к точности элементов шипового соединения, которые выполняются на шипорезных станках.
Основное требование к шиповому соединению – его прочность, которая в значительной степени зависит от точности обработки шипов, отсюда вытекают высокие требования к точности элементов шипового соединения, которые выполняются на шипорезных станках.
Для шипорезных работ применяют круглые пилы и фрезерные инструменты общего или специального назначения. Множество вариантов инструмента определяется разнообразием шиповых соединений и приемов обработки их отдельных элементов.
Рис. Технологическая схема образования шипов на рамном шипорезном станке
Рис. Нарезание шипов на фрезерном станке:
 1 – фреза, 2 – ограждение фрезы, 3 – направляющая линейка, 4 – подпорный брусок, 5 – прижим, 6 – каретка
1 – фреза, 2 – ограждение фрезы, 3 – направляющая линейка, 4 – подпорный брусок, 5 – прижим, 6 – каретка
Рис. Формирование прямых ящичных шипов:
а – набор фрез с прокладками, б – нарезание шипов, 1 – фрезы, 2 – прокладки, 3 – заготовки
Длина главной режущей кромки лезвия цельных насадных двузубых фрез для обработки ящичных прямых шипов должна быть равна ширине вырабатываемой проушины. Диаметр – 200 мм, ширина – 5, 6, 8, 10, 12, 18 мм.
 У фрезы цельной двузубой однорядной для обработки клиновых шипов боковые вспомогательные кромки зубьев скошены и образуют клин.
У фрезы цельной двузубой однорядной для обработки клиновых шипов боковые вспомогательные кромки зубьев скошены и образуют клин.
Однорядные фрезы применяют для фрезерования шипов длиной более 30 мм.
Фрезы насадные сборные для обработки шипов бывают двух типов: для торцового и поперечного фрезерования. В корпусе шипорезной фрезы для торцового фрезерования укреплены четыре фасонных резца. У фасонного резца две режущих кромки: главную – для фрезерования эаплечика и вспомогательную – для обработки пласти шипа. Резцы в корпусе не регулируют и не снимают до полного износа. Их затачивают в сборе по задней поверхности режущих кромок.
В других конструкциях фрез для торцового фрезерования по два ножа и подрезающих резца. Ножи формируют заплечики шипа, а подрезающие резцы обеспечивают требуемую шероховатость граней шипа.
Фрезы шипорезные для поперечного фрезерования бывают трехножевые с тонкими ножами и крыльчатые двухножевые с толстыми ножами. Но крыльчатые опасны и создают большой шум, предпочтение отдается круглым.
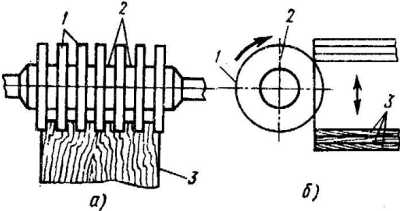
Дисковые фрезы для обработки проушин аналогичны по конструкции шипорезным фрезам. Их ширина – 6, 8 12 и 14 мм.
Затачивают резцы в сборе по задней поверхности лезвия. По передним поверхностям затачивать нельзя, так как при заточке уменьшается размер по ширине проушины, что недопустимо. Резцы дисковых фрез оснащают пластинами из твердого сплава.
Подобны им дисковые сборные фрезы для выполнения подсечных операций и для фасонной обработки заплечиков шипа. В диске закрепляют фасонные резцы, форма режущей кромки которых совпадает с формой углубления на детали.
Если надо одновременно обработать несколько проушин, на шпинделе устанавливают соответствующее количество сборных дисковых фрез. Практикуется установка составных фрез, состоящих из сборных дисковых фрез, круглых пил и фрез других конструкций.
Концевые фрезы бывают цилиндрические – для обработки ящичных прямых шипов и фасонные – для обработки шипов «ласточкин хвост». Концевые цилиндрические фрезы бывают затылованные и незатылованные с остроконечными зубьями. Их крепят на станке с помощью резьбового хвостовика, который ввинчивается в отверстие шпинделя.
Шипорезные фрезы работают при высокой частоте вращения, поэтому они должны быть отбалансированы. Балансировку проводят на специальных приспособлениях и станках.
Перед установкой фрез следует проверить их состояние. Трещины, забоины, выкрашивания металла на поверхности резцов фрез не допускаются, такими фрезами работать нельзя.
Рамные шипорезные станки.Рамные шипорезные станки бывают двух типов: одно– и двусторонние. На односторонних обрабатывают сначала один конец заготовки, затем заготовку переворачивают и вырабатывают шип или проушину на втором ее конце.
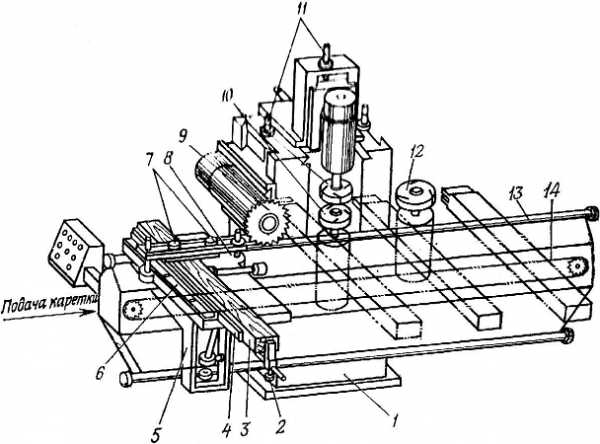
Рис. Односторонний рамный шипорезный станок:
1 – станина, 2 – упор, 3 – деталь, 4 – подпорный брусок, 5 – каретка, 6 – направляющая линейка, 7 – гидроприжимы, 8 – стол, 9 – пила, 10 – шипорезная фреза, 11 – винт настройки, 12 – дисковая фреза, 13 – направляющая, 14 – роликовтулочная цепь
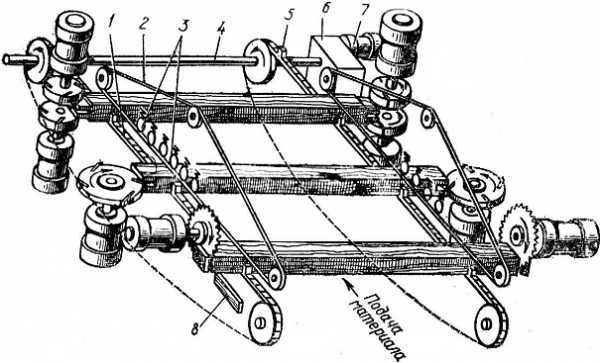
Рис. Двусторонний рамный шипорезный станок:
1 – конвейерная цепь, 2 – клиновой ремень, 3 – подпружиненные ролики: 4 – вал, 5 – упор, 6 – редуктор, 7 – электродвигатель, 8 – упорная линейка
Двусторонние шипорезные станки позволяют одновременно вырабатывать шипы или проушины на обоих концах заготовки. Их подразделяют на станки общего назначения и специализированные. Специализированные предназначены для обработки деталей конкретного изделия.
На двусторонних шипорезных станках можно обрабатывать детали с наибольшей длиной 2200 мм (ШД10-10) и 3000мм (ШД16-8).
Станки собирают из унифицированных суппортов с режущими инструментами и элементов подачи заготовки. Станки оснащают устройствами программного управления и настройки.
Шипорезный рамный односторонний станок выполняется в виде колонки, на которой смонтированы механизм подачи и суппорты. Режущие инструменты крепятся на валах электродвигателей.
Первый по ходу подачи детали суппорт оснащен электродвигателем с круглой пилой для торцовки заготовки по длине или на заданный угол. Второй и третий суппорты размещены один над другим и оснащены электродвигателями с шипорезными фрезами для выработки заплечиков шипов. На четвертом суппорте установлен электродвигатель с дисковой фрезой для выработки проушины.
Пильный, верхний шипорезный и четвертый прорезной суппорты оборудованы механизмами, обеспечивающими вертикальное и горизонтальное перемещения. Нижний шипорезный суппорт имеет только вертикальное перемещение.
Режущие инструменты ограждены, что обеспечивает безопасность работы. Возможность пуска станка при снятом или поднятом ограждении исключена.
Сбоку станины установлены верхняя цилиндрическая и нижняя плоская направляющие, по которым на роликах движется каретка.
Для правильного базирования и закрепления обрабатываемой детали на каретке установлены направляющая линейка, подпорный брусок, торцовый упор и гидроприжимы. Стол каретки можно устанавливать в наклонном положении, что необходимо, если надо обрабатывать шипы с гранями, расположенными к пласти детали под углом до 20°.
В случае аварийного отключения станка от электросети предусмотрена защита от выброса незакрепленных заготовок вращающимся по инерции режущим инструментом.
На шипорезном рамном двустороннем станке ШД10-8 обрабатывают шипы и проушины на обоих концах деталей рамочных и каркасных изделий.
На станине, представляющую собой раму, размещены две колонки. Правая колонка смонтирована жестко и не перемещается, левую колонку можно передвигать при настройке на длину обрабатываемой детали.
На колонках установлены суппорты с четырьмя шпинделями. Первые по ходу подачи материала шпиндели оснащены пилами для торцовки детали по длине, вторые суппорты прорезные. Последними по ходу стоят суппорты с шипорезными фрезами для обработки шипа.
На колонках установлен механизм подачи обрабатываемой детали в виде двух параллельных конвейерных цепей. Конвейерные цепи изготовляют из стальных пластин или литых цельных звеньев, соединенных шарнирно. На звеньях укреплены упоры для базирования деталей.К звеньям конвейерных цепей прикрепляют также металлические или пластмассовые накладки, часто упоры делают подпружиненными. Последние могут утапливаться внутрь звеньев цеци, что позволяет обрабатывать детали, ширина которых больше расстояния между упорами.
Сверху находятся два приводных клиновых ремня, которые прижимаются к заготовкам роликами.
Станок ШД16-8 – модификация станка ШД10-8. Разница между ними в том, что прижимные ремни ШД10-8 не имеют привода, а станина удлинена для обработки строительных деталей больших размеров.
Станок шипорезный двусторонний специальный с программным управлением ШДС-10П предназначен для торцовки брусков по длине в размер и обработки рамных шипов и проушин одновременно с двух сторон в момент транспортировки бруска или на позиции без перемещения бруска.
При выборе режима работы руководствуются следующими факторами. Шипорезные работы отличаются значительной глубиной и шириной фрезерования. Для снятия значительного слоя материала требуются большие силы резания, которые могут приводить к перегрузке электродвигателей и сколам материала на заключительном этапе обработки – в зоне выхода шипорезной фрезы. Снизить влияние неблагоприятных нагрузок можно за счет снижения скорости подачи.
Рациональную скорость рассчитывают по мощности электродвигателей механизмов резания или определяют по графику их загрузки. (Такие графики приводятся в руководстве по эксплуатации станка.) Например, для одностороннего шипорезного станка при фрезеровании шипа длиной 150 мм и высотой заплечика 12 мм скорость подачи должна быть 2,5 м/мин, а при обработке шипа длиной 60 мм и высотой заплечика 40 мм – 15 м/мин.
Настраивают шипорезные станки так. Выбрав и проверив состояние режущего инструмента, его устанавливают на шпинделе.
Надо иметь в виду, что пила и верхняя шипорезная фреза должны вращаться против часовой стрелки, а нижняя шипорезная и дисковая фрезы – по часовой стрелке (если смотреть на шпиндель со стороны установленного инструмента). Направляющую линейку на каретке настраивают по угольнику и индикатору. Поверочный угольник укладывают на каретку так, чтобы одна рабочая грань его прилегала к направляющей линейке, а другая была параллельна передней кромке каретки. На станине с помощью стойки устанавливают индикатор, измерительный наконечник которого должен касаться рабочей грани угольника. Перемещая каретку вручную по направляющим, регулируют линейку на каретке, добиваясь наименьшего отклонения стрелки индикатора.
При настройке станка для фрезерования косоугольных шипов вместо поверочного угольника используют шаблон, грани которого выполнены под заданным углом. После регулировки линейку крепят к каретке болтами.
Для предотвращения сколов детали при фрезеровании шипов используют подпорный брусок из древесины твердых пород. Его крепят к направляющей линейке так, чтобы на конце бруска можно было сформировать шип при обработке первой детали.
При обработке шипов на двух концах заготовки необходимы два торцовых упора: неподвижный и откидной. Неподвижный предназначен для базирования необработанного торца заготовки. Его устанавливают по плоскости диска пилы на расстоянии, равном разности между длиной заготовки и припуском на обработку (5-10 мм). Откидной упор используют при фрезеровании шипа на втором конце заготовки. Откидной упор закрепляют так, чтобы обеспечивалось требуемое расстояние между заплечиками шипов.
Для обработки шипов, грани которых непараллельны пласти детали, стол каретки наклоняют, вращая рукоятку винта наклона. При этом положение стола контролируют по шкале.
Размерную настройку режущих инструментов выполняют по эталону на конце которого находится шип требуемой формы. Эталон изготовляют из бруска древесины твердых пород. (Может быть использована ранее обработанную деталь).
Эталон базируют, поджимая его к подпорному бруску, и закрепляют прижимным устройством. Перемещая каретку по направляющим, вводят шип эталонной детали последовательно в зону торцовочной пилы, дисковой и шипорезной фрез. Положение режущих инструментов регулируют по высоте и в горизонтальной плоскости, добиваясь соприкосновения режущих кромок с шипами эталона.
Если по характеру обработки требуется только пила и дисковая фреза, неработающие фрезы выводят за пределы касания с обрабатываемым материалом.
После настройки инструментов фиксируют суппорты стопорными устройствами.
Сняв эталонную деталь, регулируют положение прижима по высоте в зависимости от толщины обрабатываемой заготовки. Для этого открепляют кронштейны подвески прижимной колодки и регулируют их по высоте. Расстояние прижимной колодки до рабочей поверхности каретки должно быть на 2-3 мм меньше толщины заготовки.
Закончив размерную настройку станка, регулируют величину хода каретки. Если не используют шипорезные фрезы, ход каретки уменьшают, переставив кулачок, действующий на конечный выключатель рабочего хода.
Закончив наладку и осмотрев станок, последовательно включают электродвигатели с режущими инструментами. Если станок работает нормально, приступают к обработке пробных заготовок. Их сравнивают с эталоном и контролируют калибром или шкальным прибором. Разнотолщинность и непараллельность расположения шипа и проушины, фрезеруемых в бруске, по отношению к базовой поверхности бруска должна быть не более 0,1 мм на длине 10 мм.
У станков с конвейерной подачей на левой колонке дисковая и нижняя шипорезная фрезы должны вращаться по часовой стрелке, а пила и верхняя шипорезная фреза – против часовой. У правой колонки двустороннего станка дисковая и нижняя шипорезная фрезы должны вращаться против часовой стрелки, а пила и верхняя фреза – по часовой.
Подвижную колонку устанавливают на заданную длину, включая электродвигатель привода перемещения колонки. Величину перемещения контролируют по шкале на станине. Точную установки колонки завершают маховичком ручной настройки с лимбом.
Прижимные балки регулируют по высоте в зависимости от толщины обрабатываемых заготовок. Расстояние от установочной базы станка до рабочей поверхности ремня должно быть на 2-3 мм меньше толщины заготовки. Чрезмерный прижим вызывает повреждения и износ конвейерных цепей.
Длину шипов устанавливают перемещением пильных и шипорезных суппортов в горизонтальной плоскости. Глубину заплечиков шипа устанавливают перемещением шипорезных суппортов в вертикальной плоскости, а перемещением прорезного суппорта в горизонтальной и вертикальной плоскостях – глубину проушины и ее положение по высоте.
При обработке шипов толщиной менее 15 мм снимают заградительные щитки шипорезных фрез для предотвращения их поломки при настройке.
Если для обработки деталей требуется только пила или пила и дисковая фреза, суппорты с остальными неработающими инструментами перемещают за пределы зоны движения обрабатываемой детали.
Режущие инструменты устанавливают в наклонном положении с помощью механизмов поворота, отсчитывая углы по дуговым шкалам.
Механизм привода прижимных ремней при обработке брусковых деталей должен быть выключен. Включают механизм прижима только при обработке щитовых деталей.
Для ориентирования заготовки при установке ее на конвейерные цели используют упорную линейку. Ее устанавливают так, чтобы левая пила отрезала припуск с торца заготовки длиной не более 5-10 мм, оставшийся припуск удаляется правой пилой.
Односторонние шипорезные станки обслуживает один рабочий. Станочник укладывает на каретку заготовку, базируя ее по направляющей линейке или подкладному бруску и торцовому упору. Если заготовки небольшой длины, их обрабатывают одновременно по несколько штук, используя всю ширину стола каретки. Выровняв торец, станочник нажимает на кнопку подачи каретки, при этом заготовки автоматически зажимаются гидроприжимами, каретка совершает рабочий к режущим инструментам и возвращается в исходное положение. Заготовки открепляются.
Для обработки шипов с другой стороны используют второй откидной упор, который каждый раз поворачивают в рабочее положение. Заготовки базируют по откидному упору обработанными заплечиками и включают подачу.
Двусторонние станки используются при обработке больших партий деталей. Их обслуживают двое рабочих. Первый станочник укладывает на конвейерные цепи заготовку, базируя ее торцом по боковой упорной линейке и прижимая к упорам цепи. (При укладке необходимо следить за положением движущихся упоров и правильно ориентировать заготовку до входа ее под прижимные устройства. Если скорость не позволяет обеспечить правильную установку заготовок, ее уменьшают.)
Второй рабочий принимает обработанные детали и складирует. Он должен также следить за качеством обработки и при необходимости проверять толщину шипов, ширину проушин и размер между заплечиками, пользуясь при этом калибрами или шкальными измерительными инструментами.
Двусторонние шипорезные станки оснащают автоматическими питателями и разгрузочными манипуляторами, которые освобождают рабочих от монотонных загрузочно-разгрузочных операций.
Основной дефект обработки на шипорезных станках – сколы. Причиной их появления могут быть: затупление режущих инструментов, износ подкладного бруска или деревянных вкладышей, прикрепляемых к упорам цепей.
Ящичные шипорезные станки.Ящичные шипорезные станки бывают двух видов: для выработки прямых или клиновых шипов и шипов «ласточкин хвост».
Станок шипорезный односторонний для выработки прямого и клинового шипов ШПК-40 предназначен для обработки шипов на одном конце заготовки. Станок позволяет обрабатывать заготовки шириной до 400 мм при формировании прямых ящичных шипов и до 110 мм – клиновых шипов. Конструкция предусматривает обработку одновременно нескольких заготовок общей толщиной не более 100 мм. Длина заготовок должна быть не менее 250 мм. Наибольшая длина вырабатываемых шипов прямых – 50 мм, клиновых – 10 мм.
Фрезерный вал станка выполнен в виде шпинделя с укрепленными на нем сменными комплектами фрез. Шпиндель смонтирован на двух опорах. Правой опорой служат два радиально-упорных подшипника. Левая съемная опора представляет собой радиально-сферический шариковый подшипник со ступицей, в которую входит конец шпинделя. Кронштейн съемной опоры может откидываться на 90° для возможности замены инструмента.
Рабочий стол перемещается по направляющим станины в вертикальном направлении.
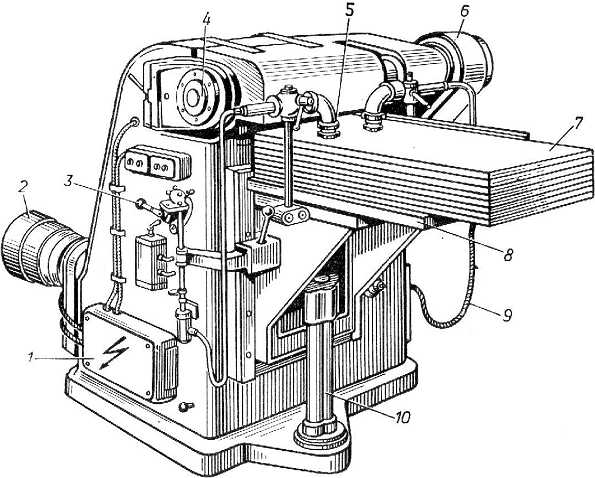
Рис. Ящичный шипорезный станок с автоматической подачей ШПА40:
1 –пульт управления, 2 – электродвигатель, 3 – органы управления гидроприводом, 4 – подшипники рабочего вала, 5 – гидрозажимы, 6 – ременная передача, 7 – заготовки, 8 – стол, 9 – гидрошланги, 10 – гидроцилиндр подъема стола
cyberpedia.su
Обработка на фрезерных станках. Дерево и другие материалы. Недорого
Как производится обработка на станках, что в себя включает? Чем отличается фрезерная обработка дерева? Какие нюансы необходимо учесть и где заказать выполнение работ?
Обработка на фрезерных станках (виды устройств и фрезы):
Устройства с ЧПУ (с числовым программным управлением) стали незаменимым помощником в создании резных изделий из различных материалов — фанеры, пластика, мдф, дсп, оргстекла и многих других, в том числе из древесины.
Обработка на станке — это воздействие на деталь режущим инструментом, при которой фреза, поступательно вращаясь по трём направлениям, снимает верхний слой материала. В результате удается создать рельеф, сквозной, либо поверхностный узор.
В производстве эта роль отведена станкам с ЧПУ (числовым программным управлением), которые вырезают изделие в соответствии с заданной посредством компьютерных программ 3D моделью. На рынке представлены и другие станки, например, ручные. Однако их производительность несравнимо ниже.
Современные устройства во многом превзошли своих предшественников за счёт инструментальной головки, способной вращаться вдоль, поперёк и вглубь заготовки (по осям X, Y, Z). Их основным преимуществом являются скорость и точность резки, что даёт возможность применения фрезеровки в самых разных отраслях.
Существуют различные виды фрез — режущих инструментов, которые способны производить разные виды резки (объемную 3d фрезеровку, гравировку, сквозную резьбу, раскрой) и на различном материале (фанере, дереве, мдф, дсп, оргстекле, пластике и т.д.). Фрезы различаются между собой по конструкции, по материалу, из которого они изготовлены и по форме режущей части. Специалисты нашей компании отлично разбираются во всех нюансах, и выберут наиболее подходящий инструмент для работы с тем или иным материалом, а также обеспечат высококачественный результат без порчи материала.
Программное управление — обеспечивает наибольшую точность и быстроту обработки.
Основные этапы фрезеровки:
Первые два этапа можно назвать черновой обработкой. На этой фазе цилиндрическая концевая фреза совершает один или два прохода, снимая верхний слой материала. В результате заготовка принимает нужную форму, близкую к запрограммированной модели.
Следующий этап является заключительным — полировочным. Для того, чтобы приступить к чистовой обработке, нужно обязательно переналадить оборудование и поменять фрезу на сферическую или конусную. Только при соблюдении правил и особенностей каждого этапа получаются идеальные готовые изделия, один в один с 3D моделью.
Стоит отметить, что во время фрезерования по дереву сверло погружается в заготовку, образуя пыль и стружку, поэтому необходимо тщательно следить, чтобы она не засоряла оборудование, так как это может привести к его выходу из строя. Во избежание такой ситуации необходимо применение уникальной системы улавливания стружки.
Фрезеровка дерева:
Фрезерная обработка дерева имеет свои особенности в зависимости от плотности древесной породы. Наибольшей ценностью обладают твёрдые породы древесины. Изделия из них долговечны и красивы, благодаря прочности и изумительной фактуре этого природного материала.
При обработке на фрезерных станках заготовок из твёрдых пород следует внимательно следить за скоростью движения режущего инструмента (фрезы), поскольку при её увеличении страдает качество поверхности (за счёт появления зацепок). Тем не менее, на начальных этапах высокая скорость допускается, а незначительные недочёты устраняются во время финальной стадии фрезерования.
При работе с твёрдой древесиной всегда учитывается, в каком направлении происходит резка – вдоль или поперек волокон. Для того, чтобы сгладить это отличие, используются специальные фрезы.
Стоимость изделий из бука, ясени или акации достаточно высока. Это обусловлено ценностью самого материала и значительными энергозатратами на его обработку.
Обработка на фрезерных станках мягких пород древесины — немного сложнее, поскольку любая фреза имеет незначительный люфт, благодаря чему создание сложных геометрических фигур и вырезание острых углов – задача, требующая минимальной скорости обработки и создания предельно точной 3D модели. Кроме того, необходимо наличие сложной программы, содержащей несколько сотен вложений для точного определения позиций фрезы.
При обработке мягкой древесины на фрезерных станках образуется мельчайший ворс, который необходимо постоянно и добросовестно удалять. В совокупности эти особенности приводят к снижению производительности выпуска готовых изделий.
В целом фрезерная резка деревянных изделий на станках с ЧПУ сделала реальностью изготовление сложнейших декоративных элементов мебели, сувенирной продукции, деревянных лестниц, колонн с балясинами, уникальных икон и иконостасов и многого другого.
Фрезерная чпу-обработка МДФ, ДСП, ЛДСП, фанеры, пластика и т.д.:
Обработке на фрезерных станках поддвергаются и другие материалы — древесно-стружечные плиты (ДСП), фанера, МДФ, ЛДСП, пластик. Работа с каждым из этих материалов требует выбора особых фрез, установки оптимальной скорости резки.
Наши специалисты отличаются высоким профессионализмом, знают все нюансы работ, и выполнют предельно качественно свою работу. Нам доверяют многие бренды! И не случайно! За свою деятельность компания подтвердила свою репутацию надежного партнера в сфере резки.
Где заказать?
Наша компания обеспечит обработку фрезерным чпу станком различных материалов. Мы работаем на рынке Санкт-Петербурга вот уже более 10 лет. При этом располагаем только современным оборудованием! Гарантируем быстрый результат, выгодные цены и высокое качество. Звоните!
Выполним различные виды работ на фрезерных станках, обеспечивающих обработку таких материалов, как МДФ, ЛДСП, дерево, фанера, пластик и т.д. Предлагаем широкий спектр услуг, в том числе 3d фрезеровку по дереву и гравировку по дереву, а также криволинейный или прямолинейный раскрой.
Отправить заявку на расчет заказа можно с помощью формы обратной связи.
rezka78.ru
инженер поможет — Фрезерование пазов в древесине
Как паз, так и врубка могут проходить насквозь, то есть через всю поверхность изделия, или не доходить до одного края либо обоих краев. Существует много методов обеспечения точности работы, но управление машиной остается более-менее одинаковым.
Выполнение проходного паза
Опустите и зафиксируйте механизм вертикального перемещения фрезера. Поставьте базу машины на заготовку, не касаясь фрезой древесины, затем включите двигатель. Равномерно подавайте машину вперед вдоль заготовки до выхода фрезы из материала на другом краю детали. Выключите двигатель и дождитесь полной остановки фрезы перед тем, как положить инструмент.
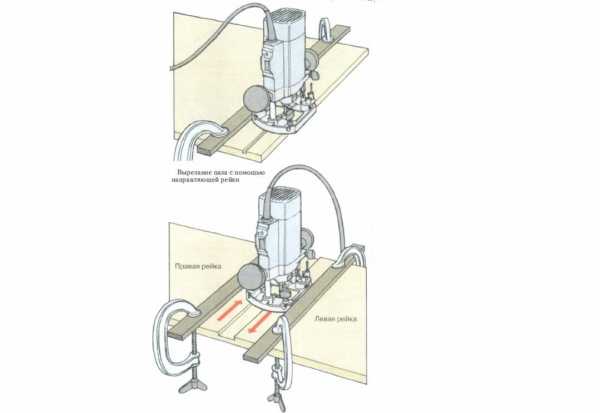
Выполнение непроходного паза
Перед включением фрезера с механизмом вертикального перемещения опустите фрезу на поверхность заготовки и установите ее точно в начало паза. Приподнимите фрезу, включите двигатель и медленно опускайте фрезу до установленной максимальной глубины. Доведите фрезу до конца намеченного паза и освободите механизм вертикального перемещения и выключите двигатель. Стамеской подровняйте концы паза. Выполнение паза параллельно кромке Большинство пазов вырезаются параллельно кромке и рядом с ней.
В комплекте с любым фрезером изготовители поставляют боковые линейки (упоры) с болтовым винтовым креплением, которые могут быть отрегулированы для установки фрезы на требуемое расстояние от края. Если они у Вас есть, то поставьте фрезер на за готовку и выровняйте режущую кромку по одной стороне паза, размеченного на поверхности. Отрегулируйте линейку так, чтобы она касалась кромки детали, и затяните ее зажимные винты. Сделайте паз, прижимая линейку к заготовке во время всей обработки.
Для более эффективной обработки закрепите на рабочей грани линейки деревянную рейку из твердых пород древесины
Выполнение пазов для врубки
На поверхности заготовки укрепите, например струбиннами, брусок или рейку используйте ее в качестве направляющей при вырезании паза на широкой доске. Peйкa должна быть больше доски и выходить за ее пределы с обеих сторон, чтобы фрезер надежно прижимался к направляющие на длине всего проходного паза. Для выполнения паза шире диаметра фрезы зафиксируйте две параллельные направляющие рейки, выравнивающие фрезу по обеим сторонам паза.
Всегда делайте первый проход инструментом по правой направляющей, затем переместите фрезер для прохода по левой направляющей. При этом методе вращение фрезы помогает двигать машину вдоль линейки при вырезании одностороннего ласточкина хвоста после первого прохода замените фрезу для ласточки на хвоста на прямую фрезу.
Выполнение рельефных фасок и фальцев
Монолитные панели и pамы часто делают с рельефными, закруглниями и другими фасками, чтобы украсить внешний вид, придать легкость и обезопасить острые кромки. Фалец — более функциональная деталь, например, он используется при креплении панели в раме.
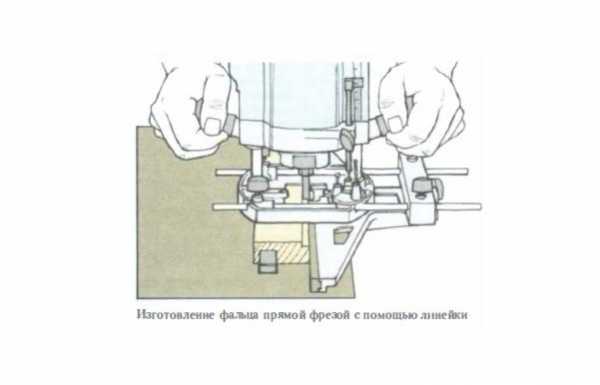
Выполнение фальца прямой фрезой
Можно вырезать фальцы прямой фрезой при помощи линейки, перемещая ее вдоль кромки заготовки. Такой же метод можно использовать для выполнения фаскн со скосом фрезой для желобка V-образной формы или вогнутой фаски при помощи фрезы для круглых пазов.
Выполнение фасок
Выполнение фигурных фасок или фальцевых широких панелей осуществляется при помощи фрез для фасок с направляющими наконечниками. Потренируйтесь на обрезках древесных материалов, чтобы научиться вести инструмент лишь слегка касаясь наконечником кромки доски — это снизит трение и предотвратит обжигание древесины.
Снимайте фаски с краев искусственной панели, обрабатывая их по очереди против часовой стрелки. чтобы вращение фрезы способствовало врезанию ее в заготовку. Если панель сделана из цельной древесины, сначала обработайте торцевые кромки. а затем переходите к боковым. При этом возможные сколы на выходе фрезы из дальних концов торцевых кромок можно будет исправить проходами фрезы по боковым кромкам. При обработке только торцевых кромок прижмите к дальнему краю обрезок бруска или рейки, чтобы укрепить его.
Обработка внутренних кромок рамы
Иногда удобнее обрабатывать внутренние кромки рамы уже после ее сборки. Внешние кромки обрабатываются, как описано выше, а внутренние — с помощью фрезера для внутренних кромок или деревянного блока в форме прямоугольного треугольника, прикрепленного гипотенузой к направляющей линейке. При этом важно, чтобы геометрическая вершина прямого угла (фактически она срезается) совпадала с центром фрезы. Перемещайте машину по внутренним кромкам рамы по часовой стрелке. После фрезы останутся закругленные углы, но их при желании можно сделать прямоугольными с помощью стамески.
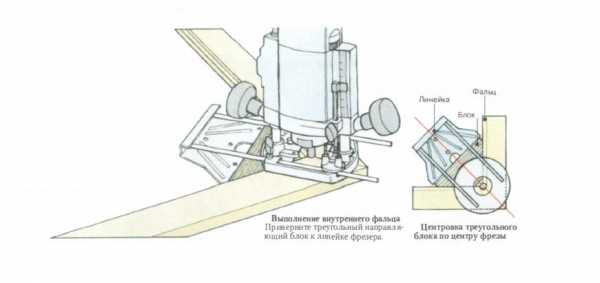
Фрезерование окружностей и узоров
Пользуясь заводскими или самодельными шаблонами, копирами и другими приспособлениями, можно вырезать достаточно сложные узоры, ровные окружности, круги и изгибы.
Вырезание окружностей
С помощью эллипсографа (стержня с центриком) можно перемещать фрезер по кругу для фрезерования круговых пазов или обработки фасок заготовок в форме диска. Эллипсограф обычно устанавливается в одном из зажимов направляющей линейки. Средний эллипсограф хорошо подходит для небольших изделий, таких, например, как разделочные доски для резки хлеба или сыра.
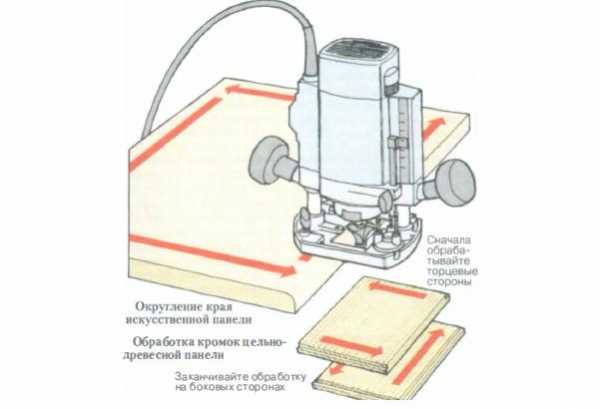
Для более крупномасштабных работ (к примеру, обработка кромки круглого стола) закрепите фрезер винтами или болтами на одном конце полосы фанеры, вырежьте в ней отверстие для фрезы, а на другом конце вбейте гвоздь, который будет играть роль центрика. Чтобы центрик не оставил отверстия на поверхности изделия, приклейте небольшой кусок фанеры с помощью двусторонней клейкой ленты (скотча), затем отметьте центр уже на этой накладке.
Работа с шаблоном или копиром
Работа по шаблону является быстрым и простым способом выполнения идентичных элементов, и если качество самого шаблона достаточно высокое, то каждый раз гарантирован отличный результат. С целью точного повторения формы шаблона изготовители фрезеровальных машин выпускают для них направляющие втулки.
Это просто кольцо с цилиндрическим бортиком по его внутреннему радиусу. Оно крепится на базовой плате фрезера соосно с фрезой, которая проходит сквозь отверстие этой втулки. Бортик скользит по кромке шаблона, точно повторяя его профиль. При изготовлении шаблона необходимо учитывать разницу между диаметрами бортика и самой фрезы.
Изготавливайте шаблоны из стабильного листового материала, такого, как фанера, ДСП или ДВП средней плотности. Шаблон можно крепить на изделии как с помощью гвоздей, так и двусторонним скотчем.
Свободное фрезерование
Фрезеры также используются при изготовлении различных табличек, вывесок, низкопрофильных рельефных орнаментов и узоров для нанесения резьбы на плоских древесных материалах. При свободном фрезеровании часто применяются фрезы для У-образных пазов, так как даже твердые породы древесины легко подаются под их заостренными кончиками. Прямые фрезы тоже подходят, но потребуется отрегулировать машину на небольшую глубину обработки. Поскольку важно вести инструмент достаточно плавно и непрерывно, выбирайте шрифты и узоры, способствующие такой работе.
Стандартные 6уквы лучше всего выполнять по шаблону или трафарету. Места с плотной текстурой отклоняют фрезу. Чтобы избежать неожиданного ухода фрезы с требуемого направления, держите фрезер за базу, слегка касаясь руками поверхности изделия.
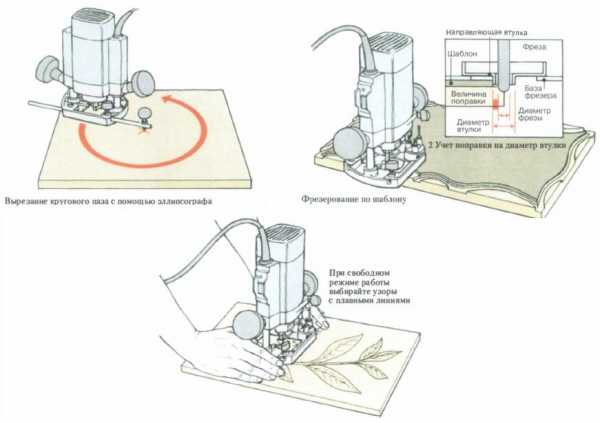
Изготовление соединений с помощью фрезеров
Изготовление соединений станет намного проще, если, перевернув фрезер, закрепить его в обрабатывающем центре и превратить, например, в поперечно-строгальный станок.
Соединения с использованием фальцев и пазов
Соединения внахлест, так же как и врубка, являются вариантами одного принципа. Зафиксировав несколько компонентов на верстаке, можно изготовить любое из этих соединений прямой фрезой и с помощью направляющего бруска.
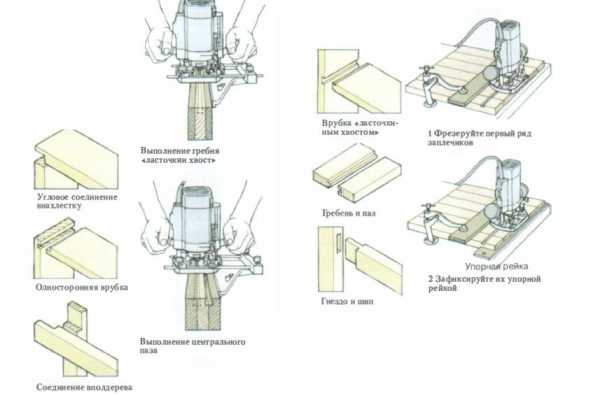
Врубка ласточкиным хвостом
Вырезание соединения врубкой ласточкиным хвостом машиной с прямой фрезой максимально просто. Фрезеруйте паз (шпунт) врубки, двигая фрезер по направляющему бруску.
Затем зажмите заготовку ответной части соединения между двух деревянных обрезков и, используя направляющую линейку, отфрезеруйте на этом компоненте обе стороны гребня, который точно совпадает с пазом.
Соединения в шпунт
Соединения в шпунт (в паз и гребень) применяются для сплачивания досочных материалов и выполняются фрезером. Для прямоугольного гребня пользуйтесь прямой фрезой как при изготовлении гребня ласточкина хвоста.
Соответствующий паз по центру второго компонента вырезайте, перемещая инструмент по опорной рейке, закрепленной на заготовке с обоих концов, чтобы обеспечить широкую ровную поверхность для опоры базы фрезера.
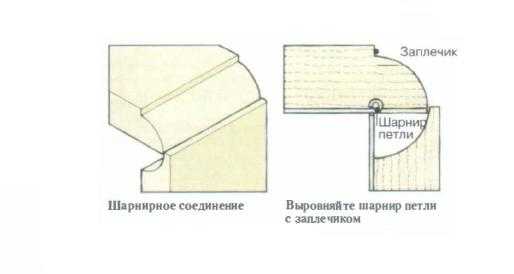
Соединения на шипах
Паз для шипа — короткое, глубокое непроходное гнездо. Вырезайте его описанным выше способом, помечая карандашом, где следует опускать и поднимать фрезу. Другой способ — приблизигь ограничительные блоки к одной из опорных реек, по которым перемещается база. Работайте поэтапно, постепенно увеличивая глубину фрезерования.
Для выполнения одинаковых шипов положите детали рядом и вырезайте заплечики на всех деталях одновременно, пользуясь прибитой рейкой как направляющей. Излишек заготовок древесины удалите свободном режиме.
Переверните заготовки, уприте их заплечиками в упорную рейку, закрепленную на верстаке по ширине заплечиков, и повторите фрезерование.
Соединения ласточкин хвост
Для вырезания элементов такого соединения используют специальные шаблоны и соответствующие направляющие гребенки. Более сложные копиры позволяют выполнять разнообразные соединения ласточкиным хвостом, но основная масса шаблонов разработана для изготовления простого углового соединения ласточкиным хвостом внахлестку.
Подробные инструкции по сборке шаблонов для выполнения соединений ласточкиным хвостом внахлестку даются изготовителем, но в принципе обе заготовки зажимаются в шаблоне с небольшим смещением. Ширину деталей выбирайте такой, чтобы на ней умещалось целое число шипов и пазов.
Установите в машину фрезу для ласточкина хвоста н перемещайте ее вперед и назад по очереди между зубцами гребенки шаблона. Освободите компоненты соединения из зажимов, придайте им правильное положение относительно друг друга для подготовки к сборке.
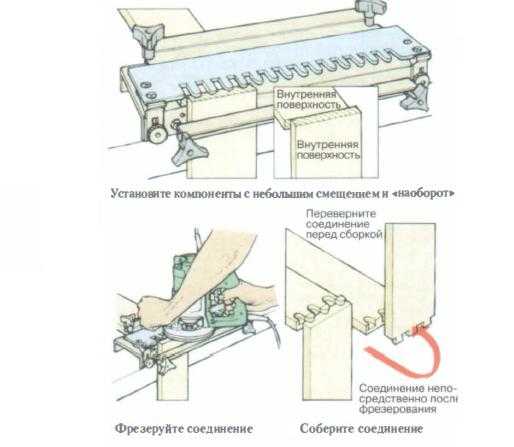
Источник: Библия работ по дереву / А. Джексон, Д. Дэй; пер. с англ. Ю.Е.Суслова.- Москва: АСТ: Кладезь, 2015. — 320 с. [ил.] — (Мастер Золотые руки).
engcrafts.com