
Как научиться сваривать металл – Сварка инвертором для начинающих: инструкции и видео
Как самостоятельно научиться правильно сваривать металл: урок электродуговой сварки инвертором
На дачном участке, у себя в частном доме, гараже или собственной мастерской часто бывают случаи, когда требуются навыки сварщика. Особенно данные навыки полезны при ведении строительства собственными силами. А научиться, как пользоваться электросваркой и использовать ее для своих нужд довольно просто. Для этого нужно понимать основы сварки металла, знать некоторые профильные секреты и научиться ими пользоваться.
Основы сварки
Суть электросварки металла состоит в следующих действиях. Силовой агрегат в виде трансформатора или инвертора вырабатывает определенной мощности ток, который подается по кабелям к специальному электроду из металла. Между металлической заготовкой, приготовленной к сварке и электродом возникает электрический разряд, образуя устойчивую высокотемпературную электрическую дугу, расплавляющую металл. При этом образуется точечная ванночка кипящего металла, в которой плавится и сам электрод, выполняющий одновременно роль присадочного материала.
Сварщик, передвигая дугу, формирует шов, в котором кипящий метал обоих свариваемых между собой заготовок перемешивается образуя единое монолитное соединение.
Виды электросварки
Электрическая дуга горит за счет мощного тока подаваемого к электроду. Ток может быть переменным и вырабатываться сварочным трансформатором или постоянным, подаваемым к месту сварки от инвертора:
- Трансформатор. В зависимости от модели может подключаться к сети 220 либо 380 V. Но работать с этим агрегатом новичку будет сложно, так как при переменном токе электродуга непостоянна и удерживать ее человеку с небольшим опытом сварочных работ довольно трудно. При этом дуга создает шум и ей свойственно разбрызгивать кипящий металл из ванночки. Сам трансформатор отличается большим весом, громоздкостью и создает значительные перепады напряжения в электросети особенно в момент зажигания электродуги. Это, естественно, отрицательно воздействует на бытовую технику.
- Инвертор. Выдает к электроду постоянный ток, преобразованный из переменного, который он получает от централизованной электросети напряжением 220 V. Аппарат имеет небольшой вес, компактный, работает бесшумно и практически не влияет на напряжение в сети, отличается высокой производительностью. Подаваемый к электроду постоянный ток обеспечивает устойчивое горение электродуги, которой даже можно варить жесть, благодаря чему ее проще контролировать и перемещать при сварке.
Именно такой аппарат должен использовать начинающий мастер для приобретения сварочных навыков.
Технология процесса
Электросварка относится к высокотемпературному процессу плавки металла. Чтобы было понятно, как правильно сваривать металл электросваркой, нужно отчетливо осознавать все происходящие процессы:
- Электродуга зажигается при прикосновении электрода к металлу, после чего между ними образуется небольшое расстояние (2−5 мм) которое требуется постоянно удерживать. Под воздействием дуги металл свариваемых заготовок и электрода плавится и перемешивается.
- Объем сварной ванночки зависит от подаваемого на электрод напряжения, ее положения в пространстве, скорости, с которой перемещается электродуга, размера и формы кромок свариваемых заготовок и других аспектов. Средняя глубина ванночки обычно составляет около 6 мм, длина порядка 10−30 мм, а ширина в пределах 8−15 мм.
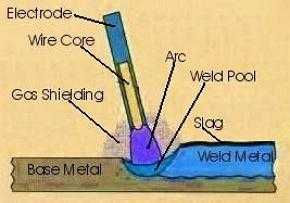
- Покрытие электрода при сгорании образует облачко газа, которое защищает дугу и расплавленный металл от окисления при взаимодействии с воздухом, а также обеспечивает поддержку определенной температуры, необходимой для плавления металла.
- В момент, когда горящий электрод перемещается из точки, в которой только что был расплавлен металл, начинается процесс кристаллизации и остывания шва, соединяющего сваренные детали. При этом на его поверхности образуется корка шлака, которая в дальнейшем сбивается молотком.
- Образовавшийся на поверхности расплавленного металла шлак от покрытия электрода также способен держать температуру во время кристаллизации металла одновременно, не допуская к нему кислород из воздуха.
Рабочие инструменты сварщика
Инверторы для сварки продаются уже с комплектом кабелей с электродным держателем и прищепкой для массы. Но при покупке все эти рабочие элементы рекомендуется тщательно осмотреть, чтобы убедиться в их качестве.
Сварочные кабели должны быть покрыты гибкой резиновой изоляцией с надежными контактными наконечниками из латуни и подходить к разъему выбранного аппарата. Если инвертор рассчитан для работы в пределах 150А — его кабеля должны иметь сечение около 16 мм2. При силе тока в 200А — 25 мм2, а свыше 250А — желательно использовать сечение 35 мм2. Также нежелательно удлинять провода, так как это снижает мощность тока, подаваемого к электроду.
 Держатель электродов. Является самым важным инструментом сварщика, потому, что им производится основная манипуляция электродугой при сваривании металла. Обычно это качественно изолированный и совершенно безопасный держатель в виде прищепки. Эта модель удобна тем, что после замены, перед тем как варить электродом, его можно выставить не только перпендикулярно по отношению к держателю, но и выставить определенный градус в 45
Держатель электродов. Является самым важным инструментом сварщика, потому, что им производится основная манипуляция электродугой при сваривании металла. Обычно это качественно изолированный и совершенно безопасный держатель в виде прищепки. Эта модель удобна тем, что после замены, перед тем как варить электродом, его можно выставить не только перпендикулярно по отношению к держателю, но и выставить определенный градус в 45
Зажим, при помощи которого масса подключается к свариваемой заготовке, должен иметь мощную пружину и латунные контакты.
Кроме всего этого, сварщик должен быть обеспечен:
- Защитной маской, которая не пропускает вредные лучи сварочной дуги.
- Перчатки и одежду из плотного, непрогораемого материала и кожаной обувью.
- Подсобными инструментами в виде комбинированного молотка с зубилом и металлической щетки.
- Ведром с водой или огнетушителем.
Электроды выбираются в зависимости от толщины металла, который будет свариваться. Мощность напряжения для сварки выставляется в расчете от используемого диаметра электрода, при этом следует отталкиваться от значения — на 1 мм диаметра электрода достаточно мощности в пределах 30−40 А.
Желательно данное значение не превышать, иначе электрод будет вместо спокойной плавки металла просто выдувать его из ванночки.
Азы электродугового способа
В рекомендациях, как научиться варить инвертором, рекомендуется обратить внимание именно на начало процесса сварки. Прежде чем начать работу, следует выставить свариваемые заготовки в заданное положение, а при надобности надежно их зафиксировать на рабочем столе. Для пожарной безопасности рядом должно находиться ведро с водой. Во избежание случайного возгорания нельзя производить сварку на основании из дерева. Не допускается разбрасывать горячие огарки электродов в зоне ведения сварных работ.
Розжиг электродуги и наложение шва

Электрод во время горения дуги нужно медленно перемещать вдоль свариваемых кромок металлических заготовок, плавно совершая им колебательные движения. Этими движениями расплавленный под большой температурой металл как бы «сгребается» в центр ванночки, образуя монолитный, слегка выпуклый шов.
После того как электрод сгорит до минимального размера, его следует заменить новым. После этого удаляется шлак с наваренного шва, а затем на расстоянии примерно около 10−12 мм от углубления, которое образовалось в конце проваренного шва, зажигается электродуга.
После этого электрод возвращается к углублению, заполняется кипящим металлом от электрода, и работа продолжается.
Манипуляция электродом
Перед тем как научиться варить инвертором, нужно познакомиться с траекториями движения электрода, которые нужно делать при сварочных работах. Они могут выполняться по трем направлениям:
- Поступательные движения. Небольшие колебательные движения дуги производятся вдоль свариваемого шва. Для этого достаточно поддерживать стабильное горение электродуги определенной длинны.
- Поперечные движения из стороны в сторону выполняются для формирования определенной ширины сварного шва. Обычно используется для перекрытия ранее наложенных сварных швов.
- Продольное направление. Формируется обычный, но тонкий шов определенной высоты, которая образуется в зависимости от скорости движения электрода и его диаметра. Для придания образовавшемуся шву большей прочности он перекрывается новым, выполненным с помощью поперечного движения электродуги.
На практике при сварке особенно толстого металла используются все три движения, которые производятся по очереди при последовательной накладке очередных швов друг на друга.
Кроме классических манипуляций у каждого сварщика со временем вырабатывается личный почерк. Но главная работа заключается в хорошей проплавке кромок свариваемых деталей и создание шва заданной высоты и ширины.
Работа с трубами
 Ручной дуговой сваркой могут накладываться вертикальные, горизонтальные и потолочные швы и самый простой — сварка в нижнем положении. Например, отопление, при горизонтальном положении трубопровода сварка выполняется практически во всех пространственных положениях. Кроме этого, если труба расположена вертикально, накладывается только горизонтальный шов.
Ручной дуговой сваркой могут накладываться вертикальные, горизонтальные и потолочные швы и самый простой — сварка в нижнем положении. Например, отопление, при горизонтальном положении трубопровода сварка выполняется практически во всех пространственных положениях. Кроме этого, если труба расположена вертикально, накладывается только горизонтальный шов.
Трубу можно самостоятельно заварить путем ее поворота вокруг своей оси, используя газовый аппарат или инвертор. В данном случае ее сваривают вертикальным швом или в нижнем положении.
Если толщина стенок свариваемых труб не более 6 мм, на стык накладываются два шва: коренной и перекрывающий слой. При толщине стенок в диапазоне 6−12 мм накладывается не менее 3 слоев. Если металл имеет толщину больше 19 мм, тогда шов формируется из четырех и более слоев.
Каждый наложенный шов обязательно должен освобождаться от шлака и тщательно зачищаться, после чего разрешается накладывать очередной слой.
Самым ответственным швом является первый (коренной). Он полностью расплавляет кромки трубы и после окончания сварки тщательно проверяется на наличие пор и трещин. Если таковы обнаруживаются, они вырезаются, и это место проваривается по-новому.
Второй слой и все следующие выполняются в более медленном темпе, при этом начало каждого нового слоя должно исходить от предыдущего со смещением в пределах 15−30 мм. Завершающий верхний слой должен плавно сливаться с поверхностью металла свариваемой трубы и иметь определенный катет.
Для улучшения качества проваренного стыка трубы новый слой по отношению к предыдущему ведется в обратном направлении.
Несколько советов мастера
Чтобы лучше усвоить практические уроки электросварки, желательно начинать тренироваться с умения накладывать швы на толстом металлическом листе. На нем легче научиться манипулировать электродугой, накладывая самые различные швы, используя простые размеренные движения электрода. Полученные навыки помогут прочувствовать, под каким углом электрода и при каких движениях лучше получается шов и в дальнейшем помогут выработать определенный стиль владения держателем.
Сваривать две заготовки длинным сплошным швом сразу не рекомендуется. При температуре шов будет стягиваться, и сваренная деталь деформируется. Чтобы этого не произошло, заготовки следует временно скрепить между собой небольшими точечными прихватками с шагом примерно 80 — 250 мм. При этом шаг зависит от размеров заготовок, приготовленных к сварке.
obrabotkametalla.info
Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
 Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки

Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
- стальные;
- биметаллические;
- чугунные;
- медные;
- латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
 Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.- Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки).
- Прихватками скрепляют их по краям и в центре.
- Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы.
- Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка.
- Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов.
- После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
 Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
 Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.- Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.
- Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
 При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм.
При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой.
Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
fb.ru
Как правильно сварить металл электросваркой или инвертором? Технология правильной сварки
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?

В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Как правильно сварить металл? Сварка металлов при помощи электросварочных аппаратов или инверторов относится к электродуговой сварке, при которой получение высокой температуры в зоне сварки, необходимой для плавления металла и получения прочного соединительного шва, достигается за счет дуги электрического тока (до 7000 градусов Цельсия), способной расплавить любой металл.

Требования безопасности
Первое, о чем нужно побеспокоиться перед тем, как правильно сварить металл, – это о собственной безопасности при проведении работ. Надо приготовить и надеть защитную одежду (плотные штаны, куртку, защитную обувь, замшевые или кожаные перчатки). Она предохранит вас от ожогов при возможном разбрызгивании расплавленного металла. Также надо приготовить специальную защитную маску или сварочный щиток – это обезопасит ваши глаза от повреждения световым излучением дуговой сварки.
Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных сварочных аппаратов, которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить сварочный аппарат так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания сварочного аппарата и электродов.
Как правильно сваривать металл электросваркой?
Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.

При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл инвертором? Инверторные сварочные аппараты преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого сварочного шва инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, — это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.

Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
fb.ru
Как правильно сваривать металл инвертором: пошаговая инструкция
Необходимость в создании надежного соединения разного рода металлических изделий периодически возникает практически в любом хозяйстве. В большинстве таких ситуаций лучшим решением является сварка. Новичкам, как показывает практика, проще всего научиться варить инвертором. Такой аппарат позволяет получать гораздо более надежные соединения, если сравнивать с результатами ближайших предшественников, в особенности при отсутствии должного опыта и навыков. Варить различный металл инвертором несложно, нужно лишь полностью изучить инструкцию и во всем следовать полученным рекомендациям.
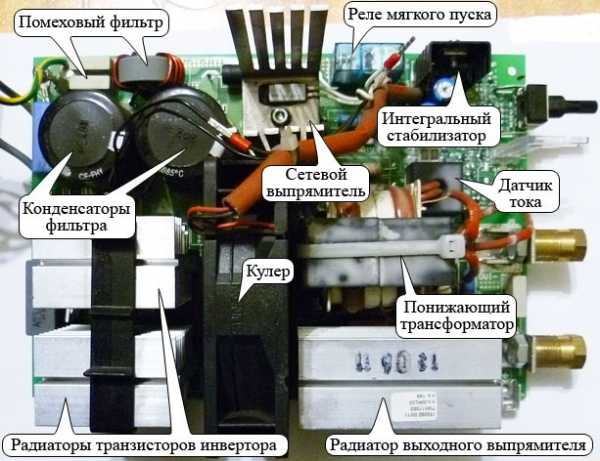
Устройство сварочного инвертора.
Подготовка к работе с инвертором: основы качественной сварки
В большинстве случаев хозяева предпочитают именно сваривать металл, т.к. сварка позволяет получать самые прочные сварные швы при необходимости обеспечения неразъемного соединения деталей. Под воздействием аппарата материалы претерпевают пластическую деформацию. Частицы электрода и заготовок соединяются, в результате чего создается сверхпрочная межмолекулярная связь.
Разработано множество современных и высокофункциональных технологий. К примеру, металл можно варить с использованием электронного и лазерного излучения, изделия соединяют газовым пламенем и варят ультразвуком. Наиболее широко использующимся источником энергии является электрическая дуга.
Принципиальная схема сварочного инвертора.
Ее создают сварочные аппараты либо инверторы. Именно с такого агрегата лучше всего начинать познавать мастерство создания надежных и долговечных сварных соединений.
Сварщика без опыта нельзя считать мастером своего дела. Все навыки человек осваивает при выполнении различных практических задач. Поэтому новичку нужно в первую очередь запастись терпением и выделить достаточно времени на тренировочные работы.
Помните о том, что работа с инвертором является потенциально опасной. При неосторожности можно обжечься брызгами расплавленного металла. Помимо этого выделяются различные токсические вещества, да и риск поражения электротоком никто не отменял. Излучение может привести к ожогу роговицы глаз. Именно поэтому перед работой с инвертором нужно уделить должное внимание технике безопасности, подготовке защитной экипировки, рабочего места и оборудования.
Преимуществами сварочного инвертора является его легкий вес, компактный размер, возможность плавной регулировки тока, быстродействие и высокая производительность. Опытные сварщики рекомендуют новичкам начинать осваивать мастерство именно с этого аппарата. На рынке представлено множество недорогих моделей, которые не ударят по вашему бюджету и не займут много места в домашней мастерской.
Все о дереве и деревообработке – 1poderevu.ru.
Какие электроды лучше всего использовать
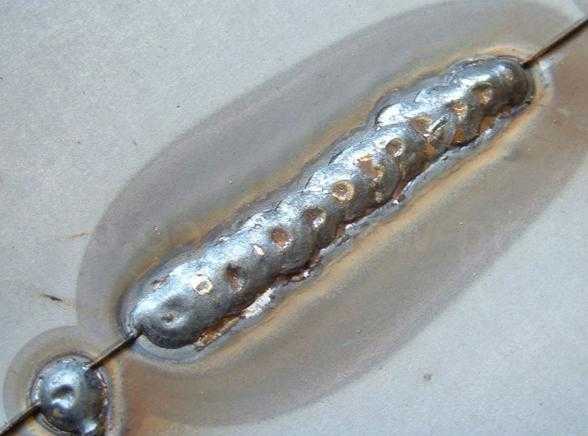
Результаты испытаний плавящегося электрода.
Традиционно для сварки металла применяются плавящиеся электроды. Через них ко шву подводится ток. Одной из главных составляющих такой работы является порошковая проволока. Она постепенно подается в зону плавления. Во множестве обучающих курсов можно встретить рекомендации по началу работы с применением электродов, которые выпускаются в формате твердых стержней и имеют специальное плавящееся покрытие. С такими электродами вы сможете быстрее научиться варить металл инвертором и создавать ровные четкие линии.
Новичкам лучше всего начинать учиться варить металл с использованием электродов-стержней на 3 мм в диаметре. Более толстые электроды требуют сварочного оборудования более высокой мощности. Сварка тонколистового металла осуществляется с применением электродов на 2 мм. Крайне не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Лучше закупать их непосредственно перед началом сварочных работ. Залежавшиеся электроды с большой долей вероятности окажутся отсыревшими, так что никакого толку от них не будет.
Техника безопасности при работе с инвертором
Среди преимуществ современных инверторов нужно дополнительно отметить их безопасность. Все провода спрятаны в герметичном пластмассовом коробе. Такое решение существенно сокращает риск поражения электротоком, так что даже новичок сможет начать учиться варить металл безо всяких проблем и затруднений. Однако сварочный инвертор, как и любые другие электроприборы, является потенциально небезопасным механизмом. При работе с ним нужно выполнять ряд правил. Главные из них:
Способы подключения сварочного инвертора.
- Категорически запрещается варить под дождем и при отрицательных температурах воздуха.
- При работе должны быть созданы все условия для защиты сварочного агрегата от намокания.
В комплекте с любым инвертором должна идти инструкция по использованию. Обязательно убедитесь в ее наличии. В таком руководстве вы найдете советы по поведению в разнообразных ситуациях. В конце руководства обычно приводятся полезные рекомендации сварщику, дается краткое описание первой помощи при различных повреждениях и травмах, обязательно даются выдержки из техники безопасности. Все советы пишутся предельно понятным языком, чтобы даже у новичка не возникло никаких сложностей.
Обычно в комплекте с инвертором идет защитная маска и перчатки. Общий вес стандартного сварочного инвертора в полной комплектации составляет примерно 6-7 кг. Это позволяет брать аппарат с собой практически всюду.
Металл можно варить исключительно при наличии защитного щитка и маски сварщика. Эти приспособления защищают роговицы глаз от ожогов.
Таблица требуемых технических характеристик для сварочного инвертора.
Непосредственно ожоги можно получить от яркого излучения. Раскаленные металлические брызги способны обжечь незакрытые участки кожи, поэтому их быть тоже не должно.
Для защиты кожи рук используются замшевые или брезентовые перчатки. Изделия из хлопчатобумажной ткани и трикотажа не подходят. Халат и штаны или комбинезон должны быть изготовлены из плотной ткани. Лучший вариант – толстый плотный брезент.
Рядом с рабочим местом поставьте ведро с водой. Подготовьте старое плотное одеяло. Все это поможет вам потушить случайное возгорание в случае его возникновения. Практиковаться лучше всего на улице, но можно и в помещении. Нужно лишь убрать от рабочего места все воспламеняемые предметы.
Первые шаги в освоении инверторной сварки
Прежде чем приступать к освоению технологии сварки металла, потренируйтесь на плоской поверхности. Сначала вам надо разобраться, как вести электрод по заготовке. Стержень следует держать под углом в 70-75° к поверхности. Дугу держите на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние сохранялось по всей длине шва, иначе он будет иметь дефекты.
Инструкция по использованию инвертора.
Также вам необходимо знать, как правильно выставить ток. При работе с электродом диаметром 3 мм хватит тока 80 А. Если ток будет слишком низким, вам не удастся поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для этого агрегата составляет 70%, нужно понимать, что 70% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся же 30% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Функциональные возможности сварочного инвертора.
Как правило, новички начинают учиться варить металл с создания валиков на ненужных изделиях. Это позволяет попросту освоить порядок расплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность предварительно обязательно очищается от коррозии и всевозможных загрязнений.
Чтобы сделать валики, придерживайтесь такой последовательности действий:
- Возьмите сварочный электрод и вставьте его в держатель инвертора.
- Запустите ток в зону плавления. Для этого обычно достаточно чиркнуть концом стержня по металлу, будто спичкой. Можно вместо этого несколько раз коснуться заготовки постукивающими движениями.
- После того как появится электрическая дуга, направьте электрод на металл. Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой. Важно, чтобы оно не выходило за границы 3-5 мм.
Хотя это и тренировка, все равно не забывайте о том, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне. Если расстояние будет колебаться, вы попросту получите дефективный шов. Стержень держите под углом к поверхности заготовки. Лучшим считается уклон в 70°. Электрод можно наклонять и назад, и вперед. Делайте так, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам нужно научиться устанавливать силу тока так, чтобы обеспечивалась его стабильная подача.
Если тока будет недостаточно, вы не сможете поддерживать стабильную дугу. При слишком мощном потоке тока металл проплавится. Оптимальное значение определяется только опытным путем.
Уделите этому достаточное время и найдите подходящее значение.
Пошаговая инструкция по сварке поверхностей
Когда вы научитесь делать валики, устанавливать ток и поддерживать дугу, можете переходить к следующему этапу обучения варки металла. Обычно все выполняется в проверенной множеством сварщиков последовательности. Придерживайтесь следующего рабочего порядка:
Процесс сварки требует изоляции всех токоподводящих проводов от сварочной дуги.
- Возьмите электрод, подготовьте его к работе и установите в держатель первого провода.
- Закрепите зажим другого провода на металл в том месте, где в будущем будет выполняться сварка.
- Зажгите дугу. Эта операция уже описывалась. Легонько постучите электродом или чиркните им по металлу.
- Электрод необходимо вести вдоль стыка. Спешка ни к чему. Главное, чтобы все было сделано максимально аккуратно. В отличие от рассмотренной ранее технологии создания валиков, при которой электрод направлялся по прямой, при сварке отдельных изделий вам нужно будет делать движения возвратно-поступательного характера.
- Обработайте небольшой участок и оцените выполненную работу. При необходимости удалите шлак с помощью металлической щетки или молотка.
- Если качество вас устраивает, завершите работу.
В результате вы получите сварочный шов. Вряд ли он сразу будет идеальным. Чтобы получать швы высокого качества, нужен опыт и тренировки. Со временем вы освоите данную работу и сможете делать все на лучшем уровне.
Таким образом, вы можете как пользоваться услугами сторонних специалистов, платя им довольно большие деньги, так и научиться все делать своими руками. Потратив некоторое время и силы на обучение, вы будете меньше зависеть от других людей. Со временем вы освоите данную профессию и сможете создавать угловые швы, потолочные соединения и другие сложные вещи. Придерживайтесь инструкции, и у вас все получится. Удачного обучения и работы!
moyasvarka.ru