
Как проверить igbt транзистор сварочного инвертора – применение IGBT от ST в составе инверторов сварочных аппаратов MMA
всё, что вам нужно знать
Время чтения: 6 минут
За последние 100 лет технология сварки претерпела значительные изменения. Классические сварочные аппараты были усовершенствованы, а в продаже появились совершенно новые устройства. Наибольший вклад в развитие домашней и любительской сварки внесло изобретение инверторного сварочного аппарата. Его электронная «начинка» позволяет внедрить функции, которые недоступны классическому трансформатору или выпрямителю.
А если в сварочном аппарате применяется электроника, значит, используются и транзисторы. В этой статье мы подробно расскажем, что такое транзистор, какие транзисторы используются в сварочных инверторах и чем отличаются транзисторы IGBT в сварочном аппарате от транзисторов MOSFET.
Содержание статьи
Общая информация
Транзисторы — что это такое? Наверняка каждый, кто хоть раз сталкивался с ремонтом или банальной разборкой радиоэлектроники, слышал этот термин. Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
На данный момент транзисторы есть в любом электронном приборе и являются один из важнейших компонентов. В середине прошлого века сразу несколько ученых получили Нобелевскую премию за изобретение транзистора. И с тех пор это небольшое приспособление кардинально изменило мир электроники.

Транзисторы очень маленькие и компактные. Они экономичны, их производство стоит недорого. Несмотря на свой скромный размер, транзистор устойчив к механическому воздействию и долговечен. Также транзисторы способны исправно работать при низком напряжении и при высоких значениях тока. Именно благодаря этим достоинствам к концу 20-го века транзисторы стали неотъемлемой частью каждого электронного прибора. В том числе, у инверторных сварочных аппаратов.
Читайте также: Инструкция по эксплуатации сварочного инвертора для новичков
С помощью транзисторов удалось собрать компактную схему и внедрить ее в инвертор. Таким образом, существенно снизились размеры и вес сварочного аппарата. На данный момент производители предлагают инверторы весом до 5 кг, которые можно положить в рюкзак и взять с собой на выездные работы. Также такие аппараты незаменимы при сварке на высоте или в труднодоступных местах.
В сравнении с обычным трансформатором, который использовался раньше для сварки, инверторы намного проще в освоении. А наличие дополнительных функций (например, функции горячего старта или антизалипания) помогает новичкам как можно скорее приступить к работе. И все это заслуга транзисторов.
Транзисторы в инверторах
Транзистор — это один из главных компонентов современного сварочного инвертора. Без него инвертор в принципе не будет так называться. И, поскольку сварочные инверторы уже прочно вошли в нашу жизнь, то нелишним будет узнать немного больше об их электронной «начинке». Эта информация будет полезна не столько мастерам по ремонту сварочных аппаратов, сколько самим сварщикам. Для лучшего понимая сути используемого вами оборудования.
Итак, на данный момент чаще всего в сварочных инверторах применяются транзисторы двух типов: IGBT и MOSFET. Именно благодаря им удается добиться достойного качества работ, внедрения новых функций и уменьшению габаритов аппарата.

Подробнее про IGBT
Мы решили заострить ваше внимание на IGBT транзисторах, поскольку они считаются самыми технологичными. IGBT представляет собой стандартный биполярный транзистор с изолированным затвором. Усиливает и генерирует электрические колебания. Часто применяется в инверторе. От полевого транзистора отличается тем, что генерирует силовой канал, а не управляет им. Представляет собой 2 транзистора на подложке.
Именно благодаря IGBT транзисторам удалось развить производство современных сварочных инверторов. Поскольку именно данный тип транзисторов способен работать при высоком напряжении. Очень скоро производителям стало ясно, что применение IGBT транзисторов способно вывести производство инверторов на новый уровень. Удалось значительно уменьшить размеры аппаратов и увеличить их производительность. Порой стандартный IGBT транзистор способен заменить даже тиристор.
Иногда в IGBT инверторы внедряют специальные микросхемы, которые усиливают управляющий электрический сигнал и ускоряют зарядку затворов. Это необходимо для исправного функционирования мощных переключателей.
IGBT или MOSFET?
Выше мы уже упомянули, что помимо транзисторов типа IGBT существуют еще и транзисторы MOSFET. И многие сварщики любят спорить на форумах, какие транзисторы лучше, а какие хуже. Что мы думаем по этому поводу? Сейчас узнаете.
IGBT — это биполярные транзисторы. А MOSFET — полевые. И отличий у них больше, чем многим кажется на первый взгляд. Основное отличие — максимальная мощность, которую способен выдержать транзистор. У IGBT этот показатель выше, поэтому стоят они дороже, чем MOSFET. А это значит, что управляющая схема тоже стоит дороже.
На практике, сварщик практически не заметит разницы при работе с инверторам на IGBT или MOSFET. В характеристиках разница есть, но на практике она ощущается слабо. К тому же, на IGBt инверторы сложнее найти запчасти и вообще грамотного мастера по ремонту. И расходники стоят дороже.
Если вы используете недорогой инвертор для домашней сварки, то разницу между IGBT и MOSFET вы точно не заметите. Все преимущества IGBT раскрываются только в профессиональном оборудовании, предназначенном для высоковольтного подключения. В таком случае больший диапазон мощностей действительно играет важную роль и стоит предпочесть IGBT инвертор. В остальных же случаях не важно, какие транзисторы установлены. Вы, как любитель, разницу не почувствуете.
Словом, если вы новичок, то приобретайте инвертор на любых транзисторах. Инвертор на MOSFET будет стоить дешевле, вы сможете проще и быстрее его отремонтировать. А если вы выбираете инвертор для профессиональной сварки, то лучше выбрать аппарат на IGBT транзисторах. Они позволят использовать больше мощности. Но и их обслуживание обойдется дороже.
Вместо заключения
Не важно, какие именно силовые транзисторы для сварочных инверторов вы выберите. В любом случае, современный инвертор предоставит вам множество удобных плюсов. Вы сможете брать его с собой, поскольку вес и размеры незначительны. Вы сможете выполнять мелкий ремонт, даже если варите впервые, поскольку дополнительные функции упростят вашу работу. А благодаря технологичным транзисторам электронная схема будет работать еще стабильнее и дольше.
Да, инверторные аппараты куда сложнее по своему строению как раз за счет применения электроники. Вы не сможете починить инвертор «на коленке», как это можно сделать с трансформатором. Но преимуществ слишком много, чтобы отказываться от нововведений. А что вы думаете по этому поводу? Поделитесь своим мнением в комментариях ниже. Желаем удачи в работе!
[Всего голосов: 1 Средний: 4/5]svarkaed.ru
схема и преимущество использования в сварке
Применение высоковольтных мощных полупроводников позволило создавать компактные производительные сварочные инверторы. Последним словом в этой области после MOSFET инверторов стали сварочные аппараты на IGBT транзисторах.
Полевые полупроводники
Используемые в инверторах полупроводники по MOSFET технологии – это полевые силовые транзисторы с изолированным затвором. Управление полупроводником осуществляется напряжением, в отличие от биполярных транзисторов, управляемых током. Канал ключа имеет высокую проводимость 1 мОм. В закрытом виде у них огромное входное сопротивление.

Изначально полевые полупроводники использовались и до сих пор применяются как ключи. В схемах импульсных источников питания применяются полевики с индуцированным затвором. В таком исполнении при нулевом напряжении на затвор-исток канал закрыт.
Для открытия ключа требуется подать потенциал определенной полярности. Для управления ключом не требуется силовых источников. Данные полупроводники часто используются в источниках питания и инверторах.
Биполярный прибор
IGBT – это биполярный транзистор с изолированным затвором, применяемый в инверторе. Фактически он состоит из двух транзисторов на одной подложке. Биполярный прибор образует силовой канал, а полевой является каналом управления.
Соединение полупроводников двух видов позволяет совместить в одном устройстве преимущества полевых и биполярных приборов. Комбинированный прибор может, как биполярный, работать с высокими потенциалами, проводимость канала обратно пропорциональна току, а не его квадрату, как в полевом транзисторе.
При этом IGBT транзистор имеет экономичное управление полевого прибора. Силовые электроды называются, как в биполярном, а управляющий получил название затвора, как в МОП приборе.
IGBT транзисторы для сварочных инверторов и силовых приводов, где приходится работать при высоких напряжениях, стали использовать, как только отладили технологию их производства. Они сократили габариты, увеличили производительность и мощность инверторов. Иногда они заменяют даже тиристоры.
В IGBT инверторе для обеспечения работы мощных переключателей применяются драйверы – микросхемы, усиливающие управляющий сигнал и ускоряющие быструю зарядку затвора.
Некоторые модели IGBT транзисторов работают с напряжением от 100 В до 10 кВ и токами от 20 до 1200 А. Поэтому их больше применяют в силовых электроприводах, сварочных аппаратах.
Полевые транзисторы больше применяют в импульсных источниках и однофазных сварочных инверторах. При токовых параметрах 400-500 В и 30-40 А они имеют лучшие рабочие характеристики. Но так как IGBT приборы могут применяться в более тяжелых условиях, их все чаще применяют в сварочных инверторах.
Применение в сварке

Затем инвертор преобразует постоянное напряжение в переменное, но уже высокой частоты (от 30 кГц до 120 кГц). Проходя через понижающий высокочастотный трансформатор (преобразователь), напряжение понижается до нескольких десятков вольт. Потом этот ток преобразуется обратно в постоянный.
Все преобразования необходимы для уменьшения габаритов сварочного аппарата. Традиционная схема сварочного инвертора получалась надежной, но имела очень большие габариты и вес. Кроме этого, характеристики сварочного тока с традиционным источником питания были значительно хуже, чем у инвертора.
Передача электроэнергии на высокой частоте позволяет использовать малогабаритные трансформаторы. Для получения высокой частоты постоянный ток преобразуется с помощью высоковольтных, мощных силовых транзисторов в переменный частотой 50-80 кГц.
Для работы мощных транзисторов напряжение 220 В выпрямляется, проходя через мостовую схему и фильтр из конденсаторов, который уменьшает пульсации. На управляющий электрод полупроводника подается переменный сигнал с генератора прямоугольных импульсов, который открывает/закрывает электронные ключи.
Выходы силовых транзисторов подключаются к первичной обмотке понижающего трансформатора. Благодаря тому, что они работают на большой частоте, их габариты уменьшаются в несколько раз.
Силовой инверторный блок
Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Мостовая выпрямительная сборка монтируется на радиатор. Требуется охлаждение диодов, поскольку через них протекают большие токи. Для защиты диодов от перегрева на радиаторе имеется предохранитель, при достижении критической температуры он отключает мост от сети.
В качестве фильтра используются электролитические конденсаторы, емкостью от 470 мкФ и рабочим напряжением 400 В. После фильтра напряжение поступает на инвертор.
Во время переключения ключей происходят броски импульсного тока вызывающие высокочастотные помехи. Чтобы они не проникали в сеть и не портили ее качество, сеть защищают фильтром электромагнитной совместимости. Он представляет собой набор конденсаторов и дросселя.
Сам инвертор собирается по мостовой схеме. В качестве ключевых элементов применяются IGBT транзисторы на напряжения от 600 В и токи соответствующие данному инвертору.
Они тоже с помощью специальной термопасты монтируются на радиаторы. При переключениях этих транзисторов возникают броски напряжения. Чтобы их погасить применяются RC фильтры.
Полученный на выходе электронных ключей переменный ток поступает на первичную обмотку высокочастотного понижающего трансформатора. На выходе вторичной обмотки получается переменный ток напряжением 50-60 В.
Под нагрузкой, когда идет сварка, он может выдавать ток до нескольких сотен ампер. Вторичная обмотка обычно выполняется ленточным проводом для уменьшения габаритов.
На выходе трансформатора стоит еще один мощный диодный мост. С него уже снимается необходимый сварочный ток. Здесь используются быстродействующие силовые диоды, другие использовать нельзя, потому что они сильно греются и выходят из строя. Для защиты от импульсных бросков напряжения используются дополнительные RC цепи.
Мягкий пуск
Для питания блока управления инвертора применяется стабилизатор на микросхеме с радиатором. Напряжение питания поступает с главного выпрямителя через резистивный делитель.
При включении сварочного инвертора конденсаторы начинают заряжаться. Токи достигают таких больших величин, что могут сжечь диоды. Чтобы этого не произошло, используется схема ограничения заряда.
В момент пуска ток проходит через мощный резистор, который ограничивает пусковой ток. После зарядки конденсаторов резистор с помощью реле отключается, шунтируется.
Блок управления и драйвер
Управление инвертором осуществляет микросхема широтно-импульсного модулятора. Она подает высокочастотный сигнал на управляющий электрод биполярного транзистора с изолированным затвором. Для защиты силовых транзисторов от перегрузок дополнительно устанавливаются стабилитроны между затвором и эмиттером.
Для контроля напряжения сети и выходного тока используется операционный усилитель, на нем происходит суммирование значений контролируемых параметров. При превышении или понижении от допустимых значений срабатывает компаратор, который отключает аппарат.
Для ручной регулировки сварочного тока предусмотрен переменный резистор, регулировочная ручка которого выводится на панель управления.
Сварочное оборудование на IGBT транзисторах имеет наилучшие характеристики по надежности. По сравнению с полевыми ключами биполярные транзисторы с изолированными затворами имеют преимущество больше 1000 В и 200 А.
При использовании в бытовых приборах и сварочных инверторах для домашнего пользования первое место до недавнего времени оставалось за сварочным оборудованием с MOSFET полупроводниками. Эта технология давно используется и хорошо отработана. Но у нее нет перспектив роста, в отличие от оборудования на IGBT транзисторах.
Новые модели уже ничем не уступают устройствам с полевыми приборами и на малых напряжениях. Только по цене первенство остается за аппаратами с полевыми транзисторами с индуцированным затвором.
Транзисторы для сварочных инверторов: какие используются?
Сварочная технология прочно и уверенно вошла в нашу жизнь, и без качественного соединения поверхности металлических изделий невозможно представить себе нашу жизнь. Обилие сварочных технологий позволяет на первое место выдвинуть инверторную технологию, где можно добиться высокого качества сварных швов и соединений. Силовые транзисторы для сварочных инверторов по праву называют сердцем прибора. Правильный выбор устройства зависит от эффективного расчёта мощности и прочих технических характеристик сварочного прибора.
Что такое инвертор, и правильный выбор основных узлов и компонентов
Чтобы понять, какие транзисторы используются в сварочных инверторах, необходимо знать строение и принцип работы инверторного оборудования. Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы. Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
IGBT транзисторы для сварочного инвертора
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG. Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
- Сварочные агрегаты с инверторным принципом функционирования — трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
Как видно, для каждого типа оборудования предъявляются свои условия эксплуатации и, следовательно, необходимо выбирать импортные и отечественные марки транзисторов для сварочных инверторов, и иногда в соответствующей комбинации.
«Обратите внимание!Чаще всего в работе используются инверторные установки, которые работают по принципу ММА.»
Такие типы устройства неприхотливы и отлично зарекомендовали себя как в частном домашнем хозяйстве, так и на производственном участке.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
Тип | Характеристика |
V | Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
НВ | Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц |
Н | Низкий эффект режима выключения. Напряжение подачи — до 1200 вольт, частота до 35 кГц. |
М | Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр — до 20 кГц |
W | Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
Особенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGh50N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата. При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
Видео: подбор сварочных транзисторов для инвертора
svarkaipayka.ru
Проверка электронных компонентов
После зарядной цепочки, переходим к выпрямительному диодному мосту. Проверка диодов обычно особых проблем не вызывает. Все знают, что исправный диод в прямом направлении проводит, а в обратном — не проводит электрический ток. Прямым считается направление, когда к катоду диода приложен минус (-), а к аноду плюс (+) испытательного напряжения.
В зависимости от типа и мощности диода, в прямом направлении на диоде падает напряжение 0,1—0,3 В для диодов Шоттки и 0,3—0,7 В для кремниевых диодов. Меньшие значения падающего напряжения соответствуют более мощным и низковольтным диодам, а большие значение — более высоковольтным и менее мощным. В обратном направлении диод ток не пропускает и ведет себя, как оборванная цепь.
После выпрямительного моста следуют электролитические конденсаторы сглаживающего фильтра. Конденсаторы не должны иметь внешних механических повреждений и соединительных контактов. Корпуса конденсаторов должны иметь нормальную цилиндрическую форму. Вздутие корпуса конденсатора, говорит о его неисправности. Электролитические конденсаторы, имеющие перечисленные дефекты, необходимо заменить на аналогичные.
Конденсатор сглаживающего фильтра инверторного источника имеет значительную емкость, которая обычно находится в пределах 470—2000 мкФ. Даже если ваш прибор и позволяет измерять электрическую емкость, то скорей всего, не такую большую.
Однако нам не требуется точного измерения этой емкости. Достаточно убедиться в том, что конденсаторы не оборваны и обладают некоторой емкостью.
Как ни странно, внутренние обрывы сглаживающего конденсатора не являются редкостью. Это происходит достаточно часто при обрыве зарядного резистора. К примеру, на источниках ВДУЧ-160 в качестве зарядного используется проволочный резистор, который обрывается после пребывания сварочного источника на небольшом морозе. В результате, после нескольких включений без предварительной зарядки, конденсаторы сглаживающего фильтра приходили в негодность.
Перед проверкой конденсатора необходимо убедится в том, что он полностью разряжен. Для этого, на 10-20 с нужно закоротить выводы конденсатора с помощью резистора МЛТ-2 сопротивлением 100 Ом.
Для проверки функциональности конденсатора достаточно с помощью мультиметра перезарядить его в обоих направлениях. Для этого, с помощью мультиметра, находящегося в режиме проверки диодов, необходимо «прозвонить» конденсатор сначала в прямом направлении, а затем в обратном. Если конденсатор исправен, то при этом мы будем наблюдать процесс его перезарядки длительностью в несколько секунд.
Перезарядка проявляется в плавном изменении на нем величины и полярности напряжения, при каждом изменении направления зарядки. Оборванный конденсатор ни как не реагирует на смену полярности подключения к мультиметру.
При внешнем осмотре транзисторов преобразователя, необходимо убедиться в том, что они не имеют дефектов корпуса и выводов. Обычно в преобразователях современных инверторных сварочных источников используются MOSFET или IGBT транзисторы. Транзисторы MOSFET имеют внутренний паразитный диод подложки, подключенный катодом к стоку транзистора, а анодом — к истоку. Соответственно, этот диод прекрасно «про- званивается» между стоком и истоком транзистора. Однако исправность этого диода не гарантирует того, что транзистор также исправен. Например, у транзисторов MOSFET с пробитым затвором паразитные диоды обычно нормально «прозваниваются». Поэтому, чтобы гарантировать исправность транзисторов, их необходимо проверить, предварительно выпаяв из схемы.
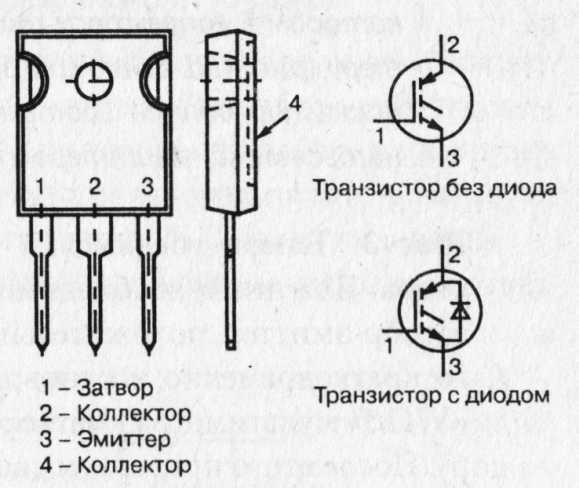
В отличие от диодов и конденсаторов, MOSFET и IGBT транзисторы преобразователя требуют более сложного алгоритма проверки. Рассмотрим, для примера, алгоритм проверки IGBT транзистора, который во многом справедлив и для MOSFET. Перед тем, как приступить к проверке транзистора, необходимо воспользоваться справочником, чтобы определить его расположение выводов. Для примера, на рис. 1.8 приведено типичное расположение выводов IGBT, расположенного в корпусе ТО-247АС.
|
Рис. 1.8 — Расположение выводов IGBT в корпусе ТО-247АС |
Шаг 1. Необходимо убедится в отсутствии коротких замыканий между затвором и эмиттером IGBT (затвором и истоком MOSFET), прозвонив сопротивления между соответствующими выводами в обоих направлениях.
Шаг 2. Необходимо убедится в отсутствии коротких замыканий между коллектором и эмиттером IGBT (истоком и стоком MOSFET), прозвонив сопротивления между соответствующими выводами в обоих направлениях. Перед этим необходимо перемычкой закоротить выводы затвора и эмиттера транзистора. Но лучше будет не закорачивать затвор и эмиттер транзистора, а просто зарядить входную емкость затвор-эмиттер отрицательным напряжением. Для этого кратковременно и одновременно прикасаемся щупом «СОМ» мультиметра к затвору, а щупом «У/Ω/f» к эмиттеру.
Некоторые IGBT транзисторы, как и MOSFET, имеют встроенный встречно-параллельный диод, подключенный катодом к коллектору транзистора, а анодом к эмиттеру (рис. 1.8). Если транзистор имеет такой диод, то последний должен соответствующим образом прозвониться между эмиттером и коллектором транзистора.
Шаг 3. Теперь убедимся в функциональности транзистора. Для этого необходимо зарядить входную емкость затвор-эмиттер положительным напряжением. Для этого кратковременно и одновременно прикасаемся щупом «V/Ω/f» мультиметра к затвору, а щупом «СОМ» к эмиттеру. После этого проверяем состояние перехода коллектор-эмиттер транзистора, подключив щуп «V/Ω/f» мультиметра к коллектору, а щуп «СОМ» к эмиттеру. На переходе коллектор-эмиттер должно падать небольшое напряжение величиной 0,5—1,5 В. Меньшее значение напряжения соответствует низковольтным транзисторам, а большее высоковольтным.
Величина падения напряжения должна быть стабильной, по крайней мере, в течение нескольких секунд, что говорит об отсутствии утечки входной емкости транзистора.
Иногда напряжения мультиметра может не хватить для того чтобы полностью открыть IGBT транзистор (характерно для высоковольтных IGBT). В этом случае входную емкость транзистора можно зарядить от источника постоянного напряжения величиной 9—15 В. Зарядку лучше производить через резистор величиной 1—2 кОм.
Проверенные и исправные транзисторы необходимо установить на место. Предварительно место установки очищается от следов старой теплопроводной пасты при помощи растворителя. Затем наносится слой свежей теплопроводной пасты и транзистор, при помощи штатных средств, прижимается к охладителю.
studfiles.net
Ремонт сварочного инвертора TELWIN TECNICA 164
Данная статья будет посвящена ремонту сварочного инвертора TELWIN TECNICA 164. Принесли мне это изделие итальянского «сваркостроения» знакомые, на вопрос: «Что случилось?» был ответ: «Работал, работал, потом хлопок и повалил дым из корпуса!» Понятно, сгорел! Ну, будем ремонтировать, посмотрим чем напичкали итальянцы эту красивую коробочку)))
А внутри оказалось довольно интересно.


На этих фотографиях уже со снятыми «дохлыми» силовыми IGBT транзисторами (Но об этом позже!)
Давайте теперь разберемся с теорией по поводу сварочных инверторов.
Принцип работы инверторов заключается в поэтапном преобразовании энергии.
Вот основные этапы работы инвертора
-Выпрямление сетевого напряжения
-Преобразуется в переменное высокочастотное в блоке инвертора
-Понижается трансформатором до рабочего сварочного
-Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение
Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой.
Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей:
— полумостовой
— ассиметричный мост ( еще называют «косым мостом»)
— полный мост.
Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу».
Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю!

Скачать можно тут
Вот и начал изучать я этот мануал.
Вот блок-схема данного аппарата.
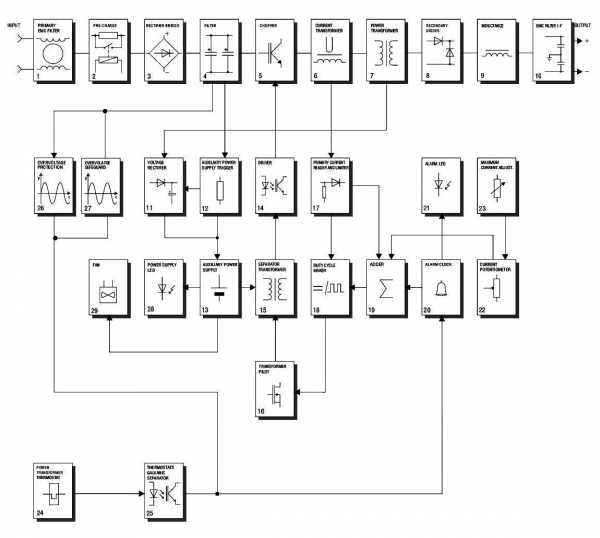
Крупнее
Схема аппарата состоит из двух частей — силовой и блока управления.
Силовая часть
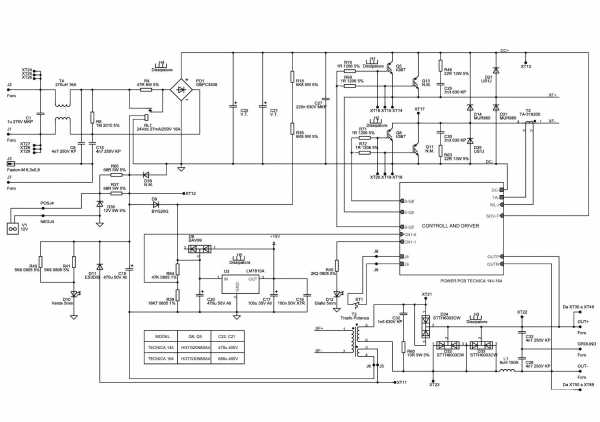
Крупнее
Силовая часть состоит из следующих блоков:
1. Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех.
2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска».
3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения.
4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор.
5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления.
6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети.
7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты.
8. Дроссель L1- подавляет пульсации выпрямленного напряжения.
9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления.
10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут).
11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы.
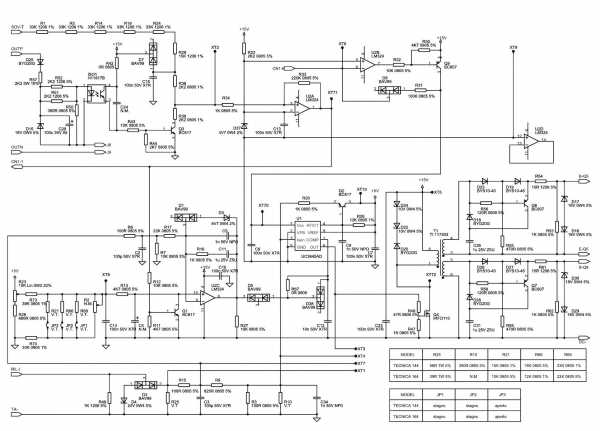
Перейдем к блоку управления:
Крупнее
Блок управления состоит из следующих узлов:
1. Узел драйверов — Q6, D19, D23, Q7, D27, D26, T1 — служит для «раскачки» силовых IGBT транзисторов. Разделительный трансформатор T1 вырабатывает два сигнала, гальванически разделенные друг от друга.
2. Драйвер управления разделительным трансформатором Q4, D20, D22, D24 — усиливает сигнал, поступающий от генератора импульсов (формирователя рабочего цикла)и подает его на первичную обмотку разделительного трансформатора.
3. Анализатор-ограничитель тока в первичной обмотке трансформатора D2, R25, R49, D4, R15, R9, R2, R3, R10 — получает сигнал от трансформатора тока Т2, выпрямляет, ограничивает его до определенного уровня, необходимого для работы «задатчика» сварочного тока и генератора управляющих импульсов.
4. Задающий генератор импульсов — U1 представляет собой ШИМ контроллер на микросхеме
UC3845(TL3845). Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора.
Вот даташит на эту микросхему.
Вот подробнее назначение выводов этой микросхемы.
1. Comp: этот вывод подключен к выходу усилителя ошибки компенсации.
2. Vfb: вход обратной связи. Напряжение на этом выводе сравнивается с образцовым, формируемым внутри ИС.
3. C/S: сигнал ограничения тока. Данный вывод должен быть присоединен к резистору в цепи истока ключевого транзистора (КТ). При повышении тока через КТ (например, в случае перегрузки ИП) напряжение на этом резисторе увеличивается и, после достижения порогового значения, прекращает работу ИС и переводит КТ в закрытое состояние.
4. Rt/Ct: вывод, предназначенный для подключения времязадающей RC-цепочки. Рабочая частота внутреннего генератора устанавливается подсоединением резистора R к опорному напряжению Vref и конденсатора С к общему выводу.
5. Gnd: общий вывод.
6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору).
7. Vcc: вход питания ИС.
8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В.
Продолжим далее описание блока управления.
5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A
7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4.
8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю. В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12.
Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет.
Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы.
Вот фото одного из двух
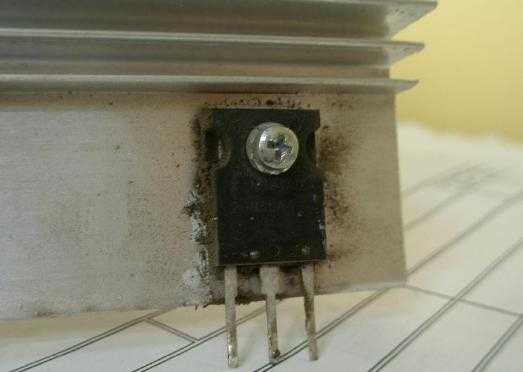
Прозвонка подтвердила результат. Так же дохлыми оказались диоды D31, D212
Диод слева от силового транзистора прижат пружинной скобой к радиатору

Диод D31 обязательно должен быть изолирован от радиатора теплопроводящей прокладкой как на фото выше.
Так же в ходе осмотра был выявлен вот такой дефект. Плохая пайка выводов силового трансформатора. Выводы запаяны то и с нижней стороны платы, но при работе на токах, близких к максимальным, это место будет довольно сильно разогреваться, что приведет в дальнейшем к выгоранию дорожек. Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.

Потом теплоотвод силовых диодов ставим на место, заодно меняем термопасту на диодах.

Силовые транзисторы просто так не выходят из строя, как правило выбивает элементы раскачивающего их драйвера. Вот фото элементов драйвера.

Вооружаемся омметром и начинаем проверять элементы драйвера. Нашел неисправных немало, вот списочек.
Транзисторы
Q5 — HGTG30N60A4
Q6 — BC807
Q7 — BC807
Q8 — HGTG30N60A4
Диоды
D14 — MUR860
D22 — стабилитрон на 10 вольт
D24 — стабилитрон на 10 вольт
D26 — BYG20G
D27 — BYG20G
D30 — стабилитрон на 18 вольт
D31 — стабилитрон на 18 вольт
Резисторы
R54 — 10 Ом (типоразмер 1206)
R55 — 470 Ом (типоразмер 0805)
R61 — 10 Ом (типоразмер 1206)
R71 — 1 Ом (типоразмер 1206)
Все неисправные детали были найдены и заменены. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.
Были только в стандартном стеклянном корпусе JEDEC LL41 для SMD монтажа.

Ну, делать то надо, пришлось «выкручиваться» и впаивать стабилитроны вот таким вот образом

Новые силовые IGBT транзисторы Q5 и Q8, а так же диоды D14 и D31 были установлены на свои теплоотводы, предварительно смазанные тонким слоем термопасты КПТ-8.

Вот фото платы с замененными компонентами

Впаял силовые транзисторы и диоды

Вот фото в сборе. Пока возился с установкой теплоотводов сломал конденсатор С27, тако-го же не нашел, поставил обычный пленочный.

Ну, вот все собрано, пора это дело проверять. Плату инвертора включил в сеть через ЛАТР. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.

Вольтметр показывает напряжение холостого хода.
В мануале по ремонту так же даны осциллограммы в характерных точках инвертора. Не мешало бы проверить и их.
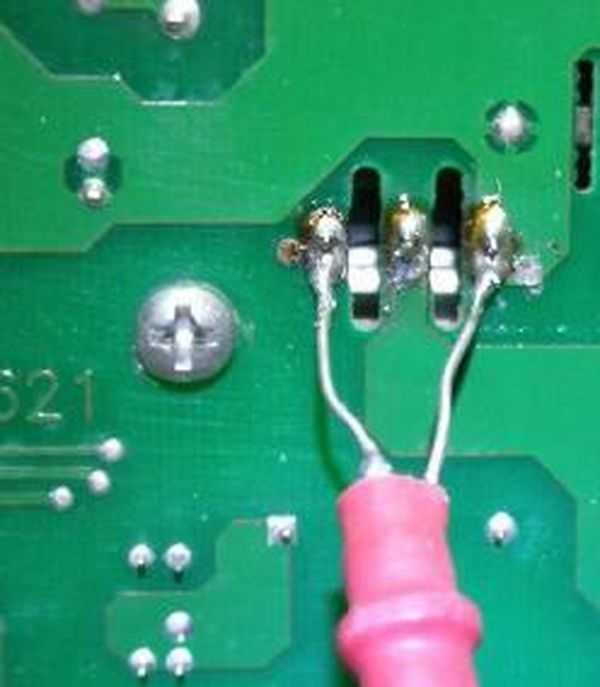
Для контроля осциллограм был изготовлен самодельный щуп — делитель 1:100. Щуп непосредственно припаян к выводам затвор — эмиттер IGBT транзистора.
Теперь собственно осциллограммы:
1. Выход драйвера, не нагруженного на затворы ключей
2. Выход драйвера, не нагруженного на затворы ключей — фронт импульса
3. Выход драйвера, не нагруженного на затворы ключей — спад импульса
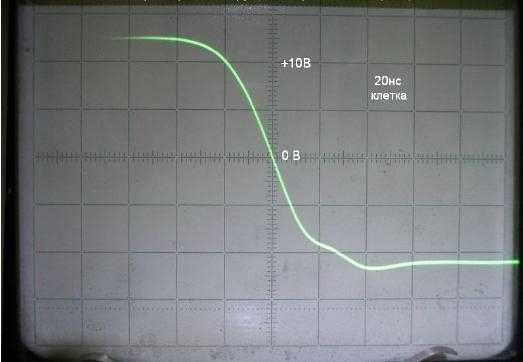
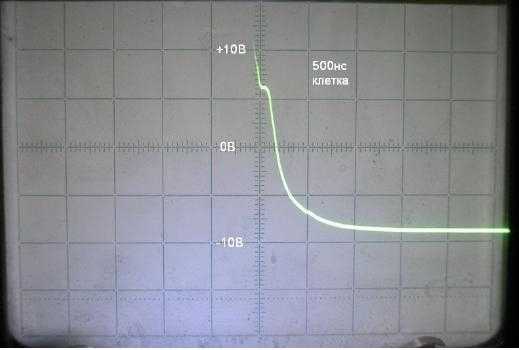
3. Выход драйвера, нагруженного на затвор ключа

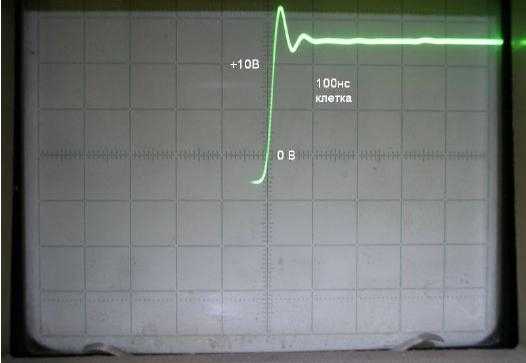
4. Выход драйвера, нагруженного на затвор ключа — фронт импульса

5. Выход драйвера, нагруженного на затвор ключа — спад импульса
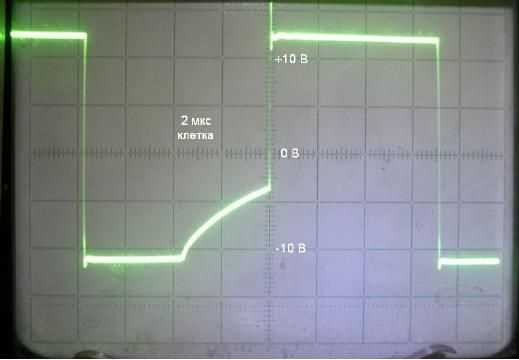
6. Переставляем щуп на коллектор — эмиттер силового ключа на холостом ходе
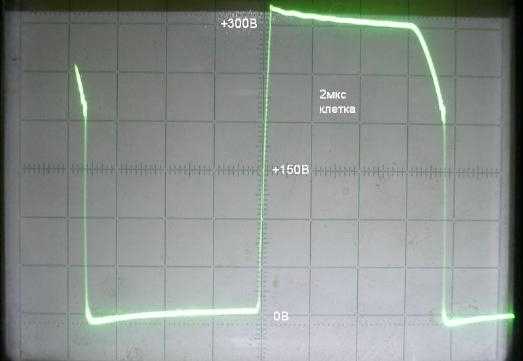
7. Коллектор — эмиттер силового ключа на холостом ходе — открытие ключа
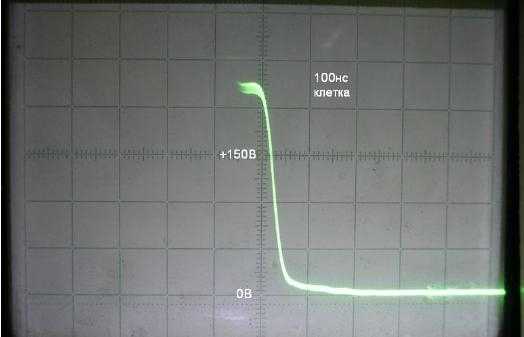
8. Коллектор — эмиттер силового ключа на холостом ходе — закрытие ключа

Осциллограммы все в норме, элементы аппарата на холостом ходу не нагреваются, полет нормальный!
Для проведения испытания на статическую нагрузку не было ни времени, не оборудования, взял пачку электродов, кусок ненужного металла и начал варить. После 4 спаленных электродов диаметром 3 мм элементы аппарата нагрелись не сильно, дыма и прочих неприятностей замечено не было.
Вот постарался и сварил две пластины встык.

Варит просто замечательно, разбрызгивание металла минимальное.
Вот фото шва с отбитым шлаком

Аппарат работает отлично, все таки фирма TELWIN умеет делать сварочное оборудование!
Думаю статья эта кому нибудь, да пригодится! Спасибо за внимание!
electronics-lab.ru
Транзисторы для сварочных инверторов

Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:
• Изначально выпрямляют ток, полученный из сети;
• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;
• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:
• Вентиляторов;
• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления
Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.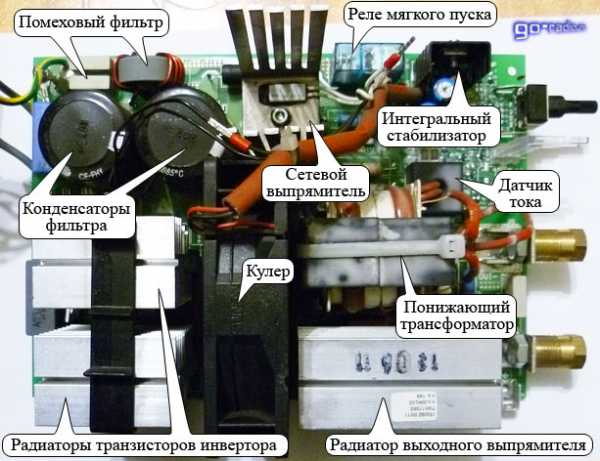
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
 Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.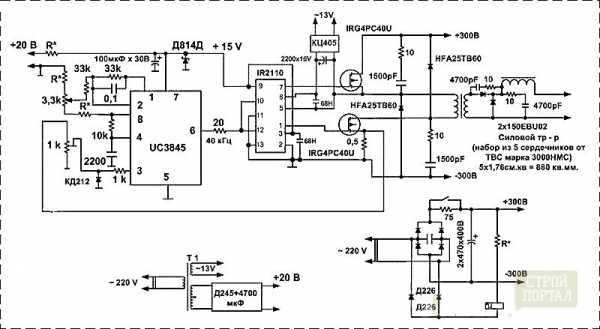
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:
• Паяльников 40В;
• Ножей;
• Плоскогубцев;
• Кусачек;
• Амперметров на 50 и 250А;
• Осциллографа;
• Вольтметров на 50В и 250В;
• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
svarkagid.com
Особенности ремонта инверторных сварочных аппаратов
В последние годы завоевали популярность инверторные сварочные аппараты. Эта техника относительно недорогая, удобная в работе, позволяющая выполнять большинство работ. По крайней мере, в быту, домашнем строительстве, в гараже.
Все инверторные сварочные аппараты построены, несмотря на обилие марок, по одному и тому же принципу. Выходной ток сварочного инвертора достигает 140 А и более при напряжении дуги примерно 25 В. Параметры схемы подобраны так, чтобы от однофазной сети потреблялась мощность порядка 4-5 кВт. Производитель, как правило, — Китай. У одних пользователей аппараты служат годами, у других — несколько дней или недель. В большинстве случаев вышедший из строя аппарат можно отремонтировать.
Причин, по которым выходит из строя эта техника несколько:
- попадание внутрь влаги (хотя во многих изделиях платы покрывают лаком) и пыли, особенно металлической. Опытные сварщики рекомендуют пользоваться «болгаркой» в удалении от сварочного аппарата, поскольку его вентилятор охлаждения затянет проводящую пыль внутрь корпуса;
- некачественные контакты в проводах подключения напряжения сети, слишком длинные провода;
- отказы вентиляторов охлаждения с последующим их заклиниванием.
Для эффективного ремонта этих изделий необходим осциллограф, который следует запитать (от сети 230 В / 50 Гц) через разделительный трансформатор. Для этого можно использовать силовой трансформатор от старого цветного телевизора. Включение через трансформатор исключит возможное поражение ремонтника током, поскольку вся силовая цепь сварочного инвертора гальванически связана с сетью 230 В / 50 Гц.
Опыт ремонта таких аппаратов показывает, что большинство неисправностей связано с отказами реле плавного пуска и вторичного источника питания (ВИП). При отказе ВИП аппарат не включается. ВИП обычно вырабатывают напряжение 12, 15 или 24 В. Мощность его ограничена, почти всегда он работает в тяжелом режиме и при скачках сетевого напряжения, заклинивании питающихся от него вентиляторов обдува, сразу выходит из строя. При этом нередко разрушаются обмотки его трансформатора. Трансформатор легко разбирается после 5 минут кипячения в воде и перематывается. В качестве межобмоточной изоляции удобно при менять высокотемпературный скотч, а при его отсутствии — ленты, нарезанные из кухонного рукава для запекания.
Наиболее тяжелые случаи — это когда произошел отказ силовых IGBT или FET транзисторов. Просто менять их бессмысленно — «сгорят» снова. Как правило, «сгорание» сопровождается коротким замыканием по цепи сетевого питания. «Прозвонка» мультиметром показывает, что закорочены плюс и минус сглаживающих конденсаторов выпрямителя сети 300 В.
В этом случае сразу выпаиваем все силовые транзисторы, все диоды их обвязки и проверяем. Проверяем выпрямительные диоды сетевого напряжения. Иногда половина силовых транзисторов остается цела (первые включения можно будет сделать на них).
Можно попробовать включить инвертор без силовых транзисторов. Если ВИП цел, схема включится, щелкнет реле плавного пуска, но будет светиться индикатор аварии (напряжения на выходе инвертора нет). Если от внешнего источника питания подать на выходные зажимы 25-30 В, индикатор аварии должен погаснуть. На выходе платы управления при этом наблюдаются импульсы управления разных частот: с аварией 10-20кГц, без аварии — 45-50 кГц. Частоту проверять обязательно!
Многие IGBT при частоте импульсов на их затворах 70- 80 кГц выходят из строя. А качество керамических конденсаторов платы управления «сделано в Китае», от которых эта частота зависит, сами знаете какое. Это, кстати, одна из причин «беспричинного» выхода из строя силовых транзисторов, просто при включении аппарата.
Нужно проверить наличие и форму импульсов управления непосредственно на контактах входов IGBT, припаяв конденсатор номиналом 1500-2000пФ и параллельно резистор 200 Ом вместо затворов. Импульсы должны быть одинаковые, амплитудой не менее 12 В с некоторым заходом в отрицательную область напряжений. При малейших отличиях — проверять элементы драйвера.
Во избежание тяжелых повреждений и прогаров в платах первое включение после ремонта лучше делать через последовательно включенную в сеть лампу накаливания 230 В 100 Вт.
Только получив одинаковые импульсы управления, можно впаять пару транзисторов, даже без радиаторов и попробовать включить сварочный инвертор в сеть.
Включили, запустилось. Авария не горит. На выходе инвертора 66-80 Вольт. Не спешите варить! Проверьте работу обратной связи по току. При отсутствии балласта, подойдет резистор 2-3 Ом, составленный из нескольких параллельно. Можно поместить его в воду. Ручку регулятора ставим на минимум сварочного тока. Наблюдая осциллографом импульсы на затворах выходных транзисторов, кратковременно подключаем к выходу сварочного инвертора данную импровизированную нагрузку и видим срабатывание петли регулирования по изменению ширины управляющих импульсов под нагрузкой.
Только теперь можно окончательно собрать силовую часть и пробовать варить.
Нередко в петле регулирования, после повреждения сварочного инвертора, остаются неисправности, и при попытке варить развивается ничем не ограниченный ток — происходит «бах» с кучей вышедших из строя элементов…
Главное в ремонте — не спешить, двигаясь по порядку, устанавливая силовые транзисторы в последнюю очередь, когда все проверено и просмотрено.
Гамма IGBT транзисторов очень широка по номенклатуре и ценам. Выбирайте любые, какие вам доступны. Желательно по образцовому фото от проверенного производителя выбирать приборы с лазерной гравировкой названия. В некоторых приборах нет встроенных демпферных диодов — такие приборы дешевле, но надежно работать не будут. Поэтому проверяйте наличие демпферов заранее по даташиту.
Автор: Аркадий Солуня, г. Щучинск, Казахстан
Источник: Электрик №1-2/2018
Возможно, вам это будет интересно:
meandr.org