
Научиться дуговой сварке – Сварка инвертором для начинающих: инструкции и видео
На заметку начинающему мастеру: сварка электродом

Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва
 жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Не
 которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических кап
 ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
[Всего голосов: 1 Средний: 5/5]svarkaed.ru
Как варить дуговой сваркой. Особенности выполнения работы.

Содержание статьи
Основы дуговой сварки
Очень часто соединения создаются посредством ручной электродуговой сварки методом прямого действия. За счет того, что электроды непрерывно подаются в участок, где горит дуга, получается устойчивый сварочный процесс. Если дуга будет слишком длинной, то электродный металл начнет окисляться быстрее, глубина провара станет меньше и материал начнет разбрызгиваться и в итоге швы получатся с частичками оксидов.
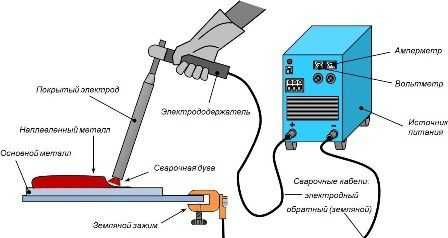
Принцип функционирования аппарата дуговой сварки
Техника дуговой сварки имеет неоспоримое достоинство, которое заключается в том, что температура используемой дуги может достичь до 5000°С и более. Благодаря таким характеристикам, подобным методом можно сварить любые материалы, поскольку такая дуга может расплавить даже максимально прочный металл. Участок, где действует самый высокий температурный режим образуется в дуговом разряде.
Для того, чтобы знать как варить детали при помощи электрической дуги, надо понимать как она зажигается и начинает функционировать. Зажечь дугу можно от короткого замыкания сварочной электрической цепи, когда сварщик электродным концом будет касаться заготовленной детали и сразу же отводить его на пару миллиметров. В этот момент начинает зажигаться электрическая дуга. Для того, чтобы она хорошо горела надо медленными поступательными движениями направлять конец электрода по своей оси в процессе того, как он расплавляется.
Осуществляя дуговую сварку покрытыми электродами, в процессе работы расплавляется не только их покрытие, но и стержневое основание. Когда покрытие плавится, образуются газы со шлаком. Появившийся шлак смешивается с расплавившимся металлом сварочной ванны и создает своеобразный покров, который всплывает на поверхность. Благодаря такому покрытию металл защищается от возможных реакций с азотом, кислородом и другими частицами атмосферного воздуха. Кроме этого, благодаря шлаку, расплавленные металлы еще и подвергаются очистке.
Разные электродные покрытия позволяют не только обезопасить шов от воздействия окружающей среды посредством газов и шлака, но обеспечивают качественные эффективные металлургические процессы, возникающие в расплаве ванны с используемыми металлами. Покрытые электроды позволяют сварить черные и цветные металлы, при этом толщина изделий, подвергающихся к сварке может быть абсолютно любой. Такие электроды хорошо подходят как для применения в аргонно-дуговой сварке, так и в наплавке металлов. Главное преимущество аппарата дуговой сварки заключается в том, что он очень прост в использовании и в тоже время характеризуется универсальностью. Минус в том, что техника дуговой сварки осуществляется вручную и показатели производительности работы не очень высокие.

Выполняя работу надо знать, как правильно варить ручной дуговой сваркой.
Основой для сварного соединения может выступать поковка, литье и прокат. Последний пользуется наибольшей популярностью. Зная, как варить металлы, используя электрическую дугу, важно правильно подготовить изделия. Если вы используете прокат, то изначально его нужно обработать. Для этого производится правка (собственноручно или же с применением станков), далее материал зачищается и вырезаются заготовки. Обратите внимание на полученные отрезки, если они искривлены, то их нужно исправить и подготовить свариваемые кромки.
В соответствии с ГОСТом, предусмотрены основные способы, которыми можно можно получить швы посредством дуговой сварки, размеры которых будут зависеть от толщины материалов, подвергаемых сварке.
Когда детали готовы, их нужно собрать, главное чтобы были соблюдены нужные зазоры и совмещения кромок. Далее нужно определить точность сборки, в этом вам помогут измерительные щупы, линейки и шаблоны. На следующем этапе надо зафиксировать заготовленные детали посредством скоб или прихваток короткими швами. Важно, чтобы сечения выполненных прихваток не были больше, чем 1/3 часть основного шва, а их поверхность надо очистить от шлака и грязи.
От того, какой режим дуговой сварки вы будете использовать, будут зависеть размер и форма соединения. Если увеличить напряжение на дуге, то глубина провара будет меньше, а ширина шва наоборот больше. Чем больше будет сила сварочного тока, тем большей будет глубина провара
Разновидности аппаратов
В настоящее время присутствует большое обилие различных материалов, каждый из которых имеет свои характерные особенности и трудности, возникающие при сварке. Поэтому, дуговая сварка своими руками должна выполняться качественным сварочным аппаратом. Сегодня выделяется три основные разновидности аппаратов, позволяющих выполнить сварочные работы. Классифицируются они в зависимости от типа источника, постоянного или переменного тока на три основные вида:
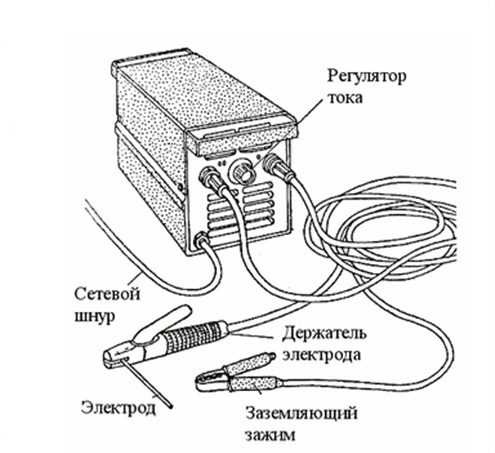
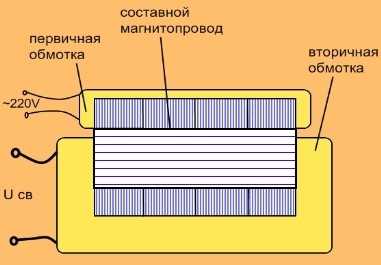
Сварочный трансформатор

Такое устройство максимально просто в управлении и подходит начинающим сварщикам. Принцип его функционирования заключается в понижении напряжения сети до оптимального, которое подходит для работы сварочного аппарата. За это отвечает базисная деталь данного устройства – трансформатор. Такой аппарат предназначен для получения исключительно переменного тока. В процессе эксплуатации трансформатора, необходимо осуществлять регулировку силы выделяемого тока. Для этого в комплекте устройства предусмотрены первичная и вторичная обмотки. Двигая их – вы будете изменять силу подачи тока.
Постоянно задаетесь вопросом: как научиться варит дуговой сваркой?
Совет! Сварочный трансформатор подходит новичкам, чтобы начать обучение сварке.
Используя такое устройство, можно получить надежные и качественные соединения, главное, чтобы верно были подобраны электроды для переменного тока. КПД описываемого аппарата – очень высокий и достигает 90% и выше. В таблице ниже представлены технические параметры сварочных аппаратов, выпускаемых разными производителями.

Сварочный выпрямитель
Главное предназначение подобного устройства состоит в выпрямлении напряжения, преобразовании и создании постоянного тока, применяя при этом переменный. В конструкцию выпрямителя входят следующие элементы: один трансформатор понижения тока, диодный блок, системы, позволяющие регулировать защиту и пуск. Сравнивая устройство сварочного выпрямителя и трансформатора, очевидно, что конструкция первого намного сложнее. И в этом заключается их главное преимущество, т.к. такие приборы, как сварочные выпрямители, более стабильны и качественны в работе, поскольку и ток, и дуга, и получаемый в итоге сварочный шов характеризуются более высоким качеством.
На примере выпрямителя ВД-301 рассмотрим характеристики аппарата.
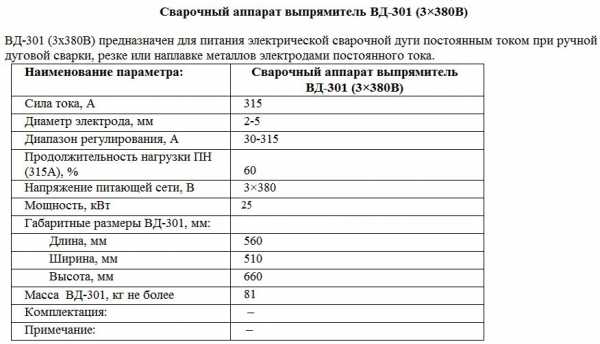
Как уже отмечалось, выпрямители позволяют создать более прочное и надежное соединение. Несмотря на большое количество плюсов у такого аппарата, выделяется и ряд недостатков: прибор очень громоздкий и из-за этого для его работы требуется очень большое напряжение, а это негативно сказывается на состоянии напряжения в сети.
Сварочные аппараты-инверторы
Подобное оборудование является своего рода новинкой, т.к. появилось относительно недавно. Инвертор характеризуется высокой мощностью и функционирует под частотой более 500 Гц.

В данном случае для передачи энергии нет необходимости в крупногабаритном трансформаторе. С этой задачей прекрасно справится и маленький, обеспечивающий протекание постоянного тока на протяжении всего времени, инвертор. Его масса – 7-8 кг. Благодаря такому небольшому весу, прибор очень удобен в эксплуатации. В конструкции инвертора предусмотрен сетевой фильтр, два выпрямителя, преобразователь переменного напряжения, схема управления. Работа сварочного инвертора характеризуется максимальной стабильностью.
Ручная дуговая сварка для начинающих – процесс непростой. Однако выбрав подходящий аппарат, вы значительно упростите себе работу. Самое главное на что следует обращать внимание при покупке агрегата для сварки – это диапазон допустимого изменения сварочного тока. Этот параметр говорит об активной мощности аппарата. Важно уделять внимание и такому моменту, как способность зажигать дугу в короткие сроки, поскольку от этого показателя будет зависеть продуктивность работы. Обычно эти данные указаны в технических характеристиках прибора.
Совет! Если указаны параметры 60-80 В и выше, значит дуга будет зажигаться очень быстро.
Техника безопасности
Как уже было отмечено, техника дуговой сварки требует от выполняющего работу максимальной сосредоточенности и определенных знаний. Не стоит забывать и о правилах безопасности. Обязательно используйте защитный щиток и надевайте перчатки и защитный костюм. Так вы будете застрахованы от возможного получения ожогов, поскольку в процессе работы может случиться всякое, особенно, если работает новичок. Например, расплавленный метал может попасть вам на часть тела, поэтому следует быть предельно осторожным. Также перед началом работы, обязательно проверьте исправность оборудования.
 Если вы не имеете никакого опыта работы в данной сфере, то возьмите уроки у профессионалов, которые знают толк в выполнении сварочных швов.
Если вы не имеете никакого опыта работы в данной сфере, то возьмите уроки у профессионалов, которые знают толк в выполнении сварочных швов.
Подводя итог отметим, что дуговая сварка – процесс непростой и чтобы понять как варить, надо детально ознакомиться со всеми особенностями технологии и подобрать подходящий сварочный аппарат. Если вы не уверены в своих силах и не имеете достаточного опыта, то лучше обратиться к специалистам. Только выполняя все правила и рекомендации по тому, как правильно варить дуговой сваркой, можно получить качественный, прочный и надежный шов.
https://youtu.be/NnaJTrs2qQA
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
курсы по обучению дуговой и точечной сварке аргоном, специализация, особенности программы
Работа сварщика на опасном объекте требует соответствующей подготовки и наличия допуска к проведению сварочных
Аттестационные мероприятия, проводимые в отношении сварщиков и специалистов сварочного производства, должны быть тщательно регламентированы,
Работа электросварщиков является высокотехнологичной, что требует обязательного использования различных нормативных документов. Одним из таковых
Осуществление различного рода работ на опасных производственных объектах должно регулироваться с помощью специально принятых
НАКС – центральный руководящий орган федеральной системы аттестации осуществляемого сварочного производства. Данный орган –
Аттестация технологии сварки – это комплекс действий, которые должна выполнить организация, осуществляющая любые сварочные
elsvarkin.ru
Сварка. Как научиться сваривать металл. Сварочные аппараты и инверторы Дуговая сварка, технология
Я – сварщик самоучка . Поэтому профессионалов прощу отнести к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, хочу показать, что ничего страшного в том, что бы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель – практика, практика и практика. Лишнее доказательство – мои многочисленные поделки с использованием сварки (см. статьи на delaysam.ru). Сварка – это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала .
Оборудование – сварочный аппарат или инвертор. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат – решать каждому. На мой взгляд – не стоит. Научитесь варить – он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальный сварочный аппарат или инвертор. Т.е. лучше его купить сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем , возникающих у дачника в процессе освоения им вверенного ему участка планеты Земля.
Какой сварочный аппарат или инвертор покупать. Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки. Впрочем, для тупых хохлов, которые воруют мои статьи с сайта delaysam.ru, этот совет не так важен.
Что еще потребуется. Разумеется маска сварщика или защитный щиток. При сварке электрическая дуга от души излучает жесткий ультрафиолетовое излучение в таком количестве, что любой салон загара отдыхает. И если и посмотреть на такую дугу несколько минут, то можно «наловить зайчиков». Т.е. обжечь роговицу глаза так, что глаз так начнет себя чувствовать, словно в него насыпали пригоршню песку. Страдания можно облегчить путем наложения холодного компресса на глаза или пасты из сырой картошки. Но пару дней вы проведете в горизонтальном положении точно. Что б хохлам, что воруют мои статьи с сайта delaysam.ru вечно так лежать.
Еще потребуются куртка и брюки из плотного материала и такие же перчатки. Желательно брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», что б искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 – 3 мм. Это самые ходовые электроды в дачных условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, что не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе 1 метр не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим «заземления» надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, что бы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги . Представьте, что электрод это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке (т.е. почти вертикально, но все же под углом) . Со скоростью 5-10 см/сек проведите электродом по заготовке . Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, что бы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить «за один электрод». Ну разве что вы сварщик от Бога, закопавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком – они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу . Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите пот нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертор, потратьте несколько часов на самостоятельное обучение электросварке и вы откроете для себя огромные возможности ее применения в дачном строительстве. Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла и т.д и т.п. вам станут так же доступны, как рытье ямы при помощи лопаты.
proficentr.pro
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.

Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока

Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.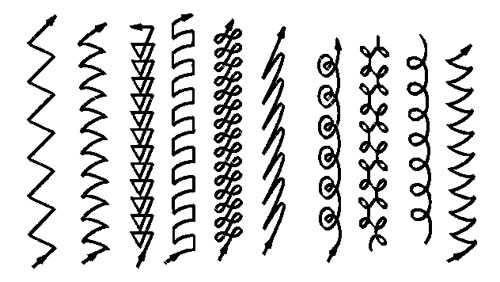
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиgoodsvarka.ru
Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он «Лыжная база Лесная» г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: [email protected] [email protected]
|
Эта статья — небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом. Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
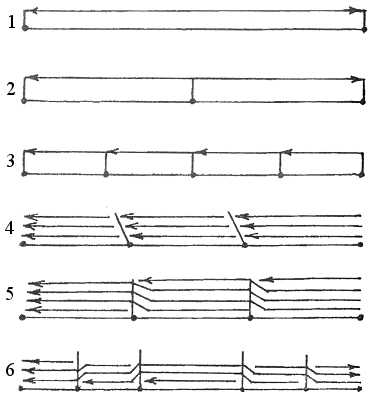
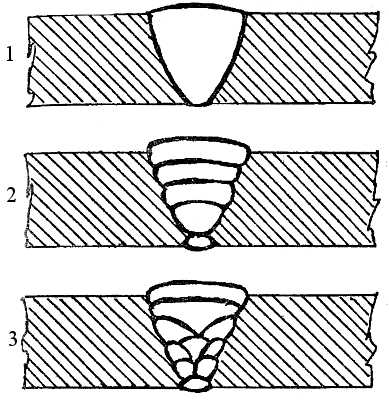
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
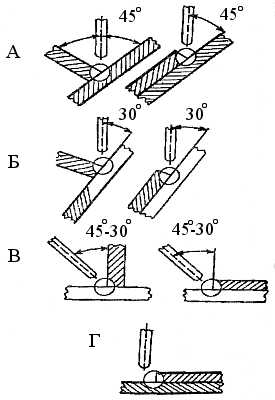
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
|


svarka-pk.ru
Сварка инвертором для начинающих
Электросварка для начинающих
Сварка является наиболее распространённым методом соединения двух отдельных металлических деталей между собой. На первый взгляд кажется, что сварка – это простое и интуитивное занятие. Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Как бы там не было, начинать с чего-то нужно. Сегодня многие самообучаются сварочной работе из статей в интернете. В этой статье также будет рассмотрена сварка инвертором для начинающих.
Почему инвертор?
На данный момент на рынке можно встретить различные сварочные приспособления, а также различного рода аппараты. Инвертор (аппарат электродуговой сварки) считается наиболее лёгким в управлении, поэтому он отлично подойдёт для обучения. К тому же, стоимость данных сварочных аппаратов невысока.
Теория дуговой сварки
Какие процессы наблюдаются при соединении двух металлических деталей между собой? Ответом на этот вопрос послужит следующее:
- Электричество, подведённое к плавящемуся электроду и свариваемым деталям, образует дугу вследствие замыкания электрода с металлом;
- Дуга создаёт на поверхности огромную температуру (вплоть до 7000 градусов), которая способна расплавить любой металл за планете;
- При расплавлении электрода и кромок металлических деталей, две поверхности сплавляются между собой;
- Процесс заканчивается.
Электроды для сварки
Электрод служит очень важную роль – он состоит из стержня (определённого металла), а на его поверхности располагается специальный порошковый состав. Как известно, во время сварки на качество сварного шва очень сильно влияет окружающий воздух (он окисляет шов, что становится причиной его порчи). Поверхность электрода предназначена для того, чтобы не подпустить воздух ко шву. Таким образом, сварная ванна (место расплавления металла и электрода) остаётся защищённой от окисления. Кроме того, порошок поддерживает нормальное горение дуги.
Сваривать металл можно, как постоянным, так и переменным током. Говоря о сварке первым способом, следует также иметь в виду, что при данном методе существует прямая и обратная полярность.
Прямая – это когда ток на электроде отрицательный, а на свариваемой детали положительный. Такой метод обычно (и чаще всего) применяется для быстрого сваривания. В этом случае нагревается металл, а электрод остаётся холодным.
Обратная – наоборот, на электроде плюс, а на детали минус. Электрод сильно греется, а металл остаётся холодным. Используется данный метод редко.
Сварка инвертором для начинающих – трудоёмкий процесс

Маска с защитным стеклом
Для начала необходимо обзавестись светофильтром (маской с защитным стеклом). Электрическая дуга создаёт очень мощные световые лучи, с которыми не сравниться даже солнце. При взгляде на них без защиты можно заполучить «зайчик» (когда в глазах долгое время наблюдается белое пятно) либо вообще ослепнуть.
Основной проблемой любого новичка является зажигание дуги. Электрод постоянно «прилипает» к металлу, при этом дуги, как таковой, не наблюдается. Чтобы такого «прилипания» не возникало, электрод необходимо чиркать словно спичкой об поверхность, а не просто опускать его в неё.
Чиркать необходимо по тому направлению, по которому будет идти шов. Как только дуга возникнет, следует держать электрод на расстоянии в 3-4 мм над поверхностью, чтобы она не погасла.
Теперь необходимо прогреть металл. Для этого понемногу вращают электрод по кругу – 2-3 оборота достаточно. Как только металл прогрет, а на свариваемой поверхности образовалась небольшая ванночка, электрод начинают двигать по направлению предполагаемого шва.
Важным моментом при формировании шва является соблюдение постоянного зазора в 3-4 мм между электродом и поверхностью – это, пожалуй, самое сложное, чему необходимо учиться. Электрод постоянно плавиться, поэтому его нужно аккуратно и постепенно опускать.
Общие советы по формированию правильного шва

Правильный сварочный шов
Даже научившись зажигать дугу и держать постоянный зазор, сформировать хороший шов зачастую бывает сложной задачей. Это зависит от множества факторов:
- Скорость и форма (зигзагообразно, вперёд-назад и т.д.) движения электродом;
- Сила тока;
- Угол наклона электрода;
В зависимости от свариваемого металла и выбранных электродов техника сварки меняется. Электрод можно вести быстрее, можно медленнее. Чем толще свариваемый металл, тем сильнее должен быть ток. Сила тока также варьируется в зависимости от показателя свариваемости металла (это способность металла поддаваться свариванию) – эти данные можно найти в различной справочной литературе. От угла наклона электрода зависит направление и толщина шва.
Именно через такие сложности предстоит пройти всем начинающим сварщикам. Чтобы научиться хорошо варить, нужно много практиковаться и иметь терпение, однако сваривать несложные детали под силу каждому.
Сегодня в интернете можно найти массу советов от профессионалов на тему того, как должна происходить сварка инвертором. Для начинающих – видео является хорошим источником информации, т.к. на нём можно разглядеть все движения электродом по различным металлам, что невозможно сделать в реальной жизни из-за яркости дуги.
Советуем прочитать:
stroysvarka.ru