
Шаг обрешетки под металлопрофиль: Обрешетка под профнастил: выбор шага и монтаж
Обрешетка под профнастил: шаг, расчет, сборка
Профнастил – очень популярный материал, используемый в основном для покрытия крыш частных домов. При его монтаже, разумеется, стоит соблюдать определенные рекомендации. К примеру, очень важно правильно рассчитать и смонтировать обрешетку под листы. В этой статье и разберемся во всех подробностях с тем, как правильно устроить основу под профнастил.
Основные параметры
При выборе вида обрешетки под профнастил, необходимо прежде всего определиться с материалом. Также нужно будет рассчитать шаг между элементами. Что касается материала, то для сборки основания под профлист обычно используется доска сечением не менее 30х100мм. Именно такой вариант пиломатериала может выдержать вес ходящего по крыше человека.
Шаг обрешетки под профнастил высчитывается в зависимости от разновидности самого листа, а также особенностей конструкции кровли. Каким именно образом смотрите в таблице:
| Вид листа | Угол ската | Шаг обрешетки |
| НС-35 | До 15 гр | 50см |
| НС-35 | Более 15 гр | 100см |
| С-8 | При любом наклоне | сплошная |
| Н-60 | При наклоне больше 8 гр | Не более 3м |
| Н-75 | При наклоне больше 8 гр | Не более 4м |
Совет: При не слишком большом уклоне стоит сделать шаг в 40см. Для кровель со средним уклоном элементы обычно устанавливают на расстоянии в 65см. На крутых крышах этот параметр чаще всего составляет 1м.
Рассчитываем обрешетку
Для того чтобы узнать необходимое количество бруса, нужно вычислить площадь кровли. Для этого длину каждого ската умножают на ширину, а далее складывают полученные цифры.
Учесть следует лишь то, что у карниза и конька по два ряда обрешетки идут вплотную друг к другу. Такая конструкция обеспечивает максимально надежное крепление листов.
Важно: К полученной в конечном итоге цифре следует прибавить еще 10%. При раскрое некоторое количество материала обязательно уйдет в отходы.
Paste a VALID AdSense code in Ads Elite Plugin options before activating it.
class=»eliad»>Выбираем породу дерева
Древесину для обрешетки можно брать практически любую. Однако больше всего для устройства основания под профнастил подойдут крепкие бук или ольха либо стойкие к воздействию воды ель и сосна. В любом случае перед началом монтажа все доски следует тщательно обработать противогнилостными составами. Также неплохо будет промазать их средством, повышающим огнеупорные свойства.
Разумеется, при выборе досок следует обращать внимание на их качество. Для обрешетки нельзя использовать деформированный или слишком сильно потрескавшийся материал.
Порядок и особенности монтажа
Итак, давайте посмотрим, как сделать обрешетку. Порядок установки ее следующий:
- Перед началом монтажа кровлю желательно гидроизолировать. Полиэтиленовая пленка или гидроизоляционная мембрана с небольшим провисом монтируются прямо на стропила горизонтально. Нахлест между полосами должен составлять около 10-15см.
- Крепить гидроизоляционный материал следует брусками небольшого сечения. С их использованием будет устроен вентиляционный зазор. При его наличии и обрешетка и весь кровельный пирог прослужат гораздо дольше.
- Далее по краю карниза набивается торцевая доска. В последующем она будет закрыта ветровым уголком.
- Затем по торцам кровли набиваются ветровые планки. За плоскость кровли сверху они должны выходить на высоту профиля листа.
- Далее производится монтаж самой обрешетки.

Основные правила
Обрешетка под профнастил собирается с обязательным соблюдением всех положенных строительными нормами рекомендаций. Своими руками ее монтируют, не забывая о том, что:
- К каждой ноге доска фиксируется на два гвоздя. Если использовать один, материал впоследствии может покоробиться.
- Производят монтаж снизу вверх.
- Располагать элементы следует строго горизонтально. Для выравнивания необходимо использовать натянутый шнур.
- Стыковка досок производится строго на стропиле.
- Нельзя стыковать доски на одном стропиле в смежных рядах.
- При наличии металлических элементов крепеж обрешетки производится с использованием саморезов.
Соблюдая при сборке обрешетки нормативы, предписанные СНиП, можно устроить под профнастил очень качественное основание. Делайте все аккуратно, и ваша стальная кровля прослужит вам многие годы.
Видео по теме:
Paste a VALID AdSense code in Ads Elite Plugin options before activating it.
class=»eliad»>Шаг обрешетки под профнастил – Кровля крыши для дома
Автор Кровельщик На чтение 9 мин. Просмотров 173 Обновлено
Обрешётка под профнастил для крыши
Очень удобным способом покрытия крыши является профилированный настил. Использовать этот универсальный строительный материал можно при 
Надо выбрать материал, это может быть как дерево для частных домов и дач, так и металлические сооружения для промышленных зданий и высотных многоэтажек.
Применение профилированного листа
Профилированный лист нашёл своё применение в сооружении:
- «Сэндвич-панелей»;
- Металлических заборов;
- Отделки стен;
- Кровля крыш;
- Сооружение опалубки.
Часто можно заметить, что заборы вокруг строек возводят из профилированных листов. Объяснить такое решение можно тем, что профнастил лёгок в установке, нетребователен в уходе, а также долговечен.
Владельцы частных домов довольно часто огораживают территорию своего участка металлическими листами с рельефом.
На это влияет цена и надёжность при использовании забора как постоянной ограды.
Оцинкованные или с полимерным покрытием листы могут быть использованы при перекрытии крыш и их ремонта.
Способы крепления обрешётки под профилированный настил
Варианты крыши: односкатная и двускатная.
- Основной составляющей частью обрешётки являются брусья, что укладываются под прямым углом к стропам.
- Выбрав нужный шаг, брусья крепят болтами, скобами либо, наиболее часто, гвоздями. Правильно рассчитанная обрешётка продержит вашу кровлю очень долго.
- Вдоль карниза должна быть расположена доска, которая толще основных обрешеточных брусьев.
- Дополнительного укрепления требуют и особенности крыши, например, дымоход, окно, пожарный люд и другое. В этом случае стоит укрепить периметр выходов дополнительными досками.
- Крепление профилированного настила происходит только после того, как было застелено изоляционное полотно и установлена вентиляционная система.

- Толщину стоит рассчитать, беря во внимание высоту профнастила и длину креплений снаружи, что держат профиль.
- Рекомендовано выбирать расстояние между шагами не более тридцати сантиметров. А с уменьшением угла наклона, то есть, чем менее крутая крыша, тем шаг обрешётки должен уменьшаться.
- Берётся во внимание и то, насколько прочен и толст материал, в какой мере лёгок профнастил и при каких условиях погоды он должен держаться.
- Стоит установить на торцах крыши ветровые доски. Они должны возвышаться над каркасом настолько, чтобы закрывать профнастил.
- Длина шага во многом зависит от высоты крыши, града, снега и прочих осадков, что делают дополнительную нагрузку на крышу.
- Чем длиннее была выбрана высота профиля, тем более высокая нагрузка на крышу может быть допущена.
- Если крыша имеет скат не более пятнадцати градусов, то используют тип профнастила С20 (использование сплошной обрешётки и укладка профилированных листов производится внахлёст, двумя волнами).
- При использовании листов типа С35, шаг обрешётки увеличивают до тридцати сантиметров, и укладка листов производится одной волной. Если при этом типе монтажа использовать шаг в 55 – 65 сантиметров, то надо готовиться к уменьшению критической нагрузки.
- Тип профнастила С44 кладут при шаге обрешётки в шестьдесят пять сантиметров. При данном шаге можно использовать и высшие категории профилированного настила.
- Использование антисептиков и других веществ, что могут защитить дерево от вредителей и неблагоприятных условий желательно, но необязательно. Они помогут вашей крыше простоять очень долго и не требовать дополнительного ремонта.
- Для наиболее удобного монтажа следует использовать специализированные саморезы.
 Они имеют сверло на конце и обрезиненную основу под шляпкой. Выпускают данные саморезы всех цветов и окрасок, для того, чтобы подходить под ваш тип крыши.
Они имеют сверло на конце и обрезиненную основу под шляпкой. Выпускают данные саморезы всех цветов и окрасок, для того, чтобы подходить под ваш тип крыши. - Крепят профилированные листы на саморезы, гвозди или V-образные крепления. Использование гвоздей оправдано при облицовке стен и сооружении щитов защиты.
- Укладка профилированного листа производится от нижних рядов к верхним.
- Крепят листы к деревянной основе в углублениях между волнами.
- Края нижнего ряда профилированного листа должны выступать, создавая карниз, на 15 – 20 сантиметров от стен здания. Это убережёт последние от повреждений и порчи облицовки.
- Устройство обрешетки под профнастил требует использования деревянных
брусьев или досок, уложенных вплотную либо вразрядку перпендикулярно стропилам.
Совет. Обработать края брусьев от заноз и сколов легче на земле, ещё до сбора конструкции. Также пропитка антисептиком легче осуществляется по разобранному каркасу, чем по смонтированному.
Выбор материалов для настила профилированного листа
В промышленных и высотных зданиях используются металлические брусья и перекрытия. Для частных домов стоит выбирать пиломатериалы.
- Размеры среза деревянного бруса не должн быть меньше 50 на 50 миллиметров.
- Стоит подсчитать количество материалов в местах выхода дымохода, окон или пожарных люков. Там расход дерева увеличивается в два раза. На краях крыши используется не одна, а сразу две доски, что придаёт покрытию дополнительной прочности.
- Кроме брусьев можно пользоваться толстой доской с толщиной не менее пятидесяти миллиметров.
- Материал должен быть сухой, без признаков деформации, а также не иметь дефектов.
- Деревья можно выбирать такие как ель, сосна, бук, ольха.
- Можно приобрести уже готовые материалы с пропиткой антисептиком и противопожарной смесью.
 Однако, уже готовые непропитанные брусья можно обработать покупными составами, которые обеспечат полную защиту за одну обработку.
Однако, уже готовые непропитанные брусья можно обработать покупными составами, которые обеспечат полную защиту за одну обработку.
Виды каркаса для обрешётки и особенности его конструкции
При выборе конструкции обрешётки важно учитывать угол наклона ската крыши, высоту гофры профилированных листов, и количество скатов (односкатная или двускатная крыша).
В следующей классификации будут приведены типы обрешётки от самого малого шага до самого большого шага между брусьями.
- Сплошная обшивка из фанеры или OSB. При этом крышу полностью устилают деревянными листами, что будет служить основой для настила. Такой тип используется для настила мягких кровельных материалов типа рубероида.
- Сплошная контробрешётка. Если обрешётка с большим шагом, то рейки, что идут по диагонали крыши, создают почти сплошной настил. Подходит для кровли многими кровельными материалами.
- Сплошная обрешётка под полужесткие крупные настилы. Здесь доски настилают параллельно друг другу и вдоль крыши. Подходит для ровных листов металла или не гофрированного профнастила.
- Разреженная обрешётка под малоразмерные, жёсткие кровельные материалы. Шаг обрешётки немного меньше листа материала. Подходит для малогабаритных гофрированных профнастилов.
- Разреженная обрешётка под крупноразмерные жёсткие кровельные материалы. Шаг этого каркаса позволяет класть на два пролёта один лист материала.
Этапы монтажа обрешётки под профилированный настил
- Расчёт затрат материала. Создав чертёж на бумаге, обмеряв метраж с учётом коньков, выступов и прочих особенностей крыши, можно рассчитать количество пиломатериалов, что уйдут на устройство обрешётки.
- Подготовительный этап, выбор и закупка дерева.Убрав из предлагаемого ассортимента дефектные доски и брусья, стоит обратить внимание на ценовую категорию и качество.
 Оптимальными в этом плане станут хвойные породы (ель, сосна, кедр).
Оптимальными в этом плане станут хвойные породы (ель, сосна, кедр). - Обработка материалов противокоррозионными и противопожарными средствами. Так как обрешётка часто используется в тёплых помещениях, стоит задуматься о защите дерева от гноения и грибка. А ещё противопожарная безопасность требует обработки дерева противопожарным составом. Можно заказать как отдельно жидкость для обработки, так и уже заранее пропитанные элементы каркаса.
Продаются составы, что комбинируют в себе как гидрозащитные свойства, так противопожарные. Такой вариант сэкономит вам не только силы, но и деньги. Можно обработать обрешётку уже после установки или ещё до монтажа. В последнем случае намного легче проводить работы. - Монтаж и устройство каркаса. Перед монтажом каркаса кладут гидроизоляционный слой:
- нанесите разметку под предполагаемое местоположение брусьев, и нижних коньков;
- при крепеже брусков к деревянной основе, нужно пользоваться строительными гвоздями;
- при крепеже брусков на бетонную основу или основу из цемента, используйте дюбеля;
- для крепежа металлических составляющих, стоит использовать саморезы.
- Все последующие элементы монтируйте снизу вверх. А для соблюдения параллельности досок, натягивайте шнур по разметке с разных сторон крыши.
Шаг обрешетки под профнастил С-8, П-18, МП-20, п-20, С-20, НС-35, Н-60, Н-75, С-44.
Крепление профилированного листа к обрешётке
Укладка профилированного настила довольно простой процесс. Укладывают его параллельно ходу карниза. Настилают только вдоль крыши и снизу вверх.
- Для начала надо гидроизолировать и утеплить кровлю. Этим целям хорошо послужат ПВХ-мембраны, а также как утеплители – пенопласт и стекловата.
- Укладка листов происходит внахлёст, что напрямую зависит от угла наклона крыши.

- Все зазоры, что образовались при монтаже, следует хорошо пропитать битумной мастикой.
- К дереву профилированные листы крепятся саморезами со сверлом на конце, под шляпками имеется обрезиненный участок. Сами шляпки окрашиваются в различные цвета, для соответствия окраске настила крыши.
- Чтобы слой гидроизоляции работал исправно, стоит предусмотреть зазор между этим слоем и настилом профилированных листов. Он должен составлять 20 – 40 миллиметров. Достичь этого можно наложением реек из соответствующей толщиной прямо на слой изоляции.
Виды профилированного настила
Маркировки по ГОСТ 24045-94:
- Кровельный. Высота волны будет разная, от 35 до 44 миллиметров. На этой разновидности профнастила будет нанесена маркировка «CH». Кровельный настил подойдёт для сооружения новой крыши и капитального ремонта старой. Поскольку он очень прочный, то выдерживает большие снежные нагрузки даже на горизонтальной крыше.
- Стеновой. Волна будет высотой 35 – 44 миллиметра. Используется для обшивки стен, установки заборов и постройки малых конструкций. Хотя и допускается настил такого материала на крышу, но её уклон должен быть большим и обрешётка иметь сплошной вариант перекрытия. Но не стоит экономить, лучше выбрать тип накрытия «CH».
Разновидности профнастилов:
- Комбинированный профнастил. Его используют как один из составляющих элементов для различных конструкций. Как несущий материал, его тоже можно использовать.
- Профнастил оцинкованный. Не имея полимерного слоя, его нельзя использовать для сложных условий. Однако из-за прочности и небольшой цены, можно использовать как накрытие на крышу.
- Крашеный профнастил. Это не только повышенная эстетичность, но и дополнительная защита от внешних воздействий.
 Можно использовать в любом типе сооружений, от отделки стен до покрытия крыши.
Можно использовать в любом типе сооружений, от отделки стен до покрытия крыши. - Профнастил из алюминия. Отличается повышенной устойчивостью к разрушительным факторам. Это было достигнуто покрытием оксидной плёнкой, она защищает крышу от повышенной влажности.
- Опорный (несущий) профнастил. Из-за особой конструкции, эти виды настила выдерживают наибольшую нагрузку.
- Кровельный профнастил. Можно использовать как накрытие, так и для облицовочных работ. Удобен в настиле крыши, так как его можно класть по методу укладки шифера.
- Облицовочный (стеновой) профнастил. Используется как защита для стен и прочих конструкций, где используется обрешётка.
Выбирая тип обрешётки, стоит учесть не только желаемую форму крыши, но и тип накрытия, условия при которых она будет использоваться, а также вид материала, что будет ложиться на каркас. Рекомендуется выполнять расчет обрешетки под профнастил, в соответствии с параметрами, указанными производителем (они не выходят за пределы требований СНиП).
Шаг обрешетки под профнастил — узнайте какой нужен!
Последним и завершающим этапом строительства дома является перекрытие крыши, то есть постройка обрешетки и укладка специальных покрытий сверху. На данном уровне развития строительной индустрии основную роль в покрытии дома играет такой материал как профнастил. Он удобен, прочен, эффективен, обладает всеми основными свойствами для хорошей защитной функции крыши.
Шаг обрешетки под профнастил
Одним из важнейших этапов при установке профнастила является предварительная обрешётка, которая должна иметь правильную структуру и стабильно выполнять свою главную функцию – прочно закрепить материал, которым будет покрываться крыша. Обрешетка составляется из досок или брусков, устанавливаемых на прочную опору, затем эффективно скрепляется скобами. При правильной установке данного каркаса обрешетка будет прочной и мало подверженной влиянию плесневых процессов.
Основными материалами для обрешётки служат дерево и металлические каркасы. Дерево применяется для постройки крыш в частных домах. Металлический каркас, в свою очередь, используется для промышленных сооружений. Структура и материал обрешетки варьируются в зависимости от предполагаемой нагрузки на крышу, а так же от специфических особенностей постройки.
Варианты крепления обрешетки
Существуют два варианта кровель при укладке профнастила:
- Первый – это односкатные крыши, которые в основном применяются для постройки хозяйственных сооружений.
- Второй тип – двускатные, ими преимущественно покрывают жилые дома. Наклон крыши при различных видах построек изменяется от 0 до 60 градусов. Схема конструкции должна быть хорошо продумана и рассчитана.
Главными составляющими элементами обрешетки являются деревянные брусья, укладываемые перпендикулярными стропами с определенным шагом. Закрепляются преимущественно гвоздями. При правильно выполненной конструкции крыша будет прочна и нагрузку будет распределять равномерно.
Основную доску в обрешётке располагают вдоль по карнизу, ее толщина должна быть толще других досок. Помимо этого, туда, где будут выведены дополнительные элементы крыши, такие как дымоходы, вентиляция и пожарный люк, требуется прикрепить дополнительные доски. Сама же обрешетка крепится уже после того, как под профнастил был постелен изоляционный слой и выведена вентиляция. Расчет толщины проводится с оглядкой на высоту профлистов и длину крепежных элементов, удерживающих профиль снаружи.
Обрешетку рекомендовано делать с шагом тридцать сантиметров и менее, для правильного расчета шага нельзя забыть о сечении профиля и толщине материала, при уменьшении угла кровли расстояние между досками обрешётки должно также уменьшаться.
Таблица шага монтажа обрешетки в зависимости от угла кровли и толщины листа профнастила
В торцах с обеих сторон требуется установить ветровые доски, предполагается их расположение выше основной обрешетки ровно на такое значение, на какое поднимется профнастил. Помимо вышеперечисленных факторов, на длину шага влияют климатические условия региона, подразумевающие определенные нагрузки от снега и града, а так же выбранный вами уклон крыши. Отдельно следует сказать о создании возможного зазора, направленного на борьбу с ветром. Выдерживаемая нагрузка прямо зависима от высоты профиля: чем более высота, тем большую нагрузку конструкция сможет выдержать.
Помимо вышеперечисленных факторов, на длину шага влияют климатические условия региона, подразумевающие определенные нагрузки от снега и града, а так же выбранный вами уклон крыши. Отдельно следует сказать о создании возможного зазора, направленного на борьбу с ветром. Выдерживаемая нагрузка прямо зависима от высоты профиля: чем более высота, тем большую нагрузку конструкция сможет выдержать.
Схема укладки материала
Если угол наклона крыши до пятнадцати градусов, обычно устанавливают профнастил типа С20, при этом используется сплошная обрешётка, а сами профильные листы кладутся внахлест, в две волны. При применении профилированного листа типа С35 обрешетка будет конструироваться с шагом в тридцать сантиметров и нахлестом в одну волну. Иногда возможен шаг в шестьдесят пять сантиметров, но при этом значительно снижается величина допустимой нагрузки. Шаг пятьдесят сантиметров используется для профнастила типа С44 или выше.
Для профилактики и сохранности деревянных элементов обрешетки доски следует обработать специализироваными антисептическими составами. Этот шаг сбережет древесину от распространения плесневого грибка, а также сохранит от насекомых и вредителей. Данное действие необязательно, но если вы хотите, чтобы ваша крыша служила дольше, рекомендовано использовать этот совет.
Основным крепежным материалом для закрепления профнастила на крыше является специально разработанный для данной цели саморез. Он представляет собой своеобразные болты со сверлом в конце, а так же обладает специальной резиновой прокладкой возле шляпки. Для поддержания стиля вашей крыши, шляпки на саморезах имеют цвета, сходные с цветами профнастила.
Крепление профнастила к обрешетке
Саморезы прикрепляют профнастил к обрешетке только в нижней части волны.Так же в качестве креплений возможно использовать кровельные гвозди и v-образные крепления. У каждого из способов есть свои преимущества и недостатки. Следует отметить, что гвозди хорошо исполняют свою функцию при креплении профнастила в качестве защитных щитов, а также для облицовки стен. V-образные крепления применяются для закрепления профильных листов в качестве потолка.
V-образные крепления применяются для закрепления профильных листов в качестве потолка.
Схема монтажа обрешетки
Профильные листы укладываются по направлению от нижнего ряда к верхнему. Нужно помнить, что первый ряд листов должен выступать на восемь – пятнадцать сантиметров от стены, дабы защитить ее от нежелательного влияния влаги.
Видео – монтаж обрешетки под профнастил размер шага
Шаг обрешетки под профнастил — параметры профиля
Рассмотрим как сделать обрешетку под профнастил. Основную доску обрешетки, которая будет проходить вдоль карниза, всегда берут толще остальных. В местах, где планируется установить выход вентиляции, дымохода или пожарного люка устанавливают дополнительные доски. Обрешетка крыши под профнастил устанавливается поверх слоя гидро- и теплоизоляции. Также важно вывести вентиляцию. Шаг обрешетки под металлопрофиль не должен быть меньше 50 см, так это влечет за собой неоправданные затраты материалов. Размер шага зависит от типа металлопрофиля и его толщины. В торцах крыши устанавливают ветровые доски, которые должны защищать металлопрофиль от порывов ветра. Эти доски должны устанавливаться выше обрешетки на величину высоты профиля профнастила. На шаг обрешетки также влияют предполагаемые статические и динамические нагрузки в виде снега и ветра. Читайте также: «Как правильно сделать обрешетку под профнастил, шаг, крепление».Крепление профнастила к обрешетке
Профнастил крепят к обрешетке специальными саморезами для металлопрофиля, которые имеют уплотнительную шайбу. Закручивание саморезов необходимо проводить в нижней части листа. При этом, на 1 квадратный метр профлиста уходит примерно 7-8 саморезов. Между собой профилированные листы скрепляются либо заклепками, либо короткими кровельными саморезами (читайте: «Крепление профлиста саморезами»). Если обрешетка была установлена правильно, то вес металлопрофиля равномерно распределится по конструкции, что позволяет кровле выдерживать тяжелые снежные массы и не прогибаться под их действием. Читайте также: «Устройство односкатной крыши из профнастила».
Если обрешетка была установлена правильно, то вес металлопрофиля равномерно распределится по конструкции, что позволяет кровле выдерживать тяжелые снежные массы и не прогибаться под их действием. Читайте также: «Устройство односкатной крыши из профнастила».Параметры профиля профлиста
При выборе материала следует помнить, что чем большая у профиля высота, тем выше нагрузка, которую выдержит профлист.
В частном строительстве распространено применение профлиста с высотой гофры 35 мм и толщиной основания 0,6-0,7 мм. Профиль подобного рода позволяет организовать обрешетку с шагом до 150 см, при этом предельная нагрузка на 1 кв.м материала составляет 600 кг. Столь высокая прочность материала позволяет вполне безбоязненно передвигаться по нему строителям (прочтите статью: «Параметры и виды металлопрофиля»).
При выборе профнастила с низкой высотой гофры (до 21 мм), то есть применяя «плоский» металлопрофиль, обрешетка делается с минимально возможным шагом или вообще сплошной (детальнее: «Сплошная обрешетка кровли: устройство и монтаж»). Такие листы не рассчитаны на значительные нагрузки, а поэтому прочность конструкции будет гораздо ниже. Хотя подобный «плоский» профнастил позволяет собрать кровлю за очень короткий срок (читайте ещё: «Как рассчитать профнастил крышу»).
Монтаж обрешетки, подробно на видео:
При выборе профнастила с низкой высотой гофры (до 21 мм), то есть применяя «плоский» металлопрофиль, обрешетка делается с минимально возможным шагом или вообще сплошной (детальнее: «Сплошная обрешетка кровли: устройство и монтаж»). Такие листы не рассчитаны на значительные нагрузки, а поэтому прочность конструкции будет гораздо ниже. Хотя подобный «плоский» профнастил позволяет собрать кровлю за очень короткий срок (читайте ещё: «Как рассчитать профнастил крышу»).
Монтаж обрешетки, подробно на видео:
Профиль с высотой более 44 мм применяют в промышленном строительстве, в котором обрешетка и контробрешетка под профнастил не всегда обязательны. Читайте также: «Гараж из профнастила».

Металлическая обрешетка — элементы крыши и монтаж (фото, видео)
Вопрос правильного конструирования и монтажа кровли является принципиальным для застройщиков, ведь она является первым барьером, отделяющим жилище человека от окружающей среды и ее неблагоприятных явлений. Залогом прочности и высокой несущей способности конструкции считается грамотно рассчитанная стропильная система, состоящая из множества взаимосвязанных опорных элементов. Функции по распределению веса кровельного пирога в большей степени ложатся на обрешетку, к которой крепится гидроизоляционное покрытие. Этот важнейший элемент каркаса позволяет скатам держать форму и переносить интенсивные снеговые нагрузки. В этой статье мы расскажем, чем металлическая обрешетка отличается от деревянной, и в каких случаях она применяется.
Содержание статьи
Устройство и функции
Обрешетка из металлического профиля – специальный настил, устанавливаемый на стропильные ноги каркаса кровли. Она представляет собой стальные уголки, трубы круглого или квадратного сечения, закрепленные перпендикулярно стропилам с определенным промежутком. Установка такого настила необходима, так как она выполняет следующие функции:
- Равномерно распределяет вес кровельного пирога между стропилами. Вес одного только кровельного покрытия может составлять о 50 кг/м2, поэтому ему требуется дополнительная поддержка особенно в зимний период, когда к постоянным нагрузкам на крышу добавляется снеговая.
- Придет жесткую форму скатам. Некоторые современные кровельные материалы (ондулин, битумная черепица, кровельные мембраны) являются в разной степени эластичными и не способны самостоятельно держать форму, поэтому для их настила необходимо сделать деревянную или металлическую обрешетку.
- Служит основой для крепления кровельного материала. Обрешетка, рейки которой установлены с одинаковым шагом, позволяет надежно и качественно зафиксировать кровельное покрытия, а также существенно ускоряет этот процесс.

- Усиливает стропильный каркас в особо уязвимых местах. В местах, на которые ложится большой вес (ендовы, места крепления снегозадержателей и водосточных желобов) дополнительные рейки обрешетки увеличивают жесткость и несущую способность конструкции.
Обратите внимание! Конструкция и материал, из которого нужно сделать обрешетку для крыши, зависит от уклона конструкции, веса эксплуатационных характеристик кровельного покрытия, а также климатических условий региона, где происходит строительство.
Устройство металлического стропильного каркаса и обрешетки
Виды
В зависимости от веса кровельного покрытия, уклона крыши и погодных условий конструкция стропильного каркаса может изменяться. В частности, металлическая обрешетка конструируется в соответствии с расчетом максимальных нагрузок, которые на нее ложатся в процессе эксплуатации. Существует несколько разновидности обрешеток:
- Решетчатая. Обычная или решетчатая обрешетка для кровли представляет собой настил из уголков или пустотелого металлопрофиля, уложенного перпендикулярно стропилам, с шагом 25-45 см. Такая конструкция подходит для монтажа большинства листовых кровельных материалов, так как обладает высокой прочностью и несущей способностью.
- Сплошная. Сплошной обрешеткой называют настил из реек, уложенных на расстоянии не более 1 см между друг другом. Такая конструкция монтируется, если кровельный материал, используемый для перекрытия крыши, не имеет собственной жесткости или имеет внушительный вес, то есть для монтажа керамической черепицы, битумной черепицы и других рулонных покрытий.
- Разреженная. Разреженной обрешеткой называют конструкцию с увеличенным расстоянием между элементами. Ее шаг может составлять более 50 см. Этот вариант кровельной обрешетки используется для установки жестких гидроизоляционных материалов, к примеру, шифера с целью снижению веса кровельного пирога и нагрузки на несущие стены сооружения.

Учтите! Чем меньше угол наклона скатов, чем более пологая крыша, тем больше на нее ложится нагрузка, из-за того, что снег, талая и дождевая влага накапливаются на ней. Поэтому такие кровельные конструкции нуждаются в более надежной обрешетке с уменьшенным расстоянием между элементами.
Виды металлической обрешетки
Достоинства
Раньше в частном домостроении наиболее распространённым материалом, из которого чаще всего изготавливалась обрешетка, считалась древесина. Этот легкий, недорогой и повсеместно распространённый материал отлично справлялся с возложенными на него функции. Однако, в последнее время его стали заменять более дорогим металлопрофилем. Металлическая обрешетка, в отличии от деревянной, обладает следующими преимуществами:
- Большая несущая способность при относительно легком весе. Эта особенность конструкции гарантирует, что сделанный из маловесного металлического профиля настил не увеличить вес кровельного пирога и нагрузку на несущие стены или фундамент.
- Возможность перекрытия кровель большого размера. Благодаря тому, что металлический профиль имеет большую длину, а также легко соединяется с помощью сварки, он подходит для монтажа крыш производственных сооружений.
- Высокая устойчивость к коррозии. Сталь, из которой изготавливается металлические профили для сборки стропильного каркаса, не подвергается коррозии при контакте с водой, поэтому служит обрешетка из этого материала намного дольше деревянной.
- Негорючесть. Обрешётка из металла выдерживает высокие температуры без деформаций, не горит, а также не поддерживает горение, поэтому считается более безопасным материалом для изготовления обрешетки по сравнению с натуральной древесиной.
Обрешетка из металлопрофиля под профнастил
Важно! Современные строительные стандарты и нормы рекомендуют использовать металлическую обрешетку при перекрытии сооружений с высоким риском возгораний (производственные постройки, бани, здания со сложным технологическим оборудованием), а также крыш с длиной скатов более 6 метров.

Монтаж
Монтаж металлической обрешетки выполняется в процессе возведения кровли после окончания процесса сборки стропильного каркаса. Если обрешётка изготавливается из металлопрофиля, то и остальные элементы стропильной системы целесообразно будет изготовить из этого же материала, сопоставимого по весу и величине сечения. Соединять между собой элементы можно с помощью крепёжных элементов из нержавеющей стали или посредством сварки. Монтаж обрешетки происходит следующим образом:
- Сначала устанавливают стропильные пары каркаса и укрепляют их с помощью подкосов или временных распоров. Важно, чтобы стропила верхними ребрами образовывали ровную плоскость, на которую удобно будет закреплять кровельное покрытия.
- Сверху стропил расстилают гидроизоляционное покрытие, которое должно защитить термоизоляционный материал и каркас от проникновения конденсата и атмосферной влаги.
- Если обрешетка относится к двойному типу, то вдоль стропильных ног фиксируют рейки контробрешетки, чтобы создать между ними и кровельным материалом вентиляционный зазор.
- Затем происходит фиксация реек обрешетки с заранее выбранным шагом. Крепить элементы между собой можно с помощью сварки или саморезов из нержавеющей стали с резиновым уплотнителем.
Опытные мастера считают, что монолитная сварная обрешетка из металлических уголков или профиля обладает максимальной несущей способностью, а потому выдерживает интенсивные снеговые и ветровые нагрузки, которыми славится русская зима. Для увеличения устойчивости конструкции к коррозии ее покрывают краской.
Профиль, используемый для монтажа металлической обрешетки
Шаг обрешетки под профнастил
Видео-инструкция
под профнастил, шифер, мягкую кровлю- Пошагово +Видео
Строительство дома заканчивается очень важным и ответственным шагом, т. е. постройкой обрешетки и укладкой специальных покрытий кровли. На этом этапе развития в строительстве дома главную роль играет профнастил. По своим характеристикам, профнастил удобен и эффективен, обладает высокими прочностными качествами и всеми главными свойствами для хорошей надежной функции защиты крыши.
е. постройкой обрешетки и укладкой специальных покрытий кровли. На этом этапе развития в строительстве дома главную роль играет профнастил. По своим характеристикам, профнастил удобен и эффективен, обладает высокими прочностными качествами и всеми главными свойствами для хорошей надежной функции защиты крыши.
[contents]
Но, важным и главным этапом при строительстве кровли является предварительная обрешетка под профнастил. Обрешетка должна быть правильной структуры и надежно выполнять свою основную задачу – прочно фиксировать материал, покрывающий крышу вашего дома. Как правило, обрешетку составляют из досок либо брусков, установленных на прочную качественную опору. Только после этого всю конструкцию фиксируют специальными скобами. При правильном монтаже каркаса, установленная обрешетка будет прочной и не подвержена влиянию влаги и плесени.
Основными строительными материалами для обрешётки являются металлические каркасы или древесина.
Дерево используют для постройки кровли в частных загородных домах. А металлический каркас применяют для промышленных предприятий. Материал обрешетки и его структура могут варьироваться в зависимости от внешней нагрузки на кровлю, а так же от характерных особенностей жилой постройки.
Шаг обрешетки и варианты крепления
На сегодняшний день существуют два основных варианта кровель при монтаже профнастила:
1) Односкатные крыши используют в основном для строительства промышленных либо хозяйственных построек.
2) Двускатные крыши используют для строительства жилых домов. При этом наклон кровли при разных типах построек может варьироваться от 0 до 50 градусов. Схема дома должна быть идеально продумана и точно рассчитана.
Основные составляющие элементы обрешетки – это деревянные брусья. Их укладывают перпендикулярно стропам с определенным шагом.
Скрепляют обычно при помощи гвоздей. Правильно выполненная конструкция крыши будет прочной, и нагрузка будет распределяться равномерно.
Центральную доску в обрешетке крепят вдоль карниза, при чем, она должна быть шире других досок. В местах, где будут установлены дымоходные трубы, пожарный люк и вентиляция необходимо монтировать дополнительные доски.
Шаг обрешетки под профнастил выполняют через тридцать сантиметров.
Саму обрешетку крепят уже после того, как был установлен изоляционный слой под профнастил и выведена вентиляционная система. Толщину рассчитывают, опираясь на высоту профлистов и длину элементов и деталей крепежа, которые удерживают профиль с внешней стороны.
Для того, чтобы правильно рассчитать шаг, нужно помнить о сечении профиля и толщине строительного материала. А при снижении угла кровли уменьшается также и расстояние между досками обрешётки.
В торцах крыши с двух сторон устанавливают ветровые доски. Их располагают выше основной обрешетки на такое расстояние, на какое поднимется сам профнастил.
Кроме вышеперечисленных моментов, на длину шага обрешетки могут влиять наклон крыши и климатические условия. Т.е. это определенные внешние нагрузки от ветра, дождя и снега. Можно создать специальный зазор при строительстве кровли для борьбы с ветром. Нагрузка, которую может выдержать кровля, будет зависеть от высоты профиля. Чем выше профиль, тем большую нагрузку выдержит конструкция.
При угле наклона кровли до пятнадцати градусов, монтируют профнастил С21, при этом используют сплошную обрешётку, а все профильные листы кладут внахлест. При использовании профилированных листов типа С35, шаг обрешетки будет составлять тридцать сантиметров с нахлестом в одну волну.
Шаг обрешетки в шестьдесят пять сантиметров используют значительно реже, так как уменьшается величина внешней нагрузки. При шаге обрешетки крыши в пятьдесят сантиметров применяют профнастил С44 и выше.
Для сохранности и профилактики деревянных деталей обрешетки следует их обработать специальными антисептическими смесями.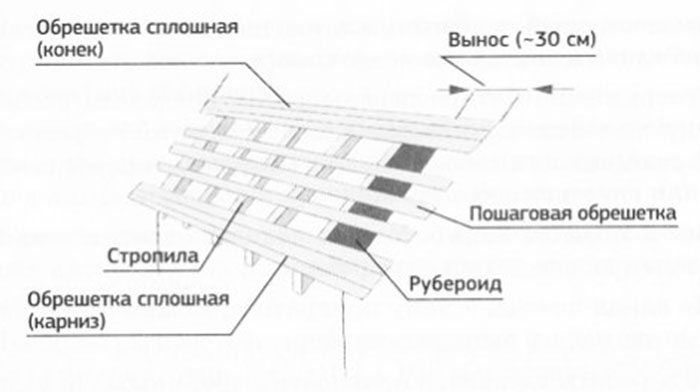 Данный шаг сбережет дерево от появления влаги и грибка, а также отлично сохранит его от вредителей и насекомых. Такая обработка необязательна, но если вы хотите увеличить срок службы вашей крыши, рекомендуем вам использовать данный совет.
Данный шаг сбережет дерево от появления влаги и грибка, а также отлично сохранит его от вредителей и насекомых. Такая обработка необязательна, но если вы хотите увеличить срок службы вашей крыши, рекомендуем вам использовать данный совет.
Крепежные элементы для обрешетки
Главным крепежным материалом для крепления на крыше профнастила является специальный саморез. Это своеобразный болт с резиновой прокладкой шляпки и со сверлом в конце. Для того, чтобы не было видно саморезов на крыше вашего дома, их шляпки выполняют разных цветов. Таким образом, вы сможете подобрать необходимый цвет саморезов под ваш профнастил.
Саморезы крепят профильные листы к обрешетке только с нижней части волны. В качестве крепления так же используют кровельные гвозди и специальные крепления.
У каждого из выше представленного способа есть свои плюсы и минусы. Например, гвозди отлично исполняют свою главную функцию при креплении профильных листов на крышу, а также для шага обрешетки стен дома. А специальные крепления используют для закрепления профнастила под потолок.
Все профильные листы устанавливают от нижнего ряда к верхнему. И первый ряд листов необходимо монтировать с выступом на восемь или десять сантиметров от стены, чтобы защитить ее от появления плесневых грибков и влаги.
шаг и требования, особенности и этапы монтажа
На чтение 9 мин. Просмотров 80 Опубликовано Обновлено
Обрешетку устанавливают поверх стропил в виде сплошного покрытия или решетчатой системы, конструкция предназначается для фиксации кровельного настила. Рейки усиливают прочность несущего каркаса крыши, могут располагаться в один или два слоя. Ставится деревянная или стальная обрешетка под профнастил, шаг пиломатериала определяется весом материала, снегом, ветром, зависит от крутизны скатов, толщины профлиста и высоты гофры.
Рейки усиливают прочность несущего каркаса крыши, могут располагаться в один или два слоя. Ставится деревянная или стальная обрешетка под профнастил, шаг пиломатериала определяется весом материала, снегом, ветром, зависит от крутизны скатов, толщины профлиста и высоты гофры.
Особенности и применение профнастила
Листы профнастила укладывают к деревянной обрешетке, расположенной с определенным шагомЛегкое и прочное покрытие делают из стальных полос. Жесткость обеспечивает волнистая форма. Гофра бывает разной конфигурации и размера по высоте и ширине. Документы ГОСТ регламентируют высоту волны не меньше 3,5 см. Чем больше размер, тем выше нагрузка, которую выдерживает профлист без потери заявленных качеств. Профнастил применяют для строений промышленного и жилищного назначения, им покрывают ангары, торговые площадки.
На строительном рынке есть разновидности профнастила:
- гофрированные полосы из простого железа без поверхностного покрытия и оцинковки;
- плоские листы без штамповочных элементов;
- тисненые изделия с оцинкованным слоем без полимерного покрытия;
- формованные листы из оцинковки с двусторонним защитным слоем из полимеров;
- гофрированные пластины из алюминия, никеля, сплава железа с хромом;
- волнистые пластины для отдельных случаев применения, например, выгнутые, с особым вариантом тиснения.
Материал первого вида недостаточно противостоит коррозии, поэтому используется для хозпостроек и временных сооружений. Его приваривают к металлической обрешетке, т. к. нет защитного слоя, который бы разрушился от действия высокой температуры. Плоские варианты используют для кровли жилья, но чаще ставят перфорированные разновидности, учитывая шаг обрешетки крыши под профнастил.
Свойства профлиста
Профнастил не выгорает на солнце благодаря защитным свойствам краски и пленочного покрытияПленка предохраняет листы от разрушения при негативном действии атмосферы, материал не выгорает от солнца.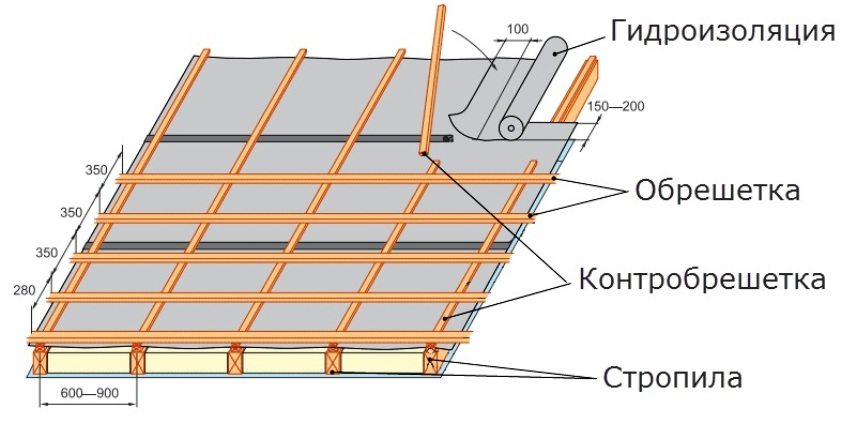 Защита бывает акриловой, полиэфирной, полиуретановой, содержит пластиэзолевые и поливинилфторидные элементы.
Защита бывает акриловой, полиэфирной, полиуретановой, содержит пластиэзолевые и поливинилфторидные элементы.
Качество материала зависит от характеристик:
- толщины основы и слоя оцинковки;
- разновидности используемого полимера;
- толщины пленки из полиуретана;
- шага между выступами гофры.
Профлист удобно устанавливать на кровлю, при этом он скрывает небольшие неровности из-за объемной формы. Полосы выпускают длиной до 12 м, поэтому чаще всего скат покрывается полным листом без стыковки по длине. Материал производят в обширной цветовой гамме. Из-за малого веса можно сэкономить, уменьшив сечение несущих стропил и расстояние между рейками обрешетки крыши под профнастил.
Отрицательные свойства проявляются в том, что материал звучит при падении капель дождя или перемещении птиц по кровле, поэтому нужно ставить дополнительный слой звуковой защиты. При порезке полосы в размер разрушается предохранительный полимерный слой в месте касания инструмента.
Маркировка профнастила по ГОСТ 24045-1994:
- Н — усиленные стальные полосы с повышенной способностью восприятия нагрузок;
- С — стандартный вид материала для крыш и стенового покрытия;
- НС — универсальная разновидность с множеством вариантов высоты гофры;
- ПК — кровельный профилированный настил;
- ПГ — гнутый вариант для полукруглых ангаров, навесов, арок.
В усиленных листах предусматривают ребра жесткости и борозды для слива воды. Марку ПК применяют для небольших по площади кровель и навесов в качестве экономного варианта.
Шаг рейки под профнастил и требования к параметрам
Зависимость угла наклона крыши и шага обрешеткиРасстояние между рейками обусловлено толщиной материала, величиной нагрузки и крутизной крыши. Если принять неправильный шаг обрешетки для профлиста, покрытие прогнется зимой при снеговом заносе. Установка излишнего количества брусков приведет к перерасходу материала и денег.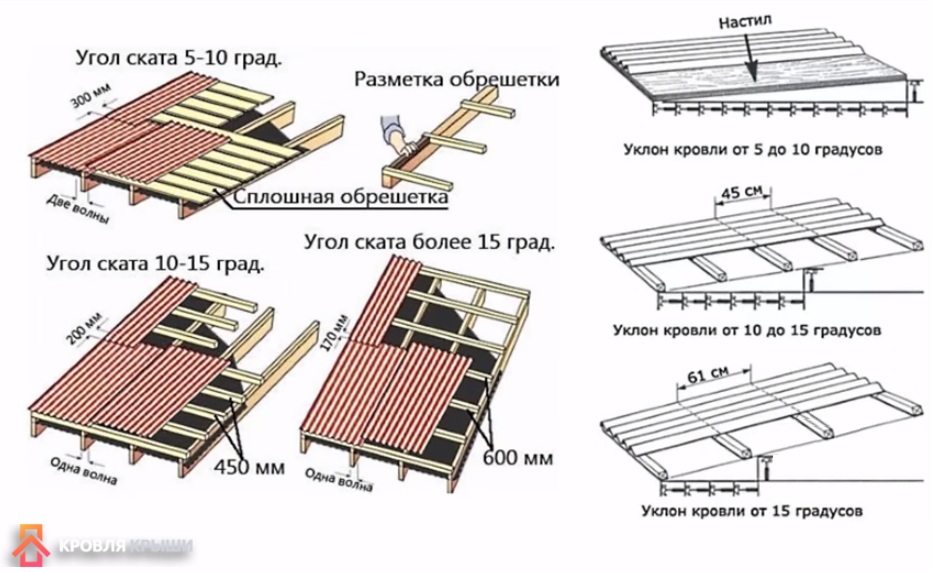 Специалисты рекомендуют сделать проект и заказать правильный расчет.
Специалисты рекомендуют сделать проект и заказать правильный расчет.
Профилированные полосы фиксируют к обрешетке, как и другие разновидности настилов. Шаг обрешетки прописывается в строительных нормативах (СНиП 2.26 – 1976) с учетом уклона кровли.
Параметры скатов:
- небольшой — уклон менее 25°;
- средний — до 40°;
- крутой — свыше 40°.
Кровлю малого уклона устанавливают на непрерывный настил, либо шаг обрешетки под профлист находится в пределах 400 мм (зависит от толщины железа и сорта профилированного листа). Односкатные и двухскатные крыши среднего наклона покрывают профнастилом с шагом обрешетки 300 – 650 мм, а в крутых между брусками оставляют расстояние до 1000 мм.
Размер шага в зависимости от марки профлиста, чтобы рассчитать промежутки между рейками:
- С8, лист толщиной 0,5 мм, уклон крыши больше 15° — сплошное основание;
- С10, толщина 0,5 мм, наклон до 15° и больше 15° — сплошная решетка или шаг 300 мм, соответственно;
- С20, толщина 0,5 или 0,7 мм, наклон до 15° и больше 15° — сплошная решетка или расстояние до 500 мм, соответственно;
- С21, толщина 0,5 – 0,7 м, уклон до 15° и свыше 15° — шаг 300 и 650 мм;
- НС35, толщина 0,5 – 0,7 мм, наклон до 15° и выше — шаг 500 и 1000 мм;
- Н60, толщина 0,7 – 0,9, наклон не меньше 8° — шаг 3000 мм;
- Н75, толщина 0,7 – 0,9 мм, уклон выше 8° — шаг до 4000 мм.
Производители рекомендуют ставить материал на крыши с наклоном не меньше 12°, максимальная крутизна может превышать 60°, но по нормативам СНиП рекомендуется наклон в пределах 20 – 35°.
Способы крепления решетки под профнастил
Обрешетка должна находиться перпендикулярно боковой стороне стропилаСтропильная система представляет собой инженерную конструкцию, где каждая мелочь имеет значение, особенно технология сборки обрешетки под профнастил. Схема предполагает использование отдельных брусков, досок или листов влагостойкой фанеры, ДСП, OSB. При выборе разного вида древесины обрешетка бывает сплошной или ставится разреженной.
При выборе разного вида древесины обрешетка бывает сплошной или ставится разреженной.
В цельном настиле также есть промежутки в 1 см, такое основание подходит для ослабленных марок профлиста. Сплошной настил ставят в области пресечения скатов, для крепления конька, на ендовах, ребрах, разжелобках. Иногда непрерывное основание в этих местах меняют дополнительными рейками. Укрепляют брусками области дымоходов, деформационных швов, пожарных люков,
Особенности крепления рейки:
- бруски фиксируют так, чтобы они стояли перпендикулярно плоскости стропила своей боковой поверхностью;
- для крепления применяют металлические скобы, болты с гайками, гвозди;
- вдоль карниза ставят доску, которая шире остальных элементов;
- стандартная толщина опорных элементов составляет 50 мм;
- перед монтажом обрешетки ставят ветровую защиту, чтобы она выступала над волной профнастила.
Используют дюбеля с саморезами для фиксации реек в бетонной основе или цементной стяжке. Если обрешетка состоит из металлического уголка, для фиксации применяют дюбеля, а между собой стальной профиль соединяют саморезами по металлу.
Части обрешетки под металлопрофиль стыкуют по длине при необходимости, но место соединения располагают на стропильной ноге, а не на весу. Рейки устанавливают по строительному уровню, чтобы впоследствии крыша визуально смотрелась без выступов и впадин на поверхности. Для этого натягивают разметочный шнур на нужную высоту.
Подготовка материала
Сосна — наиболее подходящая древесина для обрешетки, так как не рассыхаетсяБерут рейку сечением 50 х 50 мм, иногда достаточно размера 25 х 50. Применяют необрезные или обрезные пиломатериалы толщиной 35 и 50 мм, ширину принимают 100 или 150 мм. При расчете материала учитывают дополнительные элементы для обустройства мест примыкания.
Разновидности основания под профлист:
- Сплошное. Цельный настил делают в случае невысокой волны листа (до 20 см) и толщине стали до 0,5 – 0,7 мм.
Такое кровельное покрытие держит форму без нагрузки, но небольшие усилия от снега приводят к деформации, поэтому нужна сплошная основа. Применяют древесностружечные листы различной модификации.
- Решетчатое. Расстояние между продольными элементами составляет 200 – 450 мм. Доску или бруски ставят под основные виды профнастила, которые применяют чаще всего.
- Разреженное. К этому типу относят основание, в котором рейку ставят на расстоянии 500 мм. Редкие опорные части выполняют из металлического уголка 50 х 50 мм или квадратного профиля со стороной не меньше 40 мм.
Выбирают подходящую породу дерева. Чаще применяют лиственницу, ель и сосну. Материал имеет достаточную прочность и гибкость, отличается небольшим числом сучков в толще древесины. Рейки должны быть ровными, без трещин, выпавших сучков и гнили. Влажность составляет до 15 — 20%, больший показатель грозит деформацией со временем. Материал можно сушить самостоятельно в тени под навесом, при этом разложенные рейки равномерно нагружают.
Рейку, доски обрабатывают антисептическими препаратами, чтобы повысить стойкость против влаги, микроорганизмов, жучков. Применяют составы для повышения огнестойкости.
Этапы монтажа
Вначале ставится торцевая доска, в которую будет упираться обрешеткаСтавят слой гидроизоляции по стропилам или бетонному основанию перед тем как установить обрешетку, применяют специальные мембраны или полиэтиленовую пленку. Защиту от влаги фиксируют брусками, использование которых дает небольшой зазор для вентиляции.
Метод установки обрешетки:
- на краю карниза ставят торцевой элемент в виде доски или дополнительных брусков;
- монтаж обрешетки делают по установленным размерам, проверяют ровность соединенных элементов, горизонтальность;
- бруски набирают снизу-вверх, опору крепят к каждой пересекающейся с ней стропильной ноге на один гвоздь;
- пиломатериалы фиксируют на стропилах двумя метизами такой длины, которая учитывает толщину доски для обрешетки крыши под профнастил;
- на одном стропиле не стыкуют соседние по высоте бруски, соединения чередуют.

Двухслойная обрешетка содержит дополнительную контробрешетку. Нижний пласт всегда делают из реек, а верхний — из брусков или плит, в соответствии с расчетом. Сплошные листы ставят по направлению от конька к карнизу, допускают диагональную раскладку панелей ДСП.
Стыкуют влагостойкую фанеру в шахматном порядке на стропилах, при этом соседние листы фиксируют саморезами на протяжении всего шва. Коньковую рейку ставят так, чтобы она не доходила до верха стропила на 5 – 7 см для организованного вентиляционного зазора.
Крепление профнастила к обрешетке
Профлист ставят снизу-вверх начиная с любого края. Карнизный свес составляет размер 50 – 100 мм для марок НС10, НС20, НС8, С21. До 200 – 300 мм увеличивается сдвиг внизу для видов профлиста НС35, Н60, Н75, С44. Обычно ориентиром напуска служит расположение водостока. Условная вертикальная линия, проведенная по скату, должна попадать на центр желоба.
Край листов на фронтоне монтируют заподлицо с торцами брусков. Г-образную планку из стали прибивают поверх ветровой доски на концы рек для защиты от снега и дождя.
Перехлест по вертикали зависит от уклона крыши:
- наклон 10 – 15° — листы заходят друг на друга больше 200 мм;
- 15 – 30° — перехлест 150 – 200 мм;
- больше 30° — 100 – 150 мм.
При наклоне менее 12° места захода герметизируют силиконовыми составами. Боковые перехлесты выполняют на размер одной волны. Делают нахлест на две волны для профлиста, высота гофры которого составляет меньше 10 мм.
Фиксируют профнастил специальными саморезами для этого покрытия. Крепежные элементы покрыты этиленпропиленовым слоем, имеют пружинистую прокладку. Конек монтируют с помощью длинных метизов, а листы крепят короткими, в гребень волны. Размер саморезов выбирают так, чтобы конец крепежа заходил в рейку на 30 – 35 мм.
Центральные полосы фиксируют из расчета 5 – 7 метизов на квадрат кровли, а боковые крепят в каждую обрешетку по длине листа. По ширине саморезы крутят на фронтонах через 300 мм, коньке — в каждый выступ волны, при этом ось крепежа проходит перпендикулярно к бруску.
По ширине саморезы крутят на фронтонах через 300 мм, коньке — в каждый выступ волны, при этом ось крепежа проходит перпендикулярно к бруску.
главных ошибок монтажников металлических крыш
Автор Марк Робинс Старший редактор Опубликовано: 1 февраля, 2019 (Фото любезно предоставлено Roof Hugger)Установка металлической крыши — сложный процесс со множеством деталей. Когда металлическая крыша выходит из строя, хотя это может быть связано с ее конструкцией, более вероятно, что это связано с проблемами установки. Неправильная установка может вызвать утечку, значительное сокращение срока службы и потенциально повредить всю конструкцию.Ниже приведены некоторые из наиболее частых ошибок при установке и способы их избежать.
Базовая подготовкаОдно из первых условий успешного монтажа металлической кровли — это правильно и точно измерить длину и уклон кровли. Каждая панель должна быть обрезана до точного размера, иначе могут быть неточные порезы и неровные края, открытые для элементов, что приведет к ржавчине и разрушению кровельного покрытия. Металлические кровельные панели бывают самых разных толщин, форм и профилей.Так что «дважды отмерьте, один раз отрежьте», чтобы получить панели, которые соответствуют контурам крыши и обеспечивают водонепроницаемую посадку.
«Примите во внимание все проходы, бордюры и световые люки», — говорит Билл Лоусон, вице-президент по кровельным работам, Chamberlin Roofing and Waterproofing, Хьюстон. «Подтвердите все размеры полей перед заказом материалов и знайте время выполнения заказа, чтобы помочь начать проект и придерживаться графика. Перед изготовлением и установкой металлических панелей и окладов рекомендуется дважды проверить размеры.Проверьте технические характеристики на предмет гарантии водонепроницаемости и технических требований; Следуйте стандартным инструкциям производителя для правильной установки. Планирование и координация до начала работ, а также четкое общение между руководством проекта и членами бригады во время строительства являются ключом к любому успешному проекту ».
Перед изготовлением и установкой металлических панелей и окладов рекомендуется дважды проверить размеры.Проверьте технические характеристики на предмет гарантии водонепроницаемости и технических требований; Следуйте стандартным инструкциям производителя для правильной установки. Планирование и координация до начала работ, а также четкое общение между руководством проекта и членами бригады во время строительства являются ключом к любому успешному проекту ».
«Крайне важно начать с правильного пути, что означает детальный анализ чертежей и конструкции и работу с производителем для обеспечения надлежащей детализации и обеспечения соответствия установки гарантийным требованиям», — говорит Чад Маклиш, вице-президент по оценке, Kalkreuth Roofing and Листовой металл, Wheeling, W.Ва. Марк Джеймс, консультант по маркетингу в Roof Hugger, Lutz, Fla., Считает, что некоторые из главных ошибок, которые делают подрядчики по производству металлических кровель, заключаются в том, что производитель не правильно спроектировал крепление на крыше и не выбрал для начала надлежащую систему кровельных панелей. Кроме того, металлическая крыша хороша ровно настолько, насколько хороша основа, на которой она установлена. Перед установкой проверьте, нет ли сухой гнили и признаков повреждения водой на настиле крыши перед установкой. В противном случае крыша сломается или создаст зазоры для влаги при расширении и сжатии.
Крепежные детали и зажимыПротечка, вероятно, самая частая проблема металлических кровель. Но металл не течет; проникновения в металл течь. Одна из основных причин протекания металлической кровли и длительного ухода за кровлей — это плохо установленный крепеж кровли и неисправные уплотнительные шайбы. Ошибки здесь могут быть результатом:
• Чрезмерно затянутые крепежные детали
• Недостаточно затянутый крепеж
• Крепеж со смещением от центра
Во время установки всегда проверяйте шайбу, чтобы убедиться, что винты не затянуты слишком сильно или недостаточно. Затяните застежку так, чтобы резиновая шайба была полностью сжата, но, как правило, если шайба выступает наружу и видна, то застежка слишком тугая.
Затяните застежку так, чтобы резиновая шайба была полностью сжата, но, как правило, если шайба выступает наружу и видна, то застежка слишком тугая.
Крепежные детали должны ввинчиваться легко и с небольшим сопротивлением. Для этого используйте правильный гаечный ключ. Установка винта перпендикулярно металлической поверхности имеет решающее значение. Это позволяет крепежному элементу проникать в сталь с меньшим усилием и позволяет шайбе правильно уплотняться.
Кроме того, крепеж крыши следует вбивать в соответствующие зажимы и предварительно просверленные прогоны, а не в деревянную планку обрешетки.Древесина движется с другой скоростью, чем металл, и это несоответствие движений может привести к тому, что крепежные детали со временем выйдут из крыши, сломают покрытый герметик и образуют более удлиненные отверстия в панелях. Кроме того, неправильная герметизация шва и застежки может привести к появлению видимых ржавых креплений, которые могут испачкать панели.
Трэвис Лорд, менеджер по металлу, The Garland Co. Inc., Кливленд, говорит, что установка двухсекционного зажима в неправильном положении — слишком распространенная ошибка. «Многие металлические системы имеют зажимы, состоящие из двух частей, которые допускают ограниченное тепловое расширение и сжатие.Во время установки все зажимы должны устанавливаться в одном и том же положении, из-за чего кровельщик должен угадывать, будет ли крыша расширяться или сокращаться. Неправильно установленные зажимы могут привести к заеданию, образованию масляных банок и порче герметика в швах ».
Джеймс советует при модернизации существующей фальцевой кровли определить, есть ли в существующей кровельной системе распорные зажимы с термоблоками или без них. «В противном случае стандартная модернизированная система подрамника не позволит надежно прикрепить к существующим прогонам крыши.”
Гидроизоляция, швы и герметики
Гидроизоляция — это переходной материал, обеспечивающий водонепроницаемость между кровельными материалами, секциями крыши (переходы линии крыши, впадины, слуховые окна) и другим «не кровельным» материалом, таким как вентиляционные отверстия, дымоходы и световые люки. Швы металлической кровли должны быть полностью заделаны, а панели правильно уложены.
Швы металлической кровли должны быть полностью заделаны, а панели правильно уложены.
Неправильное крепление и неправильная герметизация гидроизоляции приведет к попаданию воды между системами кровли и конструкцией крыши.В худшем случае, неправильно установленный оклад может привести к срыву секций крыши при сильном урагане. Герметики и бутиловая лента изолируют воду, грязь и другой мусор, который может повредить металлическую крышу. Если они повреждены, отсутствуют или применяются неправильно, могут возникнуть утечки. Герметик следует наносить на нижнюю сторону панели или обшивки, где он защищен от элементов — открытые герметики со временем распадаются.
КоррозияМеталлическая крыша из оцинкованной стали или оцинкованной стали может подвергаться риску ржавчины и коррозии.Это происходит из-за воды и переносимых водой загрязнителей, но защитные покрытия могут предотвратить это. Однако любое повреждение покрытия увеличивает риск появления ржавчины. Если металлический кровельный материал разрезать во время установки, остается открытый край металла, который впитывает влагу. Это сразу же запустит процесс ржавления.
Для предотвращения истирания и царапин при установке:
• Перевозчики должны перемещать рулоны и панели с помощью соответствующих подъемных устройств.
• При профилировании убедитесь, что рулон не царапает часть станка.
• Инструменты или другие острые предметы не должны тереться или падать на панель.
• Избегайте ходьбы по панелям
Царапины можно легко исправить краской или ручкой для ретуши, соответствующей цвету крыши.Но если есть выемка, доходящая до сердцевины стали, эту металлическую панель или оклад следует немедленно заменить.
Когда некоторые разнородные металлы соединяются вместе, может иметь место отрицательное взаимодействие, которое вызывает гальваническую коррозию, которая в противном случае не произошла бы. Если застежка и фирменная подложка — это разные металлы, важно знать, как они будут реагировать при совместном использовании. Некоторые металлы могут быть очень коррозионными в таких ситуациях, серьезно снижая долговечность конструкции.Существует испытание на гальваническую коррозию для определения реакции разнородных металлов.
Масляные консервы
Масляная консервация металлической кровли — это наблюдаемая волнистость или коробление на плоских участках металлических панелей, которые обычно не влияют на структурную целостность кровли. Иногда это происходит из-за плохого качества металла или слишком малой толщины, но слишком часто это вызвано недостаточным или чрезмерным затягиванием крепежа крыши, которое заставляет металл растягиваться, тянуться и образовывать ямки в различных направлениях.Чрезмерно затянутая застежка будет локально опускать облицовку и может вызвать деформацию. Другие причины включают:
• Отсутствие выравнивания натяжения продукта
• Плохо отрегулированное или изношенное профилегибочное оборудование
• Неровное основание
• Ширина и шаг шва
Лоусон подчеркивает: «Уточните расстояние между зажимами и не начинайте установку панелей вне квадрата. [Также] оставьте место для теплового расширения на карнизе кровельных панелей, чтобы уменьшить консервирование масла.«Большинство панелей компенсируют поперечное тепловое расширение за счет изгиба перемычек и« натяжения »на боковых стенках. Когда панели перетягиваются, эти рельефные элементы затрудняются или устраняются, особенно для плоских панелей без гофров.
Субстрат часто является источником масличного консервирования. Подложка должна быть изготовлена из материала или набора материалов, которые не будут прилипать к нижней стороне металла и ограничивать нормальные тепловые движения металла. Отклонение настила, изгибы, гребни и изгиб — все это вызывает напряжение в установке готовой панели.Основание настила должно быть на ровной поверхности. «Убедитесь, что основа не имеет дефектов, и при необходимости подкорректируйте панели», — отмечает Лоусон. Кроме того, «прокладки» между металлом и подкладкой могут предотвратить консервирование масла. Некоторые подкладки имеют поверхность, которая действует как лист скольжения.
Помощь Лучшая защита от ошибок при установке металлической кровли — это тщательно обученная бригада монтажников. Такие ресурсы, как Ассоциация металлических конструкций, Ассоциация подрядчиков и монтажников металлических конструкций и Национальная ассоциация подрядчиков кровельных работ, могут предоставить информацию о том, как безошибочно устанавливать проекты металлических крыш.Кроме того, у всех основных производителей металлических кровель есть руководства по установке, в которых даются практические советы по сборке крыш.
Джеймс рекомендует обращаться за помощью и общаться с другими строительными командами, участниками и поставщиками. «Слишком часто подрядчик не согласовывает проходки через крышу с другими видами деятельности, которые могут включать проходки труб, оборудование для отопления и кондиционирования воздуха, защиту от молний, снегопад и все остальное, что может быть связано с новой металлической крышей.При этом не следует забывать о важности обучения других специалистов тому, как на самом деле ходить по металлической крыше, чтобы не повредить поверхность крыши ».
Токарный станок— Производственные процессы 4-5
Блок 1: Токарный станок для двигателя
После завершения этого раздела вы сможете:
• Определите наиболее важные части токарного станка и их функции.
• Ознакомьтесь с правилами техники безопасности для токарного станка. • Опишите настройку режущего инструмента для обработки.
• Описать установку заготовки в токарный станок.
• Объясните, как установить режущий инструмент.
• Опишите расположение инструмента.
• Опишите, как центрировать заготовку и центр задней бабки.
Токарный станок — очень универсальный станок, в котором важно уметь работать. Эта машина вращает цилиндрический объект против инструмента, которым управляет человек. Токарный станок является предшественником всех станков. Изделие удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается вдоль линии желаемого реза.Токарный станок — один из самых универсальных станков, используемых в промышленности. С соответствующими насадками пену можно использовать для токарной обработки, конической обработки, точения формы, нарезания резьбы, торцевания, растачивания, расточки, прядения, шлифования, полировки. Операции резания выполняются режущим инструментом, подаваемым параллельно или под прямым углом к оси работы. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается.Вместо этого вращается шпиндель, удерживающий приклад. В шпинделе можно удерживать цанговые патроны, центры, трехкулачковые патроны и другие приспособления для удержания заготовки. Задняя бабка может удерживать инструменты для сверления, нарезания резьбы, развёртывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к разной длине заготовки.
Рисунок 1. Детали токарного станка
1. Включение / выключение питания
2. Шпиндель вперед / назад (откидная ручка вверх или вниз)
3.Маховик каретки 4. Маховик поперечной подачи
5. Маховик для комбикорма
6. Фиксатор каретки / поперечной подачи
7. Резьба полугайки
8. Набор для заправки нити
9. Скорость шпинделя
10. Тормоз
11. Верхний / нижний диапазон шпинделя
12. Нить / подача назад (вдвигать / вытягивать)
13. Диапазоны подачи (A, B, C)
14. Диапазоны подачи (R, S, T)
15. Диапазоны подачи (V, W, X, Y, Z) — V и Z — настройки для нарезания резьбы
16.Коробка передач
17. Коробка передач Низкая / Высокая
18. Задняя бабка
19. Стойка для инструмента
20. Державка
21. Трехкулачковый патрон
22. УЦИ (цифровое считывание) Селектор заправки / подачи (см. Пункт 15)
Как всегда, мы должны осознавать требования техники безопасности и стараться соблюдать правила техники безопасности, чтобы избежать серьезных травм себе или окружающим.
Носите очки, короткие рукава, без галстука, без колец, не пытайтесь остановить работу рукой.Остановите машину, прежде чем пытаться проверить работу. Не знаете, как это работает? — «Не запускай». Не используйте тряпки, когда машина работает.
1. Выньте ключ из патрона сразу после использования. Не включайте токарный станок, если патрон все еще находится в шпонке патрона.
2. Проверните патрон или лицевую пластину вручную, если нет проблем с заеданием или зазором.
3. Важно, чтобы патрон или планшайба были надежно закреплены на шпинделе токарного станка.
4.При вставке или извлечении детали переместите насадку на безопасное расстояние от патрона, цанги или лицевой панели.
5. Поместите держатель резцедержателя слева от суппорта. Это гарантирует, что составной суппорт не войдет в шпиндель или насадки патрона.
6. При установке и снятии патронов, лицевых панелей и центров обязательно убедитесь, что все сопрягаемые поверхности чистые и без заусенцев.
7. Убедитесь, что резец острый и имеет правильный задний угол.
8. Зажмите насадку как можно короче в держателе инструмента, чтобы предотвратить ее вибрацию или поломку.
9. Равномерно нанесите смазочно-охлаждающую жидкость и поддерживайте ее надлежащее состояние. Это предотвратит морфинг.
10. Не вращайте шпиндель с резьбой в обратном направлении.
11. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала.
12. Если патрон или лицевая пластина застряли на торце шпинделя, обратитесь к инструктору, чтобы его удалить.
13. Если на токарном станке выполняется какая-либо опиловка, напильник следует левой рукой, чтобы предотвратить проскальзывание в патрон.
14. Всегда останавливайте машину перед измерением.
15. Остановите машину при удалении длинной волокнистой стружки. Снимите их плоскогубцами.
16. Убедитесь, что задняя бабка зафиксирована на месте и что произведена правильная регулировка, если работа выполняется между центрами.
17. При повороте между центрами старайтесь не прорезать деталь полностью.
18. Не используйте ветошь во время работы машины.
19. Перед очисткой снимите инструменты со стойки и задней бабки.
20. Не используйте сжатый воздух для очистки токарного станка.
21. Будьте осторожны при чистке токарного станка. Режущие инструменты острые, стружка острая, а заготовка может быть острой.
22. Перед тем, как покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте патронный ключ после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при чистке токарного станка, режущие инструменты острые, стружка острая, а заготовка может быть острой.
Вот несколько вопросов, которые важны при работе на токарном станке:
• Почему важна правильная скорость резки?
При слишком высокой установке инструмент быстро выходит из строя, теряется время на замену или восстановление инструмента.Слишком низкая CS приводит к низкой производительности.
Знать:
• Глубина резания при черновой обработке.
• Глубина резания для чистовой обработки.
Обратите внимание на самые большие черновые проходы в диапазоне от 0,010 до 0,030 в зависимости от обрабатываемого материала и от 0,002 до 0,012 для чистовой подачи для различных материалов.
• Подача для черновой обработки
• Подача для чистовой обработки
Обратите внимание, что скорость подачи для черновых проходов варьируется от 0,005 до.020 в зависимости от обрабатываемого материала и от 0,002 до 0,004 для чистовой подачи для различных материалов.
Существует множество различных инструментов, которые можно использовать для токарных, торцевых и отрезных операций на токарном станке. Каждый инструмент обычно состоит из карбида в качестве основного материала, но может включать и другие соединения. В этом разделе рассматриваются различные виды и способы использования режущих инструментов токарных станков.
На рисунке A показан стандартный токарный инструмент для создания полуквадратного уступа.Если за режущей кромкой остается достаточно материала, инструмент также можно использовать для черновой обработки. | Рисунок A |
На рисунке B: изображен стандартный токарный инструмент с углом подъема. Этот угол позволяет выполнять тяжелые черновые пропилы. Также возможно повернуть инструмент, чтобы создать полуквадратный уступ. | Рисунок B |
Рис. C: носик имеет очень большой радиус, что помогает при чистовой обработке как легких, так и тяжелых пропилов.Инструмент также можно использовать для формирования углового радиуса. | Рисунок C |
На рисунке D изображен повернутый стандартный токарный инструмент. Его нос ведет к режущей кромке, создавая легкие чистовые разрезы на внешнем диаметре и лицевой стороне уступа. | Рисунок D |
Рисунок E: изображает инструмент формы. В инструмент могут быть пришлифованы различные формы, которые будут воспроизведены на детали. | Рисунок E |
На рисунке F: изображен инструмент для торцевания. Этот резак используется для обработки торца заготовки для получения гладкой и ровной поверхности. Если в центре есть отверстие, используйте половину центра для стабилизации и поддержки заготовки. | Рисунок F |
Рисунок G: изображает инструмент для обработки канавок или подрезки.Как показано, он используется для прорезания канавок в заготовке. При наличии надлежащих зазоров инструмент может резать глубоко или резать влево или вправо. | Рисунок G |
Рисунок H: изображает отрезной инструмент. Инструменты для отрезки отрезают заготовку определенной длины. Для этого инструмента требуется предварительно отформованное лезвие и держатель. | Рисунок H |
Рисунок I: изображает инструмент для нарезания резьбы 60 °, используемый для нарезания резьбы припуском. | Рисунок I |
Настройка режущего инструмента для обработки
• Переместите стойку инструмента в левую часть комбинированной опоры.
• Установите резцедержатель в стойку так, чтобы установочный винт в державке выступал примерно на 1 дюйм за стойку.
• Вставьте подходящий режущий инструмент в резцедержатель так, чтобы инструмент выступал на 0,5 дюйма за резцедержатель.
• Установите острие режущего инструмента на центральную высоту.Проверьте это с помощью линейки или задней бабки.
• Надежно затяните резцедержатель, чтобы он не смещался во время резки.
Рисунок 2: Штанга и державка
Для установки заготовки в токарный станок
• Убедитесь, что линейный центр работает правильно. Если это не так, удалите центр, очистите все поверхности и замените центр. Еще раз проверьте правильность.
• Очистите центральные точки токарного станка и центральные отверстия в заготовке.
• Отрегулируйте шпиндель задней бабки так, чтобы он выступал примерно на 3 дюйма за заднюю бабку.
• Ослабьте зажимную гайку или рычаг задней бабки.
• Поместите конец заготовки в патрон и сдвиньте заднюю бабку вверх, пока она не будет поддерживать другой конец заготовки.
• Затяните гайку зажима задней бабки или уровень.
Рисунок 3: Заготовка в токарном станке
Установка режущего инструмента
• Держатели инструментов используются для удержания режущих инструментов токарных станков.
• Для установки очистите держатель и затяните болты.
• Резцедержатель токарного станка крепится к стойке инструмента с помощью рычага быстрого отсоединения.
• Резцедержатель крепится к станку с помощью Т-образного болта.
Рисунок 4: Установка режущего инструмента
Для изменения положения режущего инструмента вручную переместите поперечный суппорт и суппорт токарного станка. Также доступны электрические каналы. Точные процедуры зависят от машины. Компаунд обеспечивает третью ось движения, и ее угол можно изменить, чтобы срезать конус под любым углом.
1. Ослабьте болты, удерживающие компаунд на седле.
2. Поверните компаунд на правильный угол, используя циферблатный индикатор, расположенный в основании компаунда.
3. Снова затяните болты.
4. Резак можно подавать вручную под выбранным углом. Компаунд не имеет механической подачи.
5. При необходимости используйте две руки для более плавной подачи. Это будет чистая отделка.
6. И составной, и поперечный суппорт имеют микрометрические шкалы, но у седла их нет.
7. Если требуется более высокая точность позиционирования седла, используйте циферблатный индикатор, прикрепленный к седлу. Циферблатные индикаторы нажимают до упора.
Рисунок 5: Размещение инструмента
Сталь Правило
1. Поместите стальную линейку между ложей и инструментом.
2. Инструмент центрируется, когда линейка находится в вертикальном положении.
3. Инструмент находится высоко, когда линейка наклонена вперед.
4. Инструмент находится низко, когда линейка отклонена назад.
Центр задней бабки
1. Ориентируйтесь по центру задней бабки при установке инструмента.
2. Расположите конец инструмента по центру задней бабки.
1. Перечислите десять наиболее важных частей токарного станка.
2. Перечислите пять правил техники безопасности для токарного станка.
3. Почему важна скорость резания?
4. Что такое державка?
5. Где установить державку?
6. Насколько далеко вы выдвигаете режущий инструмент в держателе?
7. Перечислите три различных режущих инструмента.
8. Опишите расположение инструмента.
9. Объясните, как центрировать заготовку.
10. Как можно центрировать заготовку двумя способами?
станков | Описание, история, типы и факты
Станок , любой стационарный станок с механическим приводом, который используется для формования деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) вырезанием лишнего материала в виде стружки с детали; (2) разрезанием материала; (3) прижимая металлические части к желаемой форме; и (4) путем воздействия на материал электричества, ультразвука или коррозионных химикатов.Четвертая категория охватывает современные станки и процессы обработки сверхтвердых металлов, которые нельзя обрабатывать старыми методами.
Станки, которые формируют детали путем удаления металлической стружки с заготовки, включают токарные станки, формовочные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и пилы. Холодное формование металлических деталей, таких как кухонная утварь, кузова автомобилей и т. Д., Выполняется на штамповочных прессах, а горячее формование раскаленных добела заготовок в штампы соответствующей формы выполняется на ковочных прессах.
Современные станки режут или формуют детали с допусками плюс-минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут изготавливать детали с точностью до плюс-минус две миллионных долей дюйма (0,00005 миллиметра). Благодаря точным требованиям к размерам деталей и большим силам резания, прилагаемым к режущему инструменту, станки сочетают в себе вес и жесткость с высокой точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и придания формы материалам для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие товары.После появления паровой машины материальные товары производились с помощью механических машин, которые могли производиться только станками. Станки (способные производить детали с точными размерами в больших количествах), приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми инновациями, которые сделали массовое производство и взаимозаменяемые детали реальностью в 19 веке.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасСамые ранние паровые машины страдали от неточности ранних станков, и большие литые цилиндры двигателей часто неправильно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для стрельбы из пушек.В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны базовые станки со всеми основными функциями, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были переделками более ранних деревообрабатывающих станков; токарный станок по металлу, полученный из токарных станков по дереву, которые использовались во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 году Генри Модслей, тоже из Англии и один из величайших изобретателей своего времени, спроектировал и построил токарно-винторезный станок для двигателя.Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Направленный на шпиндель токарного станка, ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу винта. К 1800 году Модслей оснастил свой токарный станок 28 переключающими механизмами, которые нарезали резьбу с различным шагом, контролируя соотношение скорости ходового винта и скорости шпинделя.
Формовщик был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модсли в Лондоне. В станке Нэсмита заготовку можно было закрепить горизонтально на столе и обработать резаком, используя возвратно-поступательное движение, чтобы выровнять небольшие поверхности, вырезать шпоночные пазы или обработать другие прямолинейные поверхности.Несколько лет спустя, в 1839 году, Нэсмит изобрел паровой молот для ковки тяжелых предметов. Другой ученик Модсли, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 года экспонаты его фирмы занимали четверть всей площади, посвященной станкам.
Великобритания пыталась удержать лидерство в разработке станков, запрещая экспорт, но эта попытка была предопределена промышленным развитием в других странах.Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, и новые инструменты были разработаны за пределами Великобритании. Среди них выделялся фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использованный Симеоном Норт для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания винтовых канавок спиральных сверл. Токарно-револьверный станок, также разработанный в Соединенных Штатах в середине 19 века, был полностью автоматическим при выполнении некоторых операций, таких как изготовление винтов, и он предвосхитил важные события 20 века.Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф.В. Феллоуз разработал формирователь зубчатых колес, который мог быстро обрабатывать зубчатые колеса почти любого типа.
Производство искусственных абразивов в конце 19 века открыло новую отрасль станков — шлифовальные станки. C.H. Нортон из Массачусетса наглядно проиллюстрировал потенциал шлифовального станка, создав станок, который может шлифовать коленчатый вал автомобиля за 15 минут — процесс, на который раньше требовалось пять часов.
К концу 19 века в обработке и формовании металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем появления многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развития автоматизированных операций, управляемых электронными системами и системами управления жидкостью, а также нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка.Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19 века.
Характеристики станков
Все станки должны иметь приспособления для удержания заготовок и инструментов, а также средства для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и изделием называется скоростью резания; Скорость, с которой неразрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от усилия сдвига и скорости резания. Поскольку сила сдвига меняется в зависимости от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На это также влияют жесткость станка, форма заготовки и глубина пропила.
Металлорежущие инструменты подразделяются на одноточечные и многоточечные. Инструмент с одноточечной резкой можно использовать для увеличения размера отверстий или растачивания. Токарно-расточная обработка выполняется на токарных и расточных станках. Многоточечные режущие инструменты имеют две или более режущих кромок и включают фрезы, сверла и протяжки.
Есть два типа операций; либо инструмент движется по прямой траектории относительно неподвижной заготовки, как на фрезерном станке, либо заготовка движется относительно неподвижного инструмента, как на строгальном станке.Должны быть предусмотрены задние или задние углы для предотвращения трения поверхности инструмента под режущей кромкой о заготовку. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать заклинивание при образовании стружки и уменьшить трение и нагрев.
Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамп для штамповки металла, используемый для автомобильных деталей.Изображение предоставлено: DRN Studio / Shutterstock.com
Штамповка металла — это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для преобразования листового металла в различные формы.Кусочки плоского листового металла, обычно называемые заготовками, загружаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы. Производственные предприятия и изготовители металла, предлагающие услуги штамповки, помещают штампованный материал между секциями штампа, где использование давления будет формировать и сдвигать материал в желаемую окончательную форму для продукта или компонента.
В этой статье описываются процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы штамповочных операций и их применения.
Основные понятия штамповки металлов
Штамповка металла, также называемая прессованием, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов. Операции штамповки подходят как для коротких, так и для длительных производственных циклов и могут проводиться с другими операциями обработки металлов давлением и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
- Перфорация
- Заглушка
- Тиснение
- Чеканка
- Гибка
- Фланец
Пробивка и вырубка относятся к использованию штампа для резки материала в определенные формы.При штамповке обрезок материала удаляется, когда пуансон входит в матрицу, оставляя отверстие в заготовке. С другой стороны, вырубка удаляет заготовку из основного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение — это процесс создания выпуклой или утопленной конструкции в листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки материала через роликовый штамп.
Чеканка — это метод гибки, при котором заготовка штампуется, когда она помещается между штампом и пуансоном или прессом. Это действие заставляет наконечник пуансона проникать в металл и приводит к точным, повторяемым изгибам. Глубокое проплавление также снимает внутренние напряжения в металлической заготовке, в результате чего не возникает эффекта пружинения.
Гибка относится к общей технике придания металлу желаемых форм, таких как L, U или V-образные профили. Процесс гибки металла приводит к пластической деформации, которая вызывает напряжения выше предела текучести, но ниже предела прочности.Изгиб обычно происходит вокруг одной оси.
Отбортовка — это процесс установки развальцовки или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки кромок.
Станки для штамповки металла могут больше, чем просто штамповка; они могут отливать, пробивать, резать и формировать металлические листы. Машины могут быть запрограммированы или с числовым программным управлением (ЧПУ) для обеспечения высокой точности и повторяемости для каждой штампованной детали. Программы электроэрозионной обработки (EDM) и компьютерного проектирования (CAD) обеспечивают точность.Доступны различные станки для штамповки штампов. Прогрессивные, формовочные, составные и твердосплавные инструменты позволяют выполнять определенные задачи штамповки. Прогрессивные матрицы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Пресс гидравлический штамповочный.Изображение предоставлено: Romul014 / Shutterstock.com
Виды штамповочных операций
Прогрессивная штамповка
Для прогрессивной штамповки используется последовательность станций штамповки.Рулон металла подается в поршневой штамповочный пресс с матрицами прогрессивной штамповки. Матрица перемещается вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь. Когда пресс поднимается, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, поскольку деталь все еще связана с металлической полосой. Последняя станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеально подходит для длительных тиражей, потому что штампы служат долго, не повреждаются, а процесс очень повторяемый.На каждом этапе процесса выполняется различная операция резки, гибки или штамповки металла, таким образом постепенно достигая желаемой формы и дизайна конечного продукта. Это также более быстрый процесс с ограниченным количеством отходов.
Трансферная штамповка
Переносная штамповка похожа на прогрессивную штамповку, но деталь отделяется от металла на ранней стадии процесса и перемещается от одной штамповочной станции к другой другой механической транспортной системой, такой как конвейерная лента.Этот процесс обычно используется для больших деталей, которые, возможно, потребуется перенести на разные прессы.
Четырехпозиционная штамповка
Четырехходовая штамповка также называется многослайдной или четырехсторонней штамповкой. Этот метод лучше всего подходит для создания сложных компонентов, которые имеют множество изгибов или поворотов. Он использует четыре скользящих инструмента вместо одного вертикального суппорта, чтобы формировать заготовку за счет нескольких деформаций. Два ползуна или плашки ударяют по заготовке горизонтально, придавая ей форму, при этом плашки не используются.Многослайдовая штамповка также может иметь более четырех движущихся слайдов.
Четырехпозиционная штамповка — это очень универсальный вид штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Чистовая вырубка
Чистая вырубка, также известная как чистовая вырубка, полезна для обеспечения высокой точности и гладких краев. Операции чистовой вырубки, обычно выполняемые на гидравлическом или механическом прессе или в комбинации двух, состоят из трех отдельных движений:
- Зажим заготовки или обрабатываемого материала на месте
- Выполнение операции вырубки
- Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются при обычных операциях штамповки, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, полученные при чистовой штамповке, избегают изломов, поскольку они получаются с помощью обычных инструментов, а плоскостность поверхности может превосходить таковую, доступную при других методах штамповки. Поскольку это метод холодной экструзии, чистовая вырубка представляет собой одностадийный процесс, снижающий общие затраты на изготовление.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают механические, гидравлические и механические сервоприводы. Обычно прессы связаны с устройством автоматической подачи, которое отправляет листовой металл через пресс в рулонах или заготовках.
Механический
В механических прессахиспользуется двигатель, соединенный с механическим маховиком для передачи и хранения энергии. Размер их пуансонов может варьироваться от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно в диапазоне от двадцати до 1500 ударов в минуту, но они, как правило, быстрее, чем гидравлические прессы. Эти прессы представлены в широком диапазоне размеров от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла.Обычно они используются для прогрессивной и трансферной штамповки при больших объемах производства.
Гидравлический
В гидравлических прессахдля приложения усилия к материалу используется гидравлическая жидкость под давлением. Гидравлические поршни вытесняют жидкость с силой, пропорциональной диаметру головки поршня, что позволяет лучше контролировать величину давления и обеспечивать более постоянное давление, чем в механическом прессе. Кроме того, они имеют возможность регулировки хода и скорости и, как правило, могут выдавать полную мощность в любой момент хода.Эти прессы обычно различаются по размеру от двадцати до 10000 тонн и имеют ход поршня от 10 до 800 мм.
Гидравлические прессы обычно используются для небольших производственных партий для создания более сложных и более глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
В механических сервопрессахвместо маховиков используются двигатели большой мощности. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы.Ход, положение и движение скольжения, а также скорость регулируются и программируются. Они приводятся в действие либо системой привода с вспомогательной связью, либо системой прямого привода. Эти прессы являются самыми дорогими из трех рассмотренных типов.
Типы штамповочных штампов
Штамповочный пресс с ЧПУ.Изображение предоставлено: DRN Studio / Shutterstock.com
Матрицы, которые используются в операциях штамповки металлов, можно охарактеризовать как однопозиционные или многопозиционные.
Однопозиционные матрицы включают как составные, так и комбинированные матрицы.Составные штампы выполняют более одной операции резки на одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные матрицы — это матрицы, в которых за один ход пресса выполняются как операции резки, так и операции без резки. Примером может служить матрица, которая производит надрез, а также фланец для данной металлической заготовки.
Многопозиционные матрицы включают в себя как прогрессивные матрицы, так и переходные матрицы, в которых операции вырубки, штамповки и резки выполняются последовательно из одного и того же набора штампов.
Стальные линейчатые матрицы, также называемые ножевыми, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, должен соответствовать желаемой форме, а в башмаке штампа прорезана прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают установить толщину стальной линейки, которая будет использоваться в режущем диске.
Материальные аспекты
Кольца Raschid — любезно предоставлены Wisconsin StampingВыбор используемых материалов для штамповки металла зависит от желаемых свойств готовой детали. Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических штамповочных материалов, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы являются наиболее часто используемыми.
Как правило, металлы после штамповки сохраняют свою пластичность и пластичность.Те, которые используются при прецизионной штамповке, обычно имеют твердость от мягкой до средней и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготавливаемых методом штамповки, включают:
- Драгоценные металлы, такие как серебро, золото и платина
- Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
- Цветные металлы, такие как бронза, латунь и цинк
- Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в штамповочных операциях, так как их низкое содержание углерода означает, что они являются одними из наименее дорогих доступных вариантов, что приводит к низким производственным затратам.
При выполнении операций по штамповке металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Отделочные работы
Производственные операции после штамповки могут включать в себя процессы удаления заусенцев, нарезания резьбы, развертывания и зенкования штампованного продукта. Это позволяет добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков обрезного материала, которые остаются на заготовке после завершения операции штамповки.Острые кромки могут потребовать шлифовки для удаления заусенцев или может потребоваться отбортовка, чтобы получить сглаженную кромку и направить кромку с заусенцами во внутреннюю складку, где это не вызовет травм или не будет замечено косметически.
Концепции дизайна
Обычно следует избегать слишком узких выступов в штампованных изделиях, поскольку они могут быть легче искажены и повлиять на восприятие качества готового продукта.
По возможности, конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов.Необходимость создания нестандартного штампа для штамповки увеличит первоначальные затраты на инструмент.
Избегание острых внутренних и внешних углов в штампованных изделиях может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых кромок, для удаления которых требуется вторичная обработка. Кроме того, существует большая вероятность концентрации напряжений в острых углах, что может вызвать растрескивание или последующий выход из строя детали из-за длительного использования.
Габаритные размеры готового продукта будут ограничены доступными размерами листов или заготовок листового металла, и эти ограничения необходимо учитывать для материала, израсходованного на складки на краях или фланцах, а также для любого дополнительного удаления или использования материала.Очень большие продукты, возможно, придется создавать в несколько этапов и механически соединять вместе в качестве второго этапа производственного процесса.
При операциях вырубки учитывайте как направление вырубки, так и размер перфорированного элемента. Как правило, пробивку лучше всего производить в одном направлении, чтобы все острые кромки, образованные пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и держать подальше от общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность.Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что размер перфорированных элементов должен быть как минимум в два раза больше толщины материала.
Для гибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы труднее достичь и могут привести к появлению точек концентрации напряжений в готовой детали, что впоследствии может вызвать проблемы с качеством продукции.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуск и повторяемость.Как правило, диаметры отверстий должны быть не меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее двух толщин материала друг от друга.
Операции по изгибу должны выполняться с учетом риска деформации материала, поскольку материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, чтобы избежать накопления концентрации напряжений.Длины фланцев должны быть примерно в три раза больше толщины заготовки, что является хорошей практикой.
Преимущества и недостатки штамповки
Некоторые из преимуществ штамповки включают более низкую стоимость штампа, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Штамповочные штампы для металла, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла.Штамповочные машины относительно легко автоматизировать и могут использовать высокопроизводительные компьютерные программы управления, которые обеспечивают большую точность, более быстрое производство и меньшее время выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость пресса. Матрицы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла по индивидуальному заказу — более длительный предварительный процесс. Также может быть сложно заменить штампы, если необходимо изменить конструкцию во время производства.
Пример штамповки металлических деталей.Изображение предоставлено: Mardek, LLC
Приложения
Штамповка используется во множестве приложений, особенно связанных с трехмерным рисунком, надписью или другими элементами гравировки на поверхности. Такие штамповочные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, осветительной промышленности, телекоммуникационных услуг, военной и оборонной промышленности, аэрокосмической промышленности, производителей медицинского оборудования и компаний, занимающихся электроникой.Скорее всего, у вас есть продукт в вашем доме, детали которого созданы путем штамповки металла, потому что этот процесс используется во всем, от вашей бытовой техники до ваших автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых элементов штамповки, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как основания двигателя или фрикционные диски. Этот процесс используется для производства как деталей для большого оборудования, так и невероятно детализированных мелких деталей.Микроточная штамповка позволяет изготавливать детали диаметром до 0,002 дюйма.
Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла. Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и авиакосмической промышленности. Электронные штамповки доступны из ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также из более дорогих металлов, таких как платина и золото. Электронные компоненты, изготовленные методом штамповки металла, включают клеммы, контакты, выводные рамки, пружины и штыри.Они могут быть изготовлены из черных или цветных металлов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских устройствах. Из-за специальных форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Резюме
В этой статье представлено понимание операций по штамповке металла и машинных прессов. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://metalproductsblog.com/2014/03/12/mechanical-vs-hydraulic-punch-presses/
- https://www.thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
- https://www.metalformingmagazine.com
- https://www.sciencedirect.com/topics/engineering/fine-blanking
- https://mindtribe.com/2016/03/the-mindtribe-guide-to-sheet-metal-design/
- http://marii.my/design-considerations-for-metal-stamping/
- https: // www.keatsmfg.com/metal-stamping/
- https://www.espemfg.com/blog/blanking-vs-punching/
- https://www.manortool.com/blog/applications-tips-transferring-tooling/
- https://www.ohiovalleymfg.com/blog/heavy-gauge-stamping/
- https://www.arandatooling.com/what-is-metal-stamping/
- https://www.associatedfastening.com/products-services/metal-stamping.html
- https://www.hudson-technologies.com/blog/metal-stamping-custom-components/
- https: // claironmetals.ru / a-short-guide-to-metal-stamping /
- https://www.esict.com/tool-die-making/
Прочие изделия из металла
Больше от Custom Manufacturing & Fabricating
Строительство лепной стены | QUIKRETE: Цемент и бетонные изделия
Инструкции по проекту
Шаг 1
Прикрепите два слоя водостойкой строительной бумаги класса D с помощью гальванизированных гвоздей или скоб в виде черепицы поверх обшивки стены, простирающейся на 16 дюймов по всем углам.
СОВЕТ: вертикальные швы должны перекрываться на 6 дюймов, а горизонтальные — на 4 дюйма.
Шаг 2
Установить аксессуары отделки.
СОВЕТ: аксессуары для обрезки можно обрезать до нужного размера с помощью ножниц по металлу, но они часто бывают очень острыми, поэтому всегда надевайте перчатки при работе с этими материалами.
Шаг 3
Установить борта кожуха.
СОВЕТ: валики оболочки для трехслойной системы должны иметь толщину 3/4 дюйма; Оболочка для одно- или двухслойной системы должна быть 1/2 дюйма толщиной.
Шаг 4
Установите гальванизированную металлическую решетку с саморезом или сетку из плетеной проволоки толщиной 1 дюйм по всей поверхности, также простираясь на 16 дюймов по всем углам. Обрешетка или штукатурная сетка должны нахлестываться на 1 дюйм по горизонтальным швам и на 2 дюйма по вертикальным швам.
ПРИМЕЧАНИЕ: оцинкованные гвозди или скобы следует использовать через каждые 6 дюймов как по вертикали, так и по горизонтали, и они должны входить в стойки минимум на 1 дюйм.
Шаг 5
Разместите контрольные швы, чтобы создать стеновые панели размером не более 144 квадратных футов. Держите панели как можно более квадратными.
Шаг 6
Разместите компенсаторы в любом месте, где есть стеновые компенсаторы.
Шаг 7
Установите угловую отделку на всех внешних краях, чтобы защитить открытую штукатурку и обеспечить чистые готовые линии.
Шаг 8
Смешайте штукатурку для основного покрытия до рабочей консистенции.
ПРИМЕЧАНИЕ: надлежащая консистенция достигается, когда штукатурка «висит» на шпатель, удерживаемом под углом 90 градусов — слишком влажная штукатурка провисает; Слишком сухая штукатурка не будет правильно прилегать к металлической планке.
Шаг 9
Нанесите штукатурку для основного покрытия с помощью квадратного шпателя, удерживаемого под углом 45 градусов. Сильно надавите на шпатель, чтобы вдавить штукатурку в планку. Работайте снизу вверх и наносите толщиной около 3/8 дюйма по всей площади.
ПРИМЕЧАНИЕ: для систем однослойной штукатурки нанесите однослойную штукатурку QUIKRETE, армированную стекловолокном, за один прием толщиной ½ дюйма.
Шаг 10
Выровняйте штукатурку до однородной глубины 3/8 дюйма, используя прямой край.
Шаг 11
Процарапайте горизонтальные канавки глубиной 1/8 дюйма в основном слое с помощью сгребающего инструмента, как только штукатурка станет твердой, как отпечаток большого пальца.
Шаг 12
Выдержите царапины от 24 до 48 часов.
Шаг 13
Смешайте и нанесите еще один слой штукатурки толщиной 3/8 дюйма непосредственно на царапинное покрытие.
Шаг 14
Выровняйте поверхность, используя прямую доску или плотную плитку, до толщины 3/8 дюйма и заполните все пустоты на поверхности дополнительным базовым слоем. Общая комбинированная глубина базового слоя должна составлять 3/4 дюйма.
Шаг 15
После того, как штукатурка потеряет свой блеск, равномерно разгладьте поверхность деревянным шпателем и высушите базовый слой мелким водяным туманом в течение 24-48 часов.
Шаг 16
Нанесите слой QUIKRETE Finish Coat Stucco толщиной 1/8 дюйма в предпочтительном варианте, двигаясь от низа стены к верху. Завершите всю стену за одно приложение.
ПРИМЕЧАНИЕ: важно, чтобы поверхность оставалась влажной, нанося мелкий водяной туман в течение нескольких дней.
Шаг 17
Заполните все регулирующие стыки, компенсаторы и зазоры подкладным стержнем и полиуретановым герметиком QUIKRETE, не допускающим провисания.
Список покупок
Наиболее распространенные процессы и приложения для производства металлов
24 апреля 2017 г. | 6:42 вечераЧто такое процесс изготовления металла? | Металлические изделия, используемые в производстве продукции | Отрасли, в которых используются изделия из металла | Предметы повседневного обихода, изготовленные из металла
В каждом домашнем хозяйстве и на рабочем месте металл играет важную роль в работе людей.От приборов и осветительных приборов до письменных принадлежностей, стульев и посуды металл является стабилизирующим элементом, который делает возможными все современные удобства.
Производство металла — это процесс превращения необработанного металла в готовые формы для использования при сборке. Например, панели, составляющие раму автомобиля, изготавливаются с помощью специальных процессов изготовления металла, которые обычно выполняются на заводе-изготовителе, а затем отправляются на завод по сборке автомобилей. Однако вовлеченные процессы сложны и разнообразны.В следующих разделах исследуются два простых вопроса и даны ответы на них: что такое изготовление металла и как оно работает?
Когда людей учат, как работает производство металлов, следующие процессы обычно являются частью учебной программы. Каждый процесс требует определенной практики и навыков, а необходимые инструменты и машины обычно дороги и занимают достаточно рабочего места. Однако каждый процесс изготовления металла может использоваться для резки, сверления, складывания и сварки самого прочного материала на земле:
- Раскрой. Возможно, наиболее часто используемые процессы изготовления металла включают резку, когда листы металла разделяются на половины, трети или меньшие части. Во многих случаях разрезаемый металл является свежеприготовленным, и ему еще предстоит придать какую-либо конкретную форму. В других случаях для резки подаются предварительно профилированные металлы, такие как стержни и мерные панели. Порезы выполняются на разнообразном оборудовании, от лазеров и плазменных резаков до более сложных высокотехнологичных машин.
- Складной. Один из наиболее сложных процессов изготовления металла включает складывание, при котором металлической поверхности манипулируют для придания ей формы под определенным углом. В некоторых случаях сгибания цель состоит в том, чтобы сделать металлическую поверхность изгибом под углом 90 градусов или сделать что-то еще более или менее тупым. Однако складывание можно производить только в помещениях, которые оснащены специальным высокотехнологичным оборудованием из-за сложности всего процесса. Во многих случаях, когда требуется сгиб, соединение двух металлических панелей под выбранными углами будет более практичной альтернативой.
- Сварка. Наряду с резкой сварка является одним из самых популярных процессов изготовления металла среди любителей ремесел. Процесс сварки предполагает соединение двух отдельных металлических частей. Детали, используемые при сварке, могут быть листами, панелями, стержнями или формами — если детали сделаны из металла, это не имеет значения. Сварка возможна с помощью множества методов и типов инструментов. Часто сварка достигается за счет приложения тепла к точкам, где две детали должны быть соединены.Многие слесари сначала занимаются производством металла, имея в виду сварочные работы.
- Механическая обработка. Этот процесс называется механической обработкой, когда для удаления частей с куска металла используется станок. Обычно процесс выполняется на токарном станке, который вращает металл относительно инструментов, которые подрезают углы и края, чтобы обрезать деталь до желаемой формы или размера. В других случаях обработки отверстие или набор отверстий будут формироваться непосредственно через металлическую поверхность.Таким образом, сверло по металлу можно классифицировать как инструмент для механической обработки.
- Штамповка. Когда в куске металла формируются отверстия, соответствующий процесс заключается в штамповке, при которой металл помещается под штамп и подвергается штамповке с помощью сверла. Чтобы пуансон имел правильный размер, окружность сверла должна правильно проходить через матрицу. Перфорация попадает в одну из двух подкатегорий в зависимости от цели данного приложения. В большинстве случаев цель состоит в том, чтобы пробить отверстия в металлической панели с целью закрепления защелок или других посторонних предметов.В других приложениях — также известных как заглушка — область с отверстием специально выделяется из большей панели для формирования меньшей части долота.
- Стрижка. Для металлических листов, требующих длинных разрезов, этот процесс известен как резка. В некоторых случаях лист подается горизонтально через металлорежущий станок. В других случаях режущий инструмент прикладывают вертикально к длине плоского металлического листа. Третий метод заключается в размещении металла над краем открытого резака и опускании лезвия, как и в случае с резаками для бумаги в копировальных центрах.Срезание часто применяется для обрезки края металлического листа, но процесс можно проделать в любом месте металла.
- Штамповка. Вырубка — не единственный процесс изготовления металла, в котором используется штамп. Однако в некоторых приложениях цель состоит не в том, чтобы образовать отверстие, а в том, чтобы поднять определенную часть металлического листа без проникновения. Для подобных приложений процесс штамповки используется для формирования определенных форм, букв или изображений на металлическом листе или панели. По сути, штамповка по металлу похожа на рельефную резьбу по дереву или мрамору.Первичный пример металлического тиснения можно увидеть на монетах, где слова, суммы денег и лица президентов выбиты с каждой стороны на монетах, пятаках, десятицентовиках и четвертях.
- Литье. Один из старейших типов изготовления металла включает литье, когда расплавленный металл выливают в форму и оставляют для затвердевания в определенной форме. Литье, являясь одним из наиболее гибких методов изготовления металлов, идеально подходит для изготовления широкого спектра сложных форм. В некоторых случаях литье обеспечивает решение производственных проблем, для решения которых в противном случае потребовалось бы несколько других методов, например, сборочные детали, которые потребовали бы складывания, резки и штамповки.Наиболее распространенные металлы, используемые в этом приложении, включают сталь, железо, золото, медь, серебро и магний.
Дополнительные процессы изготовления металла включают протяжку, хонингование, шлифование и фрезерование. В зависимости от потребностей конкретного применения некоторые металлообрабатывающие предприятия даже выполняют специальные индивидуальные типы изготовления.
Узнайте о наших услугах по изготовлению металлических изделий
Формовка металлических деталей для сборки — это лишь часть процесса изготовления металлических изделий.На следующем этапе нужно взять различные готовые детали и превратить их в машины, приборы, посуду и другие продукты. В зависимости от выполняемых операций определенный набор сборочных деталей может быть доставлен на завод или к независимому мастеру. В большинстве случаев проект начинается с одного или нескольких из следующих материалов:
- Плоский металл. Для любого заданного числа применений плоские металлические детали используются в строительстве и промышленных установках.Плоский металл — это сырье разной толщины. Хотя детали, как правило, тонкие, калибр будет от одного миллиметра до двух и более сантиметров. Плоские металлы обычно делятся на три группы:
- Лист металлический. Самый тонкий вид, также известный как металлическая фольга.
- Листовой металл. Самый распространенный вид, толщина которого обычно не превышает 6 мм.
- Пластина металлическая. Самый толстый вид, превышающий 0,25 дюйма.
Плоские металлы обычно используются для формирования боковых панелей духовок, холодильников и других бытовых приборов.
- Проволока сварочная. Используемая в качестве вспомогательного средства для сварки проволока состоит из металлических прядей, которые обычно связываются в более толстые шнуры и продаются на катушках. В соответствии со своим названием, проволока используется для скрепления двух металлических частей во время сварки. Обычно проволока вплавляется в свариваемую деталь под воздействием тепла при нанесении в процессе процесса. Сварочная проволока изготавливается из различных типов металла и обычно бывает разной толщины.
По данным Бюро статистики труда, подсектор металлообработки состоит из следующих отраслей:
Производство
- Производство строительных и строительных металлов. В этой отрасли металлоконструкции используются для изготовления конструкций больших и малых зданий. При строительстве современных небоскребов несущие балки из готовых металлов упростили возведение зданий с земли до завершения в рекордно короткие сроки.Лучше всего то, что сборные металлы делают здания более прочными и огнестойкими.
- Котлы, цистерны и транспортные контейнеры Производство. В судоходной отрасли металл используется практически во всем, от сборочных деталей, из которых состоит корабль, до крепежных деталей, скрепляющих все вместе. Кроме того, судоходная отрасль ежегодно занимается перевалкой несметных тонн готовых металлов. По сути, металл можно рассматривать как движущую силу судоходства.
- Производство прочих готовых металлических изделий. Если бы список всех коммерческих и промышленных машин, изделий и частей, состоящих из металла, был составлен, он, вероятно, занял бы целую энциклопедию. Дело в том, что металлы производятся каждый день во всем мире для множества различных целей, и во многих случаях изготовление металла само по себе служит основой для рассматриваемой отрасли, независимо от того, производит ли компания металлические изделия или полагается на изделия из металла практически для всего. .
- Пружины и проволоки Производство. Проволока по сути важна для процессов изготовления металлических изделий на заказ, поскольку сварочная проволока часто используется для сварки металлических частей в различных изделиях. Помимо использования в ремеслах, пружины и проволока играют решающую роль в промышленном оборудовании и, следовательно, являются одной из основных причин, по которым фабрики эффективны и способны производить современное передовое производство.
- Специальное производство. Металлообработка используется в OEM (производство оригинального оборудования) деталей, которые используются в специализированных производственных средах.В более широком смысле, отрасль авторемонта выигрывает от этого, потому что позволяет заменять неисправные автомобили по частям.
Метизы и ручной инструмент
- Метизы Производство. Компьютеры никогда не распространились бы так далеко и широко, как в настоящее время, если бы производители не могли изготавливать металлы для всех аппаратных компонентов. От корпусов на жестких дисках до металлов, используемых в материнских платах, модемах, мониторах и корпусах компьютеров, изготовление из металла позволяет поддерживать компьютерные системы достаточно прочными для домашнего и офисного использования на протяжении почти четырех десятилетий.
- Производство столовых приборов и ручного инструмента. Процессы изготовления металла в первую очередь ответственны за остроту ножей и точность ручных инструментов. Без способности лить, резать и резать металлы большинство инструментов, которые непрофессионалы считают само собой разумеющимся, было бы невозможно производить, а различные отрасли промышленности столкнулись бы с невообразимыми ограничениями.
- Станочные цеха, производство токарных изделий и винтов, гаек и болтов. Для тех, кто задается вопросом, как работает изготовление металла, ответы часто можно увидеть в подсекторе, где производятся металлические детали, такие как винты, гайки и болты.В механических цехах по всей территории США полки заполнены предметами, которые являются прямым результатом различных производственных процессов, будь то продукт, собранный из металлических панелей, или деталь, массово произведенная путем высечки.
Строительство и строительство
- Промышленность HVAC. Производство оборудования для отопительной и холодильной промышленности стало возможным благодаря технологии изготовления металла. Стандартные и специализированные воздуховоды, а также различные аксессуары для систем отопления, вентиляции и кондиционирования воздуха являются результатом таких процессов.
- Строительная промышленность. От пожарных лестниц и металлических лестниц до подиумов и настилов — изготовление изделий из металла позволяет создавать индивидуальные элементы для использования в строительных проектах. Если бы не процессы, связанные с производством металла, сегодняшние здания не были бы такими конструктивно прочными и готовыми к аварийным ситуациям.
Прочие отрасли и приложения
- Аэрокосмическая промышленность. Различные изделия, выпускаемые авиастроителями, состоят из металлических деталей.Учитывая, что авиакосмическая промышленность является одной из самых требовательных к безопасности отраслей, процессы изготовления металла можно в значительной степени поблагодарить за то, что они сделали возможным самый быстрый способ передвижения.
- Сельское хозяйство. Будь то специализированные детали для сельскохозяйственного оборудования или запасные части для старого трактора, производство металла поддерживает сельское хозяйство, особенно в Южно-Центральном Пенсильвании.
- Нанесение покрытий, гравировка, термообработка и смежные виды деятельности. Процесс штамповки составляет основу рынка гравировки, который состоит из широкого спектра металлических изделий, на которых выгравированы инициалы, имена, изображения и дизайнерские мотивы.Во всем, от металлических подносов и столового серебра до коллекционных монет и сувениров, процессы изготовления металла используются, чтобы сделать эти предметы ценными.
- Ковка и штамповка. Формовка металлов на станках и штампах осуществляется в подсекторе ковки и штамповки. С помощью этих методов производятся многочисленные товары, которые являются обычным явлением в промышленном секторе, а также в розничной торговле. Благодаря постоянным инновациям в технологиях штамповки и ковки этот подсектор играет ключевую роль в мировой экономике.
Многие предметы повседневного обихода производятся с использованием процесса изготовления металла, например:
- Жалюзи. Жалюзи, которые блокируют чрезмерный солнечный свет и помогают сохранить уединение в интерьере, сделаны из листового металла, который подвергается срезанию и складыванию, чтобы принять форму и плотность, необходимые для защиты окон от света и внешнего воздействия.
- Банки. Консервы продаются в металлических контейнерах, которые состоят из белой жести или листового алюминия, которые имеют форму круга.Затем их приваривают по шву и по окружности прилегающего дна. После того, как продукт был вставлен, крышка приваривается.
- Ручки. Дверные ручки и ручки изготовлены из таких металлов, как нейзильбер и латунь, которые отливаются, а иногда складываются и разрезаются для придания нужной формы. Будь то открывалка с прямой или изогнутой ручкой, плоской или шарообразной ручкой, процессы изготовления сложны, но схожи.
- Обогреватели. Кожухи нагревательных элементов состоят из листового металла, как и некоторые внутренние компоненты, обеспечивающие работу этих машин.
- Замки. Из всех неэлектронных элементов в доме или здании любого типа дверные замки содержат самые сложные механизмы. Внутреннее устройство металлического замка рассчитано на особую форму ключа, для которой замок должен быть отлит под давлением.
- Ключи. После того, как штамп для дверного замка был отлит, за ним должен следовать сам ключ.Многие ключи изготавливаются из перфорированной и штампованной латуни, но более прочным и долговечным металлом для ключей является мельхиор.
- Защелки. Защелки для домов, строений и заборов производятся в различных исполнениях, но все они изготавливаются из металла. Резка и литье под давлением являются обычным явлением во время процесса, но некоторые конструкции могут также включать штамповку, механическую обработку и фальцовку.
- Горшки. Есть несколько предметов повседневного обихода, которые воплощают процесс литья так же смело, как кастрюля, форма которой происходит от литой формы, которая заполняется жидким металлом во время производства.
- Серебро. Столовая посуда, такая как ложки, вилки и ножи, обычно состоит из стерлингового серебра или нейзильбера, которые отливаются или штампуются на предприятиях по производству металла. Аналогичный процесс применяется к кухонной утвари и кухонным инструментам, таким как кнуты, терки и открывашки.
- Вентиляторы. Несмотря на то, что многие современные вентиляторы для помещений состоят из деталей из пластика и стекловолокна, многие модели по-прежнему имеют корпуса, сделанные из вырезанного и гнутого металла.
- Стулья. Ножки письменного стула, а также нижележащая опорная конструкция обычно изготавливаются из литого металла. Процесс изготовления металла более ярко выражен на складных стульях, которые представляют собой стержни и панели из вырезанных и сложенных металлов.
- Петли. Петли, соединяющие двери со стенами и шкафами, состоят из листового металла, нарезанного по форме и пробитого отверстиями для крепления. Процесс складывания используется на стволе, что обеспечивает фиксированную ось вращения шарниров.
- Лампы. Светильники изготавливаются полностью или частично из вырезанных, гнутых и литых металлов, независимо от того, состоит ли светильник из металлического патрона, соединенного с керамическим основанием, или из цельнометаллического корпуса, что типично для настольных ламп на гусиной шее.
- Смесители. Раковины различаются по составу из материала, но все смесители сделаны из металла. Смесители, как правило, изготавливаются в процессе литья, как и ручки и соединительные детали.
- Приборы. Что касается бытовой техники, то производство металла отвечает не только за корпуса печей, посудомоечных машин и холодильников, но также за корпуса тостеров, основания блендеров и прижимную поверхность утюга для одежды.
- Инструменты. Внутренние и наружные ручные инструменты обычно производятся с помощью процессов резки, штамповки и литья металла. Примеры варьируются от ножниц и ножей X-ACTO® до молотков, пил и кусторезов.
- Кабели. Кабели и шнуры, которые подводят электричество к приборам и подключают компьютеры к Интернету, в основном сделаны из пластика снаружи. Тем не менее, работа каждого кабеля / шнура обусловлена проводами внутри пластика, а также разъемами и штырями, которые производятся внутри матрицы.
- Мойки. В то время как раковины для ванных комнат обычно изготавливаются из стекловолокна, кухонные раковины состоят из металлов, таких как чугун и сталь, которые подвергаются процессам литья, а иногда и складывания, прежде чем встраиваться в столешницы.
- Крепеж. Независимо от того, состоит ли дом или многоквартирный дом из металлических или деревянных структурных каркасов, конструктивные элементы удерживаются вместе с помощью крепежных деталей, таких как винты, гайки, болты, а иногда и заклепки, которые являются продуктами процессов литья и штамповки при производстве металла.
Процессы изготовления металлических изделий на заказ включают сложные системы инструментов и оборудования.В Tuckey Metal Fabricators мы специализируемся на различных процессах изготовления металла для клиентов из самых разных коммерческих и промышленных секторов. Чтобы узнать больше о типах процессов, которые мы можем выполнить для вас, посетите нашу страницу услуг по изготовлению металлических изделий сегодня.
Запросить услугу по изготовлению металлоконструкций
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Эта статья предоставляется только в качестве справочного руководства. Квалифицированный профессиональный подрядчик, такой как Tuckey Companies, должен заниматься всеми проектами по дизайну интерьера, механике, электричеству, сантехнике, ремонту, изготовлению металла и реставрации.Представленная здесь информация носит общий характер и может быть применима не во всех ситуациях. Советы, статьи и сопроводительная информация не являются официальной рекомендацией Tuckey Companies.
Все материалы защищены авторским правом (c) Tuckey Companies, 2021 г.
Как оштукатурить стену (трехслойная штукатурная система)
Фото: Flickr
В проекте Manhattan Brownstone Боб, Крис Вила и архитектор Брайан О’Киф обнаружили неповрежденный потолочный карниз, который заставил их полностью пересмотреть планы. внутреннее пространство при сносе.Вместо этого они решили оставить карниз и сделать его центром большой жилой площади в центре сквозной квартиры.
Столкнувшись с проблемой восстановления стены без изменения профиля или использования гипсокартона, выходящего за пределы карниза, команда обратилась в компанию Boro Plastering of Hyde Park, штат Нью-Йорк, чтобы создать оригинальную штукатурную стену, которая соответствовала бы существующему карнизу. .
Реконструкция Манхэттена — это не строгий проект реставрации, но задействованные мастера признают ценность высококачественной работы, что подтверждается оригинальной структурой.Настоящая штукатурка — лучший способ завершить отделку стены в старинном доме. Нет никаких сомнений в том, что «трехслойная штукатурка не имеет себе равных по прочности и долговечности», говорится на сайте Службы национальных парков. «Он устойчив к огню и снижает передачу звука». Он также наиболее точно повторяет оригинальную отделку этого Браунстоуна в Верхнем Вест-Сайде.
Три пальто ПластырьПри оштукатуривании стена, штукатурка должна применяться таким образом, что он прилипает к поверхности опорной стенки, имеет свой вес нагрузку без образования трещин и обладает гладким, жесткой, обработанной поверхностью подходит для покраски или оклейки.Качественная штукатурная работа начинается с планки, на которую будет наноситься штукатурка. При традиционных работах по обрешетке и штукатурке использовалась деревянная рейка, но из-за влажности древесины она расширяется и сжимается, что может привести к растрескиванию штукатурки. Металлическая планка — более надежная поверхность для оштукатуривания, поскольку она не удерживает влагу и дает больше «ключей» или пространств на своей поверхности для надлежащего склеивания. Интересно, что в то время, когда это здание было построено, в США только-только набирала популярность металлическая обрешетка.
Трехслойная штукатурная система начинается с двух грубых или черновых слоев. Эти покрытия составляют основу стены и состоят из извести или гипса, заполнителя, волокна и воды. Песок — самый распространенный заполнитель, используемый для грубой штукатурки. Известь обычно получают из известняка или молотой раковин устриц. Многие фирмы теперь работают с гипсом, поскольку он устраняет необходимость в добавлении волокна и имеет гораздо более быстрое время установки и высыхания. Boro работает в соотношении три к одному, мешки с песком и мешки с гипсом для их грубого покрытия.
Первый слой, называемый царапающим слоем, наносится толщиной 3/8 дюйма, затем царапается или надрезается гребнем, чтобы придать ему грубую текстуру. Второй грубый слой сделан из той же смеси и называется «коричневым слоем». Коричневое покрытие наносится непосредственно на царапинное покрытие, также толщиной 3/8 дюйма, но без царапин. Песок имеет шероховатую текстуру, которая дает легкому финишному слою толщиной 1/8 дюйма поверхность, за которую можно держаться.
Все в одном местеС традиционным известковым финишным слоем, подобным тому, который используется в Manhattan Brownstone, штукатур становится химиком.«Здесь искусство встречается с наукой», — говорит Боб, наблюдая за приготовлением смеси для известковой замазки. Сначала штукатур создает на смесительной доске круг замазки, свернутый, как бассейн. В этот круг он наливает воду, а затем сбрызгивает водой штукатурку. Измерения неточны для неподготовленного глаза, но очень точны для штукатура, который должен «почувствовать это», как объясняет Гэри Аннино из Boro Plastering.
После заливки смесь извести и гипса оставляют для «гашения» или для отстаивания и трансформации.Реакция завершается, когда гашеная известь перестает выделять тепло. На этом этапе он готов к замешиванию в шпаклевке. Эта известковая шпатлевка используется для финишного слоя штукатурки, которая наносится на стену и разглаживается для создания твердого блестящего финишного покрытия. Мастера-штукатуры работают с пульверизатором, чтобы штукатурка оставалась влажной, поскольку они разглаживают ее до идеального состояния.
Под поверхностью«Каждая штукатурка уникальна», — говорит Аннино. Качество любой штукатурки и степень адгезии во многом зависят от целостности поверхности, на которую она наносится.Бригада штукатурки должна сначала оценить существующие стены, кладку или потолок, которые необходимо оштукатурить. «Наша команда принимает решение в индивидуальном порядке», — говорит Аннино.