
Сортамент стальных двутавров – ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Такой страницы нет
| |||||
| Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. Вложите в письмо ссылку на страницу с ошибкой, пожалуйста. | ||||||
| Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. | |||||
dpva.ru
Сортамент двутавров стальных горячекатаных ГОСТ, СТО АСЧМ 20-93
Двутавры изготавливаются по ГОСТ и СТО АСЧМ, их размеры должны соответствовать значениям указанным в таблицах сортамента. Ниже в таблицах представлены все госты и размеры стальных горячекатаных двутавров, а также их вес на 1 метр погонный.
h — высота двутавра; b — ширина полки; s — толщина стенки; t — толщина полки.
Двутавры стальные горячекатаные сортамент ГОСТ 8239-89
| Номер двутавра | h, мм | b, мм | s, мм | t, мм | Масса 1 м, кг |
| Двутавр с уклоном внутренних граней сортамент ГОСТ 8239-89 | |||||
| Размеры двутавров таблица 1 | |||||
| двутавр 10 | h=100 | b=55 | 4,5 мм | 7,2 мм | 9.46 кг |
| двутавр 12 | h=120 | b=64 | 4,8 мм | 7,3 мм | 11.5 кг |
| двутавр 14 | h=140 | b=73 | 4,9 мм | 7,5 мм | 13.7 кг |
| двутавр 16 | h=160 | b=81 | 5,0 мм | 7,8 мм | 15.9 кг |
| двутавр 18 | h=180 | b=90 | 5,1 мм | 8,1 мм | 18.4 кг |
| двутавр 20 | h=200 | b=100 | 5,2 мм | 8,4 мм | 21 кг |
| двутавр 22 | h=220 | b=110 | 5,4 мм | 8,7 мм | 24 кг |
| двутавр 24 | h=240 | b=115 | 5,6 мм | 9,5 мм | 27.3 кг |
| двутавр 27 | h=270 | b=125 | 6 мм | 9,8 мм | 31.5 кг |
| двутавр 30 | h=300 | b=135 | 6,5 мм | 10,2 мм | 36.5 кг |
| двутавр 33 | h=330 | b=140 | 7 мм | 11.2 мм | 42.2 кг |
| двутавр 36 | h=360 | b=145 | 7,5 мм | 12,3 мм | 48.6 кг |
| двутавр 40 | h=400 | b=155 | 8,3 мм | 13,0 мм | 57 кг |
| двутавр 45 | h=450 | b=160 | 9 мм | 14,2 мм | 66.5 кг |
| двутавр 50 | h=500 | b=170 | 10 мм | 15,2 мм | 78.5 кг |
| двутавр 55 | h=550 | b=180 | 11 мм | 16,5 мм | 92.6 кг |
| двутавр 60 | h=600 | b=190 | 12 мм | 17,8 мм | 108 кг |
Двутавры стальные горячекатаные сортамент СТО АСЧМ 20-93
| Профиль | Размеры профиля, мм | Масса 1 м длины, кг | |||
| h | b | S | t | ||
| Нормальные двутавры сортамент СТО АСЧМ 20-93 | |||||
| Размеры двутавров таблица 2 | |||||
| двутавр 10 Б1 | h=100 | b=55 | 4,1 | 5,7 | 8.1 кг |
| двутавр 12 Б1 | h=117,6 | b=64 | 3,8 | 5,1 | 8.7 кг |
| двутавр 12 Б2 | h=120 | b=64 | 4,4 | 6,3 | 10.4 кг |
| двутавр 14 Б1 | h=137,4 | b=73 | 3,8 | 5,6 | 10.5 кг |
| двутавр 14 Б2 | h=140 | b=73 | 4,7 | 6,9 | 12.9 кг |
| двутавр 16 Б1 | h=157 | b=82 | 4 | 5,9 | 12.7 кг |
| двутавр 16 Б2 | h=160 | b=82 | 5 | 7,4 | 15.8 кг |
| двутавр 18 Б1 | h=177 | b=91 | 4,3 | 6,5 | 15.4 кг |
| двутавр 18 Б2 | h=180 | b=91 | 5,3 | 8 | 18.8 кг |
| двутавр 20 Б1 | h=200 | b=100 | 5,5 | 8 | 21.3 кг |
| двутавр 25 Б1 | h=248 | b=124 | 5 | 8 | 25.7 кг |
| двутавр 25 Б2 | h=250 | b=125 | 6 | 9 | 29.6 кг |
| двутавр 30 Б1 | h=298 | b=149 | 5,5 | 8 | 32 кг |
| двутавр 30 Б2 | h=300 | b=150 | 6,5 | 9 | 36.7 кг |
| двутавр 35 Б1 | h=346 | b=174 | 6 | 9 | 41.4 кг |
| двутавр 35 Б2 | h=350 | b=175 | 7 | 11 | 49.6 кг |
| двутавр 40 Б1 | h=396 | b=199 | 7 | 11 | 56.6 кг |
| двутавр 40 Б2 | h=400 | b=200 | 8 | 13 | 66 кг |
| двутавр 45 Б1 | h=446 | b=199 | 8 | 12 | 66.2 кг |
| двутавр 45 Б2 | h=450 | b=200 | 9 | 14 | 76 кг |
| двутавр 50 Б1 | h=492 | b=199 | 8,8 | 12 | 72.5 кг |
| двутавр 50 Б2 | h=496 | 9 | 14 | 79.5 кг | |
| двутавр 50 Б3 | h=500 | b=200 | 10 | 16 | 89.7 кг |
| двутавр 55 Б1 | h=543 | b=220 | 9,5 | 13,5 | 89 кг |
| двутавр 55 Б2 | h=547 | b=220 | 10 | 15,5 | 97.9 кг |
| двутавр 60 Б1 | h=596 | b=199 | 10 | 15 | 94.6 кг |
| двутавр 60 Б2 | h=600 | b=200 | 11 | 17 | 105.5 кг |
| двутавр 70 Б0 | h=693 | b=230 | 11,8 | 15,2 | 120.1 кг |
| двутавр 70 Б1 | h=691 | b=260 | 12 | 15,5 | 129.3 кг |
| двутавр 70 Б2 | h=697 | b=260 | 12,5 | 18,5 | 144.2 кг |
Двутавры стальные горячекатаные сортамент СТО АСЧМ 20-93
| Профиль | Размеры профиля, мм | Масса 1 м длины, кг | |||
| h | b | S | t | ||
| Широкополочные двутавры сортамент СТО АСЧМ 20-93 | |||||
| Размеры двутавров таблица 3 | |||||
| двутавр 20 Ш1 | h=194 | b=150 | 6 | 9 | 30.6 кг |
| двутавр 25 Ш1 | h=244 | b=175 | 7 | 11 | 44.1 кг |
| двутавр 30 Ш1 | h=294 | b=200 | 8 | 12 | 56.8 кг |
| двутавр 30 Ш2 | h=300 | b=201 | 9 | 15 | 68.6 кг |
| двутавр 35 Ш1 | h=334 | b=249 | 8 | 11 | 65.3 кг |
| двутавр 35 Ш2 | h=340 | b=250 | 9 | 14 | 79.7 кг |
| двутавр 40 Ш1 | h=383 | b=299 | 9,5 | 12,5 | 88.6 кг |
| двутавр 40 Ш2 | b=300 | 10 | 16 | 106.7 кг | |
| двутавр 45 Ш1 | h=440 | b=300 | 11 | 18 | 123.5 кг |
| двутавр 50 Ш1 | h=482 | b=300 | 11 | 15 | 114.2 кг |
| двутавр 50 Ш2 | h=487 | b=300 | 14,5 | 17,5 | 138.4 кг |
| двутавр 50 Ш3 | h=493 | b=300 | 15,5 | 20,5 | 156.1 кг |
| двутавр 50 Ш4 | h=499 | b=300 | 16,5 | 23,5 | 173.8 кг |
| двутавр 60 Ш1 | h=582 | b=300 | 12 | 17 | 137 кг |
| двутавр 60 Ш2 | h=589 | b=300 | 16 | 20,5 | 170.7 кг |
| двутавр 60 Ш3 | h=597 | b=300 | 18 | 24,5 | 198.1 кг |
| двутавр 60 Ш4 | h=605 | b=300 | 20 | 28,5 | 225.6 кг |
| двутавр 70 Ш1 | h=692 | b=300 | 13 | 20 | 166 кг |
| двутавр 70 Ш2 | h=698 | b=300 | 15 | 23 | 190.4 кг |
| двутавр 70 Ш3 | h=707 | b=300 | 18 | 27,5 | 226.9 кг |
| двутавр 70 Ш4 | h=715 | b=300 | 20,5 | 31,5 | 258.6 кг |
| двутавр 70 Ш5 | h=725 | b=300 | 23 | 36,5 | 294.9 кг |
| двутавр 80 Ш1 | h=782 | b=300 | 13,5 | 17 | 164.6 кг |
| двутавр 80 Ш2 | h=792 | b=300 | 14 | 22 | 191.1 кг |
| двутавр 90 Ш1 | h=881 | b=299 | 15 | 18,5 | 191.5 кг |
| двутавр 90 Ш2 | h=890 | b=299 | 15 | 23 | 212.6 кг |
| двутавр 100 Ш1 | b=320 | 16 | 21 | 230.6 кг | |
| двутавр 100 Ш2 | h=998 | b=320 | 17 | 25 | 258.2 кг |
| двутавр 100 Ш3 | h=1006 | b=320 | 18 | 29 | 285.7 кг |
| двутавр 100 Ш4 | h=1013 | b=320 | 19,5 | 32,5 | 314.5 кг |
Двутавры стальные горячекатаные сортамент СТО АСЧМ 20-93
| Профиль | Размеры профиля, мм | Масса 1 м длины, кг | |||
| h, мм | b, мм | S, мм | t, мм | ||
| Нормальные двутавры, колонные сортамент СТО АСЧМ 20-93 | |||||
| Размеры двутавров таблица 4 | |||||
| двутавр 20 К1 | h=196 | b=199 | 6,5 | 10 | 41.4 кг |
| двутавр 20 К2 | h=200 | b=200 | 8 | 12 | 49.9 кг |
| двутавр 25 К1 | h=246 | b=249 | 8 | 12 | 62.6 кг |
| двутавр 25 К2 | h=250 | b=250 | 9 | 14 | 72.4 кг |
| двутавр 25 К3 | h=253 | b=251 | 10 | 15,5 | 80.2 кг |
| двутавр 30 К1 | h=298 | b=299 | 9 | 14 | 87 кг |
| двутавр 30 К2 | h=300 | b=300 | 10 | 15 | 94 кг |
| двутавр 30 К3 | h=300 | b=305 | 15 | 15 | 105.8 кг |
| двутавр 30 К4 | h=304 | b=301 | 11 | 17 | 105.8 кг |
| двутавр 35 К1 | h=342 | b=348 | 10 | 15 | 109.1 кг |
| двутавр 35 К2 | h=350 | b=350 | 12 | 19 | 136.5 кг |
| двутавр 40 К1 | h=394 | b=398 | 11 | 18 | 146.6 кг |
| двутавр 40 К2 | h=400 | b=400 | 13 | 21 | 171.7 кг |
| двутавр 40 К3 | h=406 | b=403 | 16 | 24 | 200.1 кг |
| двутавр 40 К4 | h=414 | b=405 | 18 | 28 | 231.9 кг |
| двутавр 40 К5 | h=429 | b=400 | 23 | 35,5 | 290.8 кг |
Двутавры стальные горячекатаные сортамент ГОСТ 19425-74
| Профиль | h, мм | b, мм | s, мм | t, мм | Масса 1 м длины, кг |
| С — специальные для армировки шахтных стволов ГОСТ 19425-74 | |||||
| двутавр 14С | h=140 мм | b=80 мм | 5,5 мм | 9,1 мм | 16.9 кг |
| двутавр 20С | h=200 мм | b=100 мм | 7,0 мм | 11,4 мм | 27.9 кг |
| М — мостовые балки для подвесных путей ГОСТ 19425-74 | |||||
| Размеры двутавров таблица 5 | |||||
| двутавр 18М | h=180 мм | b=90 мм | 7,0 мм | 12 мм | 25.8 кг |
| двутавр 24М | h=240 мм | b=110 мм | 8,2 мм | 14 мм | 38.3 кг |
| двутавр 30М | h=300 мм | b=130 мм | 9,0 мм | 15 мм | 50.2 кг |
| двутавр 36М | h=360 мм | b=130 мм | 9,5 мм | 16 мм | 57.9 кг |
| двутавр 45М | h=450 мм | b=150 мм | 10,5 мм | 18 мм | 77.6 кг |
Двутавры стальные горячекатаные сортамент
ros-met.com
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
files.stroyinf.ru
Сортамент стальных горячекатаных двутавров: таблица АСЧМ, 20-93, 26020-83
Благодаря двутавру, строительство вышло на новый уровень, теперь ни один проект не обходится без использования стальных двутавров. Продукт так же популярен и благодаря использованию в быстровозводимых сооружениях, поскольку каркас из двутавра возводится очень быстро, а по техническим характеристикам превосходит предшественников.
Отдельно стоит сказать о затратах на производство горячекатаных двутавров. Из-за своей простоты затраты на производство продукта минимальны. Имеется возможность производить не только серийно или под заказ, но и поточным производством.
Производство согласно требованиям ГОСТ
Как и любой подобный продукт, сортамент двутавров ГОСТ (ГОСТ 535-88, ГОСТ 19281-89, ГОСТ 27772-88, ГОСТ 7566-81) подчиняется общим стандартам качества. Но на этом регламент на данную продукцию не ограничивается, дополнительными нормативами являются: СТО АСЧМ 26020-83, 20-93, 20, 89.

Само производство двутавра происходит в несколько этапов:
- Из листового металла, при помощи термической резки, производят заготовки соответствующей длины и ширины. Современные станки с ЧПУ имеют несколько «ножей» (резаков), что позволяет резать лист метала сразу в нескольких направлениях, и за один подход получать сразу готовую заготовку. В зависимости от толщины листа регулируется скорость резки, которая может достигать 1м в минуту.
- Обязательный элемент – фрезерная обработка кромок, которая способствует улучшению при сварке стенки и полки стального двутавра.
- Весь сортамент стальных двутавров собирается при помощи специального оборудования, методом сжимания. Такой способ позволяет не только упростить и снизить затраты на производство, но и повысить эффективность до 3 раз. Производство происходит в 2 этапа, на первом формируют Т-образный профиль, далее его вращают на 180 градусов и завершают сборку. На данном этапе особое внимание уделяется расположению деталей, будущей конструкции. Они должны располагаться перпендикулярно, поскольку от этого зависит надежность конструкции.
- Сварка балки.
В настоящее время крупное производство все чаще прибегает к помощи автоматизированной техники при сварке двутавров. Обусловлено это тем, что ручная и полуавтоматическая сборка являются более затратными и опасными для жизни человека. А так же эти способы не лишены изъянов, которые допускает сварщик. Автоматизированное производство производится по компьютерной программе, которая ошибиться не может, да и времени на производство единицы продукции она тратит меньше. Так же при сварке используется технология жидкого флюса. Данный метод выводит процесс сварки на новый уровень, предотвращая разбрызгивание металла и соответственно его потери. При использовании жидкого флюса теряется около 1% металла, без его использования – до 30%.
В соответствии с требованиями ГОСТ и СТО АСЧМ, продукт не должен иметь дефектов и искривлений форм. Но во время сварки двутавр подвергается высоким температурам, которые деформируют его. Поэтому весь сортамент стальных двутавров перед поступление в эксплуатацию проходит через прокатный станок, оснащенный валами, которые исправляют кривизну металла при нагреве.
Профиль двутавров.
Поскольку двутавр применяется как для строительства различных объектов, так и в машиностроении, то и требования к нему будут зависеть от профиля, к котором он применяется.
На следующих фото таблиц, можно видеть значения для нормальных, широкополочных и колонных двутавров в соответсвии с требованиями ГОСт и СТО АСЧМ.
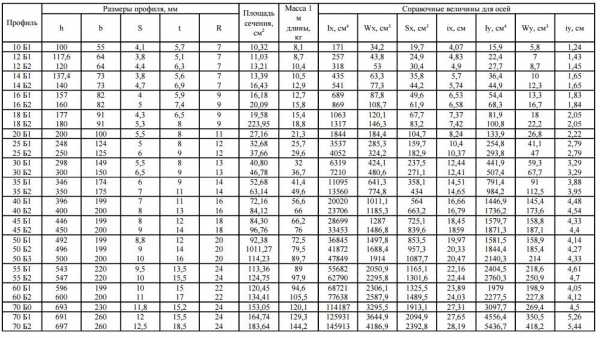
Таблица значений для нормальных сортаментов двутавров.
Значения для широкополочных двутавров.
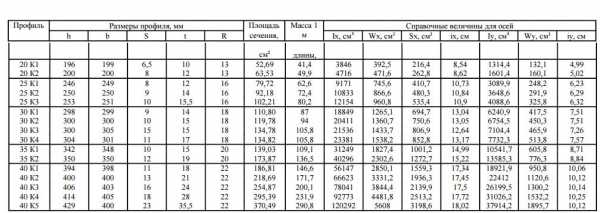
Таблица значений для колонных двутавров.
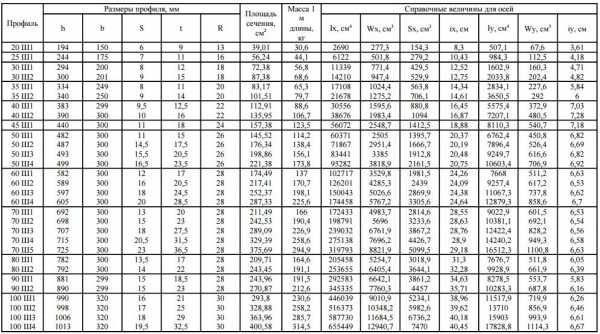
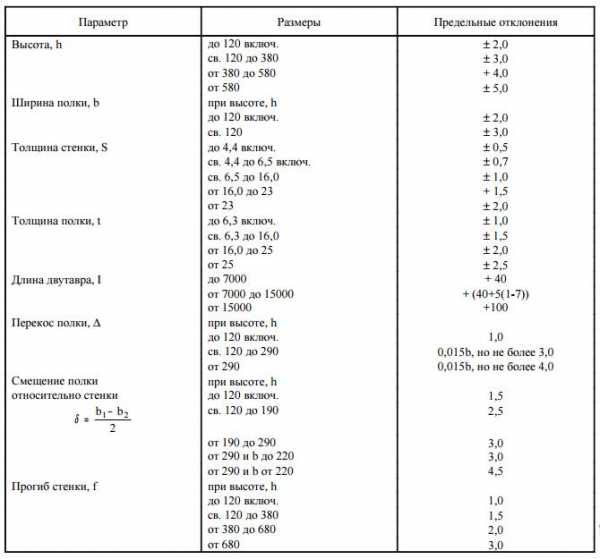
Таблица значений для предельных отклонений по размерам и форме поперечного сечения двутавтров.
Общие правила для производителя и заказчика
Производитель должен в обязательном порядке следовать требованиям ГОСТ и СТО АСЧМ при изготовлении горячекатных двутавров. Поскольку данное изделие применяется в основном при крупномасштабном строительстве и является каркасом для построек различной направленности: здания, мосты, эстакады, при монтаже опор и путепроводов, для укрепления шахт. Но довольно редко применяется в частном, малом строительстве (небольшие дома в 1-3 этажа, частные коттеджи). Как было описано выше, двутавр играет чрезвычайно важную роль в строительстве, а, следовательно, помимо производства играет роль и маркировка продукции, которую можно найти в соответсвующем ГОСТе.
Данные обозначения не обходимы по причине широкопрофильного использования двутавров, однако материал, из которого изготовлено изделие, подходит только для определенного вида работ. Следовательно, ошибка в маркировке товара может привести к несчастному случаю, жертв среди строителей или обрушению конструкции со всеми вытекающими последствиями.
Заказчик со своей стороны должен четко формулировать запрос на изготовление двутавров соответственно ГОСТ. Во время приемки, в обязательном порядке должен соблюсти все правила приемки, описанные выше и соотнести результаты с маркировкой товара.
metall.trubygid.ru
Сортамент стальных горячекатаных двутавров: таблица весов, размеры, ГОСТ
Двутавр – изделие с профилем Н-образной формы, благодаря уникальной прочности широко востребованное в строительстве и других промышленных отраслях. Нагрузка, которую может принять двутавровая балка, во много раз превышает усилие, выдерживаемое прямоугольной трубой с такой же площадью сечения.
Наиболее массово используется профильная продукция из углеродистой или низколегированной стали 09Г2С, способной выдерживать рабочие температуры от -70°C до +450°C. Двутавровые балки применяются в строительстве объектов гражданского, военного, промышленного назначения, шахт, при сооружении конструкций, испытывающих динамические нагрузки – мосты, опоры.
Сортамент горячекатаных стальных двутавров с наклонной внутренней стенкой полки
ГОСТ 8239-89 нормирует производство горячекатаных балок Н-образного профиля с уклоном внутренних граней полок.
Основные характеристики продукции:
- высота двутавра – 100-600 мм;
- длина балок – 4-12 м, более – по заказу;
- уклон граней – 6-12°;
- по точности проката – повышенной (Б) и обычной (В).
Таблица размеров и весов двутаврового горячекатаного металлопроката с уклоном внутренних граней полок 6-12° согласно ГОСТу 8239-89 (справочная величина для плотности 7850 кг/м3)
| Номер двутавра | Размеры, мм | Масса 1 м, кг | |||
| Высота, h | Ширина, b | Толщина стенки, s | Толщина полки (усредненная величина), t | ||
| 10 | 100 | 55 | 4,5 | 7,2 | 9,5 |
| 12 | 120 | 64 | 4,8 | 7,3 | 11,5 |
| 14 | 140 | 73 | 4,9 | 7,5 | 13,7 |
| 16 | 160 | 81 | 5 | 7,8 | 15,9 |
| 18 | 180 | 90 | 5,1 | 8,1 | 18,4 |
| 18а | 180 | 100 | 5,1 | 8,3 | 19,9 |
| 20 | 200 | 100 | 5,2 | 8,4 | 21,0 |
| 20а | 200 | 110 | 5,2 | 8,6 | 22,7 |
| 22 | 220 | 110 | 5,4 | 8,7 | 24,0 |
| 22а | 220 | 120 | 5,4 | 8,9 | 25,8 |
| 24 | 240 | 115 | 5,6 | 9,5 | 27,3 |
| 24а | 240 | 125 | 5,6 | 9,8 | 29,4 |
| 27 | 270 | 125 | 6 | 9,8 | 31,5 |
| 27а | 270 | 135 | 6 | 10,2 | 33,9 |
| 30 | 300 | 135 | 6,5 | 10,2 | 36,5 |
| 30а | 300 | 145 | 6,5 | 10,7 | 39,2 |
| 33 | 330 | 140 | 7 | 11,2 | 42,3 |
| 36 | 360 | 145 | 7,5 | 12,3 | 48,6 |
| 40 | 400 | 155 | 8,3 | 13 | 57 |
| 45 | 450 | 160 | 9 | 14,2 | 66,5 |
| 50 | 500 | 170 | 10 | 15,2 | 78,6 |
| 55 | 550 | 180 | 11 | 16,5 | 92,7 |
| 60 | 600 | 190 | 12 | 17,8 | 108 |
В ГОСТе 19425-74 (проверен и продлен в 1985 году) регламентируется выпуск специальных двутавровых балок с наклоном внутренних граней полок:
- М – балки монорельсовые двутавровые, предназначены для обустройства подвесных путей, изготовления мостовых и козловых кранов. Уклон граней – не более 12°, сортамент – 18М, 20М, 24М, 30М, 36М, 45М;
- С – прокат, предназначенный для армирования шахтных стволов, угол наклона граней – до 16°, сортамент – 14С, 20С, 22С, 27С, 36С.
Сортамент горячекатаных двутавровых балок с параллельными гранями по ГОСТу 26020-83 или СТО АСЧМ 20-93
Эти нормативные документы немного различаются по сортаменту и характеристикам крупных профилей. В России на базах металлопроката, как правило, представлена продукция по СТО АСЧМ 20-93, особенно это касается профиля выше 16 номера.
Высота широкополочного двутавра колеблется в пределах 100-1000 мм, ширина полок – 55-400 мм, длина балок согласно ГОСТу 26020 – 6-24 м. Типы этой продукции:
- Б – нормальный;
- Ш – широкополочный, может использоваться без дополнительного закрепления, часто служит основой для укладки стального листа и железобетонных плит, сортамент широкополочного двутавра включает изделия высотой от 193 до 718 мм;
- К – колонный, имеет повышенную толщину стенок, используется для создания вертикальных опор, в качестве элемента стоек, имеющих различную геометрию;
- Д – дополнительная серия.
Сварной двутавр: особенности производства и преимущества
Применение сварной технологии позволяет получать более широкий, по сравнению с горячей прокаткой, ассортимент продукции. Перспективный вариант – бистальные балки, в которых напряженные элементы изготавливаются из более прочных и дорогих сталей. Для производства менее нагруженных элементов применяют более дешевые листовые малоуглеродистые стали. Экономия составляет 5%, по сравнению с изготовлением продукции только из высокопрочной стали. Технологией сварки получают балки – тонкостенные, усиленные, перфорированные, переменного сечения, разнополочные. Производство такой продукции осуществляется согласно ТУ производителя с ориентацией на сортамент балочного двутавра по ГОСТу 26020-83 и СТО АСЧМ 20-93.
Основные стадии производственного процесса:
- резка заготовок;
- сборка;
- сварка под флюсом, после которой в результате тепловых деформаций возникает грибовидный профиль;
- дополнительная обработка для исправления геометрии профиля.
Преимущества сварных двутавровых балок
- Продукция может изготавливаться любого заказанного размера, что обеспечивает практически безотходное производство.
- Размеры сечения могут быть переменными в зависимости от планируемых нагрузок, что позволяет снизить массу и стоимость конструкции.
- Использование сварного профиля дает возможность сделать архитектуру сооружений более разнообразной.
treydmetall.ru
Сортамент двутавров
Двутавры – это разновидность строительного материала, который используется для разных целей, но чаще всего для создания несущих конструкций. Это балка, которая делается из металла или дерева. Она имеет необычную форму сечения, благодаря которой и получила свое название. По виду двутавр очень похож на две буквы «Т», соединенные в нижней части, образуя букву «Н». Благодаря такой форме двутавры способны выдерживать колоссальную нагрузку, в десятки раз больше чем обычная балка или швеллер.
Для изготовления двутавров используется черная углеродистая сталь или низколегированная сталь. Сортамент двутавров просто поражает. Рядовой пользователь может запутаться, так как существует десятки изделий, которые отличаются по своему способу изготовления, ширине полок, характеристикам и другим особенностям. Чтобы разобраться во всем этом, нужно ознакомиться с сортаментом и выделить группы изделий, которые продаются в свободном доступе.
Классификация
Каждый должен знать, что существует две большие группы двутавров, которые уже делятся на всевозможные подгруппы. Эти две группы характеризуются способом изготовления:
- Двутавры, производимые методом горячего катания, которые являются монолитными.
- Двутавры, производимые методом сварки, состоящие из нескольких элементов, соединенных при помощи сварочного аппарата.
Именно с них можно рассматривать сортамент двутавров, прописанный в ГОСТ.
Сортамент горячекатаных изделий
Если говорить о сечении и их форме, то двутавры, производимые методом горячей катки можно разделить на такие виды:
- продукция, производимая с уклоном граней полок внутри, которые создаются по положениям, прописанным в ГОСТ в пунктах 8239.89 и 19425.74;
- изделия, у которых грани полок делаются параллельными относительно друг друга, соответствующие положением ГОСТ 26020.83.
Продукция имеющая уклоны внутренних полок
Если говорить об изделиях, которые производятся согласно нормативам ГОСТ 8239/89, то их допустимый уклон граней составляет 12% и не больше. Сортамент отличается точностью прокатки и делится на два вида, которые маркируются следующим образом:
- «Б» – двутавры повышенной точности;
- «В» – двутавры обычной точности.
Что касается балок, выпускаемых по ГОСТ 19425/74, то они делятся на два вида в зависимости от использования:
- «М» – для создания подвесных путей. При этом уклон внутренних граней продукции не должен превышать 12%;
- «С» – чтобы выполнять армирование шахтных стволов. В этом случае уклон полок может быть больше, до 16%.
Продукция с параллельными гранями полок
Существуют стандартные размеры такой продукции, изготавливаемой по методу горячекатания. Размерные параметры следующие:
- высота – от 100 до 1000 мм;
- ширина полки – от 55 до 400 мм.
К тому же такие изделия с параллельными полками делятся на следующие виды:
- «Б» – нормальные. Именно такие разновидности изделий нужны для сооружения построек с колоннами решетчатого типа.
- «Ш» – широкополочные. У такой продукции ширина полок идентична их высоте. Такие балки хорошо переносят сжимающую нагрузку в конструкции с небольшими колоннами. Сортамент двутавров широкополочных: таблица.
- «К» – колонные балки. Используются для колонн. Двутавр колонный: сортамент.
- «Д» – особые двутавры или дополнительной серии.
Кроме стандартов изготовления, прописанных в ГОСТ 26020/83, горячекатаные двутавры с параллельными гранями полок делаются согласно СТО АСЧМ 20/93. Это объясняет, почему размерные параметры в некоторых случаях могут не совпадать. Особенно это касается продукции с большими размерами.
Характеристики горячекатаной продукции
Особенность монолитных горячекатаных изделий в том, что они очень прочные на изгиб и на сжатие. Если использовать такие изделия в строительстве, то сдвиги, усадка, образование трещин в ходе эксплуатации не будут появляться.
Метод горячей прокатки является основным способом получения качественных двутавров. Это высокопроизводительный процесс, благодаря которому изделия получаются с высокой точностью и правильных размеров. Недостатком является то, что на поверхности могут быть окалины. К тому же производство данных балок выполняется на сложном и дорогостоящем оборудовании. Другой минус – ограниченность в размерах. Технология не позволяет выпускать длинные балки, которые можно делать методом сварки. Размеры и сортамент двутавров: таблица:
Что касается прочностных характеристик, то на них влияют следующие факторы:
- Марка стали, используемая для создания. Например, чтобы получить продукцию ответственного назначения, или которая будет предназначаться для эксплуатации в суровом климате, используется низколегированная сталь 09Г2С.
- Общая длина изделий. Логично, что чем длиннее балка, то тем меньшие у ее прочностные характеристики.
- Вид поперечного сечения, а именно, продукция с уклоном внутренних граней или параллельными гранями полок.
- Вариант монтажа балки и тип оказываемой на нее нагрузки.
Что касается недостатков горячекатаной продукции, то она следующая:
- Весь сортамент двутавров балочных имеет склонность к возникновению ржавчины. А это значит, что продукция нуждается в дополнительной защите. Сюда входит окрашивание или цинкование.
- Чем больше длина пролета, тем хуже несущие способности балки.
Сварные изделия
В некоторых случаях уместней использовать именно сварной двутавр. Такие изделия очень распространены в строительном деле. Их часто используют для создания жилых домов, объектов инфраструктуры, а также промышленных и общественных построек.
Его основное отличие в методе изготовления. Он делается из трех пластин, которые соединяются друг с другом методом сварки. Технология создания такого двутавра следующая:
- Стальные листы разрезаются на полоски нужного размера.
- Благодаря специальному станку, выполняется разделка кромки, которая улучшит провар изделий друг с другом.
- За счет использования спецтехники, заготовки укладываются на конвейер, где они правильно размещаются и фиксируются на месте.
- Следующий этап – сварка деталей флюсом. Работа выполняется на специальном станке, который оборудован комплектом сварочных головок. Они перемещаются по порталу.
Важно! Особенность создания двутавром методом сварки в том, что все происходит на автоматических линиях, а за качество изделий и их размеры отвечает лазерная система. Если она обнаруживает дефектные изделия, то они устраняются, после чего выполняется вторая проверка.
- Дальше выполняется правка, торцовка и сверловка изделий на станках, управляемых специальной программой.
- Изделия очищаются от ржавчины, остатков масла и грязи.
- В зависимости от требований, на них можно наносить краску.
Ниже перечислены преимущества, которыми обладает сварной двутавр:
- с учетом сферы использования, продукция может быть выполнена с переменной толщиной профиля, а для создания стенки и полок берется два вида стали. Одна из них дешевле, другая дороже и имеет перфорацию, благодаря которой уменьшается удельный вес. Такой подход позволяет сделать продукцию дешевле, при этом не теряя в ее прочности в участках с нагрузкой;
- двутавры с отверстиями имеют меньший вес, поэтому нагрузка на фундамент будет меньшая. Как результат, меньше средств на его создание;
- размеры сварных изделий могут быть самыми разными, в зависимости от требований заказчика;
- благодаря сварным изделиям появляется возможность создавать необычные архитектурные формы.
Сортамент продукции сварного типа практически ничем не отличается от горячекатаного. Здесь все те же марки: «Б» (обычный), «Ш» (широкополочный), «К» (колонный), и с параллельными гранями полок, которые изготавливаются по СТО АСЧМ 20/93 и ГОСТ 26020/83. К тому же фирмы принимают индивидуальные заказы, согласно чертежам от заказчика. А еще сортамент включает в себя двутавры с разными размерами полок.
Заключение
Сортамент двутавров довольно велик, как и разновидность изделий Это незаменимая продукция, если нужно сделать перекрытие кровли или возвести здание. Имея всю необходимую информацию о сортаменте, можно подобрать оптимальный вариант для своих целей.
Что еще почитать по теме?
Автор статьи:Сергей Новожилов — эксперт по кровельным материалам с 9-летним опытом практической работы в области инженерных решений в строительстве.
Понравилась статья? Поделись с друзьями в социальных сетях:Вконтакте
Одноклассники
Google+
proroofer.ru
ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок. Сортамент
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДВУТАВРЫ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ
С ПАРАЛЛЕЛЬНЫМИ ГРАНЯМИ ПОЛОК
Сортамент
ГОСТ 26020-83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ С ПАРАЛЛЕЛЬНЫМИ ГРАНЯМИ ПОЛОК Сортамент Hot-rolled steel I-beam with parallel flange edges. Dimensions |
ГОСТ
|
Постановлением Государственного комитета СССР по стандартам от 17 декабря 1983 г. № 6095 срок действия установлен
1. Настоящий стандарт распространяется на стальные горячекатаные двутавры с параллельными гранями полок высотой от 100 до 1000 мм и шириной полок от 55 до 400 мм.
2. По соотношению размеров и условиям применения двутавры подразделяются на типы:
К — колонные двутавры.
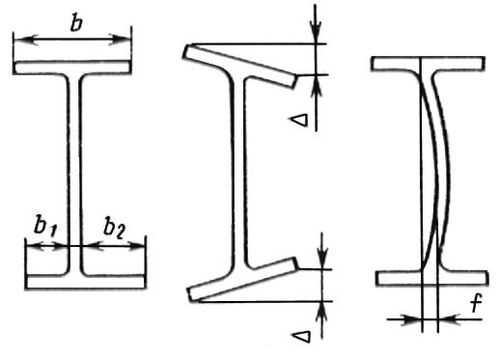
3. Поперечное сечение двутавров должно соответствовать указанному на черт. 1.
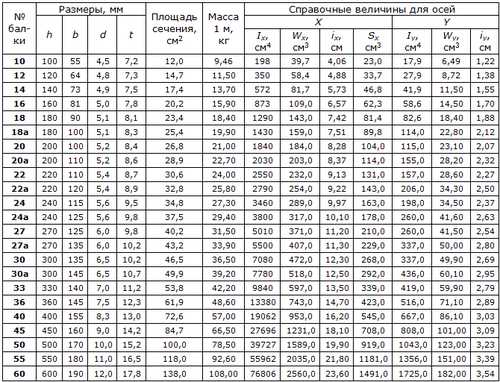
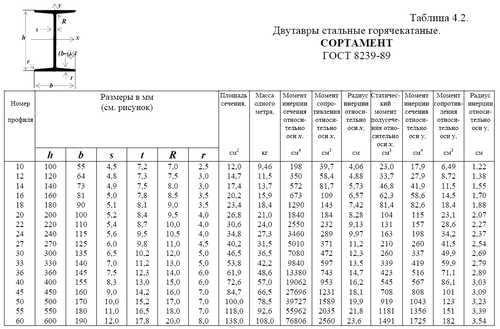
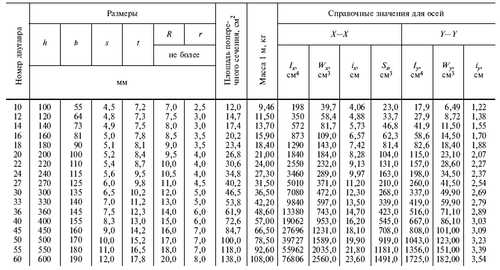
4. Размеры двутавров, площадь поперечного сечения, линейная плотность и справочные величины приведены в табл. 1.
5. Предельные отклонения по размерам и геометрической форме двутавров (черт. 1 и 2) не должны превышать величин, приведенных в табл. 2.
Обозначение к чертежу и табл. 1:
h — высота двутвара; b — ширина полки; s — толщина стенки; t — толщина полки; r — радиус сопряжения; I — момент инерции; W — момент сопротивления; S — статистический момент полусечения; i — радиус инерции.
Черт. 1
f — кривизна стенки по высоте сечения.
Черт. 2
znaytovar.ru