
Сварка дуговая ручная видео – Ручная дуговая сварка покрытыми электродами (видео)
Ручная дуговая сварка — видео и принцип работы сварочного аппарата
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается мобильностью и простотой в использовании, а также не требует никакого дополнительного оборудования. Чтобы познакомиться с техникой сварки и узнать все о методе “ручная дуговая сварка”, видео смотрите на нашем сайте.
Сущность процесса РДС
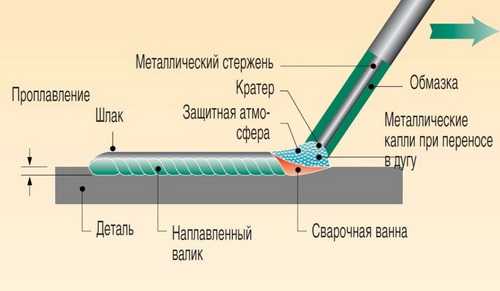
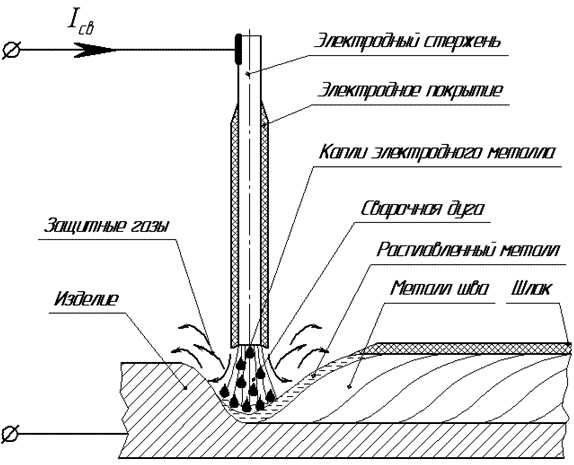
Сущность ручной дуговой сварки заключается в том, что свариваемый металл плавится теплом дуги, а зажигание, поддержание и перемещение дуги осуществляется ручным способом. Одним из элементов является металлический стержень, а другим – свариваемое изделие.
С помощью источника тока (переменного или постоянного) на кончике электрода образуется сварочная дуга, которая плавит сам электрод и изделие, образуя при этом жидкую сварочную ванну, из которой потом, по мере остывания, формируется будущий шов. Шов, при этом, покрывается шлаковой коркой, которую по окончании сварки отбивают молотком. Иногда сварочные швы требуют дополнительной обработки или зачистки. После просмотра различных видео-инструкций для начинающих, дуговая сварка станет понятным процессом.
Этот метод подходит для сварки углеродистых, низколегированных, конструкционных, высоколегированных, теплоустойчивых сталей. С его помощью, возможно, также резать и наплавлять металл. С использованием специальных электродов, возможно, производить сварку цветных металлов.
Как можно увидеть на видео, электродуговая сварка чугуна или нержавейки осуществляется на постоянном токе, а алюминия – на переменном токе.

Виды и методы РДС
Существуют следующие методы и виды ручной дуговой сварки: сварка «с опиранием обмазки» (дает большую глубину проплавления), сварка «пучком» (увеличивает производительность), сварка «ванным» способом (позволяет экономить электроэнергию и снижает расходы, используется для сварки стержней арматуры), сварка «трехфазной» дугой (обеспечивается стабильность горения дуги), а также сварка «наклонным» или «лежачим» электродом (служит для механизации процесса).
Сварочные аппараты, виды и принцип работы
Полезной будет информация для начинающих: дуговая сварка может осуществляться с применением совершенно разного оборудования: трансформаторных источников, выпрямителей, инверторов.
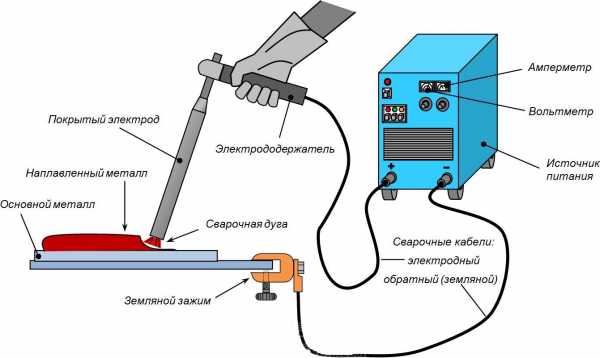
Любой сварочный аппарат – это, в первую очередь, источник сварочного тока, который необходим для получения и поддержания сварочной дуги. Принцип работы сварочного аппарата заключается в следующем.

В его корпус заключен силовой трансформатор, преобразующий ток из розетки (переменный) с высоким напряжением в сварочный ток (переменный или постоянный) с пониженным безопасным напряжением. С помощью трансформатора также происходит регулировка тока и формирование необходимой вольт-амперной характеристики.
Сварочный аппарат подключается в розетку (первичный ток), и в зависимости от напряжения (220/380 В), к вторичному току в разъемы на передней панели аппарата с помощью токовых наконечников подключается сварочный кабель. От типа применяемого источника будет зависеть, какой сварочный ток будет на выходе из аппарата. Он может быть переменным или постоянным.
Принцип работы сварочного аппарата постоянного тока основан на преобразовании переменного тока из сети, но, благодаря выпрямительному блоку в конструкции таких аппаратов, ток выпрямляется и становится постоянным.
Далее к кабелю присоединяются электрододержатель и клемма заземления (или массовый зажим на изделие). При сварке постоянным током количество тепла на электродах различное, поэтому в сварке введено понятие полярности. Как показано на видео, электродуговая сварка может производиться на прямой или обратной полярности.
Электрододержатель может быть присоединен как к «плюсовому» разъему (обратная полярность), так и к «минусовому» (прямая полярность). Какую полярность выбрать при сварке, зависит от толщины изделия и марки используемых электродов. Классический метод подключения – «плюс» на держатель. Массовый зажим надежно крепится на изделии или заготовках.

Достаточно распространен и способ крепления массового зажима к сварочному столу. Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
ДУГОВАЯ СВАРКА [электроды, видео уроки, советы]
[Дуговая сварка] – это такой прием сварки, при котором детали изделия нагреваются до температуры плавления путем воздействия электрического дугового импульса.
Вариантов проведения сварки масса, это сварка под флюсом, дуговая сварка в защитных газах, ручная сварка.
Методы электросварки
Дуговую сварку вручную проводят посредством переменного или постоянного тока в электродах, покрытых особой обмазкой.
Тот, кто руководит ходом сварки, своими руками переносит дугу вдоль краев металла, контролируя ход плавления и поднося электрод к обрабатываемому участку.
Для сваривания вручную чугуна можно смело пользоваться чугунным электродом. В диаметре он может составлять 6-15 мм. Лучшее решение – электроды малого диаметра и низкие токи.
Также для сварки чугуна вручную подходят электроды на медной или никелевой основе.
Если электрод содержит и никель, и медь, то он может использоваться для сварки чугуна уже без предварительного подогрева.
Для сварки чугуна, если края сварочного шва потом будут обрабатываться, не советуют использовать стальной электрод.
Сваривание под флюсом – способ механизированный. Он проводится посредством оголенной электродной проволоки.
Свариваемый участок предохраняется от взаимодействия с воздухом флюсом.
Это вещество вступает в реакцию с расплавленной поверхностью металла и изменяет его структуру, улучшая химические характеристики.
Флюсом называют сыпучий крупчатый состав. По назначению он может применяться при сварке разных типов стали, цветного металла и сплава. А по технологии производства он бывает плавленым и не плавленым.
В промышленных масштабах популярна автоматическая дуговая сварка под флюсом.
Автоматическая дуговая сварка отличается тем, что проволоку на участок дуги, перемещаемой вдоль кромок изделия, подает автомат.
Когда сварка под флюсом не полностью автоматическая, действует полуавтомат, то есть проволока подается автоматически, но своими руками переносится дуга.
На большой скорости производится многодуговая сварка. Существует сваривание, которое выполняется в три фазы, и сварка под флюсом посредством расщепленного электрода.
Чтобы восстановить изношенные элементы изделия, можно варить их под флюсом в оси.
Сварочный аппарат, которым необходимо варить под флюсом, бывает разной серии. Полуавтомат выпускается под сериями ПШ-5 и ПШ-54, а автомат – ТС-17М и АДС-1000.
Видео:
Почти ничем не отличается от сварки под флюсом плавка металла порошковой проволокой с помощью углекислого газа, поскольку металлический элемент приобретает те же свойства.
А дуговая сварка в защитных газах предполагает то, что участок дуги защищен от влияния воздуха специальным газом.
Это может быть газ вроде аргона или гелия или активный газ, например, реагирующий со структурой металла азот.
Чистый аргон активно используется как защитный газ, когда идет сварка по алюминию.
Во время сваривания по алюминию нужна регулировка частоты тока. Такую функцию как раз и имеют аргонодуговые аппараты.
Сложный процесс – сварка в аргоне чугуна. Большое содержание углерода делает его очень хрупким материалом, который трудно сварить.
При сварке аргоном чугуна применяют никелевые или бронзовые присадочные прутки.
Сварочный процесс под защитой газов ведется с помощью неплавящегося или плавящегося электрода.
Варить под аргоном предпочтительнее цветной металл, нержавеющую сталь или сплав.
Когда необходимо лишь слегка окислить в зоне дуги углеродистую или легированную сталь, то используют сварку под углекислым газом.
Если металл тонкий, то есть его толщина менее 3 мм, целесообразнее варить с помощью неплавящегося вольфрамового электрода.
Графитовый или угольный неплавящийся электрод необходим при сварке тонкого изделия толщиной полтора-два мм.
Действуя неплавящимся электродом, можно проводить сварку тонкого изделия своими руками.
Когда материал толстый, применяют сварку плавящимся электродом. Эти виды сварки подходят для стали толщиной более 0,8 мм, он гарантирует образование прочного и качественного соединения.
Использование плавящегося электрода требует полной автоматизации, или хотя бы понадобится сварочный аппарат-полуавтомат.
Широко используется импульсно дуговая сварка. Такое сваривание рекомендовано для тонкого металла, очень подходит алюминию.
Им легко варить потолочный или вертикальный шов, так как почти ничего не разбрызгивается и обеспечивается высокое качество сварки.
В отличие от стандартной процедуры сварки, данные виды сварки не приводит к деформации изделия. Здесь понадобится обычный аппарат и специальный агрегат для подачи импульсов.
Азы электросварки
Чтобы постичь основы дуговой сварки, надо иметь на руках аппарат для сварки и электроды.
В период обучения их понадобится много, какие-то просто испортятся, пока будут предприниматься попытки произвести сварку своими руками.
Самые подходящие электроды для дуговой сварки в период обучения составляют в диаметре 3 мм.
Электроды должны быть именно такой толщины, поскольку более тонкими выполняют сварку тонкого материала, что могут сделать только сварщики с опытом.
Также не стоит брать электроды более 3 мм толщиной, поскольку они могут дать большую нагрузку на сеть.
Сварка дугой для начинающих потребует терпения, но научиться правильно приваривать металлические детали и изделия из чугуна вполне реально.
Главное правило для начинающих — больше практики!
Видео:
Но чтобы начать уроки по свариванию с уверенностью, начинающим рекомендуется посмотреть обучающие видео по сварке, предложенные в нашей статье. Также необходимо усвоить советы по технике безопасности сварки.
Чтобы разобраться в специфике сваривания чугуна и разных металлических предметов, пройдите уроки на примере ненужного металлического куска.
Вблизи приготовьте ведро с водой. Не пробуйте варить электродом на деревянном предмете — техникой безопасности это запрещено!
Будьте бдительны, поскольку крошечные остатки примененного для сваривания электрода способны привести к возгоранию. Эти правила диктует техника безопасности при сварке.
В первую очередь, уроки, обучающие как правильно варить металлические конструкции, указывают, что обрабатываемая деталь в целях безопасности должна быть крепко зафиксирована зажимом «заземления».
А кабель, как говорит техника безопасности, нужно тщательно спрятать и убрать в электрододержатель.
Этот инструмент обеспечивает быструю смену электродов. Электрододержатель должен выдерживать повышенные нагрузки, элементарно собираться — это тоже диктуется правилами безопасности.
Главное условие — электрододержатель должен быть удобным в работе.
Простую конструкцию имеет электрододержатель винтового вида, при этом он весьма практичен. Максимальный показатель тока – 500А. Вес инструмента – 300-750 гр.
Электрододержатель можно соорудить и своими руками, соблюдая технику безопасности.
Потребуется кусок трубы из меди 25 см длиной. К ней с одного конца приваривается металлическая пластина в форме половины кольца, ее край должен быть загнут.
Видео:
На другом боку трубу нужно сплющить и просверлить небольшую дыру. Туда крепится наконечник кабеля, а потом на эту часть трубы устанавливают отрезок дюритового шланга.
Электрододержатель нельзя перегружать в течение работы по правилам техники безопасности, то есть нужно делать небольшие перерывы.
Когда электрододержатель зафиксировал электрод, включают сварочный аппарат, выставляя на нем коэффициент силы тока. Этот показатель должен быть равен цифре диаметра электрода.
После того как электрододержатель и сварочный аппарат подготовлены, можно испытать себя, то есть зажечь дугу своими руками и начать варить, соблюдая правила техники безопасности.
Электрод необходимо установить под определенным углом к металлическому предмету, по правилам этот угол обычно составляет примерно 60 градусов.
Теперь нужно не спеша провести электродом по металлу. Появились искры – пора затронуть металл электродом и немного поднять его, оставляя пятимиллиметровый зазор.
Дуга обязательно зажжется, если процедура проделана правильно. Не нужно забывать, что промежуток в 5 мм поддерживается в течение всей работы. Электрод постепенно выгорает, его передвигают неторопливо.
Если электрод стал прилипать, то его резким движением просто отклоняют в сторону. Когда дуга расстоянием в 2 или 3 мм не зажигается, добавляют мощность электрического тока.
Видео:
Необходимо попытаться сделать стабильную дугу, длина которой составляет от 3 до 5 мм между обрабатываемым элементом и краем электрода.
Если эти первые уроки для начинающих пройдены успешно, то можно попытаться правильно наплавить валик.
Дугу зажигают и медленно передвигают в горизонтальном направлении, совершая волнообразные движения. Плавящийся металл нужно как бы сдвигать к середине дуги.
В идеале появится ровный шов, на котором будут выступать небольшие волны материала наплавления.
Технология ручной дуговой сварки
Дугу правильно зажигают путем прямого отрыва электрода, когда произошло короткое замыкание, или скольжением по поверхности его края.
Технология сварки любого материла, в том числе чугуна, требует, чтобы электрод перемещался по трем направлениям.
Первый прием – постепенное движение по самой оси электрода. Это направление поддерживает стабильную длину дуги.
Длина дуги во время сваривания своими руками должна колебаться между двумя величинами – 0, 5 и 1, 2 диаметра электрода.
Если дуга будет чересчур маленькая, то шов сформируется плохо, и может возникнуть короткое замыкание.
Видео:
Если дуга будет слишком длинная, то снизится глубина провара, и сварочный шов будет хуже по механическим характеристикам.
Второй прием – движение электрода по длине оси валика, чтобы образовался шов. С какой быстротой совершается это перемещение, зависит от мощности электротока, размера электрода и времени его плавления.
Если не совершаются поперечные движения электрода, то шов будет тонкий, то есть его ширина составит 1,5 диаметра электрода. Такой шов предпочтительнее варить на поверхности тонкого листа.
Последний прием – техника движения электрода по ширине самого шва. Это необходимо, чтобы шов соответствовал необходимой ширине и глубине плавления.
Если по шву прошлись правильно, то его ширина будет составлять 1,5-5 диаметров электрода.
Сварка дугой также выполняется исходя из того, в каком пространственном положении расположен сварочный шов.
В нижнем положении важно, чтобы сечения проплавлялись полностью и не образовывались прожоги.
Если идет сваривание угловых швов, то нужно повернуть изделие на 45 градусов или пользоваться наклонным электродом.
Если сваривание выполняется своими руками в вертикальном положении, то на создание шва влияет стекание расплавленного материала.
Оттого швы по вертикали делают на подъем, тем самым обеспечивая нужную степень провара.
Правда эти виды сварки выполняются медленно и годятся только для тонкого изделия, что объясняется малой глубиной проплавления.
Чтобы правильно сделать потолочный или вертикальный шов, придется постараться. Чтобы расплавленный материал не вытекал из сварочной ванны, когда делаешь вертикальный или потолочный шов — его удерживают поверхностным натяжением.
Размеры сварочной ванны лучше уменьшить, выполнять сварку непродолжительными замыканиями так, чтобы потолочный рубец успевал немного подвергнуться кристаллизации.
Проделывать потолочный или вертикальный шов своими руками не всегда целесообразно, если необходимо сваривать тонкие металлические конструкции, вроде кузова автомобиля.
Для сваривания тонкого изделия лучше применить сварочный аппарат полуавтомат, имеющий ряд преимуществ.
Сварочный полуавтомат отличает малая площадь нагревания, не надо тщательно подгонять свариваемые детали. Полуавтомат требует использования углекислого газа, а он дешевле ацетилена.
К тому же, сварочный аппарат полуавтомат работает в 2 раза лучше, чем при работе сваркой своими руками.
Видео:
Аппарат полуавтомат для сваривания чугуна, железа или алюминия состоит из сварочного трансформатора и выпрямителя, кабелей, переносного блока, баллона с газом и редуктора.
Также полуавтомат оснащен держателем с кнопкой пуска. Отечественные виды – это оборудование марок А-537 и А-537У.
Аппарат полуавтомат потребляет много энергии, поэтому в целях безопасности перед работой с ним нужно проверить, до упора ли закручены сварочные кабели.
rezhemmetall.ru
сварка дуговая — Видео — HyTube.ru
Видео:
Профессиональное обучающее видео по электро дуговой сварке.
Ручная дуговая сварка электродм для начинающих. Кто научился варить ручником, тот с легкостью освоит др
В этом видио будет показана сварка для новичков(чайников),как ручной дуговой сваркой?заварить 32 трубу э
С чего начать и как научиться варить электросваркой начинающим сварщикам? В данном ролике мы покажем ве
Качественное видео-руководство от зарубежного сварщика, который раскрывает практически все азы и осноДанное видео рассказывает о физических свойствах сварочной дуги, металлургических процессах при дугов
В этом видео Вы узнаете все подробности и тонкости дуговой сварки. Профессиональный сварщик расскажет..
Подпишись на канал и ты узнаешь много нового: https://www.youtube.com/channel/UCuIQ6S9A23ISvRZN4xn0ieA «Урок сварщика» «Сварка элек
Подводная сварка или сварка под водой, в видео звучат фрагменты песен «Король и Шут» Аранжировка и испол
Купить сварочный инвертор Fubag: https://clck.ru/FXbRt Идеи и полезные советы от 220 Вольт: ✓ http://ok.ru/likevolt ✓ http://vk.com/likev

Тх — 01 — Дуговая сварка…

Оцените видео «НАНО АКВАРИУМ своими руками» — https://youtu.be/EgvocALYXc0СВАРКА НЕРЖАВЕЙКИ своими руками. СВАРКА НЕР…

Оцените видео «НАНО АКВАРИУМ своими руками» — https://youtu.be/EgvocALYXc0СВАРКА НЕРЖАВЕЙКИ. СВАРКА НЕРЖАВЕЮЩЕЙ И ЧЁР…

Оцените видео «НАНО АКВАРИУМ своими руками» — https://youtu.be/EgvocALYXc0СВАРКА. СВАРКА МЕДИ ЭЛЕКТРОДОМ своими рукам…

Оцените видео «НАНО АКВАРИУМ своими руками» — https://youtu.be/EgvocALYXc0СВАРКА АЛЮМИНИЯ ЭЛЕКТРОДОМ. СВАРКА АЛЮМИНИ…

Оцените видео «НАНО АКВАРИУМ своими руками» — https://youtu.be/EgvocALYXc0СВАРКА АЛЮМИНИЯ В ДОМАШНИХ УСЛОВИЯХ. СВАРКА…
hytube.ru
Видео ручная дуговая сварка
Темы: Ручная дуговая сварка, Сварка видео.
1. На нашем форуме можете смотреть онлайн (без регистрации и бесплатно) Ручная дуговая сварка, видео обучающее. На англ. языке с рус. субтитрами. Основы ручной дуговой сварки, теория и практика.
2.Ручная дуговая сварка, видео урок о сваривании электродами горизонтальных швов по толстому металлу, потолочных швов.
3. Ручная дуговая сварка, видео урок (краткий) о сваривании вертикальных швов.
4. Видео ручная дуговая сварка при пониженном напряжении до 140В сети. Используется инвертор MobiARC 160.
5. Заварка электродами отверстия топливного бака и проверка на течь.
6. Сварка электродами полуавтоматом «MobiMIG» при пониженном напряжении в сети 220В-140В.
7. Сварка электродами диаметром 3 и 4мм инвертором ЭлсвА ВД-160И, работа от генератора, и сравнение инвертора c французским IMS 1600.
8. Сварка стальных труб небольшого диаметра электродами (в ролике применяется инвертор ИИСТ-140).
Другие страницы сайта, относящиеся к теме »
Видео ручная дуговая сварка
:
- < Дефекты ручной дуговой сварки
- Разбрызгивание при ручной дуговой сварке электродами,способы снижения >
weldzone.info
Сварка трубы на просвет — видео о сварке труб ручной дуговой сваркой
Сварочные работы можно производить как дуговой сваркой, так и полуавтоматом. Каждый вариант имеет свои особенности. Но в любом случае стоит знать и помнить основные технические моменты. Каждый сварщик имеет опыт и личные наработки. Для того чтобы научиться варить собственными силами, любитель должен изучить не только письменные рекомендации, но и увидеть процесс своими глазами. Сварка трубы на просвет — видео сможет продемонстрировать особенности каждой части процесса.
Сварка труб ручной дуговой сваркой
Прежде, чем приступить к самому процессу, необходимо подготовить применяемые детали и материалы.
- Этот вариант предусматривает применение труб диаметром от 159 до 219-и. При этом толщина стенки всего 8 миллиметров.
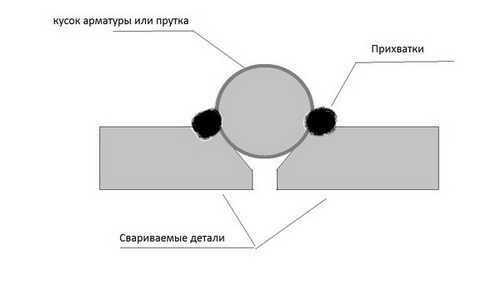
- В качестве дополнительных материалов можно использовать арматуру. В крайнем случае — проволоку.
- Сварочный аппарат.
- Электроды.

Процесс сварки труб на просвет
Качество сварки контролируется стандартами ГОСТ. Для того чтобы соблюсти стандарты ГОСТ, сварка труб должна производиться в определенной последовательности. В первую очередь, необходимо подготовить катушку.
Если вы применяете трубы с толщиной стенки в 8 миллиметров, тогда угол разделки краев должен быть от 60 до 70-и градусов. При этом ширина зазора между частями должна составлять от 2 до 2.5 миллиметров. Для того чтобы правильно выставить края деталей, можно воспользоваться небольшим куском электрода.
Прежде, чем начинать делать прихватки, необходимо подготовить вспомогательные материалы. Нам понадобится проволока или арматура. Для этих целей нужно нарезать прутья длиной не менее 15 и не более 20 миллиметров.
Если во время выполнения сварочных работ у вас закончатся заготовки, тогда нужно приостановиться и нарезать необходимое количество. Это позволит сохранить фаску нетронутой. Для трубы указанного диаметра нужно сделать 4 прихватки.
Важно помнить, что прежде, чем начинать сварочные работы, необходимо подготовить поверхность заготовок. Для этого очищается поверхность краев от посторонних веществ. Это грязь, ржа, нагар, жир и так далее.
На следующем этапе производится сварка корня. Для этого необходимо соблюдать правила при выполнении работ.
- Применяется обратная полярность.
- Используются только сухие и обязательно прокаленные электроды.
- Для сварки нужен минимальный ток. Но при этом сварочный аппарат не должен «захлебываться».
- Работы производятся только в закрытом помещении, в котором отсутствует сквозняк.
- Работать нужно только с короткой дугой.
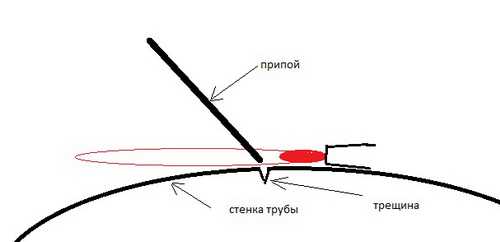
При сварке корня имеется одна особенность. На обратной стороне валика могут образовываться поры различной величины. Для того чтобы по ГОСТ сварка труб соответствовала всем нормам, необходимо подбирать специальную силу тока, которая позволит шву застывать за считанные секунды.
При нагревании металла появляется технологическое окно. Теперь следует равномерно расплавлять притупление. Расплавление производится с двух сторон. Во время сварки сварщик должен всегда видеть тех. окно. При этом нужно всегда поддерживать равномерный диаметр окна.
Оптимальная величина окна составляет примерно 3 миллиметра. Если диаметр тех. окна будет очень большим, тогда будет появляться большое количество пор, что негативно отражается на качестве сварки. Сварка труб ручной дуговой сваркой должна производиться без спешки. Шов должен быть ровным. Корень — это сварочный шов. Высота корня должна быть равной идентичной обратному валику. В основном, это от 0 до 1 миллиметра.
Сварка труб полуавтоматом
Для того чтобы качественно выполнить работу, необходимо учитывать множество мелких, но важных характеристик.
- Сила тока.
- Напряжение.
- Диаметр и скорость подачи проволоки.
- Полярность и иные характеристики.
Принцип сварки полуавтоматом практически идентичен дуговой сварке. Но стоит уделить особое внимание настройке всей аппаратуры. Если все настройки соответствуют особенностям технологического процесса, тогда шов будет ровным и практически незаметным.

Выполнение работ в домашних условиях
Для того чтобы выполнить все работы, необходимо соблюдать технологию производства всех необходимых мероприятий. При этом нужно учитывать особенности сварочного аппарата. Важно помнить о том, что нужно соблюдать порядок производства всех необходимых мероприятий.
Сварка трубы на просвет – видео сможет наглядно продемонстрировать особенности производства каждого отдельного технологического процесса. Нужно просмотреть несколько роликов, которые подготовили несколько мастеров. Только после этого вы сможете выполнить все сварочные работы качественно и довольно быстро.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru