
Токарная стамеска – Резцы по дереву для токарного станка: их назначение и виды
Стамеска. Виды и устройство. Заточка и работа. Применение
Стамеска – это плотницкий и столярный режущий инструмент, предназначенный для осуществления выборки в древесине. Его применение необходимо для решения широкого спектра задач. Стамески бывают – столярными, резными и токарными. Столярные используются для корректировки размера деревянной заготовки, резные для художественной резки, а токарные применяются в тех случаях, когда необходимо провести обтачивание древесины на токарном станке.
Что можно сделать стамеской
Этот инструмент является практически универсальным для выполнения работ по древесине. С его помощью можно:
- Сделать выборку углубления.
- Зачистить паз.
- Снять фаску.
- Нанести рельефную или контурную резьбу.
Возможности стамески во многом зависят от формы режущей кромки рабочего полотна. По принципу действия инструмент бывает ручного и ударного типа. Ручная стамеска врезается в древесину от давления, оказываемого на рукоять рукой мастера. Ударный тип погружается в дерево в результате нанесения ударов по рукояти, осуществляемых с помощью колотушки, киянки или резинового молоточка.
Конструкция инструмента
Стамеска состоит из двух основных элементов – полотна и ручки. Непосредственно само полотно имеет острое лезвие на торце, которое и осуществляет врезание в древесину. Хвостовик полотна заострен и внешне напоминает гвоздь. Он набивается непосредственно на рукоять. Сама ручка выполняется из дерева или пластика.
В классическом деревянном варианте на участке ее соединения с полотном устанавливается металлический колпачок, препятствующий разрушению торца в результате сильного давления. Если инструмент предназначен для ударной обработки заготовок, то на тыльной части ручки набито металлическое оголовье в виде кольца, предупреждающего растрескивание.
Форма и ее предназначение
Существует несколько десятков популярных форм стамесок, которые отличаются по удобству использования рукоятей, величине, ширине и изгибу режущего полотна, а также остроте кромки. К самым распространенным формам можно отнести:
- Прямая.
- Косая.
- Радиусная.
- Скобчатая.
- Угловая.
- Клюкарза.
Прямая
Стамеска имеет плоский профиль режущей кромки. Такой резец может иметь различную ширину. Его предназначение заключается в обеспечении ровного аккуратно среза с достижением идеально плоской поверхности. Инструмент позволяет делать углубление с прямым дном, а также убирать излишнюю поверхность древесины на внешней стороне заготовки.
Работать с прямой режущей кромкой, даже при достаточной остроте, довольно трудно. По этой причине большинство предлагаемого заводского инструмента с такой поверхностью является ударным, что позволяет проводить выборку без использования собственной мускульной силы.
Косая
Стамеска благодаря наличию скошенного угла атаки режущей кромки обеспечивает более эффективное и легкое врезание в дерево. В результате существенно ускоряется процесс выборки. Зачастую инструмент применяют для грубой работы, после которой будет проводиться чистовая обработка. В большинстве случаев, данный тип применяется для создания углублений, к при
Радиусный или полукруглый
Тип представляет собой инструмент, режущая кромка которого изогнута в форме полукруга. Его использование позволяет проводить аккуратное заглубление. Подавляющее большинство резцов для фигурной обработки сделаны именно в этой форме. Радиусный инструмент эффективно углубляется в древесные волокна, при этом, не позволяя заготовке растрескиваться. С помощью такой режущей кромки можно с легкостью осуществлять резьбу по неровному контуру, не имеющих прямых или острых углов.
Скобчатый или коробчатый
Тип стамесок представляет собой прямую режущую кромку с бортиками различной высоты. Они применяются для проведения узкой выборки по ровной линии, не позволяя трещинам расходиться в сторону. Такой инструмент применяется гораздо реже, чем круглые, косые или прямые лезвия. Угол между режущей кромкой и боковыми бортиками, прямой.
Угловая
Стамеска имеет специфический профиль в виде угла. Его форма является V-образной. Сам угол в различных исполнениях составляет от 60 до 90 градусов. Подобный инструмент применяется для назначения контура будущей выборки. Также его можно встретить в проведении рельефной и контурной резьбы. Заточка V-образной режущей кромки требует особого мастерства, поскольку неравномерное снятие фаски на профиле приводит к различию высоты щек.
Клюкарза
Является самым необычным инструментом данного типа. Она имеет продольный изгиб лезвия, размещенный ближе к режущей кромке. Данный тип применяется для ручной выборки древесины в углублениях, когда обычный ровный профиль не способен обеспечить достаточный захват для среза.
Клюкарза может иметь как плоскую, так и скругленную форму режущей кромки, что существенно расширяет возможности применения. Такой тип стамесок является необходимым для врезания замка в дверное полотно. Начало работы проводится обычным прямым инструментом, а при осуществлении уже достаточного углубления мастер переходит на клюкарзу. Угол атаки изогнутого профиля более приемлемый для контакта с древесиной в глубоких впадинах. Это препятствует образованию сколов на верхних слоях заготовки, что случается при использовании ровного полотна.
Как затачивается стамеска
Для того чтобы инструмент обеспечивал качественный срез с минимальными усилиями необходимо обеспечить его правильную заточку. Работа тупой стамеской опасна, поскольку существенно увеличивает риск травмоопасности.
Для комфортной работы угол заточки должен быть в пределах от 20 до 35 градусов. Обычный инструмент преимущественно затачивают под 25 градусов, а очищающий под 20 градусов. Чтобы добиться качественного результата, важно применять ровный камень. Сточенный за годы брусок является малопригодным и не позволит добиться бритвенной остроты.
Для того чтобы добиться бритвенной остроты необходимо использовать как минимум три типа брусков. Сначала работа должна выполняться на крупнозернистом камне, после чего потребуется перейти на средний, а заканчивать лучше на бархатном бруске минимальной зернистостью. Такая очередность позволяет добиться зеркальной поверхности.
Ручное затачивание дает значительно более качественный результат, чем работа на наждаке. Использование наждачного станка приемлемо лишь в тех случаях, когда следует снять имеющиеся зазубрины на полотне, чтобы выровнять его режущую кромку, перед непосредственным началом ручной правки.
Во время затачивания необходимо водить лезвием назад и вперед. При этом желательно смазать камень специальным маслом, или замочить несколько минут в обычной воде. Продолжительность заточки зависит от качества стали стамески и жесткости камня. Обычный точильный брусок справляется с задачей за 10-20 минут, в то время как алмазный выполнит работу в несколько раз быстрее.
Превосходного результат можно добиться при использовании специального фиксирующего станка, который позволяет закрепить профиль стамески под правильным углом. Благодаря этому исключается вероятность виляния поверхности. Каждое возвратно-поступательное движение будет обеспечивать правильный съем металлических опилок для достижения нужной остроты.
Если стамеска будет использоваться в качестве режущего инструмента высокой точности, необходимо добавить микрофаску. Для этого после завершения точения на мелкозернистом камне следует выставить лезвие под углом 5 градусов к бруску финальной обработки и сделать несколько возвратно-поступательных движений. Этого будет более чем достаточно, чтобы на рабочем кончике появился миниатюрный скос, едва заметный для глаз.
При средней интенсивности использования инструмента затачивания обычно проводится не чаще двух раз в год. Профессиональные резчики, которые используют высококачественные стамески из твердой стали делают это не чаще, поскольку рабочая кромка хорошего полотна практически не притупляется.
Нужно отметить, что на рынке предлагается довольно много электрических станков для заточки, которые позволяют всего за несколько минут сделать лезвие острым. Такое оборудование обычно используют любители, поскольку при отсутствии должных навыков вручную добиться оптимальной остроты довольно сложно. Профессиональные резчики предпочитают ручную заточку, поскольку в этом случае удается добиться более качественного результата.
Рекомендации по уходу за стамесками и их хранении
Стоит отметить, что инструмент делается из твердой стали, которая подвержена коррозии, поэтому нередко рабочее полотно вместе с лезвием покрывается ржавчиной. При проведении заточки налет из режущей кромки убирается, но остается на остальной поверхности полотна. В результате инструмент гораздо хуже углубляется в древесину, а кроме этого пачкает ее.
Чтобы избежать этих проблем нужно протирать новый инструмент после каждого использования убирая с него влагу, что позволит сохранить его блестящим. При появлении коррозийных пятен и необходимости шлифовать. Также важно хранить инструмент в сухом месте. Если в мастерской наблюдается избыточная влажность, то стамески можно укладывать в герметичные боксы или специализированные ящики, которые ограничат контакт с паром и конденсатом.
Похожие темы:
tehpribory.ru
105 фото инструмента для обработки и резьбы по дереву
Каждый из нас встречался со стамеской в быту хотя бы раз или, на худой конец, слышал что-то про неё. Но, если это название для вас не знакомо или малоизвестно: самое время прочитать данную статью, которая поможет разобраться в нюансах покупки и использования данного инструмента.

Краткое содержимое статьи:
Что это такое
Стамеска – специальный инструмент для работ по дереву, но в некоторых случаях может использоваться для обработки материалов из пластмассы, кожи и даже металла. Она состоит из двух частей:
- плоский стальной стрежень, обязательно с режущим острым лезвием;
- ручка, выполненная из дерева или пластмассы.

Столяры и плотники используют набор стамесок для снятия фасок, удаления материала из гнёзд после их выдалбливания или, например, подрезки древесины во время обработки предметов мебели.

Распространённые технические характеристики
- длина клинка составляет примерно 125-150 мм;
- ширина также варьируется от 3 до 50 мм;
- заточка бывает разнообразная, чаще всего под углом в 25-30.
Не стамеска, но очень похоже
Во время поиска в интернете по запросу «фото стамески» многие пользователи сталкиваются с неточностью предлагаемых изображений. Вместо необходимого инструмента на фото может находиться совершенно другой, очень похожий на первый взгляд предмет – долото – поэтому стоит разобраться, в чем разница между этими вещами.

Что такое стамеска и как она выглядит, мы уже разобрались, поэтому сразу перейдём к описанию второго инструмента и различиям между ними.

Долото также является столярным или плотницким инструментом для работ по дереву. Оно состоит из металлического бруса и рукояти, конец которой имеет специальное обжимочное кольцо, защищающее её от раскола при ударах во время эксплуатации.

В этом и заключено главное различие инструментов – способ их использования:
- со стамеской необходимо совершать действия только руками, в редких случаях можно прибегнуть к помощи киянки;
- при эксплуатации долота мастеру дополнительно требуется какой-либо ударный инструмент, чаще всего – молоток.

Делаем вывод: долото и стамеска – это разные, пусть и схожие на первый взгляд, инструменты.
Виды стамесок
Вот мы и подобрались к разновидностям инструмента.

Стамески для резьбы по дереву
Из названия становится ясно, что инструменты данного вида используются для ручных работ по древесине лёгких пород, к таким относятся, например, ель и ива, ольха и липа, тополь и осина.

Для твёрдых пород дерева (берёза, дуб, яблоня и тому подобные) рекомендуется использовать иные виды стамесок.

Токарные стамески
Используются для ручной обработки детали, которая вращается в специальном станке. Стамески имеют длинную толстую ручку и непосредственно сами резцы. Именно благодаря такому строению инструмента с ним можно спокойно работать на безопасном расстоянии от станка с вращающейся деталью.

Столярные стамески
Имеют характерную форму конца лезвия и специальную режущую кромку, что удобно для работ по твёрдым материалам. Чаще всего с их помощью вырезают сравнительно небольшие части и кусочки, а также производят вогнутую продукцию.

Иная распространённая классификация
Плоские стамески, которые делятся на классические, из-за длины в 15 см, и укороченные, так как их длина равна 8 см.

Полукруглые стамески на сегодня получили самое большое распространение. Главной характеристикой при выборе является радиус окружности, которую способен очертить инструмент. Здесь цифра варьируется от 0,25 мм до 1 м.

Подвиды:
- закрытые, из-за формы, которая напоминает полукруг;
- полуоткрытые, так как их длина равняется одной трети окружности;
- отлогие, при условии, что длина инструмента ещё меньше.
Гейсмусы или, если по-простому, угловые стамески. Их разновидности отличаются размерами углов (30-120), а также высотой стенок (1 мм – 12 см).

Выбираем инструмент правильно
Чтобы найти необходимую именно вам стамеску и не ошибиться с выбором, стоит обратить внимание на несколько пунктов:
- какое качество стали у предполагаемого инструмента;
- удобная ли форма ручки;
- правильно ли заточено лезвие и насколько оно твёрдое;
- длина стального стержня, ведь чем она короче, тем прочнее инструмент;
- обжимное кольцо должно быть гладкое, без острых заусенцев;
- соответствие размера и формы.

Если вы собираетесь работать с твёрдыми породами дерева, то идеально подойдёт кованая стамеска, так как она имеет утончённое, но толстое перо по отношению к режущей кромке.

Для работ с более мягким деревом лучше воспользоваться вырубной стамеской, так как её перо гораздо меньше, чем у кованой.

Для чистовой обработки деталей, а также для создания черновых пазов и гнёзд, применяют штампованную стамеску, которая отличается широкими боковыми гранями.

Рекомендации по применению
Работа стамеской – процесс нелёгкий, даже трудоёмкий, где многое зависит от силы надавливания на инструмент. Изредка бывает, что необходимо воспользоваться киянкой, столярным молотком, выполненным из твёрдых сортов древесины. Это нужно тогда, когда ручных сил недостаточно.

Но использовать тандем «стамеска + киянка» необходимо только для долбежки, а для других процедур предпочтительнее работать исключительно стамеской.
Предварительные процедуры
Перед непосредственным началом работы нужно нанести разметку необходимой формы для гнезда, иного отверстия. Инструмент и его размеры подбираются исходя из предстоящего объёма работ.

Лучше взять стамеску в левую руку, а киянку расположить в правой, и аккуратными, лёгкими движениями начать постукивать, совершая углубления в древесину или иной материал.

Начало работы
На древесную заготовку необходимо нанести карандашный набросок, затем по контуру с помощью ножа для резьбы проделать углубление, и только после чёткой разметки всех линий контура можно переходить к использованию самой стамески.

Существует несколько техник резьбы, освоив которые можно не бояться совершить одно неверное движение и загубить всю работу.

Обрезка
Работа выполняется вдоль древесных волокон, и чтобы избавиться от неровностей, появившихся во время движений, применяют стамеску. Она должна быть направлена вверх не заточенной поверхностью и контролироваться двумя руками.

Когда необходимо совершить обрезку, одной рукой держат рукоятку, другой – полотно, важно помнить, чтобы большой палец указывал в сторону рукояти. Плоская грань направляет действия мастера, а само приспособление можно немного поворачивать.

Боковая резьба
Чтобы получить паз в прямоугольном виде, лучше воспользоваться плоскими приспособлениями. Здесь правильно работать инструментом поперёк волокон дерева, удерживая её так же, как, собственно, при обрезке. Помним, что режущая грань к поверхности должна быть под углом.

Необходимо совершить несколько надрезов подобным образом, затем полностью выбрать паз и повторить манипуляции столько раз, сколько потребуется для достижения нужного уровня.
Обрезка концов
Инструмент необходимо взять иначе: рукоять в одной руке и меж пальцами, большим и указательным, другой зажать лезвие. Обрезку концов начинают с любого дальнего угла, а направление движения стамески происходит по принципу вперёд и вниз.
Осталось ответить лишь на вопрос о том, как заточить стамеску.

Наиболее удобный и оптимальный угол затачивания равен 25, если угол будет меньше, то острое лезвие быстро износится. Старинный способ – с помощью точильного камня или бруска.

Более новый способ – с помощью абразивного станка. Выбрав необходимый угол и зафиксировав лезвие в башмаке, его шлифуют со скошенной стороны, изредка переворачивая влево-вправо. После успешной заточки стамески нагретый металл охлаждают водой.

Фото стамесок






































Также рекомендуем посетить:
zdesinstrument.ru
полукруглая, профессиональная, для токарного станка, резьбы, видео-инструкция как сделать своими руками, какой угол заточки, фото и цена
Все фото из статьи
Стамеска является инструментом, служащим для работ по различным материалам, в том числе и по древесине. На данный момент специалистами может применяться электро-стамеска по дереву, ее традиционный ручной вариант либо резец для токарных станков.
Само слово пришло к нам из немецкого языка. В нем термин «Stemmeisen» означает «выдалбливание».

Этот инструмент используют все столяры и плотники.
Разновидности ручного инструмента
Ручная стамеска применяется плотниками и столярами уже многие сотни, если не тысячи лет. Служит она для выборки углублений в дереве, очищения пазов, выборки фасок, а также для контурной и рельефной резьбы.
Состоит традиционный инструмент из оголовка ручки, самой рукояти, колпачка, полотна и лезвия. Такие приспособления, как долота, ложкорезы, клюкарзы по сути также являются стамесками.
Описываемый инструмент возможно классифицировать по методу его продвижения, конфигурации рукояти, полотна и лезвия, размерам и прочим характеристикам. Основное разделение стамесок происходит по принципу работы (способ продвижения), а также по форме их лезвий.
Она может быть продольной либо поперечной. При этом зачастую приспособление классифицируют одновременно по этим двум величинам.
Классификация приспособлений по их поперечной форме

На фото типы стамесок по поперечной форме.
Исходя из формы торцевого (поперечного) профиля полотна инструмента существуют такие его разновидности:
- Радиусные составляют 95 процентов всего массива резцов. Могут называться: отлогие, полукруглые стамески для резьбы по дереву, полу-плоские. По сути — это стамески, поперечное сечение профиля которых является частью круга.
Обратите внимание! Модель, маркированная, как 20/2(1), имеет ширину полотна в половину окружности диаметром 20 мм (20/2). Последнее число означает толщину лезвия в 1 мм.
- Плоские резцы обладают прямым (плоским) поперечным профилем. Они могут различаться по толщине и ширине полотна, а также форме лезвия – оно бывает прямым и косым.
- Скобчатые, они же коробчатые резцы – это прямые (плоские) стамески, имеющие бортики различной высоты.
- Уголковый инструмент имеет профиль в виде литеры V или угла. Его размер определен высотой сторон угла полотна либо величиной угла, заключенного между сторонами, в градусах. Как правило, это 60-90°.
Виды инструмента по продольной конфигурации

Полукруглые обратные клюкарзы.
Исходя из формы бокового, иными словами – продольного профиля полотна, существуют такие стамески для резьбы по дереву своими руками:
- Прямые резцы имеют соответственно совершенно прямое полотно, у которого нет изгибов.
- Клюкарзы обладают крутым продольным изгибом лезвия. Он начинается ближе к окончанию полотна. Клюкарза может быть плоская, полукруглая, обратная и т.д.
- Изогнутые резцы обладают продольно изогнутым лезвием. В отличие от предыдущей разновидности инструмента, у них согнуто все полотно.

Изогнутый резец.
При помощи озвученной классификации выделены основные типы ручных стамесок; однако существуют и прочие их разновидности, например, имеющие заточку с обратной стороны. Их так и называют – обратные стамески.
Что учесть при выборе

Кованые стамески.
Полотно стамески может быть сделано из кованного, вырубного либо штампованного металла.
- Кованый инструмент обладает утонченным пером относительно режущей кромки лезвия. Однако оно толще, чем у прочих разновидностей. Это дает возможность применять резец для обработки твердых пород древесины.
- Вырубные аналоги обладают пером, которое гораздо меньше кованного. Они удобны для точной обработки мягких сортов древесины.
- Штампованные резцы имеют широкие боковые грани.
Три важнейших качества, которым должна отвечать хорошая стамеска, выглядят так:
- общая прочность;
- стойкость заточки;
- надежность рукояти.
Обратите внимание! Прочный инструмент состоит из добротной рукояти и полотна, сделанного из качественной стали. Соответственно, они должны быть хорошо обработаны и скреплены друг с другом.

Внимательно изучите все данные на упаковке инструмента.
Качество резки и стойкость заточки зависят от марки стали полотна и лезвия.
Имеет значение и его форма, в том числе — угол заточки стамески по дереву.
- Металл должен быть вязким и твердым. Лучшие резцы делаются из легированной хромованадиевой стали (маркировка на полотне «хром–ванадий», «ХВГ», «CrV», «С-105-W/2»).
- Цена углеродистой стали меньше (маркировка на полотне «drop forged», «У-7», «У-8»), но она достаточно хрупкая, поэтому быстро ломается.
Обратите внимание! Иногда попадаются подделки, полотна которых маркированы, как «хром-ванадий». Их можно отличить по подозрительно низкой стоимости и отсутствию реквизитов компании-производителя.
- Рукоять резца должна иметь на торце стальной колпачок. По нему работник стучит молотком либо киянкой. Вследствие таких ударов дерево нередко ломается. Исходя из этого инструкция рекомендует приобретать инструмент с ручками из вязкого пластика.

Стамеска класса «Профи».
- Деревянные и пластмассовые ручки ведущие производители классифицируют как «Евро» и «Мастер». Профессиональные стамески для резьбы по дереву маркируются как «Профи» и часто дополнительно оснащаются резиновыми вставками. Они не дают руке скользить и повышают удобство хватки.
- Ширина лезвия у разных моделей резцов равна 4-50 мм. Данная величина проставляется в маркировке. Стамески, имеющие широкую рабочую часть, оптимальны для создания углублений и пазов, снятия слоев дерева, строгания. Узкие инструменты применяются для тонких видов работ: вырезания узоров, рельефной обработки дерева и пр.
Инструмент электрический

Электростамеска с набором полотен.
Электрическая стамеска является комбинацией резца и миниатюрного станка для работ по древесине.
Конструкция и принцип работы
Многие строители знают электрическую стамеску как механический либо пневматический шабер. Работает она по такому же принципу, что и отбойные молотки.
Насадки для такого инструмента, по сути, являются полотном с лезвием (прямым, уголковым, полукруглым), фиксируемым на рукояти с приводом (мотором). Обычно устройство комплектуется несколькими разными насадками. Обслуживать их надо так же, как лезвия ручных стамесок: держать в рабочем состоянии, по мере необходимости править либо перетачивать.
Производители выпускают электрические стамески различных размеров, поэтому их можно применять для самых разных типов работ. Компактные модели легко удерживаются одной рукой, ими удобно обрабатывать небольшие детали и предметы.
Крупногабаритный инструмент можно использовать для обработки целых стволов, вырезания больших скульптур и пр.
Сферы применения

При помощи этого инструмента можно вырезать скульптуры.
- Электро-резаки используются для работ по твердым и мягким сортам дерева, а также для обработки наростов на нем — сувелей, капов.
- Они упрощают и убыстряют обработку древесины, дают возможность снимать больше материала за меньший промежуток времени, прилагая минимум трудозатрат.
- Электро-стамески используют как столяры, так и плотники — для вырезания пазов, снятия полов и прочих работ.
- Нередко такой инструмент применяется при осуществлении черновых операций. Окончательная же обработка происходит с помощью ручных стамесок.
Обратите внимание! Устройство, особенно крупногабаритное, крайне желательно зафиксировать. Так оно в процессе работы не будет двигаться; таким образом, работник не будет срезать больше необходимого.
Токарные стамески

Работа на токарном станке при помощи стамески.
Стамески для токарного станка по дереву имеют разную форму, их полотна насаживаются на удлиненные рукояти. При работах же с кареткой применяются резаки, не имеющие ручек. Делятся станочные инструменты на обдирочные, отделочные и специальные.
Основные их типы таковы.
- Отрезная стамеска служит для выбирания желобков, канавок и резания заготовок на элементы.
- Плоский аналог имеет скошенное лезвие и предназначен для обработки чистовой.
- Обдирочный инструмент нужен для черновых работ.
- Желобчатый резак служит для вытачивания фасонных поверхностей и выборок, например, на торцах заготовок.
- Плоская стамеска-шабер необходима для грубой обработки древесины.
Обдирочные резцы — рейеры имеют полукруглую (желобчатую) форму и используются для черновой обработки деревянных элементов. Ширина лезвия 4-30 мм, длина плотна до 30 см.
Точатся рейеры с выпуклой части полотна в полуовал. Угол скашивания лезвия составляет 25-30 градусов. Помимо черновых операций, такие резцы применяются для вытачивания вогнутых форм, а также выбирания внутренних полостей в ходе лобового точения.
После обработки элемента полукруглым резцом поверхность его остается шероховатой.

Резаки–мейсели.
Для выравнивания заготовки и удаления шероховатостей используются отделочные ножи-косяки (мейсели). Затачиваются они под углом в 20-25 градусов с обеих сторон. Угол среза у рабочей части составляет 70 -75°, в ширину она равна 5-50 мм.
Угловая заточка лезвия позволяет работать его серединой, когда нужно точить прямые либо выпуклые плоскости. Применяя острый угол, мейселем осуществляют чистовую обработку профильных поверхностей, подрезают торцы заготовки. Используя угол тупой, точат элементы и создают закругления.
Стамеска-скребок, имеющая прямое лезвие и одну фаску, помогает точить углубления, обладающие прямыми углами. Подобный инструмент используется для лобового точения, для создания шипов круглой формы либо подравнивания цилиндрических заготовок.
Фасонная стамеска для резьбы по дереву в виде крючка, кольца используется для вырезания выемок, внутренних полостей, точения внешних сечений нужного профиля.
Вывод
Стамески, предназначенные для обработки дерева, очень разнообразны по форме, размерам, материалам изготовления. Сфера их применения многообразна и охватывает многие области плотничного и столярного дела (см.также статью «Шлифмашинка по дереву – ленточные, плоскошлифовальные, эксцентриковые, углошлифовальные модели»).
Видео в этой статье продолжит вас информировать по ее теме.
rubankom.com
Стамески по дереву – как выбрать, изготовить или заточить? + видео
Стамески по дереву – это класс ручного столярного инструмента. Используются приспособления, в основном, для работы с натуральным материалом, но могут применяться и для работы с металлом, кожей, пластмассой и т.п.
Как сделать стамеску из подручных материалов?
Название этого приспособления произошло от немецкого слова Stemmeisen, которое переводится, как «долбежный инструмент», «инструмент для выдалбливания». Под этим термином подразумевался тонкий, продвигаемый руками, без использования киянки, инструмент. В Россию этот термин пришел, предположительно, при Петре I и означал приспособление, которое сейчас попадает под определение «долото», т.е. предмет для долбления.
Состоят стамески для резьбы по дереву из ручки и металлического полотна. В недалеком прошлом, когда чаще все приходилось не покупать, а «доставать», многие умельцы делали такой предмет хозяйства для себя сами. Кроме того, не всегда можно было найти инструмент, необходимый «здесь и сейчас». Изготавливать полотна под самодельные стамески можно из списанных пил с любой пилорамы. Годятся как дисковые, так и плоские полотна. Из куска пилы болгаркой вырезается заготовка, затем обрабатывается, затачивается, далее насаживается ручка.
Есть мастера, делающие полотно из наружной обоймы подшипника. Для этого обойма разрезается на две части, нагревается до оранжевого цвета и выпрямляется молотком на наковальне. Из полученной пластины выходят две заготовки. Как сделать стамеску с закругленной режущей кромкой, станет понятно, если взглянуть на трубу. Придется резать закаленный металл, а поэтому, пользуясь болгаркой, необходимо помнить, что при большой скорости и непрерывной резке может произойти отпуск металла, так что нельзя допускать перегрева заготовки.
Заточка стамесок, то есть их режущей кромки, должна производиться на наждаке, на малой скорости, при периодическом смачивании водой. Нельзя допускать перегрева металла, иначе вся заготовка будет безнадежно испорчена.
Виды стамесок по принципу работы
В настоящее время инструментальные заводы выпускают, а многочисленные магазины продают огромное количество обсуждаемого инструмента. По принципу работы выделим следующие виды стамесок:
- те, которыми режут без помощи дополнительных инструментов, используется только сила рук; такие приспособления изготавливаются небольших размеров, с более тонкой металлической частью; работать ими можно по любому дереву, удобно вырезать мелкие детали и узоры.
- варианты большего размера, которыми можно работать за счет усилия рук, а при необходимости можно использовать киянку; на ручку таких стамесок надевается металлическое кольцо, а киянки можно применять деревянные, резиновые и полиуретановые.
- разновидности, которыми работают только с помощью киянки, обычно такие стамески бывают больших размеров; обрабатывают ими дерево твердых пород, ручка стамесок обязательно закольцовывается, иначе она быстро выйдет из строя.
К последнему виду относится и электростамеска. Такой инструмент – многофункциональный, его можно использовать в работах по реставрации или ремонту мебели, для снятия старой краски или ковролина с пола и т.п. Стамеска электрическая имеет удобный, «под руку», корпус, небольшой вес, точечную подсветку. Инструмент можно использовать в труднодоступных местах. В комплекте поставляются насадки разных размеров и форм. В комплекте к аккумуляторным вариантам прикладываются «зарядники».
Стамески по дереву и для токарного станка
Особые, специфические инструменты изготавливаются для резьбы по дереву, с их помощью мастера создают уникальные панно, гравюры по дереву и линолеуму. Набор стамесок для таких работ выпускают с самыми разнообразными формами режущих кромок. Есть ложкорезы, полотна их делаются изогнутыми по всей длине, предназначены они для выборки круглых глубоких впадин в дереве. Название свое получили из-за того, что первоначально использовались для изготовления ложек, мисок, черпаков и другой кухонной утвари. Сейчас нашлось и более широкое применение, однако комплекты посуды и ложек с хохломской росписью до сих пор популярны.
Для изготовления большого количества однотипных изделий используются токарные станки по дереву. Стамески для токарного станка могут быть ручными и суппортными (резцы). Ручной инструмент должен иметь длинную и толстую ручку, которая позволяет крепко держать его и работать на достаточно безопасном расстоянии. Направление и сила резания определяются рукой мастера. Суппортные стамески делаются значительно короче и не имеют ручки. Подача и скорость осуществляется через суппорт, привод может быть механическим или электрическим. Токарные резцы можно купить в магазинах как поштучно, так и в комплекте. Выпускаются наборы инструмента для токарных станков самых различных размеров и модификаций. И по разным ценам, в зависимости от способа и качества изготовления металла и самого инструмента.
Выбираем набор стамесок на все случаи жизни
Перед приобретением стамесок, прежде всего, нужно определиться, для чего они нужны. Если это приобретение для одноразовой работы (ремонт окон в квартире), можно купить недорогой набор, который не потребуется несколько ближайших лет. Если резьба по дереву – дело всей жизни, то к выбору инструмента нужно отнестись со всей ответственностью. По способу изготовления стамески бывают кованые, вырубные и штампованные. Кованые имеют полотно толще, что позволяет работать с более твердыми материалами.
Вырубные позволяют выдержать высокую точность при работе с материалами меньшей плотности и твердости. На штампованные стамески необходимо устанавливать упорные шайбы, чтобы ручки не «садились» на хвостовик при ударах киянки. По виду креплений ручек стамески выпускаются с насадными конусами-юбками и с хвостовиками. Варианты с креплением-конусом лучше выдерживают достаточно сильные боковые и ударные нагрузки. Также они лучше противостоят скручиванию и изгибу при выборке отверстий, если их использовать, как рычаг. Имеет значение длина стамески: оптимально – 10-15 см.
При большей длине уменьшается нагрузка, которую может выдержать полотно. Внимание нужно обращать и на ручки. Ручка должна быть гладкой, обтекаемой. На конце должен быть установлен стальной колпачок, который будет предотвращать расплющивание древесины. ГОСТы предусматривают рукоятки из разных пород древесины, но практика показывает, что современные пластмассы служат дольше и выдерживают ударные нагрузки лучше, чем самые твердые породы дерева.
Стамески для резьбы по дереву и не только – определяем качество
Надежность и долговечность покупки в большей степени зависит от качества и закалки стали. Изготавливаться стамески должны исключительно из инструментальных сталей, т.е. из сплавов достаточно прочных, но не хрупких. Маркироваться такие стали должны символами: drop forged, CrV или надписью «хром-ванадий». Если эта маркировка стоит без указания изготовителя, а сам набор стоит очень дешево, значит, это китайская подделка.
Если в паспорте инструмента отсутствует марка стали, то проверить качество можно с помощью точильного камня. Как заточить стамеску с его помощью, понять не трудно, ножи наверняка каждый из нас хоть раз в жизни с его помощью обрабатывал. Так вот, на правильно закаленной твердой стали при заточке появляются заусенцы, которые легко снимаются. Если заусенцы не появляются, значит, сталь перекалена, и такой инструмент становится травматичным, работать им нельзя. Если заусенцы не снимаются – значит, сталь мягкая и не будет держать заточку, а режущая кромка даже при незначительных усилиях будет сминаться.
Перед походом в магазин имеет смысл ознакомиться с фирмами-изготовителями инструмента и с отзывами на их продукцию. Как правило, добросовестные изготовители маркируют свою продукцию, дают адрес и гарантии. Инструменты без адреса покупать не стоит, это может оказаться заведомый брак. Также не стремитесь переплачивать за набор функций, например, универсальная стамеска не всегда окажется правильным выбором, если большинство насадок так и не поработает ни разу, к тому же, в случае поломки экзотических полотен в некоторых городах их закупить отдельно будет невозможно.
remoskop.ru
Токарные резцы
Важнейшим условием хорошей работы станка является правильный выбор режущего инструмента — токарного резца — и придание ему надлежащей формы, иначе говоря — правильная заточка его. Употребление резца неподходящей для данной работы формы, а тем более — тупого или неправильно заточенного, влечет за собой в лучшем случае непроизводительную потерю времени, а зачастую и поломку резца или брак обрабатываемого изделия. Это верно в отношении не только токарных резцов, но всех режущих инструментов вообще. Поэтому, приступая к работе на станке, необходимо иметь совершенно ясное представление об основных условиях успешной работы инструмента, а также о том, как и какие грани его надо затачивать.
1. Токарные резцы. Основы процесса резания металлов
Условия высокой производительности механического режущего инструмента
Действие режущих инструментов, применяемых на станках по металлу, в частности — токарных резцов, зависит от трех главных условий: 1) от устойчивости обрабатываемого изделия, т.-е. от прочности материала его и способа закрепления его на станке; 2) от прочности инструмента, иначе говоря, от размеров его и способа закрепления; 3) от формы режущей части инструмента.
Надлежащая устойчивость и прочность станка также, конечно, необходимы.
Работающему на станке обычно приходится самому затачивать и устанавливать требуемые для работы резцы, а потому он должен быть хорошо знаком с требованиями, предъявляемыми к ним.
Токарные резцы

Кованные токарные резцы
- Подрезной резец (на рисунке — правый) применяется для торцовой (лобовой) обточки. Имеет боковой и передний зазор. Режущее ребро затачивается под таким углом, чтобы резец не задевал заднего центра станка при приближении к центру обтачиваемой поверхности. Резец имеет лишь поперечный уклон. Продольного уклона нет.
- Остроносый резец (на рис.— правый) в настоящее время применяется редко, так как вытеснен «нормальными» резцами Тэйлора.
- Изогнутый остроносый резец (на рис.— левый). Концы резцов большинства типов часто отгибаются вправо или влево. Для некоторых работ, напр., для обработки заплечиков, это представляет удобство.
- Нормальный проходной резец. Этот тип резца выработан Тэйлором в результате многолетних опытов, показавших, что такая форма резца является наиболее выгодной для обточки. Средний продольный уклон 8°, средний поперечный уклон 14°. В дальнейшем этот резец для краткости называется „нормальным».
- Отрезной резец. Подробно рассмотрен в §§ 147 и 148.
- Круглоносый резец. Режущее ребро закруглено по произвольному радиусу, что отличает его от нормального резца. Применяется для проточки полукруглых канавок, галтелей (выкружек), заплечиков и т. под.
- Резец для латуни. Затачивается, как резец типа 6, носок которого закруглен по малому радиусу. Не имеет ни продольного, ни поперечного уклона, во избежание врезания резца в мягкую латунь.
- Широкий отделочный резец. Очень полезен для выверки передних центров и обточки коротких конусов. Применяется часто при крупной подаче для снятия самой тонкой чистовой стружки с чугуна. Продольного уклона не имеет.
- Пружинный резец. Для обточки широких заплечиков и др. фасонных работ, где требуется снимать широкую стружку, а также для чистовой отделки чугуна и стали (с водой) Когда этот резец пружинит, режущее ребро его отходит от обрабатываемой поверхности.
- Плоский (тупоносый) резец. Очень удобен для лобовой обточки торцов большого диаметра, когда требуется снять много металла. Подача от окружности к центру. Применяется также для чистовой обработки стали, при крупной подаче и малой глубине резания («тонкой стружке»). Для самой чистой отделки — охлаждение водой с содой. Имеет только продольный уклон, поперечного нет. Боковой зазор — с обеих сторон, следовательно, может работать как правый и как левый резец.
- Центровочный резец (резец-сверло). Затачивается под углом 120°— соответственно углу вершины спирального сверла. Работает аналогично перке. Зазор обоих режущих ребер направлен в противоположные стороны. Применяется для наметки центра отверстий, которые должны быть просверлены спиральным сверлом.
- Резец для нарезки винтовой резьбы. Носок его затачивается точно по профилю резьбы. Подробно — см. гл. 16,
- Резец для расточки. См. § 162.
Токарный станок применяется для весьма разнообразных работ — для обточки, нарезки резьбы, расточки отверстий и т. д., причем для каждой операции требуются резцы особой формы. На фиг. 62 изображены различные типы кованных токарных резцов. Впрочем, в последнее время они постепенно вытесняются более экономичными резцами небольших размеров, вставляемыми в специальные державки (см. фиг. 66).
Основные принципы, лежащие в основе выбора углов заточки резца, углов зазора и пр., изложенные в дальнейших- параграфах, являются общими для всех режущих по металлу инструментов. Тот, кто знает, почему токарный резец затачивают так, а не иначе, знает, почему выбирают определенные углы уклона и т. д., и умеет держать резец во время заточки на шлифовальном круге, быстро научится правильно затачивать и другие инструменты и поймет, какую форму они должны иметь.
Материал, из которого изготовляются резцы, должен быть достаточно тверд и вязок, чтобы противостоять усилиям, действующим на резец во время резания. Поэтому режущий инструмент по металлу изготовляют из стали, закаливают и затем отпускают.
Угол заострения резца
Действие каждого режущего инструмента аналогично действию клина, который раздвигает частицы материала. По отношению к резцам угол клина, образуемого его гранями, называется углом заострения резца или, короче, — углом резца (см. фиг. 63).
Чем тверже обрабатываемый материал, тем прочнее должно быть лезвие резца, т.-е. тем больше должен быть угол его заострения. Угол резца, подходящий для дерева, не годится для обработки железа или стали, так как величина его скоро изменится вследствие того, что режущее ребро закруглится («сдаст») под действием большого сопротивления металла резанию. Для резцов по металлу угол заострения делается от 60° до 80°, в зависимости от твердости обрабатываемого металла.
Углы зазора
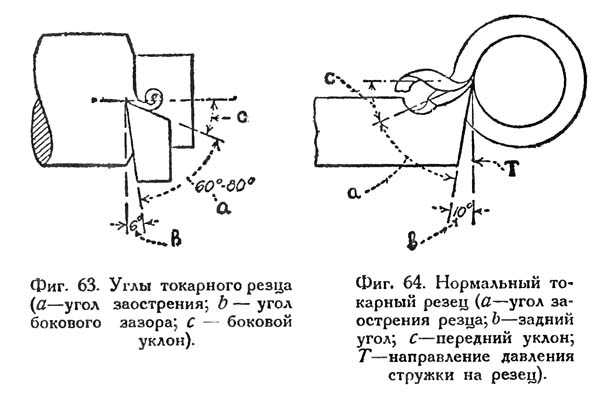
Действие резца, снимающего с металла стружку, похоже на действие ножа, которым снимают кожуру с яблока. Снимаемая стружка трется об одну из граней, образующих клин, между тем как другая грань не должна касаться изделия и поэтому составляет с ним некоторый небольшой угол, т. наз. угол бокового зазора (фиг. 63). Этот угол не должен быть, вообще говоря, больше 6°, так как при увеличении его уменьшается угол резца, следовательно, резец придется чаще затачивать.
Действие силы сопротивления резанию на токарный резец направлено по касательной к окружности обтачиваемого изделия в точке соприкосновения резца с изделием (см. фиг. 64). Так как вершина — т. наз. носок — резца обычно устанавливается на высоте линии центров или несколько выше ее, то для того, чтобы не было трения между изделием и передней гранью резца, этой грани дают некоторый уклон. Угол между передней гранью и направлением резания называется углом переднего зазора или, короче, углом зазора. Обычная величина его—около 10°. Впрочем, она зависит от высоты закрепления резца в суппорте.
Углы уклона режущей грани

Для того, чтобы получить требуемый угол заострения, необходимо сточить верхнюю (режущую) грань резца так, чтобы она имела одновременно продольный уклон — от режущего ребра назад — и боковой уклон — от режущего ребра в сторону, противоположную подаче. Иначе угол заострения резца получится недостаточно острым. Уклон от носка резца назад называется углом продольного уклона режущей грани, а боковой уклон — углом поперечного уклона ее (фиг. 65). Величина этих углов зависит, естественно, от того, какой угол заострения требуется, так как чем больше уклон, тем меньше угол резца, т.-е. тем острее режущий клин, образуемый его гранями. Для обточки чугуна и инструментальной углеродистой стали угол резца должен составлять в среднем около 70°, для мягкой поделочной стали — 60°. При заточке резца сначала снимают угол зазора, затем углы уклона, с таким расчетом, чтобы получить требуемый для обработки материала угол заострения.
По сравнению с сталью латунь является металлом мягким и поэтому для обработки ее не требовалась бы придавать резцу такой же большой угол заострения, как резцу по стали. Однако, в действительности на резцах по латуни обычно углов уклона не затачивают, так как острые резцы имеют стремление «въедаться», т.-е. углубляться в мягкий материал.
Державки для резцов


Резцы из быстрорежущей стали работают примерно вдвое производительнее резцов из углеродистой инструментальной стали. Поэтому в последнее время токарные резцы, а также и другие режущие инструменты для обработки Металлов, изготовляют преимущественно из быстрорежущей стали. Так как она значительно дороже углеродистой, то широкое распространение получили различные державки, в которых надежно закрепляется небольшой кусок быстрорежущей стали, заточенный соответствующим образом. При этом получается экономия не только на стоимости стали, но и на расходах по отковке резцов.
На фиг. 66 показано несколько распространенных типов державок для резцов. На фиг. 67 представлены справа — вставные токарные резачки (пластины) из быстрорежущей стали, заточенные для разных работ, слева — работа этих резачков, закрепленных в державки.
Заточка резцов


Правильно заточенный резец при работе в нормальных условиях остается острым в течение довольно долгого времени. Как только он обнаружит признаки затупления, необходимо немедленно переточить его, иначе пострадает не только резец, но и обрабатываемое им изделие. Тупой резец не столько режет металл, сколько вырывает частицы его, поэтому обрабатываемая поверхность не может получиться гладкой. Одним из основных факторов производительной работы станка является остро заточенный резец.
Нужно помнить, что неправильная заточка резцов ложится тяжелым бременем на стоимость изделий уже одной только стоимостью излишне сношенного материала резцов и точильных кругов. Где надо затачивать резец — сверху, спереди, сбоку или со всех сторон понемногу? Дать определенные правила на этот счет нельзя, и при заточке резца следует исходить из того, для какой работы он предназначается. Способ заточки в большой степени зависит и от того, сколько времени должен работать резец без переточки и сколько времени всего он должен служить.
Затачивая резец из углеродистой стали, не следует слишком сильно прижимать его к точильному кругу, так как иначе режущее ребро нагреется (обычно оно принимает при этом синий цвет) и отпустится, т.-е. пропадет его закалка. Предпочтительнее пользоваться мокрым точилом. Резцы быстрорежущей стали теряют закалку не так легко, но иногда, при недостаточном количестве воды на поверхности их появляются трещины. Поэтому, во-первых, не надо жалеть воды, во-вторых — не следует чересчур сильно нажимать на резец во время заточки.
Не держите резец на одном месте, перемещайте его так, чтобы он прижимался к разным местам цилиндрической поверхности круга. При этом резец надо постепенно поворачивать, как показано на фиг. 68, т.-е., чтобы он принимал последовательно положения a, b, c.
Малые резцы не следует затачивать в державках, потому что, во-первых, это неудобно, во-вторых, можно одновременно сточить и конец державки. На фиг. 69 показано, как надо держать такие резцы во время заточки.
Начинающему рекомендуется попрактиковаться сначала на маленьких кусках простой поделочной стали подходящей формы и только потом перейти к заточке вставных резцов быстрорежущей стали. Вначале получение заточкой правильного заднего угла на таком резце представляет некоторые затруднения, так как для работы резец вставляется в державку под известным углом. Поэтому в первое время, пока нет навыка, лучше всего пользоваться шаблоном. В тех случаях, когда требуется получить задний угол в 10°, удобно пользоваться шаблоном для токарных центров (см. фиг. 85), угол которого 60°, так как в большинстве державок резец закрепляется так, что верхняя грань его составляет 20° с горизонталью (фиг. 70). Если угол резца отличается от 60°, нетрудно вырезать соответствующий шаблон из куска листового металла.
Чего не следует делать при заточке резца
- Не затачивайте резец наугад; отдавайте себе отчет в том, где и сколько металла надо снять.
- Держите резец крепко и уверенно.
- Не прижимайте резец к кругу с левой руки; держите его надлежащим образом, это и легче всего.
- Не жалейте воды.
- Не держите резец все время на одном месте шлифовального круга, иначе вы прорежете канавку на нем.
- Не пользуйтесь, если это возможно, таким кругом, который потерял правильную цилиндрическую форму или поверхность которого сильно выщерблена.
- Не затачивайте резец на торцевой поверхности круга, если в этом нет необходимости: когда понадобится точить на торце, его поверхность будет уже не плоской, а исцарапанной вами или кем-нибудь другим.
- Не опирайте вставные резачки на подручник: держите их в левой руке и на подручник опирайтесь рукой.
- Не отодвигайте подручник дальше, чем на 1,5—2 мм от шлифовального круга.
- Не закругляйте вершину резца для нарезания резьбы и не превращайте, наоборот, резец с закругленным носком в резец для нарезки резьбы: это напрасная трата материала и времени.
2. Скорость резания, скорость подачи и глубина резания
Определения скорости резания, скорости подачи и толщины стружки
Скорость резания всякой операции, состоящей в снятии стружки или в разрезании металла, выражается в метрах в минуту или миллиметрах в секунду. Для токарных станков скорость резания равна длине, проходимой цилиндрической (при цилиндрической обточке) или торцевой (при лобовой обточке) поверхностью изделия в единицу времени по лезвию резца. Если бы можно было точно измерить длину стружки, снятой резцом в течение минуты (или секунды), она представила бы скорость резания.
Скоростью подачи или просто подачей (питанием) при обточке называется величина перемещения резца вдоль обрабатываемого предмета за один оборот последнего. Если, например, при обточке вала подача составляет 0,5 мм, то это значит, что когда изделие сделает 100 оборотов, суппорт передвинется на 0,5 х 100 = 50 мм. Часто употребляют выражения: «большая» или «крупная» подача, „малая» или „тонкая» подача. Эти выражения имеют смысл только в том случае, когда говорят о станках приблизительно одинаковой мощности. Понятно, что одна и та же подача может быть „малой» для крупного станка и „большой» для станка малой мощности.
Глубиной резания называется толщина слоя металла, снимаемого резцом; так называют иногда и толщину снимаемой стружки, хотя эти величины не вполне одинаковы вследствие деформирования металла при резании. Положим, например, что требуется стальную болванку диаметром 50 мм обточить на токарном станке до диаметра 47 мм с одного прохода. Ясно, что глубина резания должна быть (50 — 47) /2 = 1,5 мм.
Элемент времени
Одним из основных факторов, определяющих производительность машины или мастерской, является время. От скорости, с которой металл снимается с изделия, зависит время полной обработки его. Количество снимаемой стружки зависит, в свою очередь, от трех элементов — глубины резания, величины подачи и скорости резания. Рассмотрим для примера токарную работу.
- Предположим, что требуется уменьшить диаметр изделия с 50 мм до 47 мм, т.-е. глубина резания должна быть 1,5 мм. Если резец может взять такую стружку с одного прохода, то нет никакого смысла делать два прохода, снимая стружку в 0,75 мм, так как при этом обточка потребовала бы вдвое больше времени. Следовательно, первым фактором производительности является глубина резания.
- Если при одном обороте изделия резец подается на 0,4 мм, в то время, как можно было бы сообщить ему подачу в 0,8 мм, то для прохода определенной длины потребуется вдвое большее число оборотов изделия, иначе говоря, при прочих равных условиях, вдвое больше времени. Таким образом, величина подачи является вторым фактором, влияющим на скорость обработки.
- Пусть диаметр изделия 50 мм и число оборотов его 65 в минуту. Скорость резания составляет очевидно: π ✖ 0,050 ✖ 65 = 10 метр в минуту. Если резец может работать (без ненормально частой переточки) со скоростью резания 20 метр/мин, то неэкономично давать шпинделю станка только 65 об мин. Следовательно, третьим фактором производительности является скорость резания.
Задача производительной и экономичной работы мастерской сводится, поэтому, к умелому подбору скорости резания, величины подачи и глубины резания для каждой работы и к выбору соответствующего станка. Удачный подбор этих элементов требует большого опыта. Проще находить их при помощи подсчета по известным формулам.
Выбор скорости резания и величины подачи
Надлежащие подача и глубина резания определяются таким большим числом условий, что дать твердые правила для выбора их невозможно. Форма резца, способ закрепления его, сорт стали, из которой он сделан; род обрабатываемого материала — сталь машиноподелочная (конструкционная) или инструментальная, латунь или чугун; форма изделия и способность его сопротивляться давлению резца; род обработки (черновая или чистовая), все эти обстоятельства приходится учитывать при назначении глубины резания и величины подачи.
Точно также целый ряд условий определяет необходимую скорость резания, и нет возможности составить такую таблицу, которая охватывала бы все случаи обработки. Однако, для разных металлов существуют определенные, твердо установленные опытом средние, значения скоростей резания.
Средние значения скорости резания для резцов углеродистой стали:
- Отожженная инструментальная сталь — 7,5 метр/мин
- Поделочная сталь и железо — 10.5 метр/мин
- Чугун — 12 метр/мин
- Латунь — 30 метр/мин
Скорости резания для резцов из быстрорежущей стали — по крайней мере в два раза больше.
Не следует смешивать скорость резания с числом оборотов в минуту. Скорость резания при обточке выражается формулой:
V = π Dn
где V — скорость в метрах в минуту
D — диаметр изделия в метрах
п — число оборотов в минуту
Скорость в миллиметрах в секунду v:
v = πdn /60
где d — диаметр изделия в миллиметрах
п — число оборотов его в минуту
Из этих формул ясно, что для данной скорости резания число оборотов обратно пропорционально диаметру изделия.
Очевидно, число оборотов вычисляется по одной из приведенных формул:
n = V / πD или n = 60 v / πd
где буквы имеют только что указанные значения.
Так, например, если требуется обточить латунный валик диаметром 120 мм, то выбирая скорость резания по приведенной таблице V = 30 метр /мин, получим:
n = V / πD = 30 / π 0,120 = 80 об/мин
Определение числа оборотов обычно производят только начинающие токаря. Со временем вырабатывается профессиональное чутье, позволяющее давать станку нужную скорость, почти не думая об этом.
В современных научно-организованных заводах скорость резания или число оборотов станка назначается мастером, получающим соответствующие указания от нормировочного бюро завода.
Генри Д. Бэргард Слесарное дело. Токарные станки, Книга, 1930, Москва. (Henry D. Burghardt: Machine Tool Operation, Part I: The Lathe; Bench Work and Work at the Forge, New York: McGraw-Hill Book Co.; London: Hill Pub. Co., 1919) (Книга переиздана в 2015 году издательством Andesite Press)
Полезные ссылки по теме — Дополнительная информация
Каталог-справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Как заточить резец для токарного станка по дереву? :: SYL.ru
Работа токарных станков невозможна без применения режущей оснастки. Чаще всего оборудование снабжается резцами, которые позволяют выполнять большинство обрабатывающих операций. Среди них можно выделить растачивание, нарезку канавок и резьбы, подрезание и т. д. Отдельная группа режущего инструмента используется для предварительной подготовки древесины. Оператор ликвидирует лишнюю массу заготовки, позволяя интегрировать ее в рабочую зону для выполнения более точных целевых операций. Но в любом случае резец для токарного станка по дереву должен иметь оптимальную заточку. Привести характеристики оснастки в надлежащий вид помогает специальное оборудование, но для начала стоит разобраться с конструкцией самого резца.

Как устроен резец?
Основу представляет металлический стержень, который условно можно подразделить на две части: рабочую головку и хвостовик. Режущая часть имеет форму треугольника с задними и передними вспомогательными поверхностями, по которым в процессе резки сходит стружка. Обработка выполняется главной режущей кромкой, которую мастера называют вершиной. Это место пересечения вспомогательной и главной кромок.
Что касается заточки, имеет значение состояние именно этой части. Вершина может быть закругленной или острой. Также инструмент имеет разные форматы. Обычно учитывается размер державки – в среднем от 8 до 25 мм. Для универсальных работ лучше приобретать набор резцов по дереву для токарного станка, в который входит более 10 экземпляров. В стандартном комплекте предусматриваются резцы с разной формой, что позволяет делать пазы, канавки, снимать фаску и выполнять фигурную обработку.

Разновидности токарных резцов
Общий сегмент токарных резцов в главной классификации предполагает подразделение оснастки по назначению – для дерева и металла. В данном случае рассматривается первый тип. От резцов по металлу такие модели отличаются материалом изготовления. Технологи применяют инструментальные марки стали, в то время как обработка металла реализуется резцами, выполненными из углеродистых твердых сплавов.
Также разные виды резцов для токарного станка по дереву отличаются конструкцией. Рабочая часть может быть прямой, отогнутой, оттянутой или изогнутой. Выбор того или иного вида резца определяется методом обработки древесины, характеристиками резки и оборудованием. К слову, параметры интеграции оснастки в зону крепления тоже обуславливают различия в конструкции хвостовика. Современные станки ориентируются на универсальность, то есть возможность работы с державками прямоугольного, круглого или квадратного типа. Причем в данном аспекте различия между резцами по металлу и дереву чаще всего не проводятся.
Как делают резцы своими руками?
Как видно, резец достаточно просто устроен, и рядовой токарный станок вполне может быть обеспечен самодельным аналогом. Обычно такие изделия создаются на основе напильников и рашпилей. Домашние мастера лишь переделывают их под формат конкретного токарного оборудования. За основу можно брать также автомобильные рессоры или отрезки арматурного стержня. Но в таких случаях потребуется больше усилий при доработке формы элемента.
Далее самодельные резцы для токарного станка по дереву тщательно подвергаются механической подгонке под нужный типоразмер. Это первая заточка, в рамках которой будет сформирована рабочая кромка. Недостатком самодельного резца является то, что заготовка может иметь внутренние дефекты, полученные в результате предыдущей эксплуатации. Тот же напильник после длительного применения по первому назначению из-за напряжения в структуре часто наделяется пустотами, что сокращает его рабочий ресурс.

Почему важна заточка резца?
Потребность в выполнении этой операции, на первый взгляд, аналогична заточке кухонных ножей. Острое лезвие эффективнее справляется с задачами резки, требуя меньше усилий и времени. Но в случае с коррекцией станочной оснастки имеют место и другие технологические нюансы. Качественно выполненная заточка является профилактической мерой, позволяющей исключить риск срыва рабочей головки в процессе эксплуатации.
Кроме того, предупреждаются негативные деформационные явления в виде образования сколов и задиров. Очевидно, что в своем качестве повышается и непосредственно работа на токарном станке по дереву. Резцы, получившие правильную заточку, формируют ровные пазы и канавки, не говоря о фигурных операциях. Влияют на качество работы и другие факторы, но острота вершины инструмента является ключевым условием для достижения оптимального результата.

Оборудование для заточки
Поскольку резец изготавливается на основе инструментальной стали, заточка его должна выполняться на оборудовании с высокой мощностью. Для таких нужд используют расточные машины в разных конфигурациях. Базовый состав конструкции включает два фиксатора-основания и выдвижной подручник с упором V-образной формы. В качестве дополнения могут применяться регулируемые подручники, расширяющие возможности крепления заготовки.
Например, если необходимо доработать косой резец для токарного станка по дереву, то может потребоваться и насадка соответствующей формы. В этом случае и поможет регулируемый подручник. Но чаще всего используются универсальные модели держателей, предназначенные для широкого спектра типовых резцов. Фиксирующая основа обычно крепится под элементами, которые выполняют заточку. Взаимное расположение функциональных сторон в этой части определяется параметрами заточки. Современные модели точильных станков также позволяют обслуживать лезвия скребков, оснастку рубанков и стамесок.
Заточка абразивными кругами
Точильный станок представляет собой лишь техническую базу для организации механического взаимодействия между обрабатываемым инструментом и абразивом. Заточка производится изготовленными из электрокорунда дисками при их вращении с частотой порядка 3000 об/мин. Абразив может выполняться из других материалов разной степени твердости, но в любом случае он должен исключать перегревы режущей кромки.
Например, в некоторых случаях рекомендуется низкочастотная заточка на уровне 2000 об/мин с применением 20-сантиметрового круга из окиси алюминия. Получается в некотором роде эффект «мягкой» заточки, который выгоден, если используется среднеформатный или маломощный токарный станок по дереву. Как заточить резец абразивным диском? Опытные мастера рекомендуют производить заточку с небольшим прижимом инструмента к вращающемуся диску. При этом должна обеспечиваться и равномерность, что достигается перемещениями лезвия из стороны в сторону. Если используется станок с выдвижным подручником, то важно следить, чтобы пятно контакта абразива и резца располагалось выше, чем ось вращения круга.

Доводка характеристик резца
Это более точная операция, выполняемая на станках с алмазными кругами. Данный способ заточки чаще используют, когда нужно убрать явные дефекты. К примеру, если резец для токарного станка по дереву имеет заусенцы, трещины или зазубрины. При этом рабочий процесс осуществляется под механическим управлением. То есть обрабатываемый инструмент фиксируется в тисках и контролируется гидравлическим или электроприводом. Оператор регулирует параметры смещений резца в соответствии с требованиями к параметрам его коррекции.

Общие рекомендации по выполнению заточки
Еще перед началом заточки должно быть тщательно проверено состояние станка и шлифовального круга. При ручной работе резец необходимо опирать на подручную опорную часть, а не удерживать его на весу. Как правило, сам подручник устанавливается в 3-5 мм от абразивного диска. Для исключения риска критических перегревов заточка резцов для токарного станка по дереву выполняется с периодическим охлаждением водой. Это позволяет также избежать образования мелких трещин, возникающих при экстремально высокой термической нагрузке.

Заключение
График проведения заточки определяется условиями эксплуатации инструмента. В обязательном порядке данная операция выполняется после изготовления или радикальной коррекции формы рабочей головки. Каждый резец для токарного станка по дереву имеет свой эталонный шаблон. Это образец, по которому оценивается качество заточки. Мастер проверяет корректность сформированных углов и поверхностей. Также на современных линиях производства существуют пункты с электронным контролем инструмента, которые анализируют характеристики применяемых режущих деталей в автоматическом режиме.
www.syl.ru