
Улитки для холодной ковки своими руками чертежи – Как сделать улитку для холодной ковки своими руками
Улитка для холодной ковки своими руками: чертежи и размеры
С древнейших времен человечеству известна горячая ковка. Раскаленную для повышения пластичности заготовку подвергали формовке ударам тяжелого молота. Так получали оружие и инструменты, домашнюю утварь и украшения.

- Горячая художественная ковка металла

- Ковка
Горячая ковка требует высокой квалификации и опыта кузнеца, больших затрат труда, материалов и сложного оборудования. Холодная ковка позволяет изготавливать изделия из квадратного и круглого проката, не устанавливая дорогого и громоздкого оборудования и не налаживая сложных технологических процессов.
Метод холодной ковки
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры. В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции. Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера. Технология вполне доступна для освоения в домашней мастерской.
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.
Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Многие домашние мастера сделали улитку – станок для холодной ковки самостоятельно, не используя для этого дорогих компонентов.
Виды, устройство и принцип работы улитки
Применяется несколько разновидностей популярного станка. Все они, независимо от деталей устройства улитки, используют общий принцип работы. Полосу или пруток металла с силой прижимают к неподвижному шаблону или к подвижному лемеху улитки, заставляя принять заданную чертежом форму.
Различают:
- монолитную неразборную улитку, использующую неподвижный металлический шаблон. Используется для производства серий одинаковых изделий
- съемную конструкцию — изгиб осуществляется вокруг штифтов, вставляемых в отверстия на массивной плите. Подходит для производства уникальных деталей сложной конфигураций, ограничено сечение прутка.
- Разборные улитки с вращением — более сложные по конструкции, но позволяющие получать идентичные изделия сложной формы с большой точностью
Изготовление простой улитки своими руками
В процессе работы по технологии холодной ковки прикладываются значительные усилия. Поэтому, прежде чем сделать улитку для холодной ковки своими руками, потребуется существенно укрепить обычный верстак или построить новый.
Самостоятельную сборку станка надо проводить на столешнице, сделанной из плиты толщиной как минимум 4 мм. Далее для изготовления самодельной улитки для холодной ковки понадобится чертеж. На него надо нанести контур будущего изделия, и вписать по внутренней стороне этого контура очертания неразборного шаблона или сегментов разборного.
Как сделать улитку для холодной ковки
Далее будет рассмотрено изготовление трех вариантов улитки для холодной ковки:
- Монолитной неразборной
- Съемной конструкции
- Разборной улитки с вращением
В зависимости от возможностей домашнего мастера, планов производства изделий, количества разных типоразмеров можно выбрать один из этих вариантов исполнения.
Монолитная неразборная улитка
Особое внимание нужно уделить разработке схемы шаблона, поскольку после приварки к плите внести коррективы в размеры и конфигурацию будет весьма затруднительно. Витки будущего завитка следует располагать на расстоянии 12-13 мм, учитывая, что в образующиеся пазы должен поместиться 10-мм пруток.
 Монолитная неразборная улитка
Монолитная неразборная улиткаОснование диаметром 80 см вырезается из пластины толщиной от 4 мм, далее по чертежу из полосы толщиной от 3 мм вырезается и формуется шаблон для завитка. Для облегчения гибки его следует прокалить, далее сделать косую фаску по верхней стороне, а нижнюю приварить к основанию по контуру.
Основание крепится к станине болтами или струбцинами. Такое крепление позволяет оперативно применять разные шаблоны по мере надобности
Съемная конструкция
Шаблон для холодной ковки делается из стальной пластины не тоньше 10 мм и крепится на основании резьбовыми соединениями. Изготовление изделия начинают с внутреннего завитка. В паз на внутреннем сегменте шаблона зажимают конец заготовки.

Съемная конструкция улитки
Для страховки можно дополнительно прижать его малой струбциной. Используя рычаг с большим плечом, изготовленный из прутка сечением 2 см, на шаблон накручивают с усилием оставшуюся часть заготовки. Конструкцию можно улучшить, применив рычаг с закрепленным на нем подвижным подшипником.
Разборные улитки с вращением
В этом варианте шаблон улитки, называемый лемехом, закрепляется на массивной плите толщиной 4-10 мм, Изменение формы заготовки производится путем вращения вала, в котором закреплен ее свободный конец. Вал вращается с помощью рычага или ворота, приваренного к его верхнему концу. Лемех может выполняться из нескольких сегментов, соединенных между собой шарнирными пальцами. Кривизна поверхности лемеха меняется специальными регулировочными винтами. В поверхности основания нужно сделать систему отверстий для крепления сегментов лемеха в заданном чертежом положении.

Разборные улитки с вращением
Улитку для холодной ковки с разборным лемехом с шарнирными штифтами затруднительно сделать в условиях домашней мастерской. Быстрее и дешевле будет заказать эти детали на производстве. Своими руками лучше изготовить разборный лемех без шарниров. Требуется изготовить чертеж деталей шаблона и обозначить на нем отверстия для крепления.
В основании сверлится система отверстий для крепления частей лемеха в разных положениях, обеспечивающих различную кривизну.
Теперь можно, переставляя крепления из отверстия в отверстие, изготавливать завитки различных радиусов.
Чертежи улитки для ковки
Начинающие мастера часто пренебрегают важностью этапа конструкторской проработки и делают шаблоны для холодной ковки на глазок. Этого может быть достаточно, чтобы «почувствовать металл» и понять суть процесса своими руками.
Чертеж улитки для ковки
Но если вы хотите в результате получать красивые изделия, а тем более, если задумали выпуск серии одинаковых элементов- то при изготовлении станка не обойтись без точных расчетов всех параметров — углов и радиусов сгиба, моментов вращения, предельных усилий и других. Точный расчет позволит своими руками создать качественный станок-улитку для холодной ковки, который прослужит долго и будет радовать удобством работы и качественной эстетичной продукцией.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Улитка для холодной ковки своими руками: инструкция
Изготовить красивый забор из металлического прута по силам любому владельцу небольшой мастерской. Основными декоративными элементами, создающими рисунок полотна, являются улитки для холодной ковки, которые можно создать своими руками. Спирали различных размеров выкладываются в рисунок, прихватываются сваркой. Получаются сказочно красивые кружева из грубого металла.
Холодная ковка выполняется на различных приспособлениях, простых по своей конструкции. Купить кондуктора сложно, проще сделать самостоятельно. Улитки изготавливаются различными способами. Каждый мастер чертит свой образец. Оптимальным является форма золотого сечения.

Улитки для холодной ковки
Виды устройство и принцип работы улитки
Спираль, полученная прутком после гибки, полностью зависит от формы и размеров кондуктора для художественной ковки. Если он неразборный, то для каждого узора нужно делать отдельный инструмент. Бывают разные виды кондукторов для художественной холодной деформации тонкого проката: от приспособлений ручной гибки, до модернизированных трубогибов. Без промышленного оборудования сделать своими руками можно только следующие виды улиток для холодной ковки:
- монолитную;
- съемную;
- разборную.
Устройство и принцип действия самодельных улиток довольно просты. Сначала конец прутка зажимается в центре спирали, а затем прокат гнут по наружной поверхности кондуктора. На простейшем оборудовании мастер с прутом ходит вокруг улитки, вручную и с помощью рычага, укладывая его в кондуктор. При использовании подвижного приспособления, используется рычаг для вращения.
Кондуктор можно располагать горизонтально и сделать приспособление со штурвалом, когда штамп будет вращаться вертикально. Холодная ковка с ручной гибкой возможна на малых сечениях прутка (до 12 мм).
Технические характеристики конструкции
Размеры улитки для холодной деформации определяются диаметром изгибаемого проката и требуемым размером завитка. Предварительно делается эскиз рисунка кованого изделия. Разбивается на отдельные элементы. Под каждую спираль изготавливается кондуктор — улитка или любой другой.
Простейшие станки для холодной ковки имеют массивную, прочную стойку, на верхнем торце которой находится паз для фиксации пластины с кондуктором. Деформация осуществляется за счет усилия рук мастера. Он зажимает конец прутка и ходит вокруг приспособления.
При наличии поворотного стола и рычага, возможно изготовление улиток для проката большего сечения.
Изготовление простой улитки своими руками
Станок улитка обычно имеет сменные кондукторы разного размера. Сначала чертится шаблон инструмента для холодной ковки. Затем по нему изготавливается улитка — кондуктор, точнее открытый штамп для навивки. Вырезается улитка нужной формы и крепится к основанию.
Наиболее эстетично выглядят спирали, изготовленные по принципу золотого сечения. Для этого надо нарисовать квадрат, со стороной равной размеру сечения прутка, для которого готовится кондуктор. Затем циркуль поочередно ставят к каждой вершине квадрата и по часовой стрелке проводят линию. Линия должна заканчиваться возле луча, на котором стоит ножка циркуля.
Как своими руками сделать улитку для холодной ковки
Сначала следует выбрать модель инструмента, затем начертить эскиз конструкции и создать шаблон будущей спирали. Исходить надо из количества деталей, которые планируется делать, их типоразмеров. Для изготовления забора вокруг собственного дома, можно использовать неразборной инструмент.
Монолитная неразборная улитка
Неразборной кондуктор можно за два часа изготовить в условиях гаража при наличии сварочного аппарата:
- На листе бумаги делается эскиз будущей улитки в натуральный размер.
- Из листа металла толщиной 4–5 мм вырезается полоса шириной 40 мм.
- Полоса сгибается на трубогибе, постоянно подгоняясь под шаблон. Можно использовать самодельный станок с пальцем и ограничителем движения листа на раскручивание.
- Срезать на конус полосу от первого вика до конца. Минимальный размер остается 20 мм.
- Приварить плоским торцом полученную спираль к металлической пластине размером примерно 10×200×200.
После остывания самодельный штамп готов к работе.
Съемная конструкция
Съемный кондуктор изготавливается из листа толщиной минимум 10 мм. В идеале, если спираль будет вырезана на станке с ЧПУ, но можно изготовить самостоятельно. На лист наносят контуры будущей детали и вырезают болгаркой. При наличии фрезера, делается шаблон, и обработка производится с применением копировальной втулки.
Для крепления к основанию в изготовленной спирали подмечаются и сверлятся отверстия под болты. Инструмент быстро сменяется и можно делать различные спирали с минимальной затратой времени на смену материала.
Разборные улитки с вращением
Кондуктор сложной формы считается наиболее сложным в самостоятельном изготовлении. Позволяет делать на одном штампе спирали с различным количеством витков.
Разборная поворотная улитка представляет собой съемную модель, изготовленную из нескольких сегментов. Сначала можно изготовить из листа большую, многовитковую спираль. Затем разрезать ее на несколько сегментов. Рез должен быть очень тонким и проходить под углом. В каждом сегмента делается 2 отверстия и в них вставляются штыри. Для точной сборки кондуктора, их надо делать методом подметки по платине.
В процессе гибки прутка сегменты добавляются до нужного размера завитка. Разборные улитки, сделанные по формуле золотого сечения, универсальны.
metalloy.ru
Гнутик для холодной ковки своими руками: чертежи, схемы
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять в своей жизни металлы. До изобретения штамповки и металлорежущих станков горячая ковка и литье были единственными способами производства инструментов и оружия, предметов домашней утвари и украшений.
 Кузнечные работы
Кузнечные работыЧтобы освоить традиционное кузнечное дело, нужно было долго учиться и приобретать опыт. Изделия кузнеца получались весьма трудоемкими и уникальными, это несомненное достоинство для художественного творчества и столь же явный недостаток там, где нужно большое количество одинаковых изделий.
Холодная ковка
Таких недостатков горячей ковки, как:
- большая трудоемкость,
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.

Холодная ковка
Недостатков лишен метод холодной ковки. Он основан на свойстве металлов изменять в определенных пределах свою форму под воздействием механического усилия. Технология применима к пруткам круглого и квадратного сечения, металлической полосе, трубам и прокату различного профиля. Несколько базовых операций, таких, как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок по продольной оси
и комбинация получившихся деталей позволяет создавать кружевные ограды, беседки, скамейки, элементы декора и домашней утвари в разумные сроки и по приемлемой цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки.
К тому же все элементы будут совершенно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используют специальные станки.
- Гнутик — один из самых популярных. Он позволяет сгибать пруток под заданным углом и по заданному радиусу, в том числе и в виде волны.
- Улитка служит для закручивания конца прутка или трубы в спираль
- Торсион предназначен для скручивания прутка вдоль его продольной оси.
Если планируется выпуск больших серий изделий — то понадобится станок промышленного производства. Он обладает высокой производительностью, достаточным ресурсом, снабжен электроприводом достаточной мощности, совмещая в себе гнутик, улитку и торсион. Передовые производители оснащают свои агрегаты полуавтоматическими приставками, и роль работника сводится к установке нужной оправки, закреплению заготовки и запуску программы. Система сама регулирует скорость подачи, силу прижима формующего ролика, начало и окончание формовки.
Если же вы планируете для начала просто познакомиться с технологией холодной ковки, пощупать руками, то устройство начального уровня можно сделать самостоятельно, сэкономив значительные суммы, поскольку промышленные агрегаты приближаются по цене к автомобилю.
Станок гнутик
Одна из несложных конструкций самодельного гнутика состоит из следующих частей:
- Массивное основание с пазом.
- Подвижный упор, перемещаемый по пазу червячным механизмом
- Два неподвижных упора-прижима, закрепленные на основании.

Приспособление «Гнутик»
Валики на неподвижных упорах выполняются сменными, чтобы иметь возможность гнуть прутки и трубы под разными углами и радиусами. На подвижном упоре также закрепляется сменный валик или клин, в зависимости от требуемой формы изгиба.
Пока еще прямую заготовку зажимают неподвижными упорами и, вращая привод червячного механизма гнутика, подводят к ней подвижный упор — клин или ролик. Продолжая вращать привод, сгибают заготовку до нужного угла.
Сделать гнутик для холодной ковки своими руками вполне реально, достаточно точно следовать чертежу, соблюдая размеры и припуски.
Трудности в домашней мастерской могут возникнуть с фрезерованием высокопрочной стали и со сверлением в ней отверстий.
Если такого оборудования в мастерской пока нет, лучше разместить заказ на основные части гнутика на производстве — дрелью и лобзиком такую работу будет не выполнить.
Соединение и покраска деталей
Для сборки деталей в желаемую конструкцию необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размеров. Заготовки лучше подвергнуть пескоструйной обработке, чтобы снять возможную ржавчину и зачистить поверхность перед сваркой и покраской. Пескоструйный агрегат можно также сделать самостоятельно из отслужившего свое газового баллона, пары патрубков и кранов. Для форсунки можно использовать керамический корпус отработанной свечи зажигания. Для этого достаточно владеть навыками сварочных и слесарных работ.
После пескоструйной обработки детали раскладываются на сборочной площадке. Для удобства работы можно использовать бруски-подкладки. После того, как части размещены, стоит проверить еще раз соответствие их расположения чертежу. Далее, зафиксировав ключевые элементы конструкции струбцинами, точечной сваркой надо прихватить их друг к другу. В последний раз проверив размеры, углы и взаимное расположение, можно приступать к проварке всех нужных швов.
После сварки требуется зачистить окалину проволочными щетками, закрепленными в дрели, а в труднодоступных местах и вручную. Конструкция готова к покраске. В зависимости от выбранных грунтов и финишной краски, а также от способа нанесения, сборку укладывают на прокладочные бруски или крепят вертикально временными упорами.
Конструкции с высокой плотностью деталей удобно красить из краскопульта, для редкой решетки для уменьшения потерь краски придется вооружиться кисточкой.
Изделия, произведенные методом холодной ковки
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.

- Очень красивая кованая роза подсвечник

- Кованые изделия
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.

- Кованые ножки скелеты для мангала

- Кованые кочерга и совок для мангала неотъемлемая часть любого праздника с костром
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.

- Уникальные перила кованые из виноградной лозы

- Балкон с большим кованым козырьком
Следующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки.
Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Чертежи улитки для холодной ковки своими руками
Для придания красоты, изысканности металлическим воротам или заборам загородных дач или же частных домов все чаще применяют спиралевидные элементы. Чтобы не покупать такие элементы в магазинах, изготовители заборов, ворот часто их гнут сами. Чтобы изготавливать спиралевидные стальные детали самостоятельно, необходимо специальное устройство, которое называется улиткой. С помощью такого устройства изгибаются металлические прутки, полосы разного сечения. Если заготовка имеет квадратное сечение со стороной до 12 мм, то такие заготовки изгибают своими руками при обычной температуре (т.н. холодная ковка).
Рисунок 1. Чертеж улитки своими руками.
Учитывая, что такой станок нужен людям, которые обычно работают с металлом, то они могут изготовить его собственными руками. Чтобы не тратить время и средства, изобретая велосипед, им помогут чертежи улитки для холодной ковки. Для изготовления спиралей хорошо применять низкоуглеродистые металлы по причине их хороших пластичных характеристик.
Общее устройство станка
Рисунок 2. Чертеж основания улитки.
Улитка для холодной ковки представляет собой слесарное приспособление, которое содержит устройство, фиксирующее заготовку. На толстом металлическом диске или пластине закрепляется вал со спиралевидным элементом.
В фиксирующее устройство вставляется конец прута или полосы, потом вращающийся вал наматывает его на спиралевидный элемент.
Изгиб происходит от воздействия прижимного ролика, который прижимает заготовку к спиралевидному элементу. В зависимости от конструкции нужного изделия и его размера, для каждого вида фигурной детали изготавливаются отдельные улитки или улитки с возможностью изменять их кривизну.
Есть несколько вариантов чертежей по изготовлению станка для холодной ковки. Исходя из вида привода вала в станках они бывают ручными и электрическими. Для начала рассмотрим чертеж станка для холодной ковки ручного привода.
Чертежи станка с ручным приводом
Рисунок 3. Чертеж ножки основания улитки.
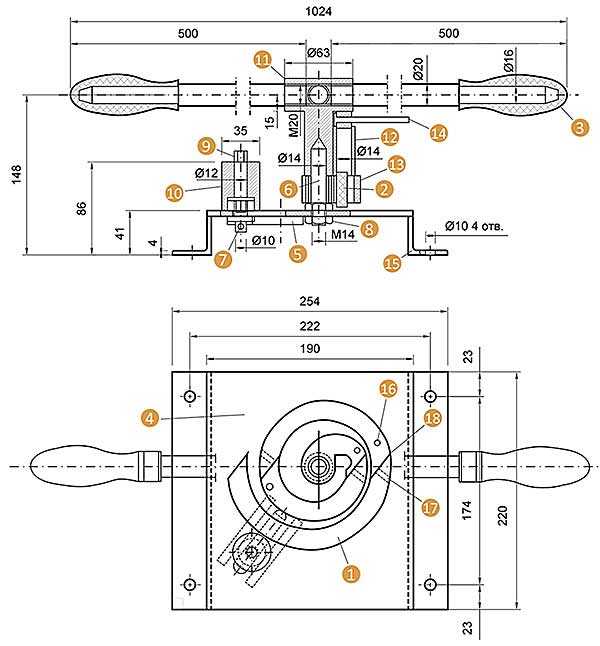
Станок, согласно данному чертежу (рис.1), смонтирован на основании, которое представляет собой плиту прямоугольной формы размерами 220х190 см.
Эта плита толщиной 5 мм имеет два отверстия. Одно из них круглое, диаметром 14 мм, для оси вала, а второе — овальное, шириной от 6 мм ближе к оси вала до 7 мм дальше от оси (рис.2). Это основание приварено к двум ножкам, которые имеют отверстие для их крепления (рис.3).
Ось вала имеет конусовидный конец. Она крепится намертво к основанию двумя гайками М14.
На ось свободно надевается приводная ось, которая имеет головку с двумя взаимоперпендикулярными сквозными резьбовыми каналами (рис.4).
В эти каналы закручиваются ручки.
К нижней поверхности основания приварены параллельные направляющие полозья (2 шт.) вдоль продолговатого отверстия.
Рисунок 4. Чертеж оси улитки.
Спиралевидный элемент (собственно улитка) сборный. Он состоит из 4 элементов, соединенных между собой шарнирно штифтами, продетыми сквозь проушины (рис.5).
Каждый соединительный штифт сегмента улитки имеет рифленую головку.
Дуговидные проушины имеют отверстия под соединительный штифт. Они приварены к концам сегментов. Величина изгиба улитки регулируется специальными корректирующими винтами, которые ввинчены в соединительный конец каждого из трех сегментов так, что упираются в торец предыдущего сегмента.
Каждый корректирующий винт на одной торцевой поверхности имеет прорезь под плоскую отвертку.
Центральный сегмент улитки представляет собой эксцентрик с отверстием для приводной оси, первой частью спиралевидного элемента и фиксирующим вырезом. Фиксирующий вырез представляет собой эксцентрическое полукруглое углубление в первой части сегмента радиусом 7 мм, центр которого находится на расстоянии 8 мм от центра детали. Толщина центрального сегмента, как и других сегментов, составляет 25 мм.
Рисунок 5. Чертеж сегмента улитки.
Эксцентрик с рифленой нижней частью, в поперечный канал головки которого вставлен барашек, уставляется внутрь направляющей. Последняя выставляется соосно с полукруглым вырезом приводной оси, а затем приваривается.
В продольное отверстие основания вставлен ползун, который прижимается снизу к основанию. Ползун вырезами фланца свободно входит между направляющими полозьями.
В верхнюю часть ползуна вкручена ось ролика, которая имеет шестигранную головку.
На ось ролика свободно надет сам ролик.
Таким образом ролик может занимать положение вдоль продолговатого отверстия основания и фиксируется в любом таком положении наворачиванием оси ролика на ползун.
Работа с данным устройством довольно проста. Для начала вставляется конец прута или полосы в углубление приводной оси. Поворачивая эксцентрик, используя барашек, заготовка зажимается между его нижним концом и стенками углубления. Для этого ролик подводится к заготовке, ось ролика наворачивается гаечным ключом на 12 на ползун, зажимая его. Заготовка укладывается между эксцентриком центрального сегмента улитки и роликом.
Далее поворачивают приводной ось по ходу движения часовой стрелки, наматывая заготовку поверх центрального сегмента. Когда заготовка намотана до конца центрального сегмента, к ней, используя соединительный штифт, присоединяется второй сегмент. Ролик при этом отодвигается в новое положение.
И так далее изгибается до придания заготовки нужной формы. Для снятия полученного изделия со станка барашком поворачивается эксцентрик и отпускается конец заготовки. Подняв приводную ось с эксцентриком и всей улиткой, последние вынимаются из изготовленной спирали.
Станок с электрическим приводом
Чертеж станка для холодной ковки с электрическим приводом отличается от вышеописанного только тем, что вместо ручной приводной оси центральный сегмент улитки вращается на валу понижающего редуктора.
Для этого на сваренной станине укрепляется электродвигатель мощностью до 0,5 кВт, который через два понижающих редуктора приводит во вращательное движение со скоростью 5-6 об./мин улитку. При этом роль основания станка выполняет стол полученной конструкции.
To make the beauty, sophistication metal gates or fences of country cottages or private homes are increasingly spiraling elements is used. To buy such items in the stores, manufacturers of fences, gates often they bend themselves. To produce spiral steel parts on their own, you need a special device called the cochlea. With this arrangement bent metal rods, of different section of the strip. If the workpiece has a square cross section with a side of 12 mm, such that the workpiece is bent by hand, ordinary temperature (so-called cold forging).
Figure 1. Drawing snails by hand.
Given that such a machine is needed for people who generally work with metal, they may make his own hands. In order not to waste time and money reinventing the wheel, it will help the snail drawings for cold forging. For the production of low-carbon helices are well used metals because of their good ductility properties.
Total machine unit
Figure 2. Drawing base of the cochlea.
Snail cold forging is a plumbing fixture, which comprises a device fixing the workpiece. On a thick metal disc or plate fixed shaft with a spiral element.
The locking device is inserted into the end of the rod or strip, then the rotating shaft pulls it into a spiral element.
Bending occurs from exposure to the pressure roller, which presses the workpiece against the spiraling member. Depending on the design of the desired product and its size for each individual shaped parts are made or snail snail with the ability to change their curvature.
There are several options for the production of machine drawings for cold forging. Based on the type of the drive shaft in the machines they are manual and electric. To begin, consider the machine a drawing for cold forging hand drive.
Drawings of the machine with manual drive
Figure 3. Drawing of the base leg of the cochlea.
The machine, according to the drawing (Figure 1), is mounted on the base, which is a rectangular plate dimensions 220h290 cm.
This plate has a thickness of 5 mm, two holes. One round, 14 mm in diameter for the shaft axis, and the second — an oval, a width of 6 mm closer to the axis of the shaft to 7 mm further from the axis (Figure 2). This base is welded to the two legs of which have a hole for attaching them (Figure 3).
The axis of the shaft has a tapered end. It is fastened tightly to the base of two nuts M14.
On the axis freely put on the drive axle, which has a head with two interperpendicular threaded through-channels (Figure 4).
These channels are twisted handles.
To the bottom surface of the base are welded parallel guide rails (2 pcs.) Along the oblong holes.
Figure 4. Drawing snail axis.
Spiral element (itself snail) assembly. It consists of four elements, pivotally interconnected by pins, threaded through the eyelet (Figure 5).
Each connecting pin segment snail has a grooved head.
Arcuate lugs have holes for the connecting pin. They are welded to the ends of the segments. snails bend correcting quantity governed by special screws which are screwed into the connecting end of each of the three segments so that abut the end of the previous segment.
Each adjustment screw on one end surface has a slot for a flat screwdriver.
The central segment is a snail cam with a hole for the drive shaft, the first spiral part and the fixing element cut. The locking recess is eccentric semi-circular recess in the first part of the segment radius of 7 mm, the center of which is located at a distance of 8 mm from the workpiece center. The thickness of the central segment as the other segment is 25 mm.
Figure 5. Drawing a segment of the cochlea.
Eccentric with corrugated bottom part in a cross-channel head is inserted lamb stares into the guide. Last exhibited in alignment with the axis of the semi-circular cut-out drive, and then welded.
The longitudinal opening slider inserted into the base, which is pressed from the bottom to the ground. The slide flange cutouts freely enters between the guide rails.
In the upper part of the slide screwed roll axis that has a hexagonal head.
On the axis of the roller freely wearing roller itself.
Thus video can take up position along the elongated hole and the base is fixed in any such position the axis of the HERZ-TS video on the slider.
Working with this device is quite simple. To start with the end of the rod is inserted into the recess or band drive shaft. Turn the eccentric using lamb workpiece is clamped between its lower end and the wall of the recess. To this end, the roller is applied to the workpiece, the roller axis is screwed with a wrench on the slider 12 by pinching it. The blank is placed between the eccentric central segment of the cochlea and the roller.
Next, turn the drive while moving clockwise axis winding blank over the central segment. When the blank is wound to the end segment central to it using a connecting pin joins the second segment. The roller thus moved away to a new position.
And so on bends to impart the desired preform shape. To remove the resulting products from the machine lamb cam is rotated and released end of the preform. Lifting the drive shaft with an eccentric and the whole snail, the latter are removed from the produced spiral.
Machine power
Drawing machine for cold forging power differs from the above only in that instead of the manual drive axis center segment cochlea rotates shaft reducer.
For this purpose, the frame welded reinforced electric power to 0.5 KW, which, via two reduction gear rotationally drives at a speed of about 5-6. / Min cochlea. The role of the machine base carries the resulting table structure.
Для додання краси, вишуканості металевим воріт або парканів заміських дач або ж приватних будинків все частіше застосовують спіралеподібні елементи. Щоб не купувати такі елементи в магазинах, виробники заборів, воріт часто їх гнуть самі. Щоб виготовляти спіралеподібні сталеві деталі самостійно, необхідно спеціальний пристрій, який називається равликом. За допомогою такого пристрою згинаються металеві прутки, смуги різного перетину. Якщо заготовка має квадратний перетин зі стороною до 12 мм, то такі заготовки згинають своїми руками при звичайній температурі (т.зв. холодна кування).
Малюнок 1. Креслення равлики своїми руками.
З огляду на, що такий верстат потрібен людям, які зазвичай працюють з металом, то вони можуть виготовити його власними руками. Щоб не витрачати час і кошти, винаходячи велосипед, їм допоможуть креслення равлики для холодного кування. Для виготовлення спіралей добре застосовувати низьковуглецеві метали через їх хороших пластичних характеристик.
Загальний пристрій верстата
Малюнок 2. Креслення підстави равлика.
Улітку для холодного кування є слюсарну пристосування, яке містить пристрій, що фіксує заготовку. На товстому металевому диску або пластині закріплюється вал зі спіралевидним елементом.
У фіксуючий пристрій вставляється кінець прута або смуги, потім обертається вал намотує його на спіралевидні елемент.
Вигин відбувається від впливу притискного ролика, який притискає заготовку до спіралеподібні елементу. Залежно від конструкції потрібного вироби і його розміру, для кожного виду фігурного деталі виготовляються окремі равлики або равлики з можливістю змінювати їх кривизну.
Є кілька варіантів креслень з виготовлення верстата для холодного кування. Виходячи з виду приводу вала в верстатах вони бувають ручними і електричними. Для початку розглянемо креслення верстата для холодного кування ручного приводу.
Креслення верстата з ручним приводом
Малюнок 3. Креслення ніжки підстави равлика.
Верстат, згідно з цим кресленням (рис.1), змонтований на підставі, яке представляє собою плиту прямокутної форми розмірами 220х190 см.
Ця плита товщиною 5 мм має два отвори. Одне з них кругле, діаметром 14 мм, для осі вала, а друге — овальне, шириною від 6 мм ближче до осі вала до 7 мм далі від осі (рис.2). Це підстава приварено до двох ніжок, які мають отвір для їх кріплення (рис.3).
Вісь валу має конусоподібний кінець. Вона кріпиться намертво до основи двома гайками М14.
На вісь вільно надівається приводний вісь, яка має головку з двома взаімоперпендікулярних наскрізними різьбовими каналами (рис.4).
У ці канали закручуються ручки.
До нижньої поверхні основи приварені паралельні направляючі полози (2 шт.) Уздовж довгастого отвору.
Малюнок 4. Креслення віссю равлика.
Спиралевидний елемент (власне равлик) збірний. Він складається з 4 елементів, з’єднаних між собою шарнірно штифтами, просмикнутими крізь вушка (рис.5).
Кожен з’єднувальний штифт сегмента равлики має рифлену голівку.
Дугоподібними вушка мають отвори під з’єднувальний штифт. Вони приварені до кінців сегментів. Величина вигину равлики регулюється спеціальними коригуючими гвинтами, які угвинчені в з’єднувальний кінець кожного з трьох сегментів так, що впираються в торець попереднього сегмента.
Кожен коригувальний гвинт на одній торцевій поверхні має проріз під плоску викрутку.
Центральний сегмент равлики є ексцентрик з отвором для приводний осі, першою частиною спіралеподібного елемента і фіксуючим вирізом. Фіксує виріз є ексцентричне напівкругле поглиблення в першій частині сегмента радіусом 7 мм, центр якого знаходиться на відстані 8 мм від центру деталі. Товщина центрального сегмента, як і інших сегментів, становить 25 мм.
Малюнок 5. Креслення сегмента равлики.
Ексцентрик з рифленою нижньою частиною, в поперечний канал головки якого вставлений баранчик, заставляється всередину направляючої. Остання виставляється співвісно з напівкруглим вирізом приводний осі, а потім приварюється.
У поздовжнє отвір підстави вставлений повзун, який притискається знизу до основи. Повзун вирізами фланця вільно входить між напрямними полозами.
У верхню частину повзуна вкручена вісь ролика, яка має шестигранну голівку.
На вісь ролика вільно надітий сам ролик.
Таким чином ролик може займати положення уздовж довгастого отвору підстави і фіксується в будь-якому такому положенні навертання осі ролика на повзун.
Робота з цим пристроєм досить проста. Для початку вставляється кінець прута або смуги в поглиблення приводний осі. Повертаючи ексцентрик, використовуючи баранчик, заготівля затискається між його нижнім кінцем і стінками поглиблення. Для цього ролик підводиться до заготівлі, вісь ролика навертається гайковим ключем на 12 на повзун, затискаючи його. Заготівля укладається між ексцентриком центрального сегмента равлики і роликом.
Далі повертають приводний вісь по ходу руху годинникової стрілки, намотуючи заготовку поверх центрального сегмента. Коли заготовка намотана до кінця центрального сегмента, до неї, використовуючи сполучний штифт, приєднується другий сегмент. Ролик при цьому відсувається в нове положення.
І так далі вигинається до додання заготівлі потрібної форми. Для зняття отриманого вироби з верстата баранчиком повертається ексцентрик і відпускається кінець заготовки. Піднявши приводную вісь з ексцентриком і всієї равликом, останні виймаються з виготовленої спіралі.
Верстат з електричним приводом
Креслення верстата для холодного кування з електричним приводом відрізняється від вищеописаного тільки тим, що замість ручної приводний осі центральний сегмент равлики обертається на валу понижуючого редуктора.
Для цього на звареної станини зміцнюється електродвигун потужністю до 0,5 кВт, який через два понижуючих редуктора приводить в обертальний рух зі швидкістю 5-6 об. / Хв равлика. При цьому роль підстави верстата виконує стіл отриманої конструкції.
stroystory.ru
Улитка для ковки позволяет изготавливать привлекательные элементы
Для декоративного оформления ворот и заборов в загородных частных домах часто применяют гнутые кованые элементы. Для изготовления таких изделий применяется улитка для обработки холодного металла. Это устройство позволяет изготавливать своими руками стальные детали, представляющие собой спиральные многозаходные витки и различные узоры. С помощью улиточного устройства сгибают металлические прутки квадратного сечения или полосы небольшой толщины. Квадратную заготовку, толщиной до 12 миллиметров, на таком устройстве можно сгибать своими руками под разными углами или окружностям в холодном состоянии. Для ковки таких спиральных полуфабрикатов необходимо применять металл с низким содержанием углерода, так как он обладает хорошей пластичностью.
Конструкция
Улитка представляет собой простое слесарное приспособление для холодной ковки металла, которое имеет устройство для жесткой фиксации заготовки. Оно представляет собой толстый массивный диск с пазом для крепления руками одного края заготовки в холодном состоянии. Он закрепляется на оси, вставленной в толстый лист металла. Этот лист также служит основной рабочей поверхностью для изготовления полуфабрикатов.

Вращение фиксатору предается за счет поворота его руками с помощью специальных удлиненных рукояток. Поворачивая диск своими руками, холодная заготовка протягивается между фиксаторами. Которые устанавливаются на основном рабочем столе с учетом размеров радиусов изгибов и расстояния между ними на готовых деталях.
Для каждой фигурной детали необходимо сделать отдельные чертежи с размерами изгибов. На рабочей поверхности приспособления можно просверлить несколько мест для установки съемных фиксаторов на радиусах деталей. Размеры мест изгибов изделий необходимо разметить, с учетом припусков на радиусы холодной гибки металла. Чертежи улитки должны иметь эти размеры.
Для изготовления ажурных деталей различных конфигураций желательно сделать несколько слесарных гибочных кондукторов. Удобнее будет гнуть металлические полуфабрикаты радиусной и зиг-заго образной формы на разных приспособлениях. Такую улитку можно легко изготовить своими собственными руками. Но для этого необходимо, чтобы были чертежи.
Где взять чертежи
В интернете можно найти чертежи различных конструкций улитки. Есть подробные инструкции, объясняющие как сделать такие простые слесарные приспособление своими руками. Объясняются тонкости процесса изготовления и предлагают чертежи этих элементов. Рассказывают, как правильно подобрать материал для каждого элемента ручного гибочного устройства. Как более точно сделать детали без специального оборудования, используя свои навыки и простейшие ручные инструменты.
Для чего нужно такое приспособление
Такая улитка позволяет изготовить своими руками декоративные элементы с любыми радиусами изгибов с помощью холодной ковки. Приспособления для ковки холодной используют при изготовлении ажурных изделий.

Такое простое слесарное устройство позволяет сделать красивые и оригинальные элементы без повреждения видимой поверхности внешнего вида. Например, ковки холодного металла такой толщины с помощью молотка оставит вмятины и царапины на радиусной плоскости. Такими изделиями декоративно оформляют различные интерьеры. Ими можно украсить ворота, заборы, решетки. Красиво оформить фасад загородного дома, крыльцо, балконные решетки, камины, уличные фонари, беседки. Своими руками можно красиво украсить интерьер коттеджа или квартиры с помощью изделий, сделанных на оснастке холодной ковки.
Похожие статьиgoodsvarka.ru