
Виды фрезерных станков по металлу – Типы фрезерных станков и их назначение
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Основные виды фрезерных станков
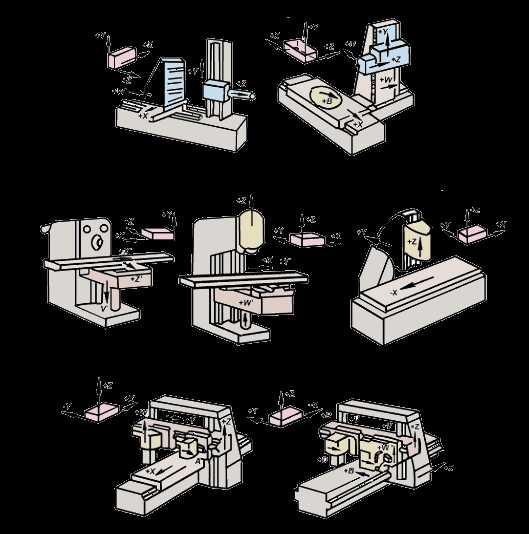
 Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные модулем ЧПУ
 При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
-
Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
Если перед вашим промышленным предприятием встал вопрос, какие типы фрезерных станков приобрести для производства той или иной продукции, свяжитесь с инженерно-техническими специалистами компании «СМК» по телефонам 8 (4822) 620-620
stankomach.com
Виды фрезерных станков по металлу
Фрезерный станок по металлу – виды и функциональность. Широкий выбор.
Использование фрезерных станков на металлических заготовках. Инструменты токарные, с ЧПУ. Их отличия, работоспособность и стоимость по лучшей цене.
Чтобы сделать отверстия, канавки, пазы, нанести внутреннюю или внешнюю резьбу на заготовки из металла, потребуется определенный вид оборудования – фрезерный станок. На нем производится целый ряд разнообразнейших операций с прямыми или винтовыми образующими.
Аппарат просто незаменим для изготовления металлических деталей, поэтому в сфере металлообработки он получил наиболее широкое распространение. Главным рабочим инструментом в машине выступает фреза – это зубчатое многолезвийное колесо, вращающееся с умопомрачительной скоростью. Изменения в ее размерах и конструкции зависят от видов и габаритов обрабатываемых материалов. Но могут использоваться и расточные инструменты:
- резцы;
- сверла;
- развертки;
- зенкера.
Все это расширяет возможности в обработке заготовок и фрезерный станок по металлу становится более разноплановым, сокращая время на перенастройку под новые задачи.

Виды и технологии фрезеровок
Четко структурированной классификации по данному виду обработки не существует из-за разнообразности выполняемых работ. Поэтому разделение ведется по моделям использующихся устройств или по таким градациям как:
- Используемая фреза. Концевая, торцевая, фасонная, периферийная.
- Расположение обрабатываемой заготовки. Вертикальная, горизонтальная или под углом.
- Направление вращения фрезы. Встречная или попутная.
Последний вид применяется для описания работ с массивными деталями, когда вначале используют встречный способ фрезеровки, а затем – попутный.
В зависимости от материала, объемов заготовок, сложности и типа машины меняется и порядок действий, которые должен выполнять рабочий.
Так обычный токарно фрезерный станок проходит предварительную небольшую профилактику, во время которой проверяется вращение шпинделя со вставленной фрезой. Для черновой работы она берется с 11-м или 12-м квалитетом точности, а для финальной – меньше на 3 порядка.
Фрезерный станок с ЧПУ, в первую очередь, проверяется на отзывчивость и корректность работы программного интерфейса и обеспечения. Потом осматриваются остальные его компоненты.
Выпускает предметы фрезерный ЧПУ с большей точностью и сложной геометрической поверхностью. Компьютером задаются все необходимые параметры, и фрезерование ставится на поток. При этом количество бракованных деталей снижается до минимума.
Только фрезерный станок с ЧПУ по металлу использует лазерную обработку. С ее помощью достигается максимальная точность и она не оставляет на заготовках заусенцы, благодаря чему не тратиться дополнительное время на шлифование.

Функциональность фрезерных станков
Работают почти все устройства одинаково, а отличия появляются только во внутреннем наполнении. Наиболее используемые модели объединяются в следующие виды:
Горизонтальные. На них обрабатываются небольшие детали, а режущими инструментами могут быть все типы срезов. Шпинделя в данных устройствах соответствуют названию вида и так же являются горизонтальными.
Вертикальные. Эти фрезерные станки обладают наибольшим распространением. С их помощью обрабатываются углы, пазы, поверхности и рамочные элементы в деталях. Возможно как наличие, так и отсутствие консоли в аппаратах.
Универсальные. Могут обрабатывать горизонтальные и вертикальные плоскости, а также спиралевидные поверхности. Чаще всего такие аппараты используют в небольших мастерских и частных цехах.
С ЧПУ. Токарно фрезерный станок по металлу предназначенный для массового производства высококачественных изделий на предприятиях.
Портальные обрабатывающие центры. Обладают лучшей скоростью, точностью и универсальностью. Применяются на крупных предприятиях с поточным производством.
При выборе фрезерного станка (обычного или ЧПУ, металл обработать-то могут оба) не стоит забывать о том, как и с каким объемом материалов он будет использоваться. Дополнительные функции, которые не понадобятся при производстве деталей, – это явное излишество.
Купить фрезерный станок по приемлемой стоимости можно на сайте Станкоинкома и если возникнут какие-либо вопросы, то по предоставленным контактным номерам вас всегда готовы проконсультировать ведущие эксперты компании.
stankoinkom.ru
48.Фрезерные станки, общее устройство, виды выполняемых работ, основные типы.
Предназначены для обработки крупных плоских призматических и фасонных поверхностей, нарезки пазов, канавок и зубьев. Существует виды фрезерных станков в зависимости от положения шпинделя: вертикально-фрезерные и горизонтально-фрезерные, в зависимости от наличия или отсутствия стола: простые и универсальные. При наличии консоли станок называется консольно-фрезерным.
Горизонтально-фрезерные станки. Состоят из станины, консоли — жесткой опоры для размещения и перемещения по вертикали стола, стола для установки заготовки, хобота с серьгой — выступа для закрепления второго конца оправки(стержня) с фрезой, коробок скоростей и подачи. Фреза вращается и перемещается вдоль заготовки, и при этом ее зубья снимают слой стружки.
Вертикально-фрезерные станки. Отличаются тем, что шпиндель с вращающейся фрезой расположен вертикально, отсутствует хобот. Зубья фрезы находятся на ее конце и при вращении снимают стружку. Для каждого станка существует свой набор режущих инструментов — фрез. Для горизонтальных — цилиндрические, дисковые, для вертикальных — торцевые, концевые и т.п. Функционально продольно- и вертикально-фрезерные станки очень близки и по большинству функций взаимозаменяемы. Кроме указанных широко применяющихся станков станов, в отдельных случаях используются продольно-фрезерные станки для обработки 2-4 шпинделями крупных заготовок. Копировально-фрезерные станки — для обработки заготовок по заданному контуру модели детали за формой которой следит специальный копир и фреза, выполняющая его движения.
49.Сверлильные станки: общее устройство, виды выполняемых работ, основные типы.
На сверлильных станках выполняют следующие работы:
— сверление
— зенкерование — обработка цилиндрических отверстий зенкером для придания им правильной формы, установленных допусков, размеров и шероховатостей
— развертывание — то же что и зенкерование, но с большей точностью при помощи развертки
— зенкование — образование цилиндрических или конических отверстий под головку винта
— цекование — обработка плоскости под головки винтов и гаек
— нарезание внутренней резьбы метчиком
Сверлильные станки подразделяются на вертикально-сверлильные, горизонтально-сверлильные, радиально-сверлильные и многошпинделевые.
Вертикально-сверлильные станки. Выпускают различных типов размеров по диаметру сверла и применяют в цехах единичного и серийного производства. Станок состоит из фундаментной плиты, на которой устанавливается станина, двигателя, коробки скоростей и подачи, кронштейна для установки шпинделя и перемещающегося по вертикали стола.
Радиально-сверлильные станки для сверления отверстий в крупногабаритных заготовках. Устройство: на плите установлена колонна, вокруг которой вращается гильза с траверсой(поперечиной). На траверсе установлены двигатель, коробка подачи скоростей. Шпиндель может перемещаться вдоль траверсы и вместе с траверсой вокруг колонны.
Расточные станки. Служат для обработки крупных корпусных деталей. На них можно сверлить отверстия, растачивать и обтачивать цилиндрические поверхности, зенкеровать, фрезеровать и т.д., т.е. производить полную обработку заготовки без её перестановки, что предохраняет от смещения обрабатываемых поверхностей и центров. Применяются при изготовлении матриц и других заготовок, требующих точного расположения отверстия относительно базовой поверхности. Станки дорогие и малопроизводительные. Особой точностью отличаются координатно-расточные и алмазно-расточные.
studfiles.net
Конструкция и классификация токарно-фрезерных станков с ЧПУ
 Фрезерные станки с ЧПУ дают возможность делать высококачественные изделия из металла, которые имеют большую точность в геометрических показаниях. Они производятся как российскими, так и иностранными предприятиями, очень удобные и эффективные в использовании. На сегодняшний день неактуальны узкоспециализированные станки. В них маленькая производительность, они не очень удобны, потому что нужно перетаскивать заготовку с одного места на другое.
Фрезерные станки с ЧПУ дают возможность делать высококачественные изделия из металла, которые имеют большую точность в геометрических показаниях. Они производятся как российскими, так и иностранными предприятиями, очень удобные и эффективные в использовании. На сегодняшний день неактуальны узкоспециализированные станки. В них маленькая производительность, они не очень удобны, потому что нужно перетаскивать заготовку с одного места на другое.
Токарно-фрезерный станок с ЧПУ
Агрегаты с ЧПУ способны заменить несколько устаревших станков и сэкономить расходы и время. Тем более что выпускаются данные типы станков для того, чтобы использовать их в бытовых условиях. Они компактные по размерам, у них не такая большая мощность, как в промышленных, но они могут делать фрезерную и токарную работу на высшем уровне.
Конструкция
Такое оборудование, оснащённое ЧПУ, применяется сегодня во многих производственных организациях. Это современное устройство, которое позволяет делать очень точную обработку металлической заготовки.
Он имеет несколько особенностей в конструкции:
- В приводных элементах почти нет промежутков.
- Имеются довольно жёсткие несущие части, которые удерживают жёстко станину при вибронагрузке.
- Располагающие небольшой длиной, имеют небольшое количество кинематических цепей.
- Имеются особые сигнализаторы обратной связи.
 Посредством особой системы гидравлика и другие части прогреваются перед началом работы, и благодаря этому значительно уменьшается термодеформация при работе агрегата.
Посредством особой системы гидравлика и другие части прогреваются перед началом работы, и благодаря этому значительно уменьшается термодеформация при работе агрегата.
Непосредственно на агрегате ставятся направляющие с высокой износоустойчивостью и с весьма сниженным коэффициентом трения. Благодаря этому увеличивается точность металлорезки, а уровень несогласования уменьшается. Все движущие части двигаются по заданным параметрам с высокой точностью.
Все элементы токарного станка сделаны так, что при высокоскоростной обработке и нагревании коэффициент трения не изменится. Этим элементом являются специальные ролики.
Направляющие, на которых обрабатываются металлические заготовки с очень большими скоростями, должны быть установлены очень жёстко. Жёсткость достигается натягиванием особых регулирующих стержней. Для того чтобы уменьшить трение, направляющие части фрезерного станка с ЧПУ изготавливают из определённых материалов, таких, как чугун, сталь, бетон с добавлением гранитных элементов. От жёсткости будет зависеть, к какой группе риска будет причислено оборудование. Направляющие располагаются по вертикали, под наклоном или горизонтально.
Для жёсткости несущие части станка делают прямоугольной формы с продольными и поперечными гранями между ними. Несущие детали делают цельные, методом литья или сваривания из отдельных частей.
Очень важной металлорежущей частью считается шпиндель, который испытывает сильнейшую нагрузку при работе станка. Поэтому все посадочные части и основные части шпинделя должны быть износостойкими. Подшипники, которые ставят в опоры, должны точно и правильно вращаться.
У фрезерных станков по металлу с ЧПУ конструкция шпинделя очень сложная. Связано это с тем, что в него вмонтированы некоторые вспомогательные элементы:
- Зажимы для рабочих приспособлений.
- Датчики для диагностирования оснащения.
- Датчики для адаптивного управления обработкой.
- Шпиндель на фрезерном станке с числовым программным управлением может располагаться вертикально или горизонтально.
Классификация станков с ЧПУ
Токарно-фрезерные станки с автоматическим контролем можно разделить на три группы:
- контурная, в которой программируется нужная траектория движения режущего инструмента, а контроль осуществляется автоматически за правильностью обработки;
- позиционная, в ней программируются точечные координаты, которые инструмент имеет после обработки;
- адаптивная контурная система, совмещённая с позиционной.
По имеющейся маркировке на станке ЧПУ можно очень легко определить, к какой группе станок относится. Цифры и буквы, написанные в конце маркировочной надписи, означают систему, на которой программируется станок.
- Ф1 — это инструмент, двигающийся по заранее внесённым координатам с числовой индикацией.
- Ф2 — инструмент, передвигающийся позиционно.
- Ф3 — программируемый контурно.
- Ф4 — вертикальный, горизонтальный фрезерный станок с ЧПУ, который программируется адаптивно.
 В некоторых маркировках токарно-фрезерных станков можно увидеть надписи С½/¾/5. Это означает, что станок имеет особенные возможности. Такие станки, как С ½, имеют малый диапазон регулирования и низкий предел передач. Станки с более высокими цифрами имеют более расширенный диапазон передач и регулирования.
В некоторых маркировках токарно-фрезерных станков можно увидеть надписи С½/¾/5. Это означает, что станок имеет особенные возможности. Такие станки, как С ½, имеют малый диапазон регулирования и низкий предел передач. Станки с более высокими цифрами имеют более расширенный диапазон передач и регулирования.
Станки С4/5 можно применять для качественного проведения разных технологических операций, например, нарезать резьбу снаружи и обрабатывают внутри детали конус или цилиндр.
Программирование станков
Для того чтобы эксплуатация токарно-фрезерного станка с ЧПУ была максимальной, необходимо правильно продумать технологический процесс обрабатывания и обязательно разработать программу управления станком. Для решения этого вопроса нужно принять во внимание много важных факторов, таких, как положение детали и инструмента, а также привязку координатной системы.
При программировании учитывается фактор движения инструмента по осям координат заготовки, которая должна быть закреплена неподвижно. Инструмент должен перемещаться прямолинейно относительно оси, которая расположена параллельно детали.
Задача программирования операций, которые выполняются на станке с числовым программным управлением, состоит в том, чтобы задать правильную траекторию. По ней будет проходить инструмент для формирования детали с правильной геометрией.
Следует учесть правила, которые необходимы при разработке программы для станка с ЧПУ.
 Технологический процесс разделяется на три стадии: черновую, чистовую и отделку.
Технологический процесс разделяется на три стадии: черновую, чистовую и отделку.- Для сведения погрешности к минимуму фиксация и базировка заготовки сводятся в один этап.
- Обточку заготовки рекомендуется делать с меньшим числом установок.
- Необходимо рационально подходить к обработке деталей.
- В самом конце лучше обтачивать детали, имеющие форму конуса или цилиндра, для их обточки необходимо больше жёсткости.
В технологическом процессе есть операции:
- Элементарная.
- Позиционная.
- Инструментальная.
- Вспомогательная.
Соблюдая правила составления программы, необходимо обеспечить хорошее качество обработки. Программист может указывать параметры:
- Число проходов или переходов.
- Тип обрабатывания и обрабатываемой детали.
- Общее количество установок.
- Число инструментов и их размеры.
Дополнительное оснащение и приводы
Для работы применяются различные виды электроприводов. В маломощных применяются двигатели постоянного тока. С большой мощностью применяются двигатели переменного тока, они оснащены асинхронными электродвигателями с четырьмя полюсами, которые могут бесперебойно работать в жёстких условиях.
tokar.guru
Виды фрезерных станков по металлу
В промышленности нашего времени часто используются фрезерные станки для работы с металлом. Зародилась фрезерная обработка еще несколько сотен лет назад, но популярность обрела в последние года. Станочное оборудование позволяет разнообразить работу.
Его используют для обработки резанием с помощью фрезы внутренних полосок, наружных полосок , фасонных поверхностей. С помощью таких станков создают зубья зубчатых колес, уступы, пазы.
На сегодняшний день существует несколько типов фрезерных станков:
— универсальные станки;
— вертикально-фрезерные станки обрабатывающие;
— обрабатывающие центры;
— горизонтально-фрезерные станки.
Фрезерные станки для работы с металлом изготавливают с ЧПУ. Такие оборудования являются функциональные. Практически все из них автоматизированы, что облегчает процесс работы. Только электронная система требует от работника специальных знаний. Так что фрезеровщику нужно пройти специальное обучение. Современные фрезерные станки используются для создания различных деталей.
Раньше эти виды оборудования были непривлекательного типа. Сейчас оборудование является эргономичным, надежным, а программное управление всегда функционирует точно. Фрезерные станки отличаются между собой, даже в том случае, когда относятся к одному типу. Это связано с маркой производителя и страной, в которой они создаются. К каждому станку фрезерному выдвигаются строгие требования, и они всегда соблюдаются. На саму конструкцию будет оказывать влияние технология изготовления, а также назначение. В станках могут использоваться оригинальные узлы, составляющие элементы, агрегаты. Так что к запчастям следует выдвигать строгие требования. Зачастую приходится заказывать оригинальные составляющие для станков.
Фрезерное оборудование по металлу всегда находится под нагрузкой. Это приводит к тому, что запчасти могут приходить в неисправность. Пр
machine-tools-repair.com
Станки фрезерной группы. Устройство фрезерного станка
Фрезерной станок представляет собой один из самых распространённых подвидов оборудования для обработки различных металлических заготовок и деталей. Основной частью станка является фреза – режущий инструмент с несколькими лезвиями, закреплённый на шпинделе. В универсальных фрезерных станках шпиндель располагается под углом 90° к заготовке, однако другие модели (например, широкоуниверсальный станок) имеют дополнительную шпиндельную головку на выдвижной конструкции, позволяющей менять угол наклона фрезы.
Основные виды фрезерных станков
Фрезерные работы по металлу востребованы во многих областях современной промышленности, в связи с чем на рынке представлен широкий спектр модификаций фрезерных станков различной конструкции.
- Универсальные фрезерные станки – оборудованы неподвижным горизонтальным шпинделем и поворотным столом;
- Широкоуниверсальные фрезерные станки – по сравнению с универсальными станками дополнительно оснащены приставным шпинделем, который может поворачиваться вокруг горизонтальной и вертикальной оси;
- Горизонтальные фрезерные станки – имеют горизонтальный шпиндель и консоль, которая может перемещаться перпендикулярно шпинделю в нескольких направлениях. Используются для работы с изделиями среднего веса и небольшого размера;
- Вертикальные фрезерные станки – в данных моделях шпиндель и фреза располагаются вертикально и могут поворачиваться вокруг своей оси. Рабочая консоль может двигаться как перпендикулярно к режущему инструменту, так и вертикально;
- Бесконсольные фрезерные станки – оборудованы шпинделем со фрезой, которые перемещаются только вертикально, и столом, который может двигаться лишь в продольном и поперечном направлениях;
- Продольные фрезерные станки. Изготовляются в двух- и одностоечном вариантах, могут быть оборудованы двумя вертикальными и двумя горизонтальным фрезами. Стол продольных станков может двигаться только в продольном направлении, шпиндели двигаются как вертикально, так и поперечно;
- Копировальные фрезерные станки – наиболее современные модели, траектория движения и скорость перемещения шпинделя и стола контролируются за счёт программного управления, для копирования образец детали ощупывается специальным копировальным инструментом;
- Шпоночные фрезерные станки – характеризуются наличием автоматизированного рабочего цикла и оснащены двигающимся в продольном направлении столом и вертикальным шпинделем, способным совершать так называемые планетарные движения заданного диаметра;
- Карусельные фрезерные станки – оборудованы вертикальными шпинделями с фрезами и непрерывно вращающимся круглым столом, позволяющим не прерывать работу над деталью;
- Обрабатывающие центры – сочетают функционал токарного и фрезерного станков, позволяя в короткий срок осуществлять комплексные токарно-фрезерные работы над металлическими деталями и изделиями сложной конфигурации.
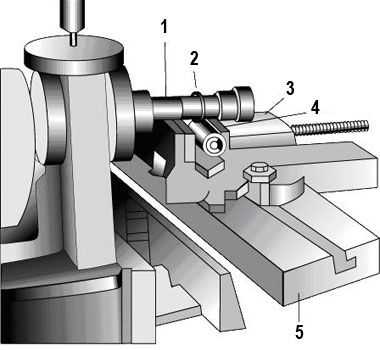 |
Рис.5. Основные конструктивные элементы горизонтально-фрезерного станка: 1 – оправка; 2 – фреза; 3 – тиски; 4 – деталь; 5 – стол
 |
Рис 6. Устройство горизонтально-фрезерного станка:
1 – фундаментная плита; 2 – станина; 3 – консоль; 4 – салазки; 5 – стол; 6 – хобот; 7 – оправка с фрезой
Основой фрезерного станка является станина – устойчивая база, на которой закрепляются прочие части устройства. Внутри станины располагаются коробка скоростей и полый вал шпиндельного механизма. Фреза станка поддерживается при помощи “хобота” – специальной конструкции с подвесками.
В процессе работы консоль с коробкой подач движется по вертикальным направляющим станины. В это же время салазки с поворотным механизмом, несущим продольный стол, перемещаются в поперечном направлении по направляющим консоли. Стол может поворачиваться вокруг вертикальной оси и таким образом менять своё положение и в горизонтальной плоскости (по отношению к оси шпинделя).
После запуска двигателя станка при помощи коробки передач крутящий момент передаётся на шпиндель. На переднем торце шпинделя монтируется фрезерная оправка, обычно представляющая собой так называемый конус Морзе – стержень конической формы, на котором с помощью колец и гаек фиксируется режущий инструмент (фреза). У моделей станков с расширенным функционалом шпиндельных головок может быть несколько – как правило, дополнительная головка более подвижна и может работать как отдельно, так и параллельно с основной, осуществляя фрезеровку изделий сложной конфигурации, а также такие виды работ, как сверление, растачивание и пр.

|
Рис 7. Устройство вертикально-фрезерного станка:
1 — фреза, 2 — шпиндель; 3 — хобот; 4 — станина; 5 — стол; 6 — салазки;
7 — консоль; 8 — фундаментная плита; 9 — панель запуска шпинделя;
10 — регулировка передач шпинделя; 11 — регулировка скорости вращения шпинделя; 12 — подача СОЖ; 13 — продольное перемещение стола;
14,15,16 — ускоренные перемещения стола; 17 — поперечное перемещение стола
Особенности фрезерных станков с ЧПУ
Главное отличие современного оборудования с ЧПУ от стандартных станков – автоматизация управления скоростью фрезы и перемещением стола в процессе обработки детали. На предприятиях, осуществляющий серийных выпуск деталей со сложной криволинейной поверхностью (лопасти воздушных винтов, лопатки самолётных турбин) используются станки ЧПУ со шпинделем на отдельных салазках, позволяющих режущему инструменту самостоятельно двигаться вертикально и вокруг своей оси.
Отдельный класс также представляют собой копировальные фрезерные станки с ЧПУ, которые задействуются для обработки деталей сложной конфигурации (матриц для штамповки листовых изделий из металла, форм для литья и др.). Подобные модели оборудованы специальным щупом-индикатором, который изучает фигурный профиль детали-образца и передаёт полученные данные через рабочую фрезу для создания аналогичного изделия.
Измерительный инструмент, применяемый на производстве.
Когда дело касается деталей и составляющих готовых изделий, ошибок в расчетах размеров быть не должно. Ведь от этого будет зависеть в конечном итоге качество выпускаемой продукции. К примеру, несоответствие диаметра крепежного элемента размеру отверстия станет причиной ненадежности всей конструкции. Именно поэтому на большинстве предприятий проводятся контрольные измерения.
Рассмотрим подробнее следующие измерительные приборы.
Линейка измерительная — инструмент, с помощью которого
измеряют линейные размеры. По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п. Шкала линейки имеет цену деления 1мм или 0,5мм. Через каждые 5мм штрих на линейке имеет несколько больший размер. Через каждый 1см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы.
Рис. 8 Линейка измерительная
Малка — инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку.
При производстве столярных работ применяют деревянную малку. Она представляет собой колодку с прорезью и пера. Перо и колодка шарнирно соединены с помощью винта и гайки-барашка. Для того, чтобы установить перо в нужное положение, необходимо ослабить, а затем затянуть барашек. В нерабочем положении перо убирается в прорезь колодки, при этом малка не занимает много места.
Рис. 9 Малка
При производстве слесарных разметочных работ применяют металлическую малку.
Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм. В состав микрометра входит скоба с пяткой, микрометрический винт с шагом 0,5мм и стопор. Микрометрический винт состоит из стебля, барабана, и головки. Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм. Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы.
Рис.10 Микрометр
Нутромер — инструмент, с помощью которого определяют внутренние
размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу.
Рис. 11 Нутромер
Плита разметочная — основное разметочное приспособление.
От поверхности плиты отсчитывают все размеры, которые отмечаются рисками на деталях при пространственной разметке. Разметочные плиты изготавливают литьем из мелкозернистого серого чугуна. В нижней части плиты расположены ребра жесткости, которые препятствуют ее изгибу под весом размечаемых деталей и под весом самой плиты.
Рис. 12 Плита разметочная
Рабочая плоскость плиты обрабатывается на точных строгальных станках, а затем прошабривается. Для облегчения установки на плите различных приборов рабочая поверхность плит иногда бывает разделена на квадраты канавками глубиной 2 — 3мм и шириной 1 — 2мм.
Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину.
Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки.
Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Подвижные губки могут свободно перемещаться вдоль штанги. В нужном положении подвижные губки фиксируются с помощью стопорного винта.
Рис. 13 Штангенциркуль

Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое — 0,4мм, пятое находится посредине между девятым и десятым. Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге.
Контроль калибрами.Для выполнения операций технического контроля в условиях массового и крупносерийного производства широко используют контрольные инструменты в виде калибров.
Калибры— это тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. Они применяются чаще всего для определения годности деталей с точностью 6… 17 квалитетов, а также в устройствах активного контроля, работающих по принципу «западающего калибра».
С помощью предельных калибров определяют не численное значение контролируемого параметра, а выясняют, выходит ли этот параметр за предельные значения или находится между двумя допустимыми. При контроле деталь считается годной, если проходная сторона калибра (ПР) под действием усилия, примерно равного массе калибра, проходит, а непроходная сторона калибра (НЕ) не проходит по контролируемой поверхности детали. Если ПР не проходит, деталь относят к бракованным с исправимым браком. Если НЕ проходит, деталь относят к бракованным с неисправимым браком.
Выбор детали для курсового проекта по дисциплине «Технология машиностроения»
Служебное назначение детали
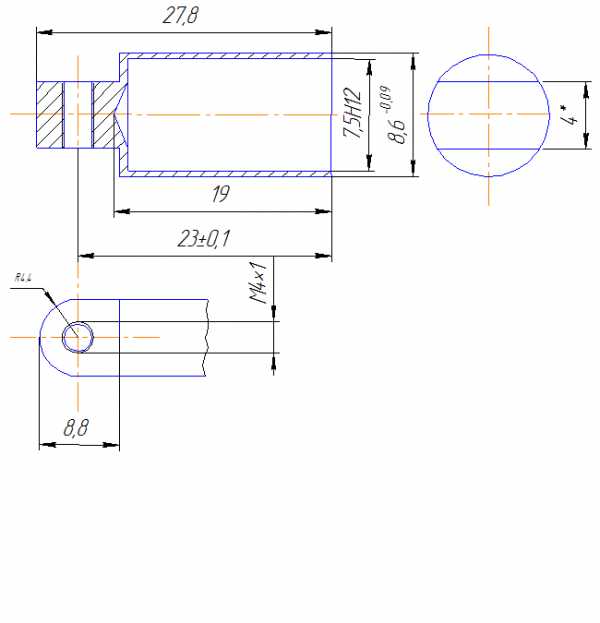
Название детали: Вал.
Материал детали: Сталь 40.
Габаритные размеры: Ø8,8×27,8.
Неуказанные предельные отклонения размеров: Н12.
Вал — деталь, предназначенная для передачи крутящего момента и восприятия действующих сил со стороны расположенных на нём деталей и опор.
Технологичность заготовки
Деталь – вал изготавливается из стали 45 ГОСТ 1050-74 прутков фасонного проката. Конфигурация наружного контура и отверстия не вызывает значительных трудностей при получении заготовки.
Таким образом, заготовку можно считать технологичной.
Назначение
Валы, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностей термообработке детали, от которых требуется повышенная прочность.
Обоснование выбора оборудования
Выбор станка должен основываться на следующих правилах:
· Мощность, производительность и точность должны быть минимальными, но достаточно для выполнения требования предоставляемых к операции
· Обеспечение концентрации производства с целью уменьшения числа операций, количества оборудования, повышения производительности и точность за счет уменьшения числа переустановок заготовки
· В среднесерийном производстве следует применять высокопроизводительные станки-автоматы, агрегатные станки, станки с ЧПУ
· Оборудование должно отвечать требования безопасности, Эргономики и экологии.
Данные по выбору оборудованию занесены в таблицу.
Технологический маршрут обработки детали
| № операции | Наименование операции | Станок |
| Токарная чистовая | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT | |
| Резьбонарезная | MCFV-2080NT | |
| Токарная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT |
Обоснование выбора режущего инструмента
При выборе режущего инструмента следует руководствоваться правилами:
· Режущий инструмент выбирается исходя из метода обработки, оборудования, расположения обрабатываемой поверхности
· Следует отдавать стандартным и нормализованным инструментам и только при их отсутствии применять нестандартные
· Материал режущего инструмента выбирается исходя из обрабатываемого материала, состояния поверхности и вида обработки.
Выбор инструмента
| № операции | Наименование операции | Режущий инструмент | Мерительный инструмент |
| Токарная черновая | Резец токарный проходной прямой левый ГОСТ-18869-73 P9K5 | Калибр-скоба ГОСТ 18355-73 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71 Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Сверление | Сверло метчик | Калибр-пробка ГОСТ 18355-73 | |
| Резьбонарезная | Сверло-метчик | Калибр-пробка ГОСТ 18355-73 | |
| Отрезная | Резец отрезной двухсторонний ГОСТ-18883-73 Т5К10 | Штангенциркуль ШЦЦ-150-0,01 электронный ГОСТ 166-89 | |
| Сверлильная | Сверло по металлу с коническим хвостовиком ГОСТ 10903-77 Ø7,5 Р6М5 | Калибр-скоба ГОСТ 18355-73 |
Техпроцесс изготовления вала
| № | Наименование | Обор- ние | Инст-т | Приспособление |
| Заготовительная | ||||
| Токарная. Точение заготовки на l = 27,8 t = 0,7 | MCFV-2080NT | Резец проходной ГОСТ 18880-73 | Трехкулачковый самоцентрирующий патрон | |
| Фрезерная. Снятие лысок l = 8,8, t = 2,3 | Фреза концевая ГОСТ 17025-71 | |||
| Сверлильная. Сверление перпендикулярного отверстия ø3, на t=4 | Сверло-метчик | |||
| Резьбонарезаная Нарезание резьбы M4×1 | Сверло-метчик | |||
| Токарная Отрезание заготовки на l=27,9 | Резец отрезной двухсторонний ГОСТ 18884-73 | |||
| Сверлильная. Сверление осевого отверстия Ø7,5, на t =19 | Сверло по металлу ГОСТ 10903-77 | |||
| Моечная | Ванна моечная | |||
| Измерительная | Стол | Калибр-скоба | ||
| Гальваническая | Электрохим. | |||
| Контрольная измерительная | Стол ОТК |
После обработки детали на станке, производится контрольно – измерительная операция контролером ОТК. Для проверки деталей применяют калибры, шаблоны, штангенциркуль, специальные и др. контрольные приспособления. Если деталь соответствует требуемым параметрам, то её отправляю дальше, согласно маршрутному листу.
Заключение
В ходе прохождения производственной практики мной были рассмот-рены вопросы, касающиеся структуры предприятия, цеха, изучен процесс работы отделов.
Во время практики появилась возможность применить полученные знания в учебном заведении в реальной рабочей обстановке. Также были получены первичные профессиональные умения и навыки. Принимал участие в рабочих процессах.
Список используемой литературы
1. Инструкции предприятия по охране труда, технологии выполнения работ.
2. Фещенко В.Н., Махмутов Р.Х. Токарная обработка.: Учеб. для проф. учеб. заведений. – 3 изд. испр. М. Высшая школа; Изд. центр «Академия».: 2004.
3. Черпаков Б.И. Технологическая оснастка.: Учеб. для сред. Образова-ния/Б.И. Черпаков. – М.: «Академия». 2004.
4. http://politexno.ru/koninstr.html
5. http://prom-nadzor.ru/content/instrukciya-po-ohrane-truda-dlya-tokarya
6. http://infopedia.su/3x4f0.html
Рекомендуемые страницы:
lektsia.com
Настольный фрезерный станок по металлу для дома
Содержание статьи:
Фрезерные станки по металлу относятся к особому типу оборудования. Они предназначены для выполнения тонкой обработки стальных поверхностей. Нередко подобные работы необходимо сделать в домашних условиях. В качестве альтернативы заводским моделям можно рассмотреть вариант изготовление самодельной.
Принцип работы фрезерного станка по металлу

Профессиональный фрезерный станок
Главным отличием фрезерного станка от токарного является жесткая фиксация заготовки на рабочем столе. Обработка поверхности последней происходит с помощью специальных средств. Они выполняют контролируемое удаление части материалов для создания изделия определенной формы.
Существует два основных отличия конструкции фрезерных станков для дома. В первом случае для обработки материалов предусмотрена подвижная режущая часть, которая смещается относительно заготовки. Для фрезерования небольших деталей рекомендуется рассмотреть модели со стационарным положением фрезы и регулируемым координатным столиком.
Для обработки традиционно используют фрезы различной формы. После установки в фиксирующий патрон при включении фрезерной части происходит вращение режущего элемента. При воздействии на металлическую поверхность выполняется частичная выборка материала.
Обязательные элементы, входящие в состав оборудования:
- шпиндель. С одной части к нему крепится фреза, а вторая предназначена для соединения с электродвигателем. Промежуточным компонентом может быть блок регулировки числа оборотов;
- рабочий стол. В зависимости от типа оборудования бывает стационарным или подвижным. Дополнительно на нем должны присутствовать элементы для фиксации деталей;
- блок управления. Может быть механическим или электронным. Последний вариант применяется для массового производства или точной обработки металлических изделий;
- станина. Предназначена для установки всех вышеперечисленных компонентов в единый корпус.
Для работы дома достаточно будет сделать или приобрести настольный фрезерный станок. Однако для обработки больших поверхностей необходима массивная конструкция.
В последнее время большую популярность получили модели, у которых вместо фрез установлен лазерный блок. Но несмотря на высокую точность обработки он имеет один недостаток — небольшую глубину фрезерования.
Виды фрезерных станков по металлу

Фрезерный станок с подвижным рабочим столом
Фрезерные станки считаются по-настоящему универсальным оборудованием. Однако как все технические устройства имеют определенную классификацию. С ней необходимо ознакомиться до начала проектирования и изготовления настольного фрезерного устройства для дома.
Помимо стандартной комплектации для расширения функционала предусматривают установку дополнительных блоков. К ним относятся долбежные головки (горизонтальные или вертикальные), делительное устройство, приспособление для нарезания гребенок. В комплексе это дает возможность выполнить несколько разнотипных операций на одном оборудовании.
Виды фрезерных станков:
- вертикальные. Фреза расположена в вертикальном положении. Она крепится на стационарной шпиндельной головке. Для изменения положения относительно заготовки предусмотрен координатный стол;
- горизонтальные. Предназначены для обработки торцевых поверхностей. Смещение рабочего стола происходит в горизонтальном и вертикальном положении относительно резца;
- сверлильный. Оборудование адаптировано для установки сверл различного типа. Позволяет унифицировать устройство для выполнения двух различных операций;
- универсальный. Благодаря конструкции стола и рабочей головке обработка детали происходит во всех плоскостях. Специализация — мелкосерийное производство сложных заготовок;
- настольный. Отличается корпусом небольшого размера. Он предназначен для установки на любую ровную поверхность — столешницу или рабочий стол.
Кроме этого существуют различия по методу управления. Для сложной обработки рекомендуется применять фрезерный настольный комплекс с числовым программным управлением. Несмотря на его относительно высокую стоимость, он обладает большой производительностью.
Для самостоятельного изготовления рекомендуется применять схемы с вертикальным расположением режущей фрезы и подвижным координатным столом. Это позволит минимизировать затраты, упростить методику сборки оборудования.
Модель №1

Самодельный фрезерный станок из сверлильного
Для изготовления самого простого фрезерного станка по металлу в качестве основы можно взять сверлильное оборудование. Дальнейшая модификация заключается в изготовлении координатного стола.
На первом этапе следует разработать схему изменения конструкции. Она заключается в увеличении размеров площади опорного стола и установки регулируемой каретки. В дальнейшем на нее будут монтироваться заготовки. Альтернативным вариантом является применение станины от токарного. В этом случае трудоемкость работы по изготовлению настольного фрезерного станка для дома уменьшится.
Порядок выполнения работы.
- Демонтаж со станины токарного оборудования передней бабки с приводом.
- Формирование отверстий для установки вертикальной опоры.
- Монтаж силового агрегата с патроном для установки фрез.
На этом работа по изготовлению фрезерного оборудования закончена. В случае отсутствия токарной станины можно взять часть ее компонентов для комплектации. Остальные элементы придется сделать самостоятельно либо заказать у токаря.
При выборе электродвигателя необходимо обращать внимание на возможность регулирования числа его оборотов. Это можно сделать с помощью ременной передачи или электронного блока управления.
Модель №2

Самодельный фрезерный станок с ЧПУ
Для выполнения тонкой обработки необходима высокая точность оборудования. В большинстве случаев это касается гравировки стальных поверхностей. Этот процесс во многом схож с фрезерованием, отличается небольшой глубиной обработки материалов.
Самодельный фрезерный станок с ЧПУ по металлу состоит из следующих компонентов:
- неподвижный рабочий стол;
- верхняя каретка, которая смещается по осям x, y;
- режущий инструмент;
- шаговые двигатели для изменения положения каретки;
- электронный блок управления. Для оптимизации работы он должен подключаться к компьютеру.
Схема изготовления во многом зависит от наличия расходных материалов и компонентов. Процесс производства намного сложнее, чем у механической модели.
Для правильной работы настольного фрезерного станка необходимо подобрать набор фрез. Их конфигурации и материал изготовления зависит от параметров деталей и степени обработки.
В видеоматериале показан пример самодельного фрезерного устройства по металлу:
stanokgid.ru