
Заточка расточного резца для сквозных отверстий – Резец расточной твердосплавный упорный и проходной:фото,размеры,выбор
Виды токарных резцов: конструкция, особенности, размеры, заточка
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.

Виды токарных резцов
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержень — второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочая часть. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей:
- Режущая часть.
- Вершина.
- Плоскость с тыльной стороны.
- Плоскость, расположенная на лицевой части.
Существует два типа резцов — правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.

Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.

Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.

Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы необходимы для промышленного оборудования. От вида оснастки зависит то, какой результат получится, какие технологические операции будут доступны. Так как режущие инструменты быстро тупятся, нельзя забывать про заточку. Неправильно обработанная режущая кромка приведёт к браковке поверхности обрабатываемого материала.
metalloy.ru
Заточка упорных резцов — Инструменты для металлообработки
Несмотря на то, что многие используют сменные пластины, возникают вопросы по заточке резцов с напаянными пластинами.
Поскольку, чаще всего, валы и втулки имеют прямоугольные уступы, наверно, среди резцов, которыми обдирают и делают чистовую обработку, самыми востребованными является упорный резец.
Все мои основные наблюдения о поверхностях резцов, в основном, закончились лет 40 назад и приходились на период нескольких лет работы на станке 1Е61М на Заводе Экспериментального Машиностроения (ЗЭМ — теперь РКК «Энергия»). Моя заточка этих поверхностей основана на предположениях, которые уже исчерпаны. Поэтому, не судите строго.
Процентов 50-60 деталей, которые приходилось делать была всякая нержавейка, среди которых самыми труднообрабатываемыми были сплавы ЭИ. Что это за хрень, я и сей час не знаю, а любимым из сталей был сплав Х18Н10Т. Любимый твердосплав ВК8.
Одним из первых наблюдений было то, что обдирать лучше не отогнутым, а упорным резцом. При одинаковом съёме, режущая кромка короче, силы резания, в основном, по оси и вверх и, получается, без дробления можно ободрать быстрее.
На поверхности болванок режущая кромка встречается со всякой гадостью — окалина, внедрённые песчинки, а твердосплав хрупкий. Режущая кромка, как выяснилось, даже после алмаза имеет микросколы и выглядит как зубы крокодила. Эти зубы норовят сколоться и увеличить эти сколы. Подглядел, что мужики делают фаску на кромках.
У отогнутого резца, сам по себе, отвод стружки хороший. А у упорного она норовит коснуться обточенной, шершавой при обдирке поверхности и намотаться на неё. Поэтому, стал наблюдать за пропорциями между диаметром детали, радиусом канавки и подачей. Придумал делать канавку переменного радиуса — поменьше около вершины и увеличивающегося радиуса при отдалении от вершины. К тому-же кромка получалась наклонной.
Наклонная кромка и наклонная, расширяющаяся канавка направляют стружку от детали.
Хорошо бы её конической сделать, но жалко алмаз шаржировать державкой.
Для цветных металлов на резце из быстрореза, я делаю также, но канавка поглубже и остриё кромки получается острее и без фаски.
Режущие кромки, при осевой подаче, формирует на детали геликоидные поверхности
и, чтобы, при большой подаче, главная задняя поверхность не тёрлась о геликоид и, дополнительно, не нагревала режущую кромку, надо выбрать её наклон под подачу.
Так же, наклон нужен вспомогательной задней поверхности, чтобы она не тёрлась о диаметр детали.
Обдирать державку лучше на цилиндрической части карбида кремния, потому что усилия для боковой поверхности большие. Кроме того, что камень может лопнуть, поверхность абразива выкрашиваться будет.
Хотя поверхности на резце и могут получиться вогнутыми, главное, чтобы потом, при доводке алмазом, державка поменьше его касалась.
Затем надо довести главную заднюю поверхность на алмазе и снять фаску на кромке (для победитовых резцов).
С вспомогательной задней поверхностью возни побольше.
Надо содрать побольше державки, чтобы, когда деталь поджимаешь центром, резец смог проточить маленький диаметр, если надо.
С доводкой тоже не однозначно. Можно просто довести для обдирки, плавно уводя вспомогательную режущую кромку от цилиндра детали, скруглить вершину и ребро при вершине.
Для заводских поверхностей, где обычно указывают среднюю чистоту поверхности хватит.
Основная часть кромки для обдирки защищена фаской, а радиус скругления вершинки острый и можно делать чистовую.
Кстати, чистовую можно делать на обратном ходу самохода, оставив небольшой припуск. После торцевания наружу, ещё раз торцануть внутрь до нужного нониуса и включить самоход в обратную сторону.
А можно поколдовать и не сразу уводить вспомогательную кромку, чтобы она брила поверхность. Особенно на быстрорежущих резцах для цветных металлов и пластиков.
Для расточных упорных я применяю такую же заточку. Только из-за тесноты для резца в отверстии со вспомогательной поверхностью приходится возиться подольше :rolleyes:
www.chipmaker.ru
Растачивание цилиндрических отверстий — Токарное дело
Растачивание цилиндрических отверстий
Категория:
Токарное дело
Растачивание цилиндрических отверстий
Предварительно просверленные отверстия или отверстия в заготовках, полученных литьем или ковкой, часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и малой шероховатости.
Растачивание менее производительно, чем свер-ленйе. но позволяет получить точные отверстия диаметральный допуск размера до 0,02 мм, шестой класс шероховатости поверхности) и исправить положение оси отверстия.
Расточные резцы. Расточные резцы бывают; проходные для сквозных отверстий и упорные для глухих отверстий. Расточный резец закрепляют в резцедержателе параллельно оси заготовки. Чтобы головка резца вписывалась в обрабатываемое отверстие, задний угол расточного резца принимается большим, чем у резца для наружного точения. Та часть державки расточного резца, которая расположена возле головки, выполняется тоньше той части, которая крепится в резцедержателе.
У стандартных расточных резцов режущая кромка расположена на уровне верхней образующей цилиндрической державки и поэтому резец устанавливают ниже центра заготовки.
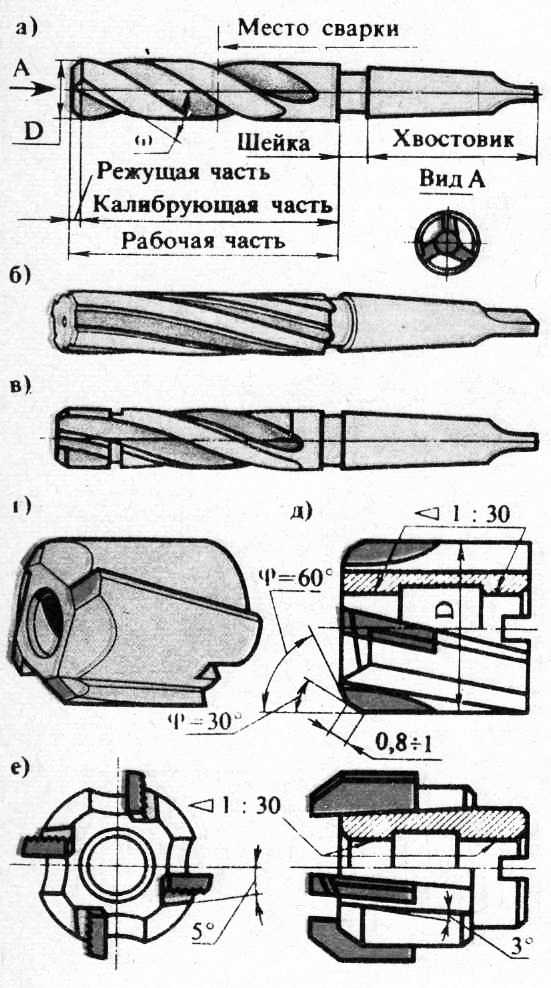
1. ЗЕНКЕРЫ: а — устройство (части зенкера), б — четырехперый цельный быстрорежущий, е — твердосплавный, г — насадной быстрорежущий, д — насадной твердосплавный, е насадной со вставными ножами
2. КОМБИНИРОВАННЫЙ СТЕРЖНЕВОЙ 74 ИНСТРУМЕНТ СВЕРЛО-ЗЕНКЕР
3. ЗЕНКОВАНИЕ ФАСКИ ОТВЕРСТИЯ
4. КОЛЬЦЕВОЕ СВЕРЛ: 1 – нож, 2 — коронка, 3 направляющие колодки
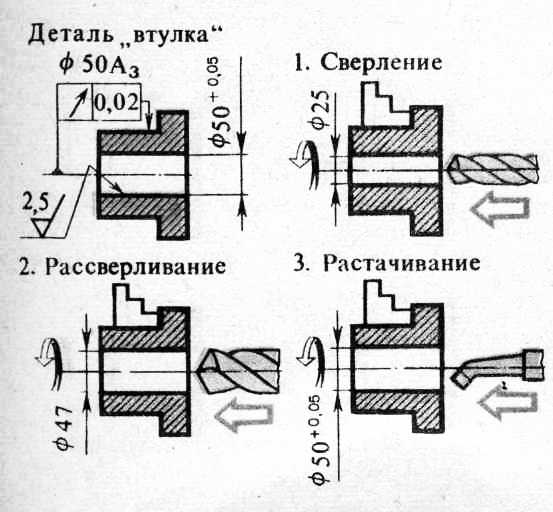
5. ТЕХНОЛОГИЧЕСКАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ ОТВЕРСТИЯ Ф 50 А
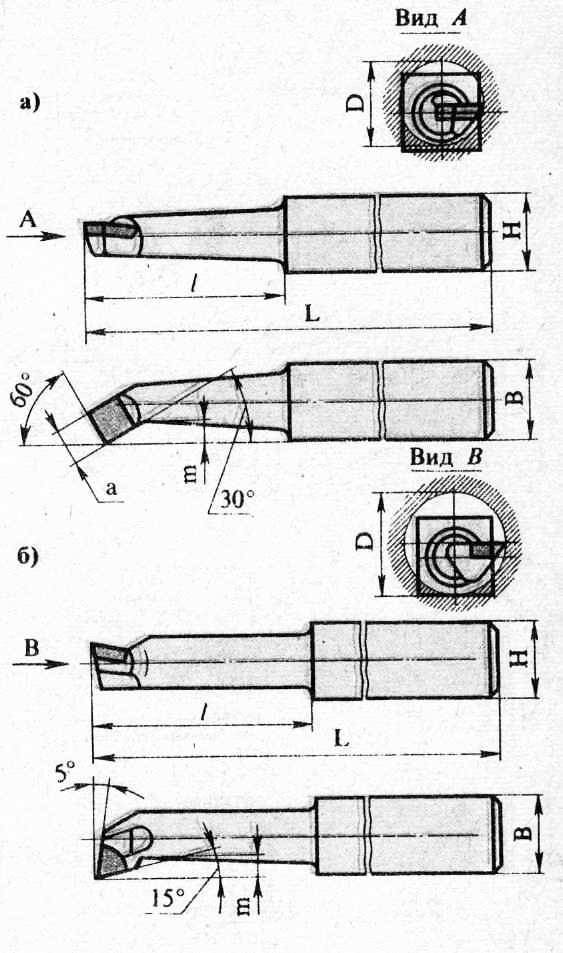
6. РАСТОЧНЫЕ РЕЗЦЫ:
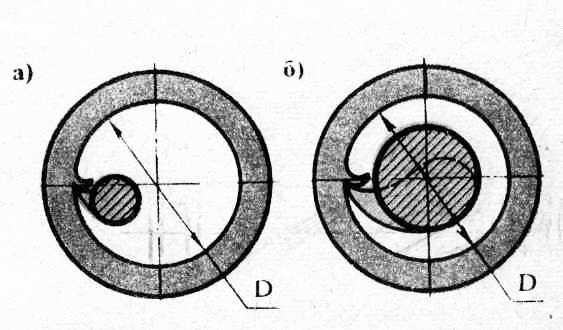
7. РАСПОЛОЖЕНИЕ РАСТОЧНЫХ РЕЗЦОВ В ОТВЕРСТИИ:
Это вынуждает применять расточные резцы с державкой значительно меньшего диаметра, чем диаметр растачиваемого отверстия. Такого недостатка не имеют расточные резцы токаря-новатора В. К. Лакура. Державка этого резца располагается в середине растачиваемого отверстия, поэтому может быть большего сечения, что устраняет опасность отжима резца и появления конусности обрабатываемого отверстия.
Применяют также расточные резцы, оснащенные твердосплавной коронкой «улиткой». Переточку «улитки» выполняют по передней поверхности.
Некоторый отжим резца при растачивании приводит к конусообразности обработанного отверстия, которую приходится выводить повторными проходами без врезания. Для предотвращения конусообразности, а также для растачивания на повышенных режимах применяют расточные резцы В. К. Семинского с державкой квадратного сечения. Резец Семинского крепится в призмах, вылет резца регулируют выдвижением из призм. Расточные оправки (борштанги). Отверстия 80—100 мм и более обычно растачивают расточными резцами, которые закрепляют в оправках.
Резец в оправке зажимается винтом с торца или с наружной поверхности оправки.
8. РАСТОЧНЫЕ РЕЗЦЫ СО СПИРАЛЬНОЙ ТВЕРДОСПЛАВНОЙ КОРОНКОЙ «УЛИТКОЙ»: 1 — проходной. 2 — упорный
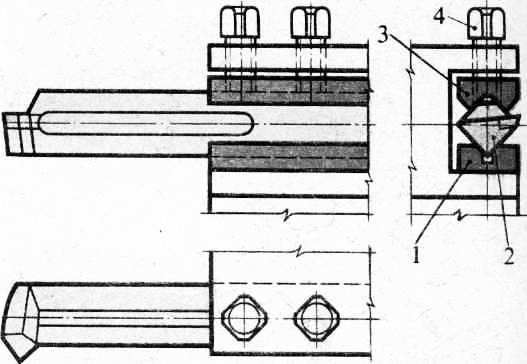
9. РАСТОЧНЫЙ РЕЗЕЦ В. К. СЕМИНСКОГО: 1— подкладка-призма, 2 —резец. 3 — прижимная планки. 4 — болт резцедержателя
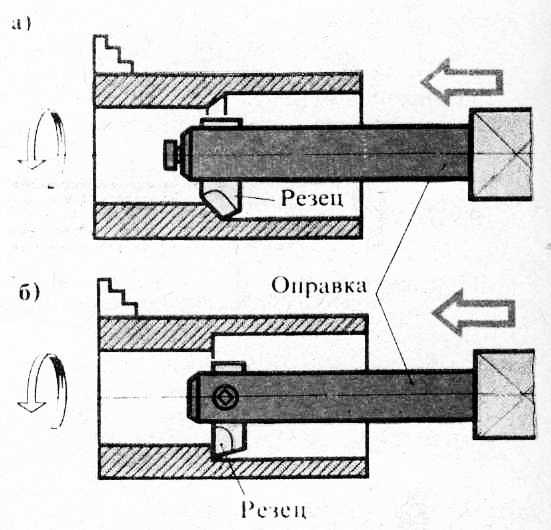
10. РАСГОЧНЫЕ ОПРАВКИ (БОРШТАНГИ): а — с расточным проходным резцом, б — с расточным упорным резцом
Многие токари применяют универсальную расточную оправку с регулируемым вылетом. Оправку закрепляют в дополнительной державке, установленной в резцедержателе. В оправке можно крепить как резцы, так и пластины. На оправке выфрезерована канавка, по которой охлаждающая жидкость надает непосредственно на резец. Канавка служит и для стопорения болтами. Универсальную расточную оправку используют также для вытачивания внутренних канавок, нарезания внутренней резьбы и других работ.
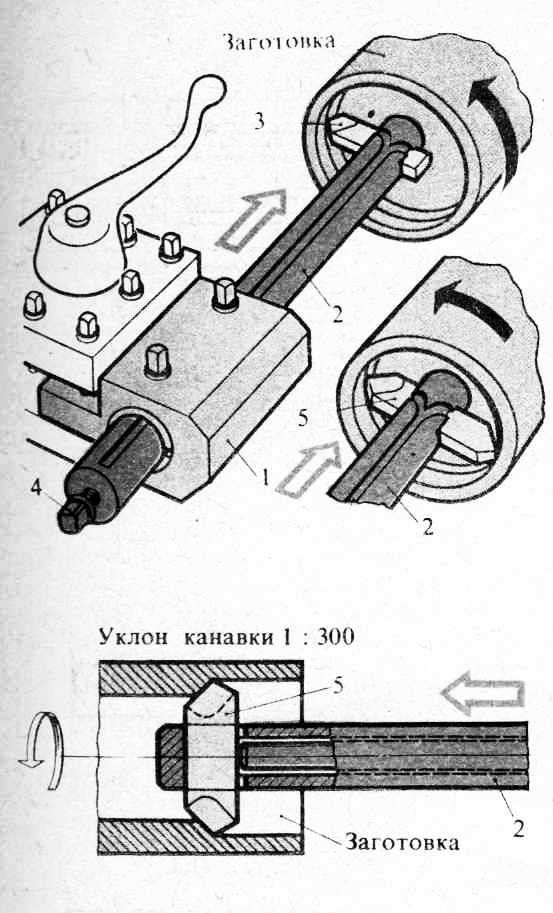
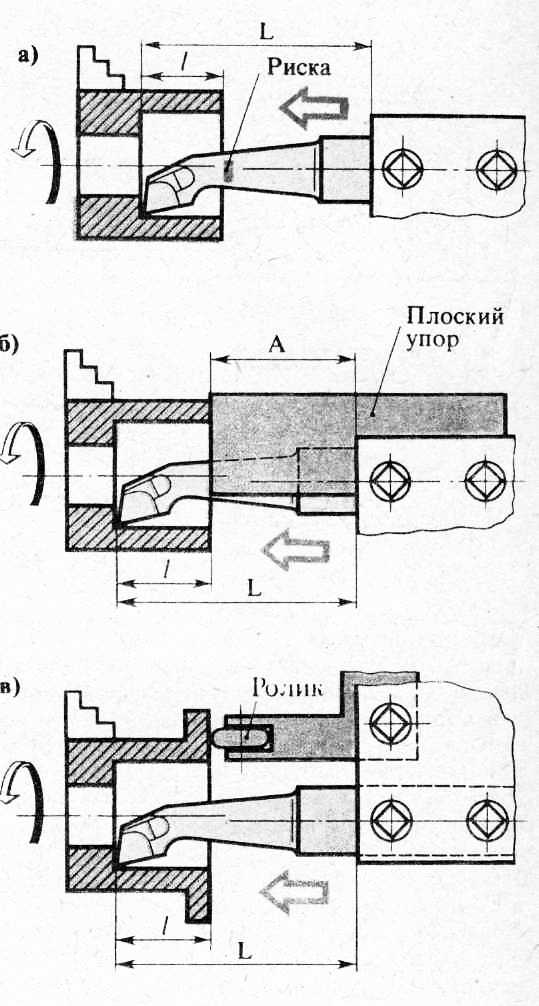
11. УНИВЕРСАЛЬНАЯ РАСТОЧНАЯ ОПРАВКА К ТОКАРНОМУ СТАНКУ: а — при помощи риски на резце. б – при помощи плоского упора, в — при помощи упора
12. КОНТРОЛЬ ГЛУБИНЫ ОТВЕРСТИЯ В ПРОЦЕССЕ РАСТАЧИВАНИЯ 1 — державка. 2 — оправка. 3 — резец. 4 пиши для крепления резца. 5 -расточном п.тетина
Мерные расточные пластины («ножи»). Расточная пластина (нож) имеет размер, соответствующий размеру растачиваемого отверстия. Растачивание пластиной обеспечивает получение отверстия правильной цилиндрической формы за один проход, так как действующие с двух сторон на пластину усилия взаимно уравновешиваются. Расточные пластины бывают цельные из быстрорежущей стали и напайные, оснащенные пластинками твердого сплава. Расточную пластину закрепляют в пазу расточной оправки. Приемы растачивания. Заданную глубину отверстия обеспечивают в процессе растачивания измерением линейкой, штангенглубиномером, шаблоном или настройкой при помощи лимба продольной подачи. Для облегчения обработки на резце наносят риску, соответствующую заданной глубине отверстия. Опытные токари закрепляют в резцедержателе металлическую планку (плоский упор), вылет которой равен вылету резца минус г лубина отверстия Л = L—I. Когда планка при автоматической подаче суппорта подойдет к заготовке на расстояние 2—3 мм, автоматическую подачу выключают и вручную подают суппорт до соприкосновения планки с заготовкой: это значит, что растачивание выполнено на заданную глубину. Упором moi \т служить державки с роликом (роликовый упор).
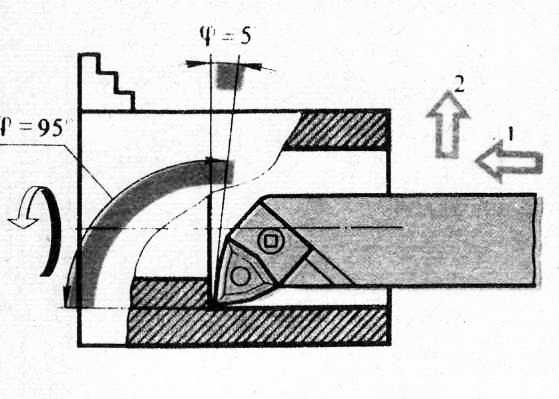
13. УГЛЫ в ПЛАНЕ ПРИ РАБОТЕ РАСТОЧHЫM УПОРНЫМ РЕЗЦОМ:
14. РАСТАЧИВАНИЕ ВНУТРЕННИХ КАНАВОК:
Точность диаметра растачиваемого отверстия обеспечивается также, как и при наружном точении: пробными проходами с замером штангенциркулем, настройкой по лимбу поперечной подачи, по линейке поперечных салазок суппорта, при помощи индикатора, по поперечному упору.
Подрезание внутренних торцов и уступов. Внутренние торцы и уступы подрезают расточным упорным резцом подачей к центру, для этого расточный резец должен иметь главный угол в плане Ф более 90° (например, 95 ), тогда при подрезании торца отверстия фактический главный угол в плане <р составит.
Точность осевых размеров ступенчатого отверстия в процессе растачивания выдерживается с помощью лимба продольной подачи или упора с длиноограничителями, как при обработке ступенчатых валов. Растачивание внутренних канавок. Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как и у прорезных наружных резцов. Резцы для внутренних канавок бывают цельные и иоавпые (олравочные).
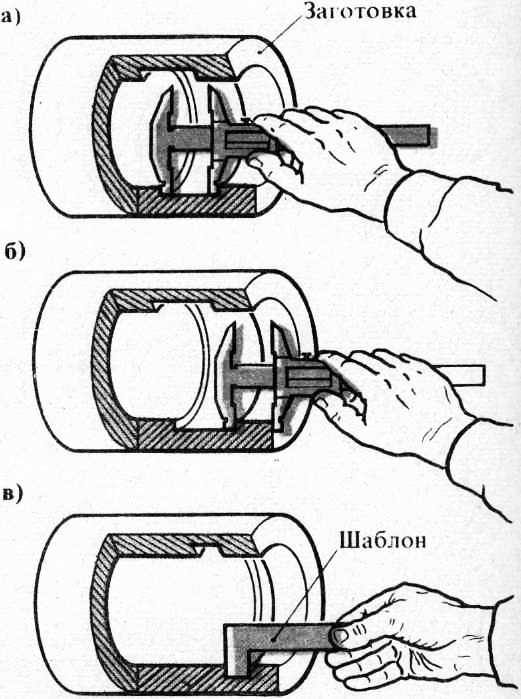
15. КОНТРОЛЬ ВНУТРЕННИХ КАНАВОК и ВЫТОЧЕК: а, б — ширины выточки и расстояния до выточки штангенциркулем. в — ширины выточки шаблоном
Так как при вытачивании канавки токарю не видна зона обработки, особенно важно пользоваться лимбами продольных и поперечных полам, а также упорами.
Широкую внутреннюю канавку обрабатываю! последовательным врезанием на глубину канавки поперечной подачей (контроль по лимбу) и расширением канавки продольной подачей.
Ширину канавки в отверстии и расстояние oт торца заготовки до канавки контролирую! штангенциркулем и шаблоном. Диаметр выточки определяют измерением толщины стенки а до выточки; этот размер переносят на линейку (рис. 108, а). Затем вводят кронциркуль в канавку и, не изменяя раствора ножек, прикладывают кронциркуль к линейке. По размеру b, отсеченному ножкой кронциркуля на линейке, определяют толщину стенки: li=u—b, а диаметр выточки определяют расчетом: cl= D—2h, где D— наружный диаметр втулки.
Более точно диаметр выточек измеряют штангенциркулем со специальными губками. К прочитанному на штангенциркуле размеру прибавляют двойную ширину ножек (2h).
Реклама:
Читать далее:
Развертывание
Статьи по теме:
pereosnastka.ru
Слесарные работы, стр. №28
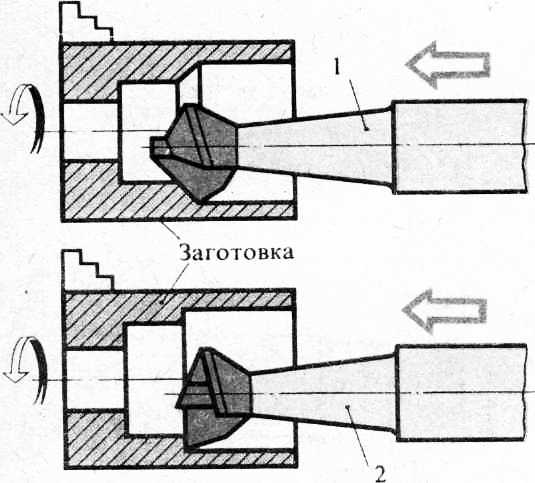
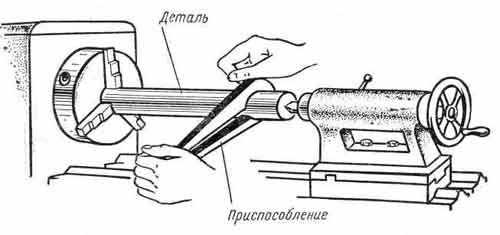
При подрезании торцов деталей, устанавливаемых в центрах, обычный центр не следует применять, так как можно повредить режущую кромку резца. В этих случаях ставят упорный полуцентр (рис. 7.18в), обеспечивающий свободный подвод резца для подрезания всего торца с подачей от наружной поверхности к центру.
Подрезание торцов деталей, закрепляемых в патроне, целесообразно производить не подрезным, а проходным упорным отогнутым резцом с подачей резца от периферии к центру и наоборот. Последний имеет более массивную режущую часть и допускает более высокие режимы резания. На рис. 7.18 г показано подрезание уступа высотой до 5 мм за один рабочий ход при продольной ручной подаче. В этом случае используют проходной упорный резец с многогранной неперетачиваемой пластиной из твердого сплава. При подрезании уступа высотой более 5 мм подрезание производят за несколько рабочих ходов.
Обработку уступов большой высоты производят за несколько рабочих ходов, сочетая продольную подачу с поперечной. При подрезании большого количества одинаковых деталей с уступами применяют упоры, ограничивающие перемещение резца.
При обработке деталей ступенчатой формы по упорам, когда требуется выдержать длины отдельных ступеней независимо от глубины центровых отверстий, применяют так называемые плавающие центры.
При подрезании торцов и уступов припуски в зависимости от длины и диаметра заготовки определяют по справочным таблицам. Подачу при черновом и чистовом точении торцов и уступов определяют, исходя из глубины резания, шероховатости поверхности и физико-механических свойств заготовки. При этом меньшее значение подачи берется для более прочных материалов. Скорость резания при подрезании торцов непостоянна и уменьшается к центру детали по мере уменьшения диаметра обработки. При подрезании торцов скорость резания определяется в зависимости от наружного диаметра заготовки.
Обработка конических поверхностей
Такую обработку выполняют различными способами: смещением задней бабки в поперечном направлении, поворотом верхней части суппорта, с помощью конусной (копировальной) линейки и широкого резца.
Смещением задней бабки в поперечном направлении (7.19а) обрабатывают на длинных валах конические поверхности с углом конуса α ≤ 8–10°. Ось задней бабки смещена в поперечном направлении по отношению к оси шпинделя станка на величину h = L sin α, где
При малых углах sin α ≈ tg α, тогда
; при L = l h = (D – d)/2.
Заднюю бабку смещают на величину h, используя деления на торце опорной плиты и риску на торце корпуса задней бабки. Недостатки этого метода: невозможность растачивания конических отверстий; сильное затирание на центрах и большая разработка центровых отверстий заготовки; ограничение детали по углу конусности; ограничения по режиму обработки.
Поворот верхней части суппорта применяют при обработке коротких наружных и внутренних конических поверхностей. Верхнюю часть суппорта (рис. 7.19б) поворачивают на угол α, равный углу конуса, указанному на чертеже детали. Резец подают вручную рукояткой винта верхнего суппорта. Недостатки этого метода – необходимость использования ручной подачи и небольшая длина обрабатываемой конической поверхности, которая ограничивается длиной хода верхнего суппорта.
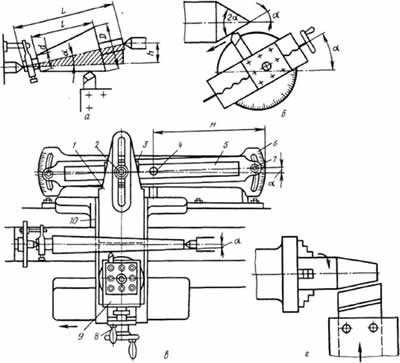
Рис. 7.19. Схемы точения конической поверхности:
а – смещением задней бабки; б – поворотом верхней части суппорта; в – с применением конусной линейки; г – широким резцом
Точение по конусной линейке применяют на специально оборудованных станках. Конусная линейка служит для обработки наружных и внутренних конических поверхностей с углом при вершине до 25° (рис. 7.19в). Работу ведут в следующем порядке. К станине станка прикрепляют плиту 6 с нанесенными на ней делениями, определяющими угол поворота линейки 5. Линейку поворачивают вокруг пальца 4 на необходимый угол и закрепляют болтами 7. По линейке свободно скользит ползун 3, соединяющийся с нижней поперечной частью 10 суппорта с помощью тяги 1 и зажима 2.
Для свободного перемещения поперечного суппорта по направляющим необходимо отсоединить винт поперечной подачи. При продольном перемещении суппорта резец получает два движения: продольное и поперечное от конусной линейки. При сложении этих движений обеспечивается перемещение резца вдоль образующей обрабатываемого конуса. После каждого прохода резец устанавливают на глубину резания с помощью рукоятки 8 верхней части 9 суппорта. Эта часть суппорта должна быть повернута на 90° относительно ее нормального положения. Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки можно найти по формуле:
tg a = (D – d) / (2 * l).
Если деления на плите обозначены не в градусах, а в миллиметрах, то число делений С, на которое необходимо повернуть линейку, определяют по формуле:
C = (D – d) * H / 2 * l,
где Н – расстояние от оси линейки до ее конца, мм;
l – длина конуса, мм.
При использовании конусной линейки обеспечиваются простота настройки, возможность растачивания внутренних конических поверхностей и обработки с ручной или механической подачей. Для обработки фасонных поверхностей вместо линейки устанавливают специальный фасонный копир с профилем, соответствующим профилю детали.
Обработку конических поверхностей широким резцом применяют при небольшой длине конуса (до 50 мм). Широкий резец должен иметь угол в плане, соответствующий углу уклона конуса на обрабатываемой детали (рис. 7.19 г). В этом случае резцу сообщается подача в поперечном или продольном направлении.
Растачивание отверстий
Растачиванием называется увеличение диаметра отверстия в заготовке. Растачивание осуществляют снятием металла с поверхности отверстия расточным резцом. Растачивание производят для исправления соосности отверстия к нарушенной поверхности и обработки отверстий больших размеров. Исправить просверленное или неравномерно изношенное отверстие можно только растачиванием. Заготовки с отверстиями, полученные при отливке, и детали с изношенными отверстиями обычно растачивают.
При растачивании отверстий можно получить отверстие с точностью по 8–10-му квалитету, шероховатость поверхностей для чистового растачивания Ra = 12,5–42,5 мкм. При растачивании цветных металлов твердосплавными резцами точность отверстия соответствует 6–7-му квалитету с Ra = 0,32–12,5 мкм.
Углы заточки расточных резцов выбирают в основном такими же, как у резцов для наружного точения (за исключением заднего угла, который для расточных резцов имеет большую величину). Величина заднего угла зависит от диаметра растачиваемого отверстия (чем меньше диаметр отверстия, тем больше должен быть задний угол резца).
При растачивании поперечное сечение резца должно быть меньше диаметра отверстия, а вылет резца из резцедержателя больше глубины растачиваемого отверстия на 5–10 мм, поэтому при растачивании глубокого отверстия возможны пружинение и изгиб резца, а при высоких скоростях резания – сильные вибрации.
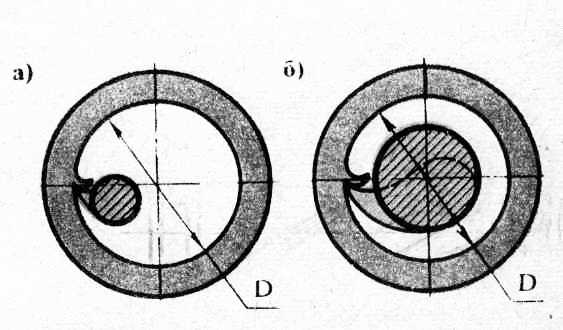
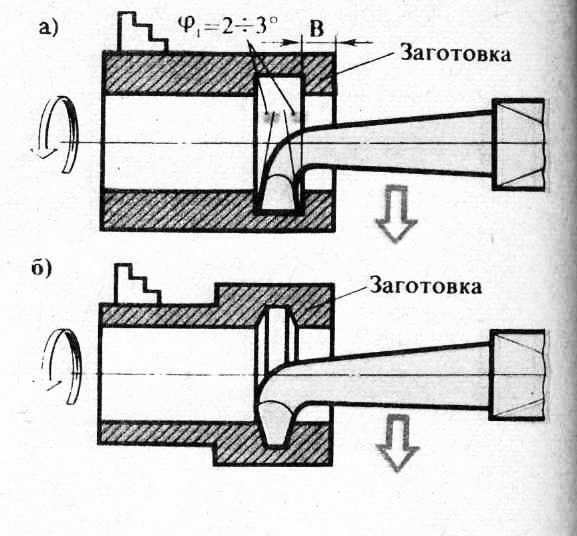
Для определения глубины отверстия при растачивании глухих отверстий и уступов применяют различные упоры, позволяющие быстро расточить отверстие с требуемой глубиной. Глубину растачиваемого отверстия устанавливают путем нанесения риски на стержне резца (рис. 7.20а, 7.20б) на расстоянии от вершины А, равном расстоянию от торца заготовки до уступа.

Рис. 7.20. Схема растачивания отверстий
Чтобы расточить ступенчатое отверстие с применением упора, необходимо упор закрепить в резцедержателе вместе с резцом и расточить отверстие до тех пор, пока торец планки не подойдет вплотную к торцу заготовки.
При растачивании длинных небольших отверстий расточной резец (рис. 7.20в) отжимается под действием упругой деформации на величину припуска t1 относительно заданного диаметра обработки, а при выходе из отверстия возвращается в первоначальное положение.
При черновом растачивании резец необходимо устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров, учитывая, что вследствие действия силы резания резец отожмет вниз.
При растачивании деталей с тонкими стенками (втулок, стаканов, гильз), необходимо иметь в виду, что при закреплении заготовки в патроне возникает деформация (изменение формы) вследствие сильной затяжки.
Страницы:
master4all.com
Точение для получения идеально ровной поверхности детали + видео
Чтобы получить из металлической болванки черновую заготовку, а затем и необходимую деталь, используется такой тип обработки, как точение, наряду с некоторыми другими видами токарных операций.
1 Что такое точение – черновое и чистовое
Деревянные резные балясины, ножки столиков и стульев, металлические детали в узлах механизмов – все эти изделия сложной формы почти наверняка были изготовлены на токарном станке. Конечно, многие виды продукции из стали и других сплавов можно получить литьем, ковкой, штамповкой и фрезерованием, однако в большинстве случаев нужный результат обеспечивают при помощи простейшей операции, а именно – точения. Так называют любой вид обработки внешней торцевой или вращающейся поверхности посредством воздействия на нее лезвием резца. Применение режущего инструмента для внутренних поверхностей осуществляется в процессе растачивания.
Рекомендуем ознакомиться
Операции точения возможны только при вращении детали, закрепленной в кулачковом или цанговом механизме фиксирующего патрона и при значительной длине прижатой центром задней бабки. По большей части обработке подвергаются цилиндрические заготовки, за исключением случаев торцевого подрезания и растачивания отверстий, когда допускаются иные формы болванок, с закреплением их только в кулачковом патроне. Если передача вращения применяется на сам резец, это уже не точение, а фрезерование. Именно поэтому при расточке к внутренней поверхности вращающейся обрабатываемой детали подводится неподвижно закрепленный инструмент.
Черновое точение отличается от тонкого чистового силой воздействия лезвия резца на торцевую или цилиндрическую поверхность, а также скоростью вращения детали, что в итоге дает очень малое сечение образующейся стружки. Иными словами, обтачивание применяется для удаления мельчайших шероховатостей, а точение – для придания необходимой формы металлической или деревянной заготовке. При этом тонкая обработка осуществляется с минимальной глубиной погружения резца: до 0,3 миллиметра при первых проходах и до 0,05 миллиметров при завершающих.
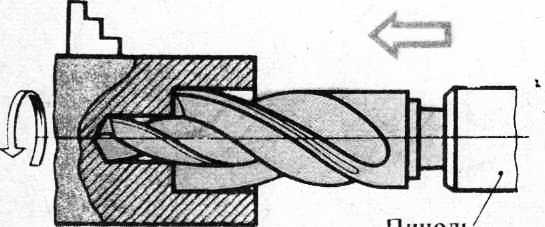
2 Как происходит растачивание отверстий?
В токарных работах используется огромное количество разнообразных резцов, ряд которых необходим для расточных операций. При этом выбор инструмента для черновых проходов зависит от того, сквозное отверстие нужно обрабатывать или глухое. Отдельные резцы применяются для чистового растачивания, независимо от типа отверстия. Рассматриваемый вид токарной обработки деревянной или металлической заготовки осуществляется при закреплении последней в кулачковом патроне, без упора в центр задней бабки. Инструмент, зажатый в держателе, располагается по оси вращения заготовки, ею выполняют поступательное движение с постепенным отклонением от центра.

Как правило, растачивание отверстий осуществляется после сверления, однако в некоторых случаях необходимо произвести внутреннюю обработку канавок или пазов, сделанных на фрезерном станке. Каждый раз при этом происходит увеличение диаметра по всей глубине отверстия или на определенном его отрезке. Первый тип работ осуществляется проходным инструментом, а второй вариант имеет место при необходимости вытачивания внутренней канавки с помощью прорезного лезвия. Также с помощью расточного инструмента может быть выполнена обработка внутреннего торца глухого углубления, для чего используются подрезной резец.
Все инструменты, использующиеся при растачивании, имеют меньшую жесткость, чем резцы для наружных операций, вследствие чего скорость вращения детали следует понижать на 10-20 % в сравнении с внешними токарными работами. Также при обработке углублений существуют и другие подводные камни, требующие удвоенного внимания. В частности, очень трудно наблюдать за протеканием процесса, так как стружка снимается внутри отверстия. Еще одна сложность – необходимость выдвигать резец из держателя несколько дальше, чем требует глубина глухого отверстия, из-за чего обработка удаленных отрезков внутренней стенки может быть нарушена пружинящим инструментом.
3 Подрезание металла – поэтапный обзор операции
Выше уже упоминался специальный подрезной инструмент для токарных работ, необходимый для обработки торцевых поверхностей, а также уступов, как внешних, так и внутренних, расположенных в углублении. Перечисленные операции выполняются движением резца вдоль оси вращения, от центра к краю торца. Лезвие подрезного инструмента обычно имеет две заточенные кромки: длинную, которая располагается под небольшим углом к обрабатываемой поверхности, и короткую, отклоненную на 15-20 градусов от оси вращения заготовки.

Однако помимо вышеназванного резца существуют и другие, например, упорный и отогнутый, причем второй бывает проходным. Заточка обоих вариантов несколько отличается от описанной ранее. Упорный тип удобен тем, что им можно выполнять операции с продольной и поперечной подачей. В тех же случаях, когда подрезание выполняется в непосредственной близости от патрона, а также при обработке труднодоступных уступов в отверстиях, возникает необходимость в отогнутых резцах, в том числе и проходных. Последними обычно работают с поперечной подачей.
Примечательно, что все операции на торцах можно выполнять не только зажатием в кулачках, но и при фиксации заготовки с упором в центр задней бабки. Правда, в этом случае рекомендуется применять так называемый «полуцентр», на треть толщины которого по всей длине отсутствует сегмент. Таким образом, обеспечивается возможность обрабатывать весь торец от края к центру подрезным лезвием. При работе с торцом зажатой в патроне детали лучше действовать проходным отогнутым инструментом.
4 Тонкое обтачивание различных поверхностей
Процесс обтачивания, по сути, является аналогом тонкого чистового точения, о котором говорилось выше. Выполняется эта операция при высокой частоте вращения заготовки, от 1500 до 2000 оборотов в минуту. При этом подача резца выполняется на шаг, не превышающий 0,6 ширины режущей кромки на один оборот детали. Следует отметить, что лезвие инструмента обычно применяется широкое, располагается оно параллельно обрабатываемой поверхности. При минимальной глубине резания после обтачивания не требуется шлифование металла, поскольку все шероховатости снимаются при чистовых проходах.

Режущая кромка инструмента должна обладать высокой прочностью, лезвия выполняются из твердых сплавов, а также снабжаются алмазными и эльборовыми вставками.
Как правило, операции обтачивания применяются для цветных металлов, а также их сплавов, значительно реже им подвергаются заготовки из стали и чугуна. Скорости вращения для каждого вида металла выбираются разные. В частности, для чугуна необходима скорость 100-150 метров в минуту, стальные детали обтачиваются при частоте оборотов 150-250 метров в минуту, а цветные металлы и их сплавы обрабатываются при вращении кулачкового патрона от 1000 метров в минуту.
tutmet.ru
Приемы растачивания сквозных и глухих отверстий — Растачивание цилиндрических отверстий на токарном станке — Комплексные работы
Растачивать отверстия (внутренние цилиндрические поверхности) сложнее, чем обтачивать наружные поверхности. Основная трудность — малая жесткость расточного резца.
Сквозные отверстия растачивают расточными резцами, показанными на рисунке.
Смотрите рисунок – Расточной резец для сквозного отверстия
Для этого обрабатываемую заготовку крепят в патроне токарного станка. Проверяют надежность крепления заготовки и резца. Растачивают сначала черновым резцом, который при помощи маховичка суппорта плавно подводят к обрабатываемому отверстию.
Установив при помощи маховичка суппорта глубину резания, плавно сообщают резцу продольную подачу. Величину подачи для растачивания выбирают, учитывая жесткость резца, глубину резания и материал заготовки. Сделав один проход, резец отводят в первоначальное положение. Так поступают, пока не получат отверстие требуемого диаметра.
Для чистовой обработки отверстий применяют тонкое (алмазное) растачивание, которое ведут на высокой скорости резания, но при малых глубине резания и подаче. Растачивают чистовыми резцами и резцами с пластинками из твердого сплава. Приемы и последовательность растачивания те же, что и при черновом растачивании.
Глухие отверстия растачивают резцами, показанными на рисунке.
Смотрите рисунок – Расточной резец для глухого отверстия
При растачивании глухих отверстий резец необходимо перемещать в продольном направлении строго на глубину обрабатываемого отверстия.
Величину прохода резца устанавливают, нанеся мелом риску на державке резца. Приемы работ остаются те же, что и при растачивании сквозных отверстий.
Вопросы
- Какими резцами растачивают сквозные и глухие отверстия?
- Расскажите о последовательности приемов растачивания сквозных отверстий?
- Как определяют глубину прохода резца при растачивании глухих отверстий?
Упражнение
Изготовить корпус плашкодержателя по технологической карте, помещенной ниже.
Технологическая карта на изготовление корпуса плашкодержателя
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
В зависимости от требуемой точности измерения и размеров диаметра отверстий применяют различный измерительный инструмент. Неточные цилиндрические отверстия можно измерять нутромером и измерительной линейкой, Для определения размера нужно величину развода ножек нутромера измерить линейкой или штангенциркулем. Измерение отверстия нутромером При растачивании отверстия под обработанный вал измеряют вначале диаметр вала штангенциркулем и затем устанавливают по ним ножки…
На токарных станках выполняют шлифование, накатку и другие отделочные работы. Шлифуют, когда размеры и форма детали выполнены с невысокой точностью, а к чистоте обработанной поверхности предъявляют повышенные требования. Деталь устанавливают на станке так же, как при обтачивании, приводят в быстрое вращение и чисто обрабатывают плоским напильником. Ручку напильника держат в левой руке, а правой придерживают…
Растачивают отверстия на токарных станках тогда, когда сверление и рассверливание не обеспечивают необходимой точности размеров отверстий и чистоты обработанной поверхности. Расточной резец для сквозного отверстия При черновой и чистовой обработке растачивают отверстия расточными резцами. В зависимости от вида растачиваемых отверстий различают расточные резцы для сквозных отверстий (смотрите рисунок выше) и для глухих отверстий (смотрите рисунок…
www.ktovdome.ru
Углы заточки резцов — Инструментальные материалы
Автор Admin На чтение 2 мин. Опубликовано
Выбор формы передней поверхности можно производить в соответствии с табл. 24. Рекомендуемые величины заднего и переднего углов резцов даны в табл. 25.
| Припуск на обработку (глубина резания, | Минимально необходимая длина режущей твердосплавной пластинки, мм, при главном угле в плане, град | |||
| 45 | 60 | 75 | 90 | |
| 2 | 4 | 3 | 3 | 3 |
| 4 | 8 | 6 | 6 | 6 |
| 6 | 12 | 10 | 9 | 8 |
| 8 | 15 | 13 | 12 | 11 |
| 10 | 19 | 16 | 14 | 14 |
| 12 | 23 | 19 | 17 | 16 |
| 14 | 27 | 22 | 20 | 19 |
| 16 | 31 | 25 | 23 | 22 |
| 18 | 35 | 28 | 25 | 25 |
| 20 | 38 | 31 | 28 | 27 |
Таблица 24
Примечание. Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Таблица 25
| Обрабатываемый материал | 3адний угол ?, град | Передний угол ?, град | |
| При черновой обработке | При чистовой обработке | ||
| Сталь и стальное литье ?В < 800 МПа | 8/6 | 12/8 | 15/12 |
| Сталь и стальное литье ?В > 800МПа | 8/6 | 12/8 | 10/10 |
| Сталь и стальное литье ?В > 1000 МПа, а также при обработке по корке, загрязненной неметаллическими включениями и при работе с ударами | 8/6 | 12/10 | 10/8 |
| Чугун серый HB <220 | 6/6 | 10/10 | 12/8 |
| Чугун серый HB > 220 | 6/6 | 10/10 | 8/5 |
| Чугун ковкий | 8/8 | 10/10 | 8/8 |
Примечание. В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
Главный угол в плане следует выбирать в пределах 30-45°. В случае недостаточной жесткости системы станок – деталь – инструмент главный угол в плане следует устанавливать в пределах 60-90°.
Ширина фаски принимается в зависимости от сечения стержней резцов в следующих размерах: для черновых токарных и строгальных резцов – 0,4-1,2 мм; для черновых расточных резцов – 0,2-0,7 мм; для чистовых токарных, строгальных и расточных резцов – 0,2-0,3 мм.
Положительный угол наклона главной режущей кромки в пределах 12-15° рекомендуется для строгальных и токарных резцов при работе с ударами.
arxipedia.ru