
Инструмент станок – Инструменты и станки
Инструменты и станки
Мы рады предложить вам качественные товары с подробными описаниями, характеристиками и фотографиями для работы с деревом, пластиком, металлом и камнем.
Мы заключаем дилерские договора с производителями и поэтому продаем Вам товар, имеющий все необходимые документы, подтверждающее его качество.
Ассортимент постоянно расширяется, и мы для Вас выбираем лучшее, постоянно обновляя каталог. С нашей помощью Вы самостоятельно можете создать у себя «Лучшую мастерскую» по изготовлению деталей или ремонта.
У нас Вы можете найти не только качественный товар, но и прочитать статью, или посмотреть видео, о том как можно использовать или применить тот или иной товар, как его самому смонтировать и подключить. Проконсультируем, поможем выбрать лучшую комбинацию из возможных варинтов для вашего случая. Опытные электрики или электронщики помогут Вам с тем или иным проектом. Стоит только позвонить: 8(499)-704-04-53.
Если у Вас нет времени самим заниматься настройкой и пусконаладкой оборудования, то наши специалисты за умеренную плату установят, подключат и сдадут Вам под ключ с минимальными затратами.
Наши главные преимущества:
- Цены от производителей
- Доставка заказов по всей Стране от 5 дней
- Только оригинальная и сертифицированная продукция
- Консультации опытных Менеджеров, Электриков и Электронщиков
- Бонусы и скидки для постоянных покупателей
- Ежемесячные Акции на товар
- Гарантия на все товары – от 3 лет
- Есть точка самовывоза в Москве
- заключаем официальные договор с юридическими лицами
- направляем он-лайн чеки оплаченных товаров
- гарантируем своевременную доставку оплаченного товара
- оплаченный товар застрахован
- меняем товар, в случае обнаружения недостатков, в соответсвии с законом «О защите прав потребителей»
instrumenty-i-stanki.ru
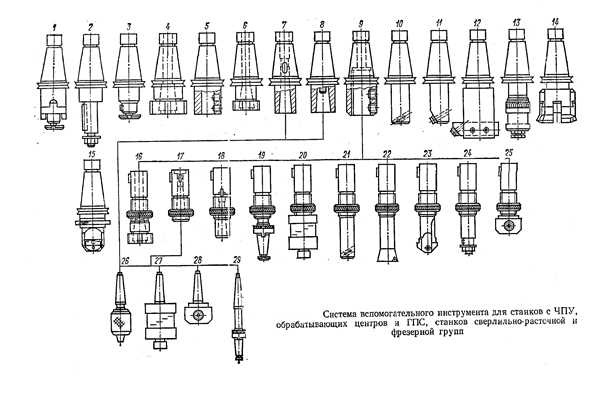
Вспомогательный инструмент для станков с ЧПУ
ТокарныйВспомогательный инструмент для станков с ЧПУ – оборудование, обеспечивающее высокую производительность и качество исполнения работы аппаратурой.
Вспомогательный инструмент для станков с ЧПУ – оборудование, позволяющее осуществить точную и качественную обработку материала. Наличие подобных аппаратов позволяет повысить производительность и скорость производства. ЧПУ делится на два типа: полуавтоматический и автоматический. При работе с различными станками задействуются элементы с определенной комплектацией. Но без вспомогательных инструментов спектр выполняемых функций ограничен.
Комплекс деталей, составляющих собой наиболее важную часть комплектации станка с ЧПУ, представлен:
- станочными приспособлениями;
- режущим прибором;
- вспомогательным инструментом.
Функции
Вспомогательный инструмент представляет собой группу систем, главной функцией которых является компоновка блоков с запчастями, отвечающими за работоспособность агрегата. Блок представляет собой сочетание оборудования для режущих и дополнительных задач.
Наиболее распространенным прибором такого типа является вспомогательный инструмент для токарных станков с ЧПУ. Благодаря им крепятся:
- резцы;
- зенкеры;
- сверла;
- метчики;
- развертки.
Качественному вспомогательному инструменту характерен высокий показатель жесткости. Он должен уметь обеспечить точность и стабильность применения орудия для резки. Аппарат предназначен для поддержки всех типов работ, которые способен выполнять станок. Достоинством устройства является легкая и быстрая установка. Универсальный станок должен обладать аналогичной комплектацией для разных модификаций. Настройку прибора можно произвести, не устанавливая его на станок.
Конструкция
Закрепление оборудования на станке производится благодаря унифицированной хвостовой части. Крепление усиливают элементы для соединения с режущим механизмом. Крепление осуществляется ручным методом. Хвостовик устройства имеет цилиндрическую форму и лыску рифленого типа. Такая конструкция обеспечивает более высокий показатель надежности крепления.
Системы инструментов изменяются в зависимости от того, для каких задач используется станок. Быстрая смена системы требуется, если производятся работы по сверлению и фрезеровке. Станок переналаживается путем замены носителя программы. Чем выше жесткость дополнительного механизма, тем более интенсивной будет его работа. От интенсивности работы зависит, насколько быстро она будет выполнена.
Жесткость обеспечивается за счет прочного крепления. Для достижения высокой прочности крепления используются детали, изготовленные из твердых сплавов. Добавочный механизм рекомендуется настраивать до установки на станок. Это поможет сократить время работы. Многошпиндельные головки упрощают установку технологии на прибор с ЧПУ. Такое оборудование особо эффективно при мелкосерийных задачах.
Достоинства
Вспомогательный инструмент обеспечивает станок с ЧПУ целым рядом преимуществ:
- время, затраченное на осуществление задачи, сокращается вполовину;
- повышается показатель точности, благодаря чему обеспечивается экономия материала;
- обеспечивается стабильная эксплуатация;
- появляется возможность обслуживать сразу несколько станков;
- отсутствует необходимость в использовании приспособлений, имеющих сложную конструкцию;
- идентичная конструкция устройств позволяет устанавливать их на различные станки;
- настройка аппаратуры может проводиться до установки на станок;
- упрощено использование аппарата;
- увеличилось разнообразие позиций для обработки материала;
- участие человека в управлении агрегатом уменьшилось;
- увеличилась производительность станка;
- появилась возможность изготовления деталей сложной формы;
- изделия стали более качественными;
- повысилась производительность оборудования;
- использование устройства стало более простым и безопасным.

Наладка
Приведение устройства в рабочее состояние делится на две части: наладки и подналадка. Процесс наладки представляет собой подготовку оборудования к выполнению рабочей цели. Подналадка – дополнительная подготовка механизмов агрегата. Первая часть связана с основной частью станка, выполняющей поставленную задачу. Вторая часть представляет собой взаимодействие с технологической оснасткой. Именно во второй части производится наладка вспомогательного инструмента.
На первом этапе наладки производится сборка и установка режущего приспособления и его элементов. На втором этапе устанавливается заранее настроенный добавочный механизм. На третьем этапе выбирается режим работы аппарата.
Установка на станках производится тремя вариантами:
- на стол;
- в приспособление на столе;
- на координатную плиту.
Приспособление может быть установлено на координатной плите.
Особенности настройки
Настройку оборудования рекомендуется проводить перед установкой на станок. Это не только упрощает процесс настройки, но и позволяет сэкономить время. Режущая часть прибора имеет два направления: радиальное и осевое. Установка производится в выбранном направлении на определенном расстоянии от основной части прибора. Оптимальное расстояние зависит от используемого агрегата.
Для элементов имеются посадочные места. Каждый элемент имеет свой размер, который соответствует указанному месту. Правильное распределение элементов обеспечит точность работы агрегата. Для сверл, расточных оправок, зенкеров, и еще ряда элементов имеется только одна координата настройки. Для настройки используется вставка в виде ножа или индикатор. Точную настройку практически невозможно произвести без окулярного микроскопа.
Перед использованием микроскопа, для его оптических элементов требуется задать координаты, которые обеспечат точность настройки.

Самые популярные станки с вспомогательным инструментом
Вспомогательный инструмент может использоваться с любыми моделями станков современного типа, оснащенных ЧПУ. Их популярность зависит от востребованности. Наиболее часто используемыми типами аппаратов являются:
- токарным-револьверным;
- вертикально-сверлильным;
- вертикально-фрезерным.
Сборка устройства производится по ГОСТу 23597-79. Он предполагает оптимальные настройки для оборудования, обеспечивающие точность производства. Показатель точности является частично регулируемым. Уровень искажения может меняться в зависимости от того, насколько профессионально была установлена программа. Программа должна учитывать функции, которые дает дополнительная аппаратура. Вместе они могут:
- предупредить показатель искажения траектории движения прибора;
- уменьшить подачу при использовании аппарата;
- регулировать размер рабочего приспособления.
Конструкция вспомогательного инструмента может изменяться в зависимости от того, для какого типа станков он используется. Но основная задача остается неизменной – закрепление рабочих элементов прибора. Без подобного оборудования производительность и период бесперебойной эксплуатации аппарата будет значительно ниже. Режущее устройств будет хуже закреплено, по причине чего снизится качество изготовляемых изделий, и многообразие возможных форм.
vseochpu.ru
Приводной инструмент для токарных станков с ЧПУ: разновидности
ТокарныйПриводные блоки для токарных станков с ЧПУ — это важная составляющая любой машины, они совершают большинство задач и делают агрегат универсальным.
Токарный станок с ЧПУ – это устройство, с помощью которого происходит обработка металлических деталей. Благодаря числовому программному управлению, каждая работа выполняется с высокой точностью и без погрешностей. Приводные блоки являются важной составляющей любой машины.
Какой бывает инструмент
Ни один станок не будет полноценно функционировать без приводного инструмента, ведь именно дополнительное оборудование совершает большинство задач и делает агрегат универсальным. Электроприводные устройства могут выполнять такие операции, как сверление, фрезерование или нарезание резьбы.

Среди основного оборудования для токарного станка, можно отметить:
- приводные блоки;
- аксиальные резцедержатели;
- поворотные держатели;
- угловые держатели;
- двойные угловые головки;
- револьверные головки.
Электрические блоки
Электрические приводные блоки используют для приведения в работу электроприводной барабан. Лежат в основе каждого дополнительного инструмента. Имеют в своем составе электродвигатель. Для каждого агрегата выпускают разные блоки, которые имеют уникальную конструкцию.
Они могут производиться отдельно для червячных или дисковых фрез, либо же иметь изменяемый угол. С помощью приводных блоков обработка металла выполняется с высокой производительностью и за короткое время. Устройство имеет повышенную жесткость и надежность.
Аксиальные резцедержатели
Используют для закрепления и удержания резцов и насадных фрез на токарных установках. Положение резцов регулируется с помощью двух винтов. Имеют прочную прижимную плиту, которая способствует надежному закреплению дополнительного оборудования.
Поверхность аксиального резцедержателя выполнена из закаленного металла, поэтому он имеет высокий уровень прочности и износостойкости.
Поворотные держатели
Используют на станках токарной группы для поворота резца или фрезы. Имеют мощные приводные блоки и сверхточную центровку, что позволяет выполнять качественную обработку деталей.
Состоит из корпуса с пазами под резцы и зажима, имеет компактные размеры, благодаря чему легко монтируются на токарные установки. На некоторых моделях управление может дополнительно выполняться с помощью рукоятки.
Угловые держатели
Применяют в качестве приводного инструмента для токарных станков с ЧПУ. С его помощью осуществляется обработка заготовок с боковых сторон (с торца).
Является прочным, имеет закаленную поверхность, предназначается для длительного использования в работе, не боится высоких температур. Закрепляются резцы и фрезы с помощью пазов в корпусе, как и в поворотном держателе.
Двойные угловые головки
Являются приводным инструментом на токарном станке. Используют для сверления, фрезерования и точения металла. Различают их по типу осей, который могут быть либо параллельные, либо располагаться по направлению друг к другу.

Двойная угловая приводная головка позволяет обрабатывать изделия сложной конструкции. Чаще применяют для крупносерийного производства однотипных деталей.
Револьверные головки
Применяют для горизонтальной и вертикальной обработки детали на токарном станке. В головку устанавливают резцы, фрезы, разного рода сверла и метчики. За один цикл, при наличии необходимых дополнительных агрегатов, может выполнять все технологические операции.
В некоторых моделях используют шаговые электродвигатели. Это позволяет увеличить точность устанавливаемой позиции.
Необходимо подвести итоги, что токарный агрегат с ЧПУ имеет немалое количество компонентов, которые повышают функциональность агрегата и делают его более универсальным.
vseochpu.ru
Инструмент для токарных станков: режущий и вспомогательный
Главная > Инструмент для токарных станковВ разделе представлена информация по режущему и вспомогательному токарному инструменту: устройству, назначению, ремонту, эксплуатации, производителях и т.п., который применяют на станках с ручным управлением и ЧПУ. Расходные материалы (инструмент) являются одним из важнейших элементов в производственном цикле.
Для работ с предметами сложной конфигурации на токарных и револьверных станках используется фасонный резец. Это инструмент с кромкой, совпадающей с профилем заготовок, представленных прутками проката. Поверхности сложной конфигурации, сформированные криволинейными, прямолинейными составляющими под углом и […]
Центровочные сверла – разновидность металлорежущих инструментов. Они используются для сверления центровочных отверстий, предназначенных для дальнейшего закрепления деталей в центрах металлорежущих станков и их последующей обработки. Центровочные сверла обладают целым рядом преимуществ: они исключают повторное перетачивание […]
Существует ряд инструментов для обработки заготовок на токарных станках. Далее рассмотрен резец расточной: виды данных инструментов, их конструкция, способы работ и принципы выбора. Данные инструменты рассчитаны на обработку отверстий (как сквозных, так и глухих). Принцип […]
Многообразие разработанных резцов позволяет решать широкий круг технических задач. Одним из видов таких инструментов является резец проходной отогнутый. С его производят целый ряд обрабатывающих операций: черновая, получистовая и чистовая наружных и внутренних поверхностей; торцевание конических […]
Для создания деталей исходные заготовки обрабатывают на токарных станках, удаляя определенное количества материала. Для данной цели применяют специализированный токарный инструмент – резец подрезной. Он рассчитан на точение, торцевание, нанесение фасок и т. д. и обычно […]
Выполнение токарных работ по металлу в большинстве случаев сводится к приданию заготовке необходимой геометрии. Снять фаску, выточить полость или изделие со сложной формой и точным соблюдением размеров – резец канавочный позволяет выполнить все эти операции […]
На производстве для получения ступенчатых валов и заготовок необходимого размера применяется резец отрезной. Используется на станках с ручным и автоматическим управлением, параметры подбираются в соответствии с интенсивностью проводимых работ и материалом заготовок. Работы проводятся только […]
Существенно повысить показатель производительности можно за счет применения режущих инструментов с напайками из твердосплавных материалов. Они способны выдерживать длительное воздействие высокой температуры. Твердосплавные пластины могут применяться при создании резцов и фрез, при желании можно провести […]
Во время обработки дерева, используемые резцы и стамески проводят снятие слоя древесины. Со временем инструмент притупляется, что оказывает влияние на качество обработки. Именно поэтому достаточно важным вопросом можно назвать то, как заточить стамеску по дереву. […]
Назначение токарных резцов и их виды Токарные резцы по дереву – предназначенные для ручной обработки вращающейся в станке детали. Они состоят из двух основных частей: рабочей (металлической) и ручки (обычно деревянной). В свою очередь, рабочую […]
stankiexpert.ru
Автоматическая смена инструмента на станках с ЧПУ
Вопрос-ОтветОсуществляется автоматическая смена инструмента на станках с ЧПУ специальными механизмами с высокой скоростью срабатывания для максимальной оптимизации процесса.
Обрабатывающие станки с ЧПУ оснащаются функцией замены рабочего элемента, выполняемой без участия оператора. Автоматическая смена инструмента на станках с ЧПУ повышает производительность, помогает сократить простои и время на смену обрабатывающего элемента.
Разновидности механизмов
К механизмам автоматической смены относятся магазины инструментов, револьверные головки, автооператоры. Их основная задача выполнить замену в максимально короткие сроки. При этом необходимо получить постоянное, точное позиционирование, когда вылет и расположение оси фрезы или сверла сохраняются.
Револьверную головку используют при низких требованиях к точности и при потребном количестве до 8 единиц. Операция занимает 1-3 сек. После перемещения в рабочее положение один из шпинделей становится приводным, получает вращение от главпривода. Устройство применяется на токарных, фрезерных, сверлильных станках.
Виды конструкций
Конструкция магазина инструментов бывает:
- Барабанной.
- Цепной.
- Дисковой.
- Планетарной.
Инструмент в любой из этих конструкций ориентируется параллельно, радиально или под углом к центральной оси шпинделя станка. При потребности 30-40 единиц нужны устройства дискового или барабанного типа, с ростом потребности до 100 единиц – цепного.

Необходимые для обработки инструменты размещаются в гнездах магазина станка. Каждая из ячеек запрограммирована под своим номером, что облегчает поиск. Система датчиков и приборов обратной связи отслеживают его в ячейке.
Способы смены инструмента
Автозамена инструмента происходит по двум схемам, когда магазин перемешается («зонтик») и не перемещается («рука»).
Когда возникает необходимость замены рабочего элемента по схеме «зонтик», система числового программного управления отправляет шпиндель в позицию возле магазина. Он смещается к той же точке, пока не произойдет совмещение фрезы или сверла со свободной ячейкой. Узел главпривода смещается и отпускает отработанный рабочий элемент. Затем магазин проворачивается, подставляя нужное сверло или фрезу. Шпиндель ЧПУ закрепляет его и отъезжает. Устройство занимает исходное положение.
При неподвижном устройстве, узел главпривода подъезжает в заданную позицию возле устройства, которое перемещается пока рабочий элемент расположится рядом со шпинделем. Механическая «рука» захватывает сразу два рабочих элемента – сменный и отработавший, захват отъезжает, меняет инструменты местами. Потом возвращается, сменный элемент фиксируется шпинделем, а другой остается в накопительном устройстве.
Расположение инструментального магазина
Располагаться устройство на станке может на колонне, столе, шпиндельной головке, в зоне вне оборудования.
Монтаж устройства на столе приводит к ограничению полезной площади, значительным потерям времени на операцию смены рабочего элемента, поэтому применяется редко.
Существенно облегчается загрузка и транспортировка, если устройство находится на шпиндельных головках станков. Рабочий элемент подводится до совмещения с осью вращения. Оправку со сверлом берет гильза и переносит из накопителя. При следующем цикле происходит подъем узла главпривода, затем поворот револьверного накопителя.
Смена осуществляется без участия оператора, в автоматическом режиме. Устройство имеет ограничение по вместимости, приличный рабочий ход и мощнее привод, чем у револьверной головки.
Большой вместимостью (на 12-120 единиц) обладают устройства, вынесенные на колонну или за станок. Такая компоновка влечет усложнение конструкции, возникает потребность в автооператорах и транспортных механизмах. Увеличиваются затраты времени. Потребная емкость определяется количеством операций технологического цикла обработки, наружным диаметром, находящегося в накопителе инструмента. Оптимальной принята возможность размещения 30 рабочих элементов.

Компоновочные схемы
Существующие схемы компоновки:
- С функцией смены режущего инструмента одним шпинделем.
- С полной заменой узла шпинделя. Сюда относятся револьверные головки и магазины шпиндельных гильз.
- Комбинированная система, когда используется ручной режим вместе с автоматическим или магазин совместно с револьверной головкой.
Существующая конструкция магазина шпиндельных гильз, где использована линейная и барабанная компоновка, допускает установку от 15 до 20 гильз. У него достаточно жесткий шпиндельный узел, надежная фиксация. К недостаткам относится то, что механизм слишком громоздкий и дорогой.
Сократить время замены помогают комбинированные механизмы, имеющие револьверную головку и магазин.
Распространены многоцелевые станки, когда замена происходит в 1 шпинделе. У них есть возможность закрепления большого количества инструментов за счет оснащения сменными магазинами, механизмами пакетной замены, стеллажами внестаночного хранения. Манипуляции со сменой рабочего элемента выполняет портальный робот.
vseochpu.ru
Поставки инструмента для листообрабатывающих станков
От подбора пробивного и гибочного инструмента по чертежам клиента, кончая полноценным техническим консультированием, рекомендациям по установке, а в случае необходимости, и участие специалиста на месте, для того чтобы полностью проверить номенклатуру, установить инструмент и выполнить тестовые гибы. В сочетании с широкими возможностями технического анализа, а также готовности предложить не только инструмент, но и сделать предварительные тесты перед отправкой,а также поставить специализированное программное обеспечение для листообрабатывающего оборудования, мы, по праву, можем предложить нашим клиентам глубокую инженерную и техническую поддержку для запуска производства.Каждая компания любит писать про свой профессионализм, но мы хотели бы познакомить Вас с сухими фактами:
Мы зачастую работаем с поставщиками оборудования и обеспечиваем им технические проработки на инструмент и детали заказчика
Мы знаем рынок, поэтому в случае, если не можем предложить эффективное и конкурентноспособное решение, не будем предлагать его вообще
Мы сами обрабатываем чертежи в большинстве случаев, кроме специализированных решений, а не переводим анализ производителя
Мы можем разрабатывать гибочные решения на базе нашего прошлого опыта
Наши сотрудники в первую очередь — это инженеры!
Почему мы?
В настоящий момент рынок переполнен разнообразными предложениями по поставкам пробивного и гибочного инструмента, и, зачастую, заказчикам сложно разобраться, кому доверить поставку. С ООО «СТИМ» Вы можете быть спокойны за техническую сторону вопроса, а также будьте уверены в том, что мы обеспечим максимальную квалификацию сделки. К Вашим услугам возможность обработки любой инструментальной заявки, включая подбор позиций по любому оригинальному коду инструмента, доставка до двери по всей территории СНГ и многое другое. Мы повторяем, что ищем возможность обеспечения не только разовой поставки, а надеемся стать действительно корпоративным поставщиком наших клиентов с максимальной точностью и удобством работы. А также, у нас есть возможности сказать, что мы действительно глубоко знаем наших конкурентов, возможности и рынок, чтобы постараться давать нашим клиентам наиболее интересные предложения.
В случае необходимости, наша компания имеет возможность поставлять решения разных производителей, включая конкурентов без увеличения рыночной цены.
Имея в нашем штате специализированных специалистов, мы готовы, как подобрать пробивной и гибочный инструмент для Вашего изделия на самом начальном этапе к приходу нового станка и отработать всю технологию гибки и пробивки, так и поставить любой инструмент на замену, либо перевести клиента из другой инструментальной системы.
www.metal-tool.ru
Мир самоделок — Инструменты для работы на токарном станке
Для работы на токарном станке применяются различные резцы.
Для первоначальной грубой обработки служит полукруглый (желобчатый) резец или рейер (рис. 1, а). Он похож на обычную полукруглую стамеску, только несколько длиннее и прочнее ее. Рейер заточите полукругом только с внешней стороны, с фаской под углом в 20-30° . Ширина рейеров — от 6 до 50 мм. В первую очередь нужны два рейера: для грубой обточки болванок — в 25-35 мм, для более мелких работ — в 10-15 мм.
Для гладкой обработки поверхностей служит мазель — длинная плоская стамеска с косо срезанным лезвием (рис. 1,б). Лезвие мазеля заточите на обе фаски под углом в 15-30° Угол заострения зависит от твердости обрабатываемого материала. Чем тверже материал, тем больше нужно сделать угол, иначе лезвие будет крошиться. Мазель — основной инструмент токаря.
Для перерезки поперек применяют резцы вроде мазелей, но узкие, с прямо заточенной фаской.
Наконец для всевозможных внутренних и наружных выточек применяются резцы разных фасонов — грабштихели и крючки (рис. 1, в)
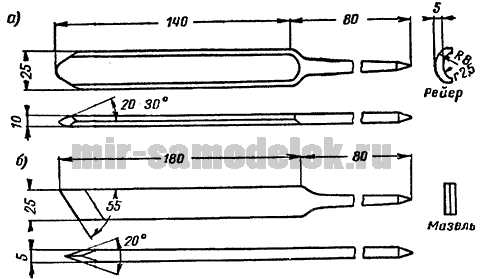
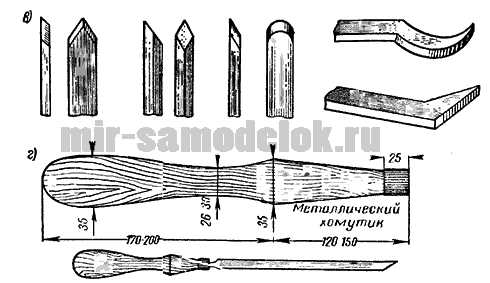
Рис. 1 Токарные резцы: а — рейер; б — мазель; в — грабштихели и крючки; г — ручки для резца.
Все резцы плотно насадите на длинные прочные ручки с металлическими хомутиками, как показано на рис. 1.
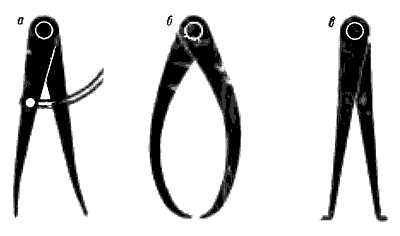
Рис. 2 Разметочные и измерительные инструменты: а — циркуль; б — кронциркуль; в — нутромер; г — шаблон для разметки; д — шаблон для контроля при точении; е — шаблон для проверки диаметра.
Для разметки и измерений обрабатываемых предметов нужны: стальной циркуль, кронциркуль, нутромер и всевозможные шаблоны — деревянные и металлические (рис. 2). Шаблоны для разметки представляют собой пластинки с острыми штифтами; шаблоны для проверки — пластинки с соответствующими вырезами.
mir-samodelok.ru